










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkR&D Journal
On-line version ISSN 2309-8988
Print version ISSN 0257-9669
R&D j. (Matieland, Online) vol.34 Stellenbosch, Cape Town 2018
Microstructure and material properties of LENS fabricated Ti-6Al-4V components
N.K.K. ArthurI; S. PityanaII
ICSIR, NLC, Laser Enabled Manufacturing Group, Pretoria Campus, 0001, South Africa. E-mail: NArthur@csir.co.za
IICSIR, NLC, Laser Enabled Manufacturing Group, Pretoria Campus, 0001, South Africa. E-mail: SPityana@csir.co.za
ABSTRACT
Cylindrical components of dimensions 15 mm in diameter and 11 mm in height were laser printed by additive manufacturing using a LENS!™ system. Process parameters used in layer by layer build-ups showed that energy densities in the range of 200 - 300 J/mm3 were sufficient to produce adequate builds with improved physical structures and mechanical properties of Ti-6Al-4V ELI alloy, and subsequently used to produce tensile specimen that showed encouraging yield and tensile strengths in excess of 900 MPa. An approach to estimating the achievable tensile properties is proposed and investigated against experimental results as a means of identifying parameters to be used in studies aimed at tailoring mechanical properties of materials.
Keywords: LENS™, Direct Energy Deposition, Ti-6Al-4V ELI, Microstructure, Tensile Properties
1 Introduction
The additive manufacturing (AM) of parts has grown to be an attractive technology due to certain inherent benefits over conventional manufacturing practices. The former relies on an energy source (typically an electron beam, arc or laser) and feedstock material (typically powders or wire) for the layer-by-layer build-up of parts, whereas the latter involves the removal of material from solid materials to give a desired component shape [1], [2]. One such AM technique available for sample creation and rapid prototyping is the directed energy deposition (DED) technique performed on the laser engineered net shaping (LENS) system [2]. In contrast to the powder bed fusion (PBF) technique that is performed on selective laser melting (SLM) systems, samples laser printed by DED are manufactured as metal powders are deposited onto a substrate and simultaneously melted by means of a laser. The laser system follows the toolpath generated from the computer-aided design (CAD) file and melts the material to form a molten melt pool. The process of melting and solidification occurs rapidly to produce a structure that resembles the CAD file [3]. The component is thus built up layer-by-layer to give a final 3D printed part that can be investigated to determine its mechanical properties, based on its area of application.
Amongst the drawbacks associated with Al-carbon fibre combinations is the low corrosion resistance of these alloys. This inherent challenge forms part of the driving force
leading the transition of aerospace construction from aluminium as main construction material to the use of titanium alloys. Titanium alloys offer the benefit of properties such as corrosion resistance, and a high strength to weight ratio [4]. Other properties of importance include good tensile strength, fracture toughness, and fatigue strength, which are all influenced by the evolved microstructure of the manufactured component [4]. A significant benefit of metal AM includes: 1) the ability to manufacture complex designs with intricate details to be considered, 2) reduced material wastage due to powder recyclability, and 3) reduced manufacturing time that leads to increased output of parts with improved integrity (to name a few) [1], [4]. Conventional titanium manufacturing techniques, commonly consisting of casting, forging and machining, tend to have lower production rates and more material is wasted.
One of the challenges associated with the AM of titanium products is the high affinity of titanium to oxygen, and how it affects the properties. The high chemical reactivity of titanium combined with the elevated temperatures reached during processing forms an oxide layer that results in embrittlement of the built sample, and can cause porosity to occur [5], [6]. This can have a negative effect on the build integrity, and also reduce the material properties. For this reason it is important to have a firm knowledge and understanding of the material processing, and also of the microstructure that evolves as a result of the process parameters. The main objective of this study is to investigate the microstructure that evolves from the LENS processing of Ti-6Al-4V Extra-Low Interstitials (ELI) used in aerospace applications, chemical composition of the powder, and mechanical properties such as hardness, ductility and tensile strength, and how they compare to wrought samples identified from literature. An increased knowledge of the materials processing and improved capabilities with regard to AM will guide the process of building the capability of tailoring the mechanical properties of titanium alloys through an increased knowledge and ability to tailor the evolved microstructures.
Although the AM of Ti-6Al-4V and investigation of its related mechanical properties is not a new area of study, this investigation finds relevance in the South African (SA) AM community to add to the current body of knowledge as the vast majority of work has focused on the SLM process of Ti-6Al-4V manufacturing. As SA moves to be a contender in the global AM space, this work will form part of the efforts targeted towards increasing the competency and capabilities of SA researchers in AM with regards to aerospace construction as the main focus.
2 Experimental Design
2.1 Laser Deposition
A LENS™ system mounted with a 1 kW IPG fibre laser and a co-axial powder delivery nozzle was used in processing of the materials. The material used was Ti-6Al-4V (ELI) with a particle size range of 40 - 100 μπι. The powder flow rates at the employed rpm values were determined by timing the amount of powder delivered in a plastic container over a 1 minute interval. Grade 5 titanium alloy plates of 5 mm thickness were prepared by sandblasting and cleaned with acetone to remove any oil and impurities from the surface of the plate, and prevent laser reflection during processing.
Test coupons and tensile samples were laser printed from Ti-6Al-4V (ELI) and investigated to determine the achievable material properties via the DED process performed on the LENs system. The system is such that there is a required 8±2 mm stand-off distance between the substrate and the bottom end of the copper nozzle delivery system. The relevance of this stand-off distance is to ensure the point of powder convergence as it is delivered from the nozzles lands on the substrate. It is at this point of intersection that the laser interacts with the powder on the substrate to form the melt pool. It is vital to maintain this stand-off distance throughout the build as it ensures that repeatable samples with the desired structural integrity comparable to CAD files are obtained. A distance greater or less than the required stand-off indicates inadequate parameters to give desired heights and sample integrity.
The first three layers of sample fabrication is usually performed at an elevated laser power to allow for adequate fusion between material and substrate, and subsequently reduced to the desired power setting of operation for remainder of builds. This approach aids in limiting the buildup of residual stresses that can lead to crack formation [7].
Samples were fabricated at an energy density range of 180 - 315 J/mm3 in an argon atmosphere (<500 ppm) to reduce oxidation. The energy density as defined by Attar et al. [8] is:

where P = laser power (W), v = laser scanning speed (mm s-1), h = hatch spacing (mm) and t = layer thickness (mm).
2.2 2.2 Metallurgical Sample
Preparation
After each sample had been fabricated it, was cross sectioned and mounted using a conductive resin. Samples were ground using SiC grinding papers with water as a lubricant. Three different SiC grit size grinding papers were used, namely 80, 320 and 1200 grit size. After grinding, two polishing stages were applied in order to obtain a mirror finish surface. Samples were polished using Md-Largo cloth with a 9 μΓη diamond suspension and then final stage of polishing was done using Md-Chem cloth with a 0.04 μm suspension. Kroll's reagent was used to etch the samples in order to reveal microstructure. An Olympus BX51M microscope together with Stream Essentials software was used for sample analysis. A Matsuzawa Vickers micro-hardness tester was used to evaluate the hardness of samples. A load of 300 grams and dwell time of 10 seconds was applied, while employing a spacing of 500 μm between the indentations. Indentations were produced at the center of the samples from the top of the surface to the base of the metal.
The material used was characterised through standardised powder measurement methods for AM powders as specified in ASTM F3049-14. The nitrogen and oxygen content in the powder was analysed using an ELTRA OHN 2000 inert gas combustion analyser. The elemental composition analysis was performed using an ARCOS Spectro ICP-OES instrument. The particle size distribution (PSD) was determined by a Microtrac SI/S3500 instrument. The morphology of the powder was determined using a JEOL JSM-6510 scanning electron microscope (SEM). Images generated from the sample were displayed in secondary electron (SE) mode, which provided the morphology and the surface appearance of the powder. Tensile testing of as-built samples was performed using an Instron 5988 system after the samples were machined to the dog-bone shape according to specifications contained in applicable test standards (ASTM E8/E8M).
3 Results and Discussions
3.1 Material Chemical Composition
Table 1 presents a comparison between the chemical composition of Ti-6Al-4V (ELI) material (grade 23 - ASTM F136), and the Ti-6Al-4V (ELI) material used for manufacturing. The material used in manufacturing was analyzed by means of ICP-OES analysis and inert gas combustion. The chemical composition of metallic powders used for the manufacturing process compares well with ASTM standards as analyses results obtained for ELI investigated fall below the maximum acceptable range for ELI according to ASTM standards. An inert gas environment is employed during processing to ensure that there is minimal elemental pick-up of interstitials.

3.2 Microstructure and Mechanical Properties
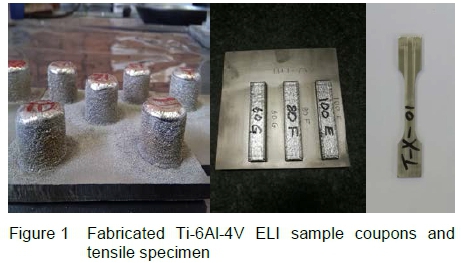
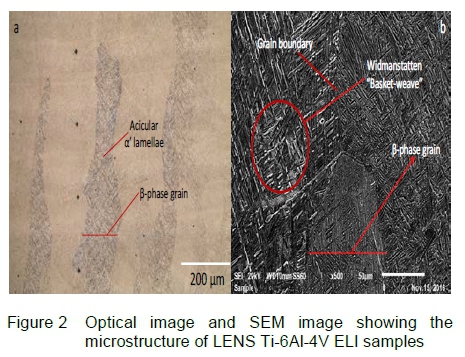
Figure 1 presents the fabricated sample coupons and tensile specimen from the DED process that was evaluated. The observation made from visual inspection and characterisation was that the coupons fabricated at about 230 - 250 J/mm3 produced desired heights and sample integrity with reduced defects (adequate parameters), thus allowing the fabrication of tensile samples at the indicated energy densities. Figure 2 indicates optical (a) and SEM (b) imaging of the evolved microstructures. The typical microstructure that evolved is that of α-β lamellar structures (α-precipitates in ß-phase matrix). During fabrication, an increase in energy density was associated with a decrease in measured grain size of the coupons, which ranged from 1.3 to 0.53 mm. The identification of what is typically known as the Widmanstätten ("Basket-weave") microstructure suggests an increase in cooling rate took place [3]. The increase in cooling rate results in a refinement of the microstructure due to thermal effects, which in turn results in an increase in sample hardness. The average hardness values obtained increased in range from 320 - 330 HV with a decrease in grain size.
The consistency in hardness values obtained is evidence that a homogenous microstructure was obtained through use of the LENS process due to the high energy densities achievable.
An approach used to estimate the yield strength (YS) and ultimate tensile strength (UTS) of materials was employed as a means of predicting the tensile properties achievable for the fabricated material at the employed parameter set. The YS and UTS as defined by Chenna et al.[9] is:

where HV is the Vickers hardness number and strength is measured in MPa.
Tensile samples fabricated at an energy density of 230 J/mm3 were tested at room temperature in a longitudinal direction. Figure 3 presents a stress versus strain graph from a tensile test.

Table 2 presents tensile results from estimated value, experimental test, and a comparison with wrought material. The observation made is that LENS Ti-6Al-4V ELI samples reported encouraging YS and UTS in excess of 900 MPa, which were superior to that of wrought Ti-6Al-4V [4], with low tensile elongation (less than 10%) as compared to the high tensile elongation (greater than 10%) observed for wrought material. A smaller α-grain size promotes higher yield and ultimate tensile strengths [4], and thus the positive YS and UTS observed for LENS samples could be attributed to smaller α-grain sizes.

Even though the estimated YS identified fell below the 900 MPa requirements, the UTS estimated that compared well with experimental results indicate that equations 2 and 3 can indeed be used for preliminary predictions and confirmation of parameters. It is thus recommended that such a calculation be done as confirmation of identification of parameters that provide specific desired properties. This could prove to be a vital step in the process of tailoring the microstructure of materials to achieve certain mechanical properties.
The tensile sample results compare well with literature, which sparked the interest to observe the fracture surface to identify the characteristic fracture surface of LENS Ti-6Al-4V ELI samples. The low tensile elongation observed was indication of the brittle nature of the tensile specimen. This was confirmed as the majority of the fracture surface presented in figure 4 showed a brittle nature, with some areas revealing micro-pores and grain boundaries bearing resemblance to what is referred to as ductile dimpling identified in ductile fractures [10].

4 Conclusions
It was identified that the energy density required to produce desirable builds for the titanium alloy used ranged from 200 - 300 J/mm3. As the energy density was increased an observed decrease in measured grain size was reported, which was associated with a slight, although negligible, increase in hardness value of samples.
Tensile properties reported for this energy density range showed positive results above 900 MPa, although the reported tensile elongation was low at values below 5%. The equation used to estimate achievable tensile properties from sample hardness compared well with experimental results, and can thus be used for further investigations.
It is recommended that this equation be applied when optimum parameters are identified, prior to the fabrication of tensile specimen as a way of predicting mechanical properties at the chosen parameter sets.
Future work should be aimed at identifying parameters that will still produce positive yield and tensile strengths (above 900 MPa) but also result in high tensile elongation (greater than 10%) which may include limiting the extent of grain refinement.
1. References
[1] D. Herzog, V. Seyda, E. Wycisk, and C. Emmelmann. Additive manufacturing of metals. Acta Materialia, 117, 371-392, 2016. [ Links ]
[2] J. J. Lewandowski, and M. Seifi. Metal additive manufacturing: A review of mechanical properties. Annual Review of Materials Research, 46, 151-186, 2016. [ Links ]
[3] N. Arthur , K. Malabi, P. Baloyi, H. Moller, and S. Pityana. Influence of process parameters on layer buildup and microstructure of Ti-6Al-4V (ELI) alloy on the Optomect LENS™. Proceedings: 17th RAPDASA Annual International Conference, Vaal University of Technology, Gauteng, South Africa, 2-4 November 2016.
[4] M. Shunmugavel, A. Polishetty, and G. Littlefair. Microstructure and mechanical properties of wrought and additive manufactured Ti-6Al-4V cylindrical bars. Procedia Technology, 20, 231-236, 2015. [ Links ]
[5] D. M. Sweeney. Elevated Temperature Oxidation of Boron Modified Ti-6Al-4V. Master's Thesis, Wright State University, 2008.
[6] E. Kannatey-Asibu Jr. Principles of Laser Materials Processing. John Wiley & sons, Hoboken, NJ, 2009.
[7] B. Vrancken, S. Buls, J.-P. Kruth, and J. Van Humbeeck. Influence of preheating and oxygen content on selective laser melting of Ti6Al4V. Proceedings: 16th RAPDASA Annual International Conference, Pretoria, Gauteng, South Africa, 4-6 November 2015.
[8] H. Attar, M. Bönisch, M. Calin, L. C. Zhang, S. Scudino, and J. Eckert. Selective laser melting of in situ titanium-titanium boride composites processing, microstructure and mechanical properties. Acta Materialia, 76, 13-22, 2014. [ Links ]
[9] K. S. Chenna, G. N. Kumar, K. Jha Abhay, and P. Bhanu. On the prediction of strength from hardness for copper alloys. Journal of Materials, 2013.
[10] H. Bethge, and J. Heydenreich. Materials Science Monographs 40: Electron Microscopy in Solid State Physics. Elsevier, Amsterdam, 1987.
Received 24 November 2017
Revised form 24 August 2018
Accepted 19 October 2018

