










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkActa Structilia
On-line version ISSN 2415-0487
Print version ISSN 1023-0564
Acta structilia (Online) vol.25 n.2 Bloemfontein 2018
http://dx.doi.org/10.18820/24150487/as25i2.5
RESEARCH ARTICLES
Conversion of industrial wastes into marginal construction materials
Frank Ikechukwu AnekeI; Bankole AwuzieII
IDepartment of Civil Engineering, Faculty of Engineering and Information Technology, Central University of Technology, Free State (CUT), Private Bag X20539, Bloemfontein, 9300, South Africa. Phone: 051-5073942, e-mail: <frankaneke4@gmail.com> (corresponding author) ORCID: 0000-0002-7395-4900
IISenior Lecturer, Department of Built Environment, Faculty of Engineering and Information Technology, Central University of Technology, Free State (CUT), Private Bag X20539, Bloemfontein, 9300, South Africa, Phone: +27 51 507 3532, e-mail:<bawuzie@cut.ac.za> ORCID: 0000-0003-3371-191x
ABSTRACT
The circular economy concept (CE) makes a salient contribution towards resource efficiency through product-life extension, redistribution/ reuse, remanufacturing, and recycling as well as re-engineering of organizational processes. The construction industry is renowned for its influence on the attainment of society's sustainable development (SD) aspirations. As such, there is a need for the industry to embrace CE principles. Yet, the uptake of these principles has not been widely reported in the context of developing economies where greenfield construction activities are burgeoning. This observation gives rise to this study. This article reports on the findings of an investigation into the utility of industrial wastes in the production of marginal construction material. To achieve this objective, a thorough geotechnical evaluation of a selection of readily available industrial wastes such as dolomitic waste (DW), silica fume (SF), and river sand (RS) deployed in different ratios according to the mass percentage of the fly ash (FA) waste to produce FA bricks was conducted. Findings suggest that the utilization of these industrial wastes in the production of FA bricks did not only portray some outstanding characteristics but also showed potential to make salient contributions to society's sustainable aspirations.
Keywords: Bricks, circular economy, dolomitic waste, fly ash, South Africa
ABSTRAK
Die konsep van sirkelekonomie lewer 'n belangrike bydrae tot hulpbrondoeltreffendheid deur produk-lewensuitbreiding, herverdeling/ hergebruik, herverwerking en herwinning asook herontwerp van organisatoriese prosesse. Die konstruksiebedryf is bekend vir sy invloed op die bereiking van die samelewing se volhoubare ontwikkelingsaspirasies. Tog is die opname van hierdie beginsels nie wyd gerapporteer in die konteks van ontwikkelende ekonomieë waar groenveldkonstruksie-aktiwiteite besig is om te groei nie. Hierdie waarneming het aanleiding gegee tot hierdie studie. Hierdie artikel rapporteer oor die bevindings van 'n ondersoek na die nut van industriële afval in die vervaardiging van marginale konstruksiemateriaal. Om hierdie doel te bereik, is 'n deeglike geotegniese evaluering gedoen van 'n verskeidenheid geredelik beskikbare nywerheidsafvalle soos dolomitiese afval, silika fume, en riviersand wat in verskillende verhoudings ontplooi is volgens die massapersentasie van vliegas-afval om vliegas-bakstene te produseer. Bevindinge dui daarop dat die gebruik van hierdie industriële afval in die vervaardiging van vliegas-bakstene nie net uitstaande eienskappe uitgebeeld het nie, maar ook die potensiaal toon om belangrike bydraes tot die volhoubare aspirasies van die samelewing te lewer.
Sleutelwoorde: Bakstene, dolomitiese afval, sirkel-ekonomie, Suid-Afrika, vliegas
1. Introduction
The advocacy for a paradigmatic shift from a linear economy to a circular economy (CE) is gaining momentum in contemporary times. Such momentum appears to be propelled by the instrumentality of CE to the attainment of the sustainable development (SD) goals (Robinson 2004: 370; Greyson 2007: 1382; Geissdoerfer Savaget, Bocken & Hultink, 2017: 756; Winans, Kendall & Deng, 2017: 825; Schroeder, Anggraeni & Weber, 2018: 1; Bruel, Kronenberg, Troussier & Guillaume, 2018: 1). Of interest to this study are the potential contributions of CE towards enabling resource-efficient construction for sustainability. According to Sfakianaki (2015: 233), sustainability as a concept within the construction industry revolves around issues such as economic efficiency, social responsibWWility, environmental performance, material performance, and so on. The construction industry has been identified as negating the achievement of society's SD aspirations through the plethora of anthropogenic activities domiciled within the industry and the materials associated with such activities (Kibert, 2013: 6). Considerable amounts of resource waste and gas emissions are known to have resulted from the activities of the construction industry, hence giving verve to its time-honoured reputation as hindrance to sustainable development (Dachowski & Kostrzewa, 2016: 754-758).
The noticeable spike in the cost of building materials, especially over the past decade, due to increased demand by an ever-increasing population, has also contributed to a shortfall in the availability of both green and conventional building materials. This trend has incentivised civil engineers and builders to explore the applicability of industrial wastes in various construction activities and, particularly, in the production of marginal construction building materials. Perhaps, this may be because of the increasing attention to the CE and SD principles by several sectors across the globe. The use of industrial wastes in the production of building materials can be described as conforming to the main thrust of CE and SD concepts; resource efficiency (Lieder & Rashid, 2016: 337; Urbinati, Chiaroni & Chiesa, 2017: 487; Zhu, Fan, Shi & Shi 2018: 2).
In South Africa, disposal of over 120 million metric tonnes of ash annually from seven different power stations, with each power station contributing over 22 million tonnes each year, posed a major environmental challenge (Reynolds-Clausen & Singh, 2017). This waste is often disposed of at dump sites, hence causing environmental problems that have, in turn, contributed to a preponderance of health issues being experienced by the populace (Rycroft, 2017). Therefore, channelling such industrial wastes towards more productive ventures such as the production of marginal construction materials for low-cost housing structures have advantageous implications for society. Although researchers have previously worked on the utility of FA bricks as veritable building components for the housebuilding context (Pimraksa, Wilhelm, Kochherger & Wruss, 2001; Rycroft, 2017), it has been noticed that these studies revolved around the various standards for brick utilization for single- and double-storey buildings used in construction work. For instance, Pimraksa et al. (2001) developed a novel approach in making bricks from 100% lignite FA. The FA bricks developed by Pimraksa et al. (2001) recorded more strength, when compared with red-fired clay brick.
Hamer and Karius (2002: 521-530) conducted a pilot test at full-scale, recycled waste from harbour sediments and blend it with clay and waste from bricks. The bricks leachate was not hazardous to soil or groundwater when used in masonry or deposited as mass mineral demolition. Cusido, Cremades and Gonzalez (2003: 273280), produced lightweight clay brick, compared with traditional clay bricks by reasonable proportioning of clay with sewage sludge, and forest debris. It was recorded that the level of emissions of greenhouse gas was 20 times more than the conventional ceramic firing bricks, even though they are legally allowed within the limitation of Environmental Protection Agency recommendations. Carretero, Dondi, Fabbri & Raimondo (2002: 301-306) produced clay brick by fusing different clay, calcareous and non-calcareous limestone. This resulted in a brick strength that was within acceptable specification. In addition, Menzeses, Ferreira, Neves et al. (2005: 1149-1158) investigated the chances whereby sawing waste can be used as an alternative to ceramic raw materials to produce ceramic bricks and tile. The resultant ceramic compositions showed that results on the samples with 10%-30% granite waste portrayed some physical and mineralogical characteristics such as those of ceramic raw materials. Lin, Wu & Ho (2006: 970-978) reported on the levels of permeability properties experienced within bricks produced with water treatment sludge and bottom ash (BA) without adding artificial aggregate. It was discovered that 20% by weight content of BA under high temperature of 1150°C, produced a brick with a strength of 256kg/cm2 with moisture absorption ratio of 2.78% and a permeability with level of 0.016 cm/s. Bricks produced under this research conditions were considered to serve as water permeable bricks, on highway pavement.
In furtherance to these, Kavas (2006: 1779-1783) studied the possibility of using clay waste (CW) and waste from boron as a fluxing agent in the production of red-mud (RM) brick. Loryuenyong, Panyachai, Kaewsimork and Siritai (2009: 2717-2721) recycled glass waste from construction site wall fused with clay mixtures. Chan (2011: 7-13) studied the properties of clay brick made by adding two natural fibres, namely oil palm fruit (OF) and pineapple eaves (PE), to clay-water mixture with baked and non-baked conditions. Alonso-Santurde, Coz, Viguri and Andrés (2012: 96-106) conducted a comparative study to manufacture ceramic bricks from clay with two types of foundry sand (green and core sand). Faria, Gurgel and Holanda (2012: 7-12) produced bricks using recycled sugar cane bagasse as waste by replacing natural clay. Ahmari and Zhang (2012: 323-331) researched the feasibility of copper-mine tailings for producing bricks with reduced green gas emission based on the geo-polymerization technology. Results showed that copper-mine tailings have a strength of 18MPa and can be used to produce environmentally friendly bricks based on the geo-polymerization technology to meet the American Society Testing of Material (ASTM) requirements.
However, it appears that none of these studies considered aspects concerning combined resource use as described by Vivanco, Wang, Deetman and Hertwich (2018: 1-12) in the attempts to achieve sustainable low-cost housing in developing countries. This study intends to contribute towards bridging this gap. The study investigated the possible attributes of FA with the combination of other industrial waste such as DW and SF in varying proportions, and, most commonly, the probable utility of such resultant combinations in the development of sustainable low-cost housing in South Africa and the rest of the developing world.
2. Materials and methods
2.1 Source of materials
FA used for this research study was collected from Lethabo power station in South Africa. The parent waste material was sampled from a remote distance far enough from the actual dumped site, in order to achieve the required degree of purity, whereas the DW was collected from an active dolomite mine in Centurion, South Africa.
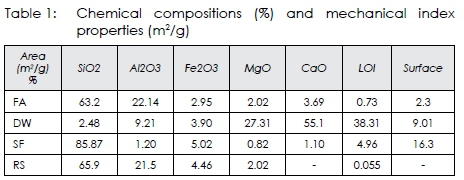
The SF was collected from a fully functioning Ferro Alloy Plant (Samancor Cr Middelburg Ferro-chrome) in South Africa. All the collected samples were subjected to some chemical and mechanical tests. The chemical constituents of these wastes (FA, DW and SF) were evaluated using X-ray diffraction analysis. The total (SiO2+AL2O3+Fe2O3) constitution of the sampled FA was greater than 70%. Thus, this qualifies it as a class 'F' FA, according to SANS 50450. The DW chemical compositions also appeared to have very little cementitious properties, while SF is currently used in concrete production as a cement extender. The river sand used in this study is free from organic material and does not have any particle sizes retained in a sieve aperture size of 5 mm, hence ensuring compliance with SANS 1090. Various chemical characterizations of the respective samples and their mechanical index properties are presented in Table 1.
2.2 Methods
An adequate quantity of air-dried samples was sieved through a 50um sieve respectively and these samples were oven-dried for 24 hours at a temperature of 90°C. Oven-dried batches of the parent FA blended in different ratios, i.e. 10, 20, 30 and 35% + 5% of DW and SF by weight of FA, were used for this study. A compaction test was carried out in a laboratory to evaluate the relationship between the moisture content and corresponding dry unit weight for the mixed ratio, under specified compaction effort. However, this compaction test was done according to South Africa National Standard (SANS 30001-GR30). The maximum dry density (MDD) and optimum moisture content (OMC) were obtained by establishing moisture-density relationship of the materials that were prepared.
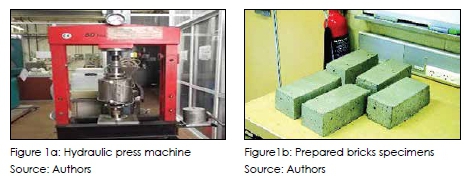
Subsequently, a desired level of water was added as was obtained from the compaction test, and the mixture was then thoroughly blended. Plastic bags were used to cover the samples for a day to allow mellowing to occur. The mix ratio for the FA parent material with DW and SF was key for novel brick-making process, due to the highly anticipated pozzolanic reactions (Pimraksa et al., 2001). The MDD and OMC for each mix were determined, using mould size of 152mm in diameter and 127mm in height. The compaction test was carried out to determine the adequate water level needed to mix each brick sample. To ensure uniform size of these bricks, a known weight of mixture was used each time to fill the mould cavity. The dimension of the mould used was 222mm x 106mm x 73mm. A hydraulic press was used to apply pressure of 30 MPa for a period of 15 seconds (Figure 1a). In the aftermath of this, the specimens (Figure 1b) were ejected and left in open air for three days to allow moisture equilibrium within the specimens.
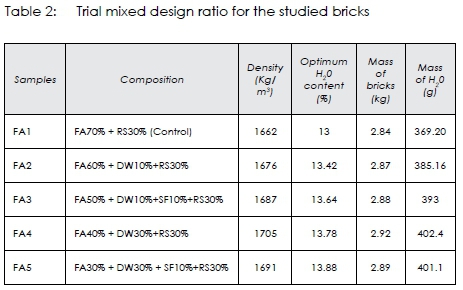
The specimens were later transferred to the oven for 12 hours at temperature intervals of 600°C, 800°C, 1000°C and 1200°C, respectively. These specimens were allowed to cool for two days and their mechanical strength was measured according to SANS 5863 before and after curing for 7, 28, and 90 days. Table 2 shows the details of the trial mix bricks.
3. Discussion of findings
Efforts are made to highlight the utility of industrial wastes in the production of marginal green building material that can portray highly recommended levels of strength, within the allowable specified strength for building in South Africa, in a manner that is comparably better than conventional clay-fired brick. This was achieved with a view to producing suitable bricks such that the modified FA bricks may withstand loads from a single- and double-storey building and other strength-carrying capacity of masonry structure.
3.1 Sieve analysis
Figure 2 shows the obtained curves for the RS, FA and DW. The curve shows that the RS contains 34% fines passing through sieve # 200, and 66% sand passing through sieve #4, while FA and DW samples contain 97% and 96% fines passing through the same sieve #200, respectively. This result indicates that FA and DW are 63% and 64% more fines containing than the RS.
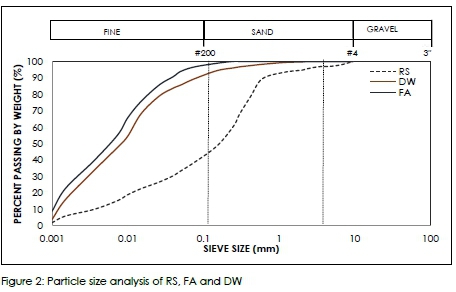
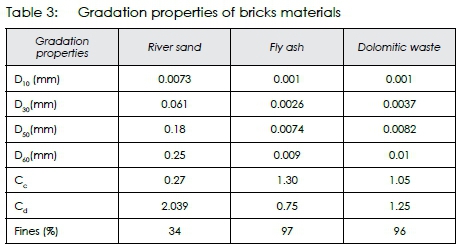
The modulus properties of trie RS and tine tested waste materials were determined from trie particle size distribution (PSD) curve shown in Figure 2.The major textural properties of brick material (i.e. the per cent fines; >0.425 mm), the partide sizes that permit 10%, 30%, 50% and 60% of the granular brick materials, the coefficient of uniformity (Cd), and the coefficient of curvature (Cc) are presented in Table 3.
3.2 Chemistry and mechanism of reactions
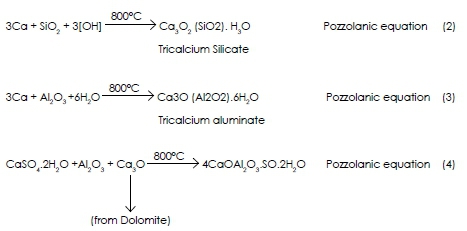
FA has a reactive silica and aluminium of 63.2% and 22.14%, respectively, as presented in Table 1, while DW has 55.10% of free calcium in the form of [(CaMg(CO3)2)] and the samples were prepared at varying proportions (see Table 1). These brick specimens start to react slowly in the presence of water. Ultimately, a reaction was triggered off at a high temperature of 800oC, as illustrated in the chemical equations below:

The slow reaction occurs during the first few days (two days) leading to a very micro-strength gain; however, the hydration reaction is similar to that of tricalcium silicate. But, dicalcium silicate contributes little to the initial strength of pozzolans; hence, it leads to a substantial contribution of strength after being subjected to a high temperature.
The pozzolanic reaction of aluminate minerals is somewhat more complex than that of the calcium silicates minerals, and it takes place depending on Ca+ ions that are present in the voids of the bricks. Tricalcium is soluble, even more so than dicalcium silicate. In a reaction that involves SF, this occurs with unduly reacted ettringite (Ca6Al2(SO4)3(OH)12.26(H2O) from C3A and C4AF when the SF is consumed, within the pores of the bricks, with the remaining C3A and C4AF forming a newly high strength matrix brick.
3.3 Unconfined compressive strength
Figure 3 graphically presents the strength for tested specimens ranging from FA1 to FA5. It was observed that FA1 does not exhibit any significant increase in strength, irrespective of the sintered temperature and time duration in the oven. It was discovered that the specimens recorded an optimum strength of 2.2 MPa at a temperature of 1200°C from as little as 0.54 MPa at a temperature of 600°C on the average of two set specimens per test trial. The poor strength recorded was attributed to the low cementitious compound possessed by the FA. However, there were some great changes in morphology of specimen FA1 under SEM/EDx test, due to high temperature. This was to determine the effect of sintering temperature and time on the compressive strength of the produced bricks. The strength of FA1 brick is low compared to the brick strength reported by Lin et al. (2006: 970-978) in the literature that recorded strength of 25MPa/256kg/cm2. The huge difference in the strength value is attributed to FA type, as 70% class "F" FA and 30% were used in the production of FA1 bricks, whereas water treatment sludge and bottom ash (BA) were used for the brick reported in the literature. However, specimens FA2 and FA4 gained great values in strength compared to the FA1 specimen. Thus, FA3, which contains FA50% + DW10% + SF10% + RS30% recorded the highest strength among the tested bricks. This significant increase in strength was as a result of high temperature, heating hours, and the chemical composition of the studied waste (i.e. FA, DW and SF). The chemical composition of these wastes caused them to produce stronger matrix bricks under any form of curing condition than other trial mixtures, because of chemical reactions that occurred between these waste materials under high temperature and moisture.
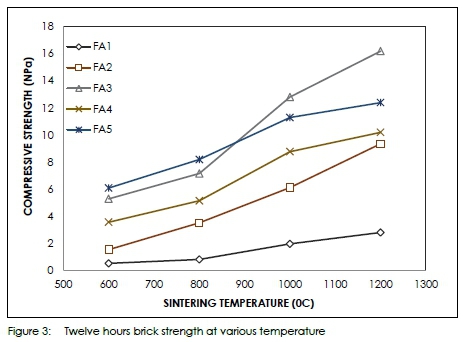
The FA3 specimen contained FA50% + DW10% + SF10% + RS30% and it was observed that the strength of this mix was increasing as the sintering temperature increases. However, similar behaviour was recorded among the tested bricks, especially FA5. Nonetheless, FA5 mix did not increase in strength, as was anticipated, under 1200°C temperature. This response of FA5 under 1200°C confirms SANS which allows <10% SF to be incorporated in cement and concrete production. Nonetheless, in Figure 3, the curve shows a traditional trend of strength gain as sintering temperature and time increase for all mixtures. The improvement in mechanical strength with sand has been attributed to the increased amount of free SiO2, which reacts more easily with Fe2O3 in SF and CaO in DW (Cicek & Tanriverdi, 2007). Figure 3 explains this further as it concerns strength. Generally, the tested bricks ranging from FA2 to FA5 gained strength under sintering temperature. This result agrees with the results discussed in the literature, although the materials used in this study and the materials cited in the literature review are not the same, but portray the same behaviour under high temperature.
3.4 Effect of curing) age on fly as h bri cks
The effects of curing period on ccompressive strength values of the tested bricks are summarized in Figure 4. The specimens were cured using the fully submerged method of curing at room temperature of 22°C for 7, 28, 56 and 90 days, in order to investigate the strength gain under the water-curing method. The bricks selected for this curing method were those produced under sintering temperature of 1200°C for all mixes. Based on the graphical result, it is observed that the early age of curing (i.e. (< 3-7 days) is practically inactive to trigger pozzolanic reaction, in order to give a reasonable amount of strength, even at higher dosage of FA and DW. As the curing period increases with higher dosage of DW, more vigorous pozzolanic reaction takes place, which improves the strength with curing time. Moreover, the studied bricks ranging from FA2 gave a gradual rising slope of strength up to 56 days of curing, and this trend describes the extent of curing with pozzola nice reaction. It was observed that the compressive strength of FA3 bricks recorded a significant gain in stregth of 3.1% from 5.3MPa for seven days curing time to 16.2MPa.. It was observed that the strength of this brick for specimen FA3 increased as the curing age increases. The reason for this was the release of free calcium hydroxide (Ca(OH)2) by the dolomite, which, upon crystallization, reacts with some active minerals in FA and SF to form calcium aluminium silicates. This reaction, in turn, contributed to the hardening of the brick, even at a later stage. The reaction occurred as the CaO in dolomite encountered the pore water in the brick mixture, resulting in the formation of (Ca(OH)2) ion. However, all the specimens invariably showed a similar trend of strength increase with increasing curing period, except FA1. This was caused by the crystalline phase of the FA that contained little quantities of CaO, and this resulted in low strength gain.
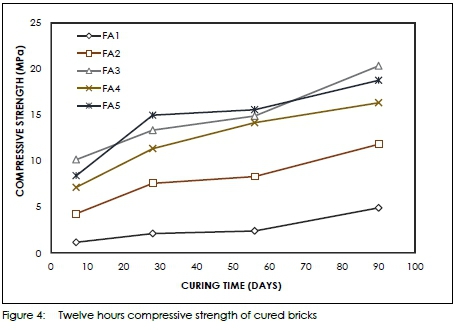
The South African National Standards (SANS 2001.CM1: 2007) require minimum compressive strengths of 10.0 MPa after a 28-day curing period for double-storey construction load-bearing masonry units. The FA3, FA4 and FA5 brick mixtures cured at a 28-day period described in this study, hence satisfying the SANS 2001.CM1: 2007 standards for compressive strength. After 90 days of curing, it was measured that the compressive strength of FA3 mixture containing FA50% +- DW10% + SF10% -+ RS30% was 3.1and 2.8 times greaterthan that ofthe control mix and red fired-bricks sample, respectively (see Figure 4). The compressive strength of the tested brick as a result of curing recorded strength values close to the strength values reported in the literature by Lin et al. (2006: 970-978) and Ahmariand Zhang (2012: 323-3331).
3.5 Durability results
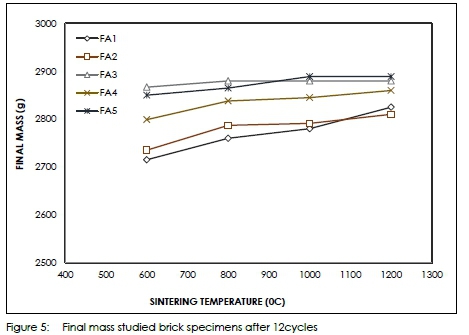
The specimens were cured in water at different curing ages, namely 7, 28 and 56 days, respectively. After several days of curing, the specimens were removed from the curing bath for two days and submerged in water at room temperature for a period of five hours. They were subsequently sent to the oven for 42 hours at a temperature of 71 oC. They were then removed from the oven, giving each specimen two trim of strokes on all surface with the wire scratch brush. Care was taken to ensure that the brush was held with its long axis parallel to the end as required to cover all areas of the full height and width of each specimen, with a firm stroke corresponding to a force of approximately 13.5N. It took 24 hours of wet-dry durability test to complete one cycle. The specimens were once again submerged in water and the procedures were repeated until 12 cycles. After 12 cycles, the specimens were dried to a constant mass at 71oC and subsequently weighed to determine the oven-dry mass of the specimens. The data collected was allowed for calculation of losses in mass for the bricks after the prescribed 12 cycles. This test is only recommended for road pavement materials, but it was chosen in this research to determine the extent to which these FA bricks can withstand severe weather conditions.
Durability (wet-dry cycle) tests were conducted based on the TMH durability test method. However, most of the bricks satisfied the strength requirements, thus surviving the entire cycles, which proved their capability to withstand severe weather conditions. The results of the durability tests were reported in terms of weight and strength loss at the end of the 12 cycles.
It was observed that the mass of the specimens decreased on the average of 0.48 per specimen, except for specimen FA1 that recorded a decrease in mass by 1.8% from 2.84kg to 2.750kg. However, this implied that FA1 did not utilize 73% of its moisture content for hydration reaction, contrary to other mixes that used up to 72.1% of their moisture content for pozzolanic reaction at 56 days of curing.
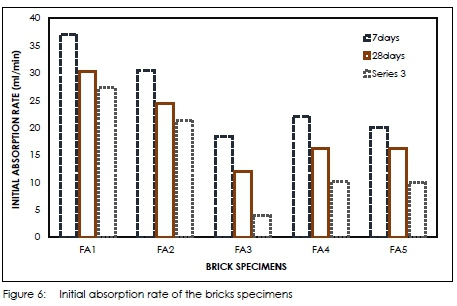
3.6 Initial rate of absorption
An effective laboratory test to determine the initial rate of absorption (IRA) was conducted tor bricks cured for 7,28 and 56 days, by pouring a measured volume of water from a graduated container into a pan. The base of the brick was inserted approximately 7mm into the water for on e minute. The water was poured back into the graduated container and the amount of water absorbed was recorded. The IRA of the studied bricks was measured. It was observed that the IRA of all the studied bricks were within the range of 4 to 37ml/min. This implied that the studied bricks do not exceed IRA of 40ml/min stipulated according to SANS1058:2011. This means that these bricks should not be wetted before laying.
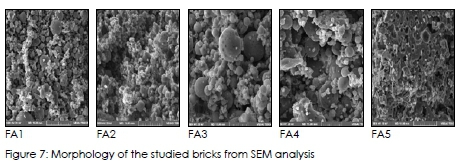
3.7 Morphology analysis
Figure 7 illustrates the results from scanning electron microscope (SEM) analysis deployed in understanding the morphologyof 56 (days cured bricks produced in this study. The micrograph showed newly formed cementitious compounds thatcoated the surface of the sand particles and filled the voids , becaus e it was still at mature stage. This was characterized by flocculated arrangements and contributed to an in increase in s strength. The same formation was picked up by SEM analysis for brick sample FA3 even at 7 days curing because of the addition of 10% SF. However, SEM micrograph of brick sample FA1 that contains FA70% + RS30% cured for 7 days showed little cementitious compounds because pozzolanic reaction coated and joined both FA and RS particles as a network. The microstructure ischaracterized by flocculated arrangements and has fine-like structures in the porous system. This proved the relatively high value of IRA and the liow strength gained at seven days of curing. The microstructure of FA2, FA4 and FA5 showed both fibrous and gel hydration reaction products, i.e. 3CaOSiO2, CaSi6O16(OH), 3CaOAl2O3, 3CaOAl2O3(OH)6. These hydration reaction products coated the sand particles and filled the voids completely within the bricks.
4. Conclusions and recommendation
The majority of the FA generated at coal-fired power plants in South Africa remains unused and often ends up in landfills and slurry ponds. Using FA to manufacture bricks not only produces a valuable commercial product, but also reduces a major waste disposal problem for power plants in South Africa. Based on the results obtained in this study, the following conclusions were reached.
The densities of the tested bricks were close, irrespective of the percentages of FA, DW and SF, due to a constant percentage of RS.
Results from this study are indicative of the satisfactory performance of FA bricks as a load-bearing element, especially the bricks with mix ratio of FA50% + DW10% + SF10% + RS30%. It therefore provides an appropriate channel for the disposal of FA in a very efficient, useful and profitable way.
The increase in compressive strength, unit volume weight, decrease in IRA absorption capacity, apparent capacity and reduced pore volume observed during durability tests can be attributed to the brick-forming pressure as well as the pozzolanic reaction that occurred between the DW, FA and RS particles. The mixtures containing FA50% + DW10% + SF10% + RS30% and FA30% + DW30% + SF10% + RS30% are evaluated to be the most satisfactory to produce masonry bricks when compared to other mixtures containing FA40% + DW30% + RS30% and FA60% + DW10% + RS30%. The highest compressive strength was observed in FA3 and FA5: 20.31MPa and 18.74MPa, respectively.
In summary, utilization of industrial wastes such as FA, DW, and SF for the production of bricks was, to a great extent, proven to be cost-effective and eco-friendly. It serves as a cost-reducing and eco-friendly material when transformed into a useful construction resource in circular economy, although the manufacturing of the bricks investigated in this study requires using high temperatures as in the production of ordinary clay-fired bricks, which is energy-intensive and costly. In contrast, the bricks produced in this study can be produced at seven different power stations in South Africa, since the high temperatures required to produce these bricks are being generated in different power stations without any use. Using only a fraction of this energy in the production of FA bricks, Electricity Supply Commission (ESCOM) can have their own brand of bricks that will be more cost effective and create job opportunities. Thus, the estimated production cost of this new masonry brick will be 7.5 times cheaper than that of traditional clay-fired bricks. Obviously, the use of such materials can make significant contributions towards resolving the attendant challenges associated with low-cost housing provision in South Africa.
References
Ahmari, S. & Zhang, L. 2012. Production of eco-friendly bricks from copper-mine tailings through geo-polymerization. Construction and Building Material, 29 (April), pp. 323-331. doi.org/10.1016/j.conbuildmat.2011.10.048. [ Links ]
Alonso-Santurde, R., Coz, A., Viguri, J.R. & Andres, A. 2012. Recycling of foundry by-products in the ceramic industry: Green and core sand in clay bricks. Journal of Construction and Building Material, 7(1), pp. 96-106. doi.org/10.1016/j.conbuildmat.2011.08.022. [ Links ]
Bruel, A., Kronenberg, J., Troussier, N. & Guillaume, B. 2018. Linking industrial ecology and ecological economics: A theoretical and empirical foundation for the circular economy. Journal of Industrial Ecology, (2018) pp. 1-10. DOI: 10.1111/jiec.12745. [ Links ]
Carretero, M.I., Dondi, M., Fabbri, B. & Raimondo, M. 2002. The influence of shaping and firing technology on ceramic properties of calcareous and non-calcareous illitic-chloritic clays. Applied Clay Science, 20(6), pp. 301-306. doi.org/10.1016/S0169-1317(01)00076-X. [ Links ]
Chan, C. 2011. Effects of natural fibres inclusion in clay bricks: Physic-mechanical properties. International Journal of Civil and Environmental Engineering, 5(1), pp. 7-13. doi:10.1999/1307-6892/4241. [ Links ]
Cicek, T. & Tanriverdi, M. 2007. Lime-based steam autoclaved fly ash bricks. Construction and Building Materials, 21(6), pp. 1295-1300. doi.org/10.1016/j.conbuildmat.2006.01.005. [ Links ]
Cusido, J.A., Cremades, L.V. & Gonzalez, M. 2003. Gaseous emissions from ceramics manufactured with urban sewage sludge during firing processes. Waste Management, 23(3), pp. 273-280. doi.org/10.1016/S0956-053X(02)00060-0. [ Links ]
Dachowski, R. & Kostrzewa, P. 2016. The use of waste materials in the construction industry. Procedia Engineering, 161, pp. 754-758. doi: 10.1016/j.proeng.2016.08.764. [ Links ]
Faria, K.C., Gurgel, R.F. & Holanda, J.N. 2012. Recycling of sugar cane bagasse ash waste in the production of clay bricks. Journal of Environmental Management, 101(June), pp. 7-12. doi: 10.1016/j.jenvman.2012.01.032. [ Links ]
Geissdoerfer, M., Savaget, P., Bocken, N.M.P. & Hultink, E.J. 2017. The circular economy - A new sustainability paradigm? Journal of Cleaner Production, 143, pp. 757-768. doi.org/10.1016/j.jclepro.2016.12.048. [ Links ]
Greyson, J. 2007. An economic instrument for zero waste, economic growth and sustainability. Journal of Cleaner Production, 15, pp. 13821390. doi: 10.1016/j.jclepro.2006.07.019. [ Links ]
Hamer, K. & Karius, V. 2002. Brick production with dredged harbour sediments. An industrial-scale experiment. Waste Management, 22(5), pp. 521-530. doi.org/10.1016/S0956-053X (01)00048-4. [ Links ]
Kavas, T. 2006. Use of boron waste as a fluxing agent in production of red mud brick. Building and Environment, 41(12), pp. 1779-1783. doi.org/10.1016/j.buildenv.2005.07.019. [ Links ]
Kibert, C.J. 2013. Sustainable Construction: Green Building Design and Delivery. 3rd Edition. New Jersey: John Wiley & Sons, Inc [ Links ]
Lieder, M. & Rashid, A. 2016. Towards circular economy implementation: A comprehensive review in context of manufacturing industry. Journal of Cleaner Production, 115, pp. 336-51. doi.org/10.1016/j.jclepro.2015.12.042. [ Links ]
Lin, C., Wu, C. & Ho, H. 2006. Recovery of municipal waste incineration bottom ash and water treatment sludge to water permeable pavement materials. Waste Management, 26(9), pp. 970-978. doi.org/10.1016/j.wasman.2005.09.014. [ Links ]
Loryuenyong, V., Panyachai, T., Kaewsimork, K. & Siritai, C. 2009. Effects of recycled glass substitution on the physical and mechanical properties of clay bricks. Waste Management, 29(10), pp. 2717-2721. doi.org/10.1016/j.wasman.2009.05.015. [ Links ]
Menzeses, R.R., Ferreira, H.S., Neves, G.A., Lira, H. & Ferreira, H.C. 2005. Use of the granite sawing waste in the production of ceramic bricks and tiles. Journal of European Ceramic Society, 25(7), pp. 1149-1158. doi.org/10.1016/j.jeurceramsoc.2004.04.020. [ Links ]
Pimraksa, K., Wilhelm, M., Kochherger, M. & Wruss, W. 2001. A new approach to the production of bricks made of fly ash. In: Proceedings of International Ash Utilization Symposium, Centre for Applied Energy Research, 2224 October 2001. University of Kentucky, Lexington, Kentucky, Paper#84. [online] Available at: <http://www.flyash.info/2001/conprod1/84pimras.pdf> [Accessed: 15 January 2018]. [ Links ]
Reynolds-Clausen, K. & Singh, N. 2017. South Africa's power producer's revised coal ash strategy and implementation progress. In: Proceedings of the World of Coal Ash (WOCAj Conference, 9-11 May, Lexington, Kentucky. Lexington, KY: American Coal Ash Association. Available at: <http://www.flyash.info/2017/020-Singh-woca2017p.pdf> [Accessed: 15th May 2018] [ Links ]
Robinson, J. 2004. Squaring the circle? Some thoughts on the idea of sustainable development. Ecological Economics, 48(4), pp. 369-384. doi: 10.1016/j.ecolecon.2003.10.017. [ Links ]
Rycroft, M. 2017. Exploring the many uses of fly ash. Online. EE Publishers. Available at: <http://www.ee.co.za/article/exploring-many-uses-fly-ash.html> [Accessed: 21st April 2018]. [ Links ]
SANS (South African National Standards). 2011. Specifications and conformity criteria for fly ash chemical classification (SANS 50450). [ Links ]
Schroeder, P., Anggraeni, K. & Weber, U. 2018. The relevance of circular economy practices to the sustainable development goals. Journal of Industrial Ecology, (2018) pp. 1-19. DOI: 10.1111/jiec.12732. [ Links ]
Sfakianaki, E. 2015. Resource-efficient construction: Rethinking construction towards sustainability. World Journal of Science, Technology and Sustainable Development, 12(3), pp. 233-242. doi.org/10.1108/WJSTSD-03-2015-0016. [ Links ]
Urbinati A., Chiaroni, D. & Chiesa, V. 2017. Towards a new taxonomy of circular economy business models. Journal of Cleaner Production, 168, pp. 487-498. doi.org/10.1016/j.jclepro.2017.09.047. [ Links ]
Vivanco, D.F., Wang, R., Deetman, S. & Hertwich, E. 2018. Unraveling the nexus: Exploring the pathways to combined resource use. International Journal of Industrial Ecology, (2018) pp. 1-12. DOI: 10.1111/jiec.12733. [ Links ]
Winans, K., Kendall, A. & Deng, H. 2017. The history and current applications of circular economy concept. Renewable and Sustainable Energy Reviews, 1 (2017), pp. 825-833. doi.org/10.1016/j.rser.2016.09.123. [ Links ]
Zhu, J., Fan, C., Shi, H. & Shi, L. 2018. Efforts for a circular economy in China: A comprehensive review of policies. Journal of Industrial Ecology, (2018), pp. 1-9. doi.org/10.1111/jiec.12754. [ Links ]
Peer reviewed and revised
*The authors declared no conflict of interest for this title or article

