










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.112 spe Johannesburg Jul. 2012
TRANSACTION PAPER
The manufacture of plasma-dissociated zircon (PDZ) via a non-transferred arc process utilizing three 150 kw DC plasma torches
J.L. Havenga; J.T. Nel
The South African Nuclear Energy Corporation Ltd. (Necsa)
SYNOPSIS
South Africa produces about 400 Kt zircon (ZrSiC>4) per annum. This represents about 30 percent of the global demand. However, very little is beneficiated locally and more than 95 percent is exported with little or no value addition. Zircon is a very inert material and needs to undergo high-temperature alkaline melting processes to produce valuable zirconium products. The conversion of zircon to plasma-dissociated zircon (PDZ) produces a chemically reactive species (ZrO2.SiC>2) which consist of finely divided submicron monoclinic ZrO2 crystals dispersed in a SiO2 matrix. In this paper, an in-flight, non-transferred arc pilot plasma plant with a capacity of 100 kg/h and which consists of three 150 kW DC plasma torches, is described. The optimization of the plant, which includes the use of different zircon concentrates, the influence of particle size, feed rates, plasma gas, and energy utilization, is discussed.
Keywords: plasma-dissociated zircon, PDZ, DC arc, non-transferred arc, plasma.
Introduction
South Africa is, after Australia, the second largest producer of the mineral zircon (ZrSiO4) in the worldi,2. In 2006 South Africa supplied about 30 percent of the worlds total demand of about 1.1 Mt per year. Zircon concentrate is a product of the heavy minerals industry and is magnetically separated from ilmenite (FeTiO3) and rutile (TiO2) after beach sand dredging operations. The main South African heavy minerals sand industries are located on the KwaZulu-Natal coast, mainly at Richards Bay, and on the west coast, at Namakwa Sands. The main application for zircon is as an opacifier in the ceramic tile industry, and more 80 percent of world production is used for this purpose. Zircon is the primary starting material from which zirconium metal is manufactured and several processing steps are needed to produce a metal that conforms to nuclear grade specifications for use as cladding material.
Because of the chemical inertness of zircon sand, the South African Nuclear Energy Corporation (Necsa) developed a DC non-transferred plasma pilot plant to convert zircon to plasma-dissociated zircon (ZrO2.SiO2).
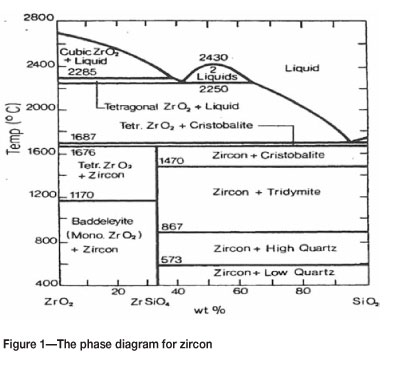
Plasma-dissociated zircon (PDZ) is chemically more reactive than zircon and can be processed more efficiently. At temperatures above 1 700°C zircon undergoes a phase change as indicated in Figure 1 3,4. When zircon sand is passed through the high-temperature zone of a plasma flame, the zircon dissociates into monoclinic zirconia (ZrO2) and silica (SiO2)5,6. Rapid quenching prevents the re-association of the ZrO2 and SiO2 species, and monoclinic zirconia that is embedded in an amorphous silica matrix is formed.
The PDZ plant at Necsa
In the 1990s a plasma process was developed by Necsa to dissociate zircon. The first demonstration plant consisted of three 30 kW non-transferred plasma torches configured at 120° angles and 30° from the vertical in a reactor with a diameter of 100 mm. Most of the experimental work to establish the parameters for upscaling was done on this demonstration facility. After the success obtained with this system a pilot plant was designed and commissioned. This plant had three 150 kW non-transferred plasma torches and a designed feed rate of 120 kg.h-1 of zircon sand. The main components on the plant consisted of three power supplies, a reactor, a heat exchanger, cyclone, filter, and scrubber. The utilities consisted of demineralized water, cooling water, a cooling tower, and an extraction fan. A schematic representation of the plant is given in Figure 2.
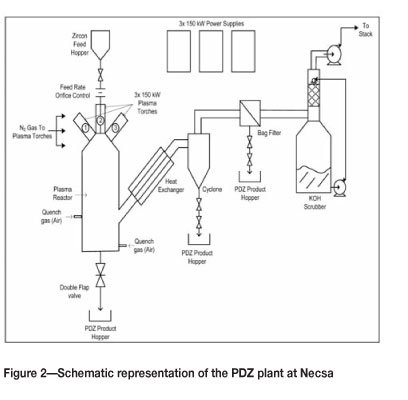
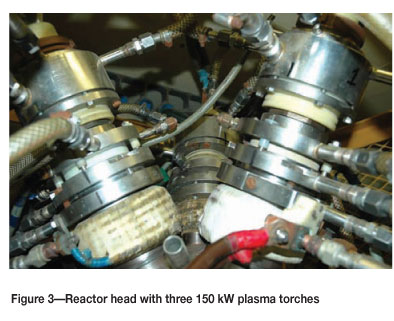
Figure 3 shows the assembled reactor head with the configuration of the three 150 kW non-transferred arc plasma torches on top of the reactor. They were assembled at a 120° angle with respect to each other and at 60° with respect to the horizontal.
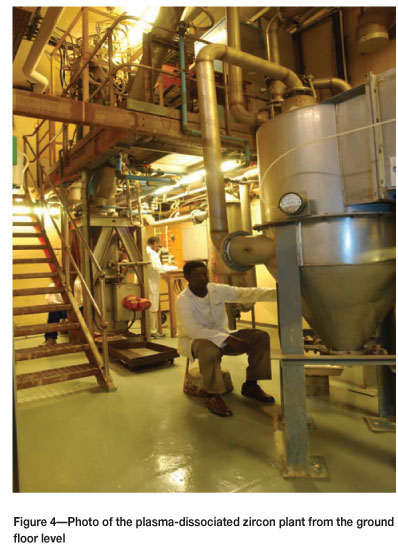
The PDZ plant consisted of three levels and the whole assembly was approximately 8 m high. Figure 4 is a photo of the plant, taken from the ground level. The top level housed the zircon feeding system, and the middle level the plasma torches and the reactor top, the control panels for the plasmas, gas flow meters and the data capturing system. The bottom section contained a double valve system for the removal of the PDZ. The zircon sand, which is a free-flowing material, was fed by means of an orifice and the feed rate was optimized using different feeding probes. The reactor consisted of four sections, namely the reactor head, reaction zone, quench zone, and the double valve product outlet zone. Two fractions of product were collected, the larger particles at the bottom of the reactor and the smaller particles at the cyclone after they had been transferred by the quench gas through the heat exchanger. The off-gas passed through a filter and scrubber to a stack, where it was diluted twenty times before it was released to the atmosphere.
Experimental
Plasma
When converting zircon sand to PDZ, it is desirable to achieve the highest possible conversion rates, also called the percentage dissociation. Several parameters were investigated. These included the particle size of the zircon feed material, the feed rate, and different plasma gases. More than 250 experimental runs were conducted to investigate these conditions. Zircon ore concentrates from all the South African deposits, as well as concentrates obtained from Australia, were tested. Most of the experimental work was done on zircon obtained from Namakwa Sands. The ultimate aim was to achieve the highest conversion rate possible with the lowest energy consumption in terms of kWh.kg-i.
The percentage dissociation was determined by a wet chemical gravimetrical method.
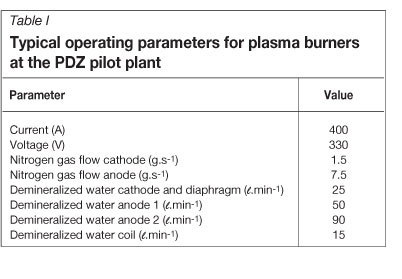
Table I shows the typical operating parameters that were used in manufacturing PDZ in the plant. To achieve optimum stability of the plasma burners, it was always desirable to keep the operating parameters of all three burners exactly the same.
Chemical composition
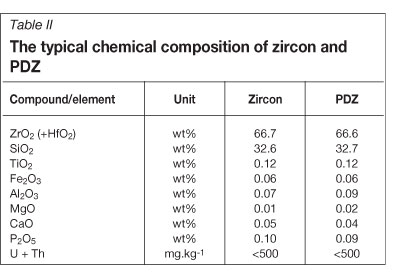
Table II presents the typical wet chemical analysis results for the zircon and PDZ. As can be seen, there were no significant difference between zircon and PDZ, indicating that no change in the chemical composition occurred when converting zircon to PDZ in a plasma system.
Scanning electron microscopy
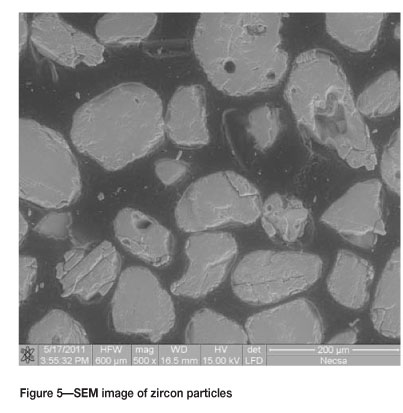
The effect of changes in the chemical composition of the zircon feed material on the PDZ product were also investigated. Microstructure analysis was also done on the zircon feed particles and the subsequent PDZ particles using a scanning electron microscope (SEM). In order to obtain a smooth surface that is required for good SEM resolution, the particles were mounted in a resin and polished to a surface roughness of 0.01 ìçé with a metallographic polisher. This provided a good cut-through section of the particles.
Figure 5 is a SEM image of zircon particles that were mounted and polished almost half-way through. Only a smooth single-phase structure is observed. Figure 6 shows the SEM image of a PDZ particle where a definite separation of the ZrO2 and the SiO2 can be observed. Small zirconia particles, with an average particle size of 0.2 Mm, that are imbedded in a silica matrix, can be clearly seen.

Results
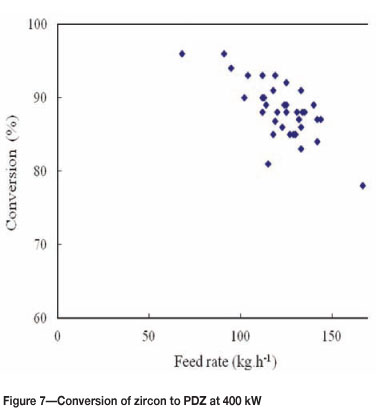
Figure 7 contains the results of typical experimental runs that were conducted at different feed rates while the power and all other operational parameters were kept constant.
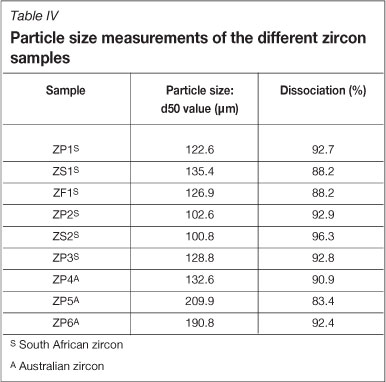
In Table III and Table IV the analysis results for chemical composition and particle size respectively are given for various South African and Australian zircon ore concentrates.
Conclusions
More than one ton per day of PDZ was manufactured successfully from zircon using a non-transferred DC arc process. The average conversion of zircon to PDZ was between 94 percent and 96 percent and the power usage was approximately 4 kWh.kg-1. This was achieved without any blockages or decrease in conversion.
References
1. Roskill, The Economics of Zirconium, 12th edn. London, Roskill Information Services, 2007. [ Links ]
2. Ux Consulting. The Nuclear Zirconium Alloy Market. Roswell, Georgia, USA, Nov. 2008. [ Links ]
3. Wilks, P.H. and Ravinder, P. Plasma process for zirconium dioxide. Chemical Engineering Progress, vol. 68, no. 4, 1972. [ Links ]
4. Toumanov, I.N. Plasma and High Frequency Processes for Obtaining and Processing Materials in the Nuclear Fuel Cycle. Commack, New York, Nova Science Publishers, 2003. [ Links ]
5. Evans, A.M. and Williamson, J.P.H. Composition and microstructure of dissociated zircon produced in a plasma furnace. Journal of Material Science, vol. 12, 1977. pp. 779-790. [ Links ]
6. Retief, W.L. Plasma chemical conversion-a revolutionary new mineral beneficiation tool. Heavy Minerals 1997. Johannesburg. South African Institute of Minerals and Metallurgy, 1997. pp. 157-160. [ Links ]
© The Southern African Institute of Mining and Metallurgy, 2012. SA ISSN2225-6253. This paper was first presented at the ZrTa2011 New Metals Development Network Conference, 12-14 October 2011, Mount Grace Country House & Spa, Magaliesburg.


{kind=link}