










Services on Demand
Journal

Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkSouth African Journal of Industrial Engineering
On-line version ISSN 2224-7890
S. Afr. J. Ind. Eng. vol.36 n.4 Pretoria Dec. 2025
https://doi.org/10.7166/36-4-3212
GENERAL ARTICLES
Two-Phase Algorithm to Optimise Energy Resource Allocation in an Electrochemical Company and Task Sequencing: A Case Study
H. ChennoufiI, *; B. DjamelII
IDepartment of Electrical Engineering, University of Batna 2, Batna, Algeria
IIDepartment of Common Core-Science and Technology, University of Batna 2, Batna, Algeria
ABSTRACT
The purpose of this article was to optimise the cost of the energy consumption of an industrial complex that was using three energy sources: industrial electricity, natural gas, and solar energy. Before undertaking any optimisation action, we carried out an in-depth examination of the company's energy system. This action was positioned as an essential pivot for collecting energy data according to: Source (gas, electricity); Equipment or production tools; Usage (heating, cooling, lighting, ventilation, etc.). The in-depth examination of the company's energy system made it possible to identify the energy consumption of the equipment and the costs associated with it for a year of operation. With an objective of energy and economic performance, the simplex algorithm was implemented to resolve the energy mix model and machine hours, according to the two-phase technique applied first to the energy problem and second to resolving the time problem.
OPSOMMING
Die doel van hierdie artikel was om die koste van die energieverbruik van 'n industriële kompleks wat drie energiebronne gebruik het te optimeer: industriële elektrisiteit, aardgas en sonkrag. Voordat ons enige optimeringsaksie onderneem het, het ons 'n in-diepte ondersoek van die maatskappy se energiestelsel uitgevoer. Hierdie aksie is geposisioneer as 'n noodsaaklike spilpunt vir die insameling van energiedata volgens: Bron (gas, elektrisiteit); Toerusting of produksie gereedskap; Gebruik (verhitting, verkoeling, beligting, ventilasie, ens.). Die in-diepte ondersoek van die maatskappy se energiestelsel het dit moontlik gemaak om die energieverbruik van die toerusting en die koste daaraan verbonde vir 'n jaar van bedryf te identifiseer. Met 'n doelwit van energie en ekonomiese werkverrigting, is die simpleksalgoritme geïmplementeer om die energiemengselmodel en masjienure op te los, volgens die tweefase-tegniek wat eerstens op die energieprobleem toegepas is en tweedens om die tydprobleem op te los.
1. INTRODUCTION
Optimising a company involves not only better management of the people involved in production, but also continuous improvement in productivity, quality, and reduced costs while increasing performance. This permanent quest for added value needs the best possible human coordination and the continuous analysis of better manufacturing processes.
Optimisation in a company aims to reduce the production and labour costs, to eliminate wasted resources, and to reduce the time required to complete a production cycle (the production cycle time), while increasing the yield per production cyle.
In an economic context in which the energy resources required for manufacturing processes tend to increase, Algeria's national electrochemicals company, Spa-Sétif (ENPEC) [1], focuses increasingly on the search for savings and performance. This search is leading, on the one hand, to low-cost improvement solutions, such as optimising processes that are already in place in the workshops, but that would need some improvement in order to be more efficient, to save raw materials, and to reduce production time; and on the other hand, to implement energy substitutes on a sustainable basis (such as solar energy).
The aim of this paper was to develop mathematical models that are able to optimise the energy bill and to reduce production costs significantly. To achieve this goal, the first step was to implement a combination of different energy resources in a multi-resource system. The second step was to optimise the working hours of the production equipment in order to reduce the energy bill further.
2. STATEMENT OF THE PROBLEM
Industrialists are not spared rising energy costs, and some sectors are particularly affected. This is particularly the case of the ENPEC lead recycling and refining unit, which is a key lever of productivity in the electrochemical industry, which is one of the most energy-intensive industrial sectors; its activity is also affected by rising energy prices.
In respect of raw materials, gas and electricity remain the two most important energy sources for the lead refining unit, which produces lead mainly for the battery production unit. It therefore needs gas for its kilns and electricity to operate its machines and to power its administrative offices.
To reduce the energy bill, technicians at the ENPEC lead refining unit were asked to reduce consumption by using renewable energy technologies. The goal was to transition to sustainable energy systems. In the short term, the transition would be limited to a photovoltaic system entirely dedicated to the administrative block, for lighting in offices, corridors, and toilets, and keeping electricity permanently available for low-power items of equipment and those with occasional functions (photocopiers, sirens, chargers for phones and tablets, etc.).
With the same aim - to reduce its energy bill and to face the expected increase in energy prices, which would have an impact on the company's trade balance - ENPEC sought to maintain its competitiveness and its production tools, and so to preserve its payroll. In this context, and in order to respond to the company's concerns, two mechanisms were to be put in place: an efficient energy mix that was as intelligent as possible when combined with needs; and a more efficient way to determine the best on-off time combination for production machines. Therefore, it was, on the one hand, a problem of the best distribution of energy resources to satisfy demand, and on the other hand, a matter of optimising the machine hours that were essential to produce its production units.
3. SUMMARY OF THE COMPANY'S ENERGY CONSUMPTION [2,3]
The electricity and gas consumption data came from consumption statistics established at the refining unit (the main site of the energy survey) and from information provided by the distribution company, as well as from billing data from customers who were directly connected to the gas transmission and electricity distribution networks. These data sources are supplemented by the possibility of measuring the power actually consumed by each operating mode of each machine.
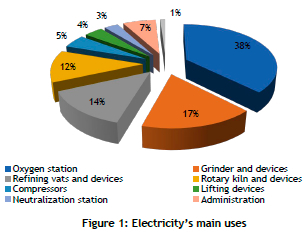
The main uses of electricity are shown in Figure 1, which illustrates the electricity consumption of the refining unit. Electricity consumption is mainly the result of production uses (oxygen production, grinding, compressed air production, pumping, ventilation), while some uses are marginal or even non-existent (lighting and electric heating).
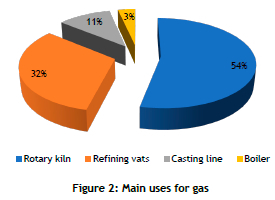
Gas consumption is linked primarily to the production of lead ingots, with three main categories of consumers: the rotary kiln, the refining vats, and the casting line.
The different levels of gas consumption are shown in Figure 2. The consumption rate of the rotary kiln is 54%; the consumption of the refining vats reaches 32%; and the casting lines need 11% of the total consumption.
A statistical review of energy consumption at the lead refining unit revealed that the total energy bill was 11,797,150 Algerian dinar (DA).
3.1. Natural gas energy balance
Natural gas is considered the fuel of choice in the recycling process for used lead-acid batteries and in the lead refining process of ENPEC's lead refining subsidiary. The natural gas that is burnt is used mainly to generate the heat required for high-temperature thermochemical processes that separate impurities from lead.
The service logbook for each thermal machine is in tabular form, and is completed by production operators in a semi-continuous shift work mode (in three eight-hour shifts). The logbook records the number of hours of activity of each energy machine in operation, without taking into account the times when the workshop is accessible, maintenance is stopped, and the raw material is unavailable.
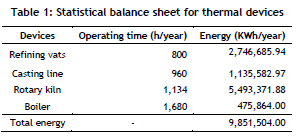
The table below provides a comprehensive annual overview of the natural gas consumption for each thermal generation unit. The total estimated energy consumption of these devices is 9,851,504 kilowatt hours (KWh) per year.
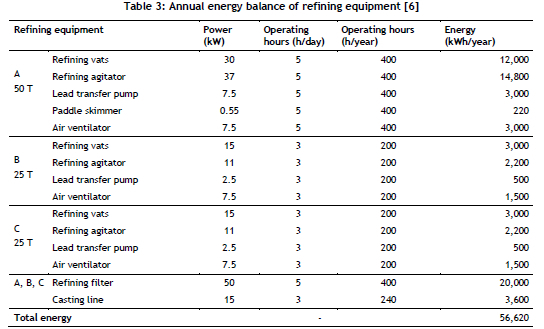
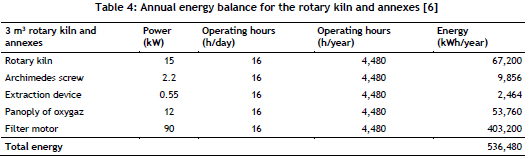
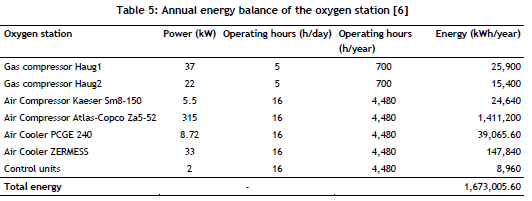
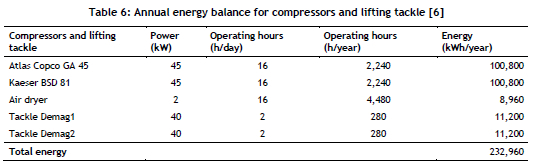
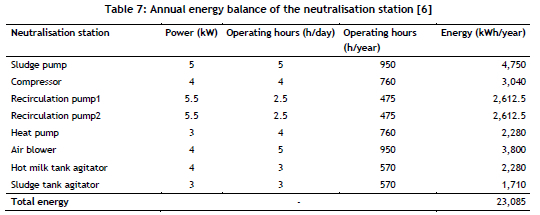
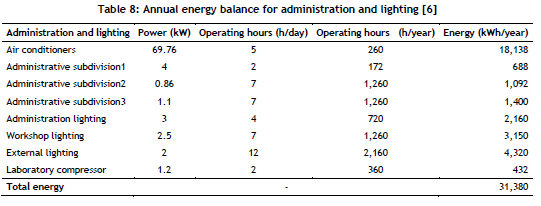
3.2. Electricity energy balance
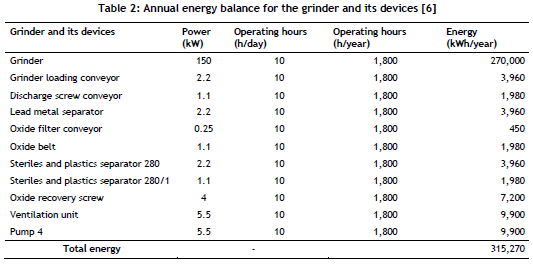
A similar procedure to the previous one (gas energy balance) has been made available for the collection of statistical data on electrical equipment. The statistical data sets provide a useful and reliable tool for calculating the hourly energy consumption of each piece of electrical equipment involved in the production process and for drawing up its annual energy balance. Tables 2 to 8 show the individual annual balances of the electrical machines and the total operating hours, as well as the energy consumption of the different sectors of the unit.
3.3. Photovoltaic energy balance [4,5]
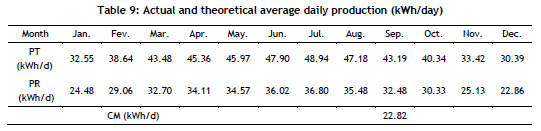
The aim of the self-consumption project was to offset the basic consumption associated with the activities of the administration building. The project, which consisted of several solar panels, was to supply the administration building with electricity based on an average daily consumption of 30 kWh.
The installed 9 kWp PV system produced an average of 11,599 kWh per year at a relatively high unit production cost (7.5 DA/kWh) owing to the materials used, which met the performance requirements. These panels are efficient even at low irradiation levels, and are highly sensitive to the entire solar spectrum. In addition, they guarantee the durability of the installation and high yields.
The calculations revealed that the average consumption (CM) (kWh/day) of the main energy consumers in the office building was 22.82 kWh/day. Considering the theoretical production (PT) (kWh/day) and the actual production (PR) (kWh/day) (Table 9), the installation ensured that the administration building was self-sufficient in electricity all year round.
4. COMBINATION OF ENERGY SOURCES
The energy balances calculated above show that:
• The kilowatt-hours required for the high-temperature thermochemical lead separation processes are 9,375,641 kWh per year;
• The boiler installed in the administration block consumes 475,864 kWh per year;
• The electricity consumed in the refining process is 2,837,421 kWh per year;
• The thermodynamic machines (air conditioners) consume 18,138 kWh per year;
• The electricity consumed by the administration building sections and lighting is 13,242 kWh per year.
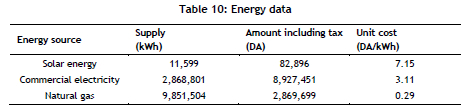
The photovoltaic system, combined with storage, is capable of producing 11,599 kWh per year. The availability of electricity and gas is 4,500 kW and 100,00 therms (therm.) per hour respectively, delivered under a long-term contract with SONELGAZ (the Algerian Electricity and Gas Company). The minimum annual usage commitment for electricity is estimated at 2 868,801 kWh, and for gas at 9,851,504 kWh.
The amounts, including tax, that correspond with the annual bills to be paid and the tariff coefficients for the three types of energy are shown in Table 10. It should be noted that the tariff coefficients apply only to the current financial year. Beyond this period, the annual bills at the end of each financial year and the costs associated with the introduction of new energy production technologies must be taken into account.
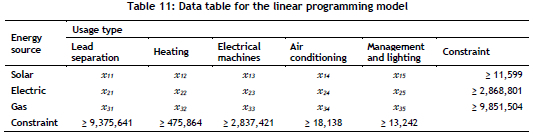
If we let Xy be the kilowatt-hour used from source i for purpose then we have the data organised as shown in Table 11. Note that the energy sources (commercial electricity grid, natural gas, and solar) are used to power devices to meet the energy needs for smelting, cooling, heating, and power.
4.1. Primal and dual optimisation model [6,7,8]
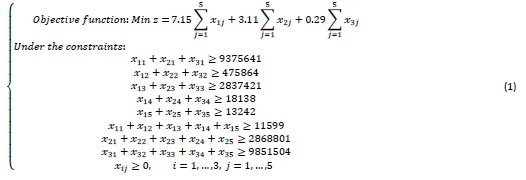
The problem was to find the best distribution of the energy mix according to energy demand with the objective of minimising the total cost function z, subject to tariff and energy constraints. The problem could therefore be reduced to a system of linear equations (equation (1)) in its canonical form.
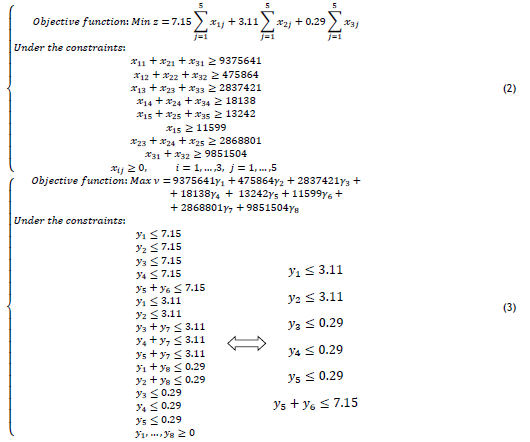
The current model could be revised before implementation, based on the type of energy and available power that best suited the thermal and electrical processes. The appropriate reformulation is therefore given by the system of equations (2).
The transition from the primal problem (equation (2)) to the dual required that the transformation rules be respected. The mathematical model of the dual is given by equation (3).
4.2. Solving the problem by means of the two-phase method
To solve the primal problem, we used the linear program solver (LiPS) [9]. The LiPS provides a detailed solution to the problem in the form of a sequence of optimal tables, which are given below.
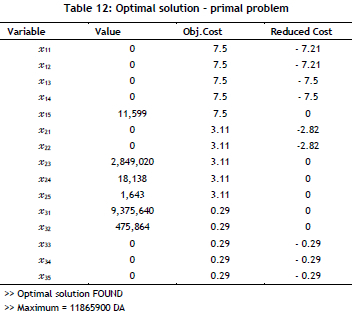
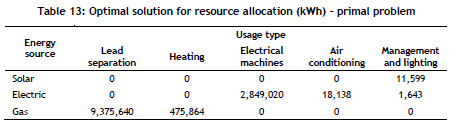
The results of the linear program, presented in Tables 12 and 13, lead us to consider the following decisions:
1. A profit is made.
2. Solar energy must not be used:
a. In thermochemical processes for separating lead at high temperatures;
b. In the production of heat for space heating;
c. In powering electrical production machines;
d. In air conditioning systems.
3. Industrial electricity must not be used:
a. In thermal lead refining processes;
b. In space heating.
4. Natural gas is reserved for:
a. Lead smelting and refining;
b. Heat production.
The use of the two-phase simplex method made it possible to determine the respective contribution of each of the energy resources in order to minimise the economic criterion. This technique made it possible to optimise the combined allocation of resources (Table 11), and also allowed the company to save 14,146 DA per year, which was added to the net contribution of 36,073 DA per year from the photovoltaic installation.
5. LINEAR MODEL OF HOURLY MACHINE CAPACITIES
The linear programming model of combined energy resources and the installation of photovoltaic systems enabled us to reduce the energy bill, but we wanted to reduce the bill even further by optimising machine hours (hours required by the machine to perform the job).
In the lead refining unit, each machine had an hourly operating capacity. Some machines and production lines had already reached the respectable age of 30 or 40 years, while others were even older. The foreseeable duration of machine maintenance is linked to the availability of spare parts (many defective parts are no longer on the market), while electrical and electronic components are no longer available. In the event of a breakdown, the maintenance team would need considerable time to obtain equivalent replacements.
At an operational level, significant losses of time were recorded that extended the operating cycle of machines and produced longer task-execution times, as well as unnecessary effort and energy resources (unnecessary movement of personnel, and equipment running without producing anything). The result was longer machine uptimes and higher production costs.
A careful examination of the logbook, set up and kept up to date to record the machine hours (Tables 1 to 8), confirmed that the machine hour quotas set by the maintenance technicians (Tables 14, 15, and 16) had not been respected. The technical recommendations, which were updated annually and conformed with the instructions in the manufacturers' manuals, were designed to ensure the availability of the machines, thus avoiding interruptions in the production process and long-term breakdowns, which are both unexpected and costly. In addition to the risks to equipment, failure to follow the recommendations would result in a final product being penalised by excessive energy consumption.
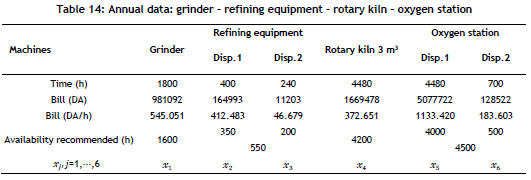
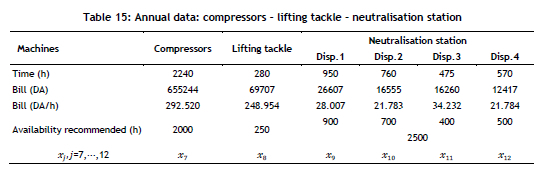
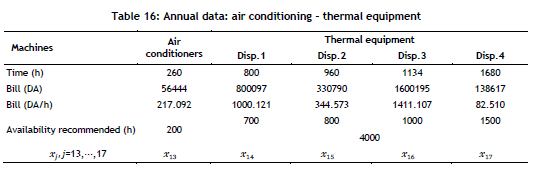
The production system operates 24 hours a day. Several devices share the same operating period, but each device gives rise to a separate consumption cost. We wanted to determine the optimum operating period for each device so as to minimise the total amount to be paid, while respecting the number of hours of availability allocated to each energy use.
The constraints are represented by intervals of the form:

where terminal d'j stands for excess machine hours and terminal d¡ for hours, in accordance with the instructions in the technical service manual. The data for the problem are summarised in Tables 14, 15, and 16.
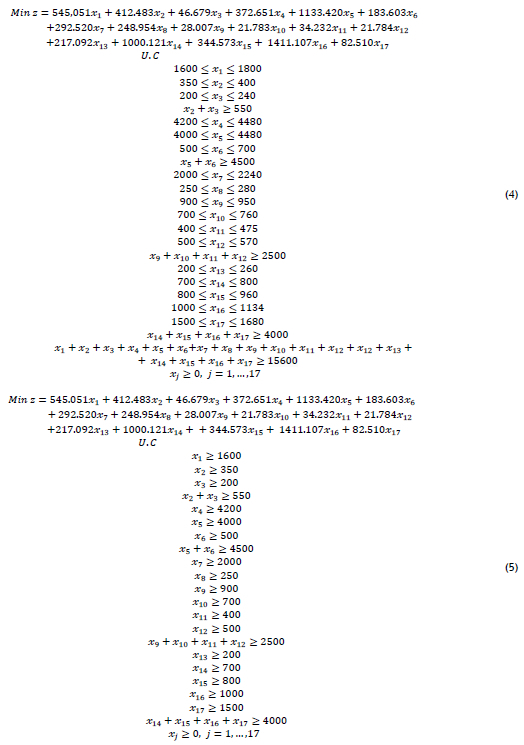
5.1. Mathematical model
As usual, to formulate the mathematical model, we first identified the decision variables, denoting by x¡ the number of hours allocated to tool j
In the mathematical model (equation (4)), we note that, for each energy use, the number of hours associated with each device could take values only within a defined interval. Thus, in this case, the constraints were bounded at the bottom by the quotas of machine hours accommodated and at the top by the real machine hours. In the mathematical formulation of the reference problem (all conditions considered, equation (4)) we could see the presence of redundant constraints in several places. Eliminating the redundancies in equation (4) allowed us to move to the linear problem described by equation (5).
5.2. Optimisation of the machine hours by the two-phase method
MATLAB software [10] is used to solve linear optimisation problems, also known as linear programming (LP). Some of the software's built-in tools can be used to solve LP problems with redundant constraint systems. In addition, Bland's rule [11], known as the anti-cycling rule, is used in its execution. Its performance specification also includes information about the uniqueness of the optimal solution, the unboundedness of the objective function, if applicable, and the feasible region.
The resolution by MATLAB of the linear problem of machine-hours (production line machines) yielded the following results:
1. The optimal solution of the initial problem was reached after 21 iterations: z = 0. Phase I therefore ended at the 21st iteration and the initial LP had a feasible solution.
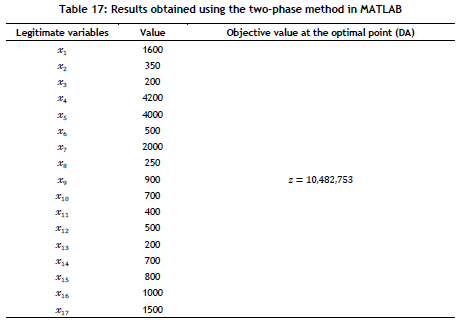
2. Phase II started with the last table from Phase I. The optimal solution of the original linear program was obtained after six iterations. MATLAB displayed in its workspace the values of the variables (Table 17) that made the objective function optimal. According to the results obtained, the best cost obtained was 10,482,753 DA.
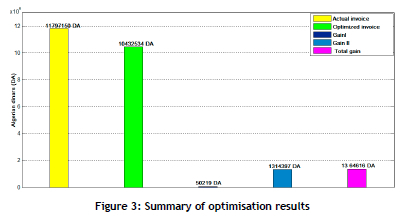
3. Figure (3) illustrates the optimisation results, presenting all the savings on the energy bill.
6. IMPROVING PERFORMANCE AND EFFICIENCY
A case study can take one of several forms: collective, multiple, or unique [12,13]. Before ensuring that our study motivated and provided answers to real needs, it was important to note that the study we conducted was a unique case study. It was a methodologically relevant tool for capturing the many innovations in performance and efficiency of the production worker company (ENPEC) in order for it to adapt effectively to the emergence of digital platforms and optimisation techniques. Our goal was to build a resilient company that could adapt to change and seize opportunities for growth. Our study built on previous work that provides methodological, theoretical, and practical frameworks [14, 15, 16, 17].
The ENPEC case study enabled the problems to be described and resolved by analysing the root causes of the problem in several steps:
• Identifying the client and their issue;
• Gathering information from different sectors of the company;
• Analysing causes and problems encountered;
• Proposing and implementing solutions;
• Evaluating the effectiveness of the obtained results.
The case study identified essential optimisations, such as the reasonable use of the energy mix, the accurate adjustment of the operating time of machines and equipment, and the use of renewable energies - in particular, photovoltaics - to benefit from energy autonomy. Efforts to optimise processes have begun to achieve success by gradually reducing costs and unproductive activities while improving quality and efficiency, all without resorting to layoffs. Companies could draw inspiration from this study to identify and implement similar actions and to improve their profitability.
7. CONCLUSION
Energy consumption records indicated that the lead refining unit used gas extensively in its lead recycling processes for used batteries.
Gas consumption was distinguished by three main consumers: the rotary kiln, the refining vats, and the casting line. The rotary kiln accounted for 54% of consumption, compared with 32% for the refining vats and 11% for the casting line. This gas consumption resulted in an annual invoice, including tax, of 2,869,699 DA.
Electricity consumption was mainly from the main uses of electricity: oxygen production, grinding, compressed air production, pumping, and ventilation. The main consumption item identified at the refining site was the production of oxygen, with accounted for more than 38% of total electricity consumption, followed by the grinder and its equipment at 17%. The refining vats accounted for 14%, while the rotary kiln and its equipment accounted for 12% of electrical energy consumption. The administration, air compressors, lifting equipment, and neutralisation station together did not exceed 19% of total electricity consumption.
The implementation of the simplex algorithm to solve the energy mix model and the machine hours model was based on a two-phase technique, which was first applied to the energy problem, using software dedicated to linear optimisation (LiPS); and second, it was implemented in a MATLAB code dedicated to solving the hours problem.
The assessment of the energy problem made it possible to establish an inventory from which it was possible to know, with precision, the respective contribution of each of the energy resources (electricity, gas, and solar) to the optimisation of the economic criterion. The model also gave rise to an annual gain of about 14,146 DA, which was added to the annual contribution of the installation of photovoltaic modules, estimated at 36,073 DA. This meant that a total amount of about 50,219 DA could be saved by the lead refining unit. The results of the hourly model revealed that savings of nearly 1,314,397 DA per year could be made on the annual energy bill of 11,797,150 DA. Therefore, with an optimal distribution of energy resources and better management of machine operating times, the lead refining unit would have saved a sum of 1,364,616 DA per year.
This study addressed financial problems, such as excessive expenses, loss of income, and difficulty paying bills. The algorithm was implemented to optimise the energy system, management of the production chain, the operating times of machines (job shop scheduling), and the allocation of energy resources. Although other algorithms exist, this one was chosen because it is a benchmark method that is used in all linear optimisation solvers and that has proven effective in practice.
REFERENCES
[1] National Company for Electrochemical Products (ENPEC). [Online]. [Accessed May 10, 2015]. Available at: https://www.enpec.dz/ [ Links ]
[2] ENPEC Marketing Division. Archives. Electricity and Gas Bills 2015-2018, Setif, Algeria. 15 March 2018. [ Links ]
[3] ENPEC Maintenance Department. Technical Documentation, Lead Recycling and Refining Unit. Setif, Algeria, 11 June 2018. [ Links ]
[4] Marie-Joseph, I. 2003. Methodology of diagnosis applied to preventive maintenance of electricity production system in isolated sites [Doctoral thesis]. University of the Antilles and French Guiana. Guadeloupe, French Guiana and Martinique. [ Links ]
[5] O. Gergaud, B. Multon, & H. Ben Ahmed. 2002. Analysis and experimental validation of various photovoltaic system models. In 7th International ELECTRIMACS 2002 Congress, Aug. 2002, Montreal, Canada. [ Links ]
[6] Nelder, J. & Mead, R. 1965. A simplex method for function minimization. The Computer Journal, 7(4), 308-313. [ Links ]
[7] Jackson, J.R. 1955. Scheduling a production line to minimize maximum tardiness. Technical report, University of California, Los Angeles. [ Links ]
[8] Winston, W.L. 1994. Operations research: applications and algorithms (3rd ed.) Belmont, California: Duxbury Press. [ Links ]
[9] Melnick, M. Linear Program Solver Files. (Version 1.11.1) [Software]. LiPS. Available at: https://sourceforge.net/projects/lipside/files/LiPS%20IDE/LiPS-1.11.1/. [ Links ]
[10] The MathWorks Inc. 2013. MATLAB version 8.1 (R2013a). Natick, Massachusetts: The MathWorks Inc. [ Links ]
[11] Bland, R. 1977. New finite pivoting rules for the simplex method. Mathematics of Operations Research, 2(2), 103-107. [ Links ]
[12] Stake, R. 1995. The art of case study research. SAGE Publications. [ Links ]
[13] Yin, R.K. 2009. Case study research: Design and methods 4th ed. SAGE Publications. [ Links ]
[14] Baily, M.N., Hulten, C., & Campbell, D. 1992. Productivity dynamics in manufacturing plants, Brookings Papers on Economics Activity: Microeconomics, 23, 187-267. Available at: https://www.brookings.edu/wp-content/uploads/1992/01/1992_bpeamicro_baily.pdf [ Links ]
[15] Bartelsman, E.J. & Doms, M. 2000. Understanding productivity: Lessons from longitudinal micro datasets. Journal of Economic Literature, 38(3), 569-594. Available at: https://www.federalreserve.gov/pubs/feds/2000/200019/200019pap.pdf. [ Links ]
[16] Abdulmalek, F. & Rajgopal, J. 2007. Analyzing the benefits of lean manufacturing and value stream mapping via simulation: A process sector case study. International Journal of Production Economics, 107(1), 223-236. [ Links ]
[17] Gagey, F. et al. 1989. Deterioration and recovery of the situation of French companies between 1973 and 1986: an attempt at synthesis, Économie and Prévision, 88(2), 11-23. Available at: https://www.persee.fr/doc/ecop_0249-4744_1989_num_88_2_5112 [ Links ]
Submitted by authors 11 Mar 2025
Accepted for publication 8 Nov 2025
Available online 12 Dec 2025
* Corresponding author chennoufihakim@gmail.com
ORCID® identifiers
H. Chennoufi
https://orcid.org/0009-0002-4104-8564
