










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.122 n.8 Johannesburg Aug. 2022
http://dx.doi.org/10.17159/2411-9717/2003/2022
COAL EDITION
Flotation of weathered coal discards using a HIP W/O emulsion binder and kerosene
P.M. Mashaba; S.O. Bada
DSI-NRF SARChI Clean Coal Technology Research Group, School of Chemical & Metallurgy, Faculty of Engineering and the Built Environment, University of the Witwatersrand, South Africa. S.O. Bada: https://orcid.org/0000-0002-1079-3492; P.M. Mashaba: https://orcid.org/0000-0002-5454-9301
SYNOPSIS
An advanced high internal phase water-in-oil (HIP W/O) emulsion binder and flotation with an internal dispersed water phase of 95 vol% was used to beneficiate South African weathered coal from discard dumps. Five coal samples with calorific values ranged from 8.48 MJ/kg to 20.94 MJ/kg were utilized. The performance of the HIP W/O emulsion was compared to that of kerosene in terms of the physico-chemical properties of the clean coal products. A 5 kg/t emulsion binder addition produced a high-quality coal concentrate with 11.76% ash and a heating value of 28.61 MJ/kg from a sample containing 29.34% ash. Using the same dose and coal sample, kerosene resulted in a clean coal concentrate with 17.47% ash and a calorific value of 26.42 MJ/kg. Further samples were also beneficiated using 5 kg/t of W/O emulsion. The highest increase in calorific value was achieved from the beneficiation of a sample containing 48.71% ash, from 8.48 MJ/kg to 18.16 MJ/kg. It has been established that emulsion binders can upgrade coal samples dumped many decades ago.
Keywords: calorific value, discard coal, rapid beneficiation, W/O emulsion technique, weathered coal.
Introduction
Run of mine (ROM) coal is processed to separate the valuable carbonaceous component from the inorganic minerals. However, gravity beneficiation processes are restricted to certain particle size fractions and are ineffective for coals of less than 150 urn, generated through mechanized mining (Horsfall, Zitron, and de Korte., 1986; Liao et al., 2017; Barma, 2018). In South Africa, about 1.5 Gt of discard coal have been produced, and a further 60 Mt are generated annually (Department of Energy, 2001). The South African Coal Roadmap indicated that fines and ultra-fines account for 11% of the annual coal discard (Fossil Fuel Foundation, 2011). Almost 100% of these fines are regarded as waste and stored in tailings dams (Bada, Falcon, and Bergmann, 2016).
Exposure of the waste coal to the atmosphere causes the production of hydrophilic oxygenated groups such as the hydroxyl (C-OH), carbonyl (-C=O), and carboxyl (O=C-OH) groups on the surface of the coal. As a result, the flotation of the coal using traditional reagents like kerosene or diesel becomes less effective with the application of physico-chemical processes such as froth flotation and selective agglomeration, and greater amounts of these organic liquids are required for successful beneficiation (Xia, Yang, and Liang, 2013; Li et al., 2018; Wang et al., 2018). Previous research has shown that for effective separation, an oil dosage of 10 to 20 weight per cent (wt%) is required to form a continuous oil layer on the coal surface and to fill the void spaces within the agglomerates in the traditional agglomeration process (Garcia, Vega, and Martinez-Tarazona, 1995; Dickinson, Jiang, and Galvin, 2015; Netten, Moreno-Atanasio, and Galvin, 2016). With the high internal phase water-in-oil (HIP W/O) emulsion technique, most of the void spaces between the coal particles are filled with dispersed water droplets, rather than oil as in traditional agglomeration. Using this approach, it has been found that the same quality product as that obtained by traditional agglomeration and flotation can be achieved with on-tenth the amount of organic liquid (Netten, Moreno-Atanasio, and Galvin, 2016; Netten and Galvin, 2018; and Lu et al., 2019).
The present investigation, the HIP W/O emulsion binder was used to beneficiate some weathered coals of 20 to 30 years old from various dumps. The use of HIP W/O emulsion binder with flotation is very similar to the selective agglomeration process. The binder acts as a hydrophilic and hydrophobic reagent for selecting, wetting, and bonding hydrophobic and hydrophilic carbonaceous particles, thereby leaving the inorganic minerals un-wetted (Netten, Borrow, and Galvin et al., 2017; Netten and Galvin, 2018; Lu et al., 2019). The viscosity of the emulsion binder is also known to influence the recovery rate in this process. Traditional reagents such as pure kerosene have a low viscosity of 0.0016 Pa, whereas HIP emulsion, depending on its composition, has a viscosity of around 100 Pa (Galvin et al., 2001). A high-viscosity solution or binder is expected to adhere to a particle after a collision with greater effectiveness than a low-viscosity binder. In addition, based on the composition of the emulsion and its stability, most of the void spaces between the coal particles are filled with dispersed water droplets rather than oil as in traditional agglomeration (Garcia, Vega, and Martinez-Tarazona, 1995; Dickinson, Jiang, and Galvin, 2015; Netten, Moreno-Atanasio, and Galvin, 2016).
According to the literature, over 80% of the volume of the dispersed phase comprises NaCl and water, leading to the reduction in the amount of organic liquids used in the preparation of the HIP W/O emulsion binder (Netten, Borrow, and Galvin, 2017; Netten and Galvin, 2018; Lu et al., 2019). Using an emulsion binder with 95% by volume of the dispersed phase, Netten and Galvin (2018) beneficiated coal feed that had been stored in water to limit surface oxidation. A clean coal product with an ash content of 15 to 17% and combustible recovery of 70 to 80% was obtained from feed coal with an ash content of 42%. Lu et al. (2019) beneficiated a laboratory-oxidized coal (-74 +38 μm) using an emulsion binder composed of 85% internal dispersed water phase by volume. The new collector improved the flotation of the oxidized coal. This highlighted the need for further study on the use of the HIP W/O emulsion binder can be used to beneficiate weathered coal fines from discard dumps or slurry ponds. In this study, five coal fines samples aged between two and three decades with different degrees of oxidation were studied by flotation. The performance of the HIP W/O emulsion with an internal dispersed water phase of 95% by volume was compared with that of kerosene, and the quality of the clean coal products recovered from the five coals were compared.
Experimental
Coal preparation and characterization
Five samples with various ash contents were collected from mines in the Witbank Basin (Figure 1). Greyish samples 2 and 4 were collected from the outside of a stockpile where they have been severely exposed to atmospheric conditions. Sample 1, 3, and 5 were taken from within a stockpile. Total sulphur and total carbon analyses were performed according to ASTM D 4239-14:2015 using a LECO CHN 628 instrument with an add-on 628 S module. Proximate analysis, the calorific value (heating value), and FTIR analysis were also conducted on the samples in accordance with ASTM D-5142, ASTM D5865-04, and ASTM E168, respectively.
Reagents
Figure 2 shows the reagents used to beneficiate the coal samples. The emulsion binder comprised 5% organic liquid by volume, with the remainder being the dispersed phase (Figure 2a). Kerosene was used at 100% by volume (Figure 2b).
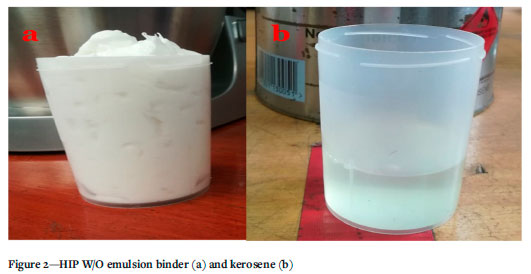
Emulsion binder preparation
The organic liquids, kerosene, and Span 80, also known as Sorbitan monooleate (SMO), were mixed in equal proportions (7.5 ml each) in a standard domestic food mixer. An aqueous NaCl dispersion phase solution was formed by dissolving 8.55 g of NaCl in 285 ml of tap water. Subsequently, the NaCl solution was added while mixing to the organic liquid mixture in small increments of 7.5 ml every 15 seconds to prevent deterioration of the emulsion binder (Netten, Moreno-Atanasio, and Galvin, 2016). A viscous and opaque emulsion binder was produced (Figure 2a).
Beneficiation test
Figure 3 illustrates the laboratory beneficiation flow sheet. A mechanical flotation cell was used to beneficiate the coal samples. The clean coal products from the rougher and scavenger stages were subjected to two cleaning stages. The coal slurry (25 wt% coal) was agitated in a 1.5 L flotation cell for two minutes at a speed of 1 000 r/min. The same process conditions were applied for two minutes in the scavenger, cleaner, and re-cleaner stages for both reagents (emulsion binder and kerosene).
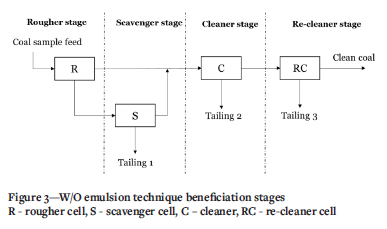
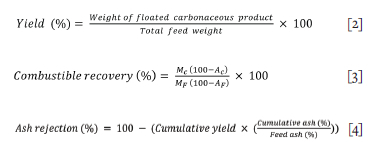
The coal concentrate was scraped off after 30 seconds of aeration. The products obtained, including the clean concentrate and tailings (inorganic minerals), were oven-dried for 15 hours at a temperature of 50°C. The ash content, combustible recovery, yield and ash rejection of the dried products were then determined using Equations [1-4].

where Mc is the mass of the floated clean coal (g) (dried basis), MF is the mass of the dry feed coal sample (g) (dried basis), AC is the ash content of the dry floats (%), and AF is the ash content of the dry coal feed (%).
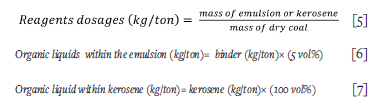
Reagent dosages
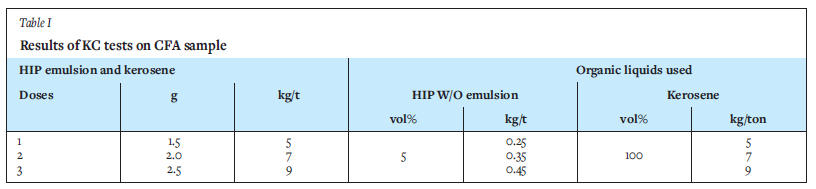
Table I presents the reagent doses. The doses were determined using Equation [5-7].
Results and discussion
Coal characteristics
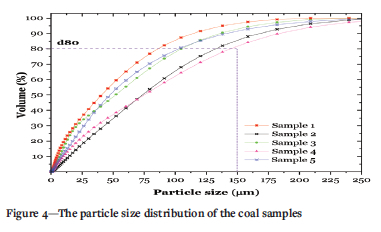
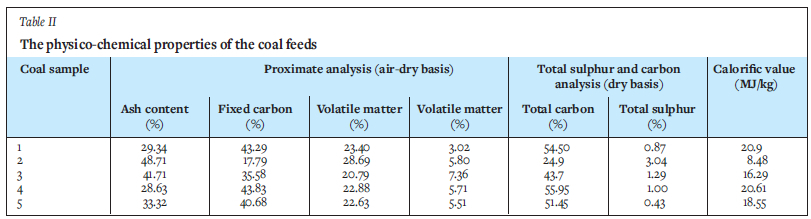
The particle size distributions of the coal samples are presented in Figure 4. The percentage coal passing 150 μm was 96% for sample 1, and 84%, 93%, 78% and 92% for samples 2, 3, 4 and 5, respectively. The difference in the size distribution curves can be attributed to the difference in hardness and friability of the coals (Isaac, 2019). Sample 2 had the highest ash content of 48.71%, followed by sample 3 (41.71%), and sample 4 with the lowest ash content of 28.63% (Table II). The as-received coal samples are of low quality (grade D III) as indicated by the calorific values which range from 8 to 21 MJ/kg. Based on the proximate analysis results, the samples had fixed carbon contents ranging between 17.79% and 43.83%. Sample 2 had the highest total suphur content of 3.04%.
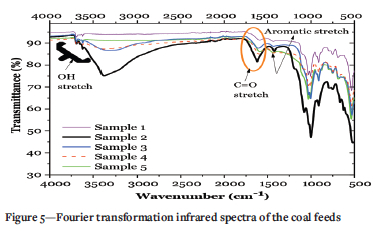
FTIR spectra for the five coal samples, W/O emulsion, and kerosene
The FTIR spectra of the five coal samples are shown in Figure 5. This was undertaken to determine the degree of weathering of the coal surfaces. Coal oxidation is denoted by the intensity of the oxygenated functional groups such as the hydroxyl (O-H) and carbonyl (C=O) (Wang et al., 2012). A distinct and intense peak of O-H groups is present for sample 2, suggesting that the coal is highly weathered. Although samples 4 and 5 show evidence of intense C=O groups, sample 3 contained the second-highest amount of the O-H groups.
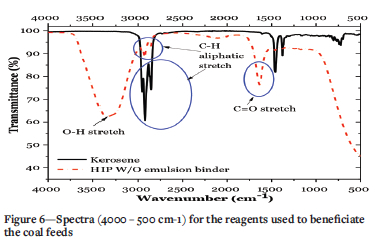
FTIR was also used to characterize the reagents to determine the functional group compositions (Figure 6). As indicated, the presence of O-H stretch and C=O stretch on the surface of HIP W/O emulsion binder are evident whereas none was observed on the surface of kerosene. The only groups present on the surface of kerosene are aliphatic groups 2837-2967 cm-1. This group is also available on the emulsion binder, suggesting that the emulsion is an emulsifier, i.e. comprises both oxygenated and aliphatic groups and can therefore be expected to bind to weathered coal.
Washability, ash rejection, and physico-chemical properties of coal sample 1
Influence of reagent dosage
The clean coal product yield, ash content and combustible recovery increase with increasing in kerosene and W/O emulsion binder dosage (Figures 7 and Figure 8). The observed trend corresponds to the findings of Netten, Moreno-Atanasio, and Galvin. (2016) and Lu et al. (2019). Netten and Galvin (2018) also showed that product ash content increased with combustible recovery due to an increase in emulsion binder dosage. According to Netten and Galvin (2018) the increase might be because of the binder sufficiency, which enhanced the floatability and pulling of semi-hydrophobic carbonaceous particles to the clean coal product. This therefore leads to a lower-grade carbonaceous product.
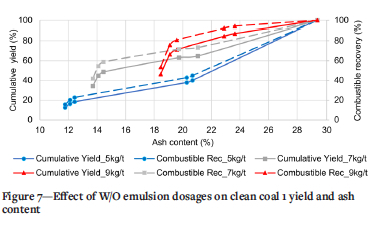
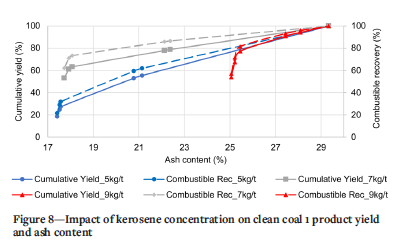
In this study, clean coal products with low ash contents of 17.47% and 11.76% ash were obtained using 5 kg/t kerosene and HIP W/O emulsion binder, respectively. A yield of 12.50% and combustible recovery of 15.61% was obtained using 5 kg/t emulsion (Figure 7). This was lower than the clean coal yield of 18.47% and recovery of 21.59% using 5 kg/t kerosene (Figure 8). Nevertheless, an abundance of pure kerosene was required to enhance the floatability of the carbonaceous particles the coal discard. This agrees with the literature that for an effective separation using pure oil (diesel, kerosene etc), a higher oil dosage is essential (Garcia, Vega, and Matnines-Tarazona, 1995; Dickinson, Jiang, and Galvin, 2015; Netten, Moreno-Atanasio, and Galvin, 2016). The low recovery for sample 1 may be due of the presence of carbonyl groups (C=O), which enhance the potential of the air bubbles to repel the carbonaceous particles in the coal and lower the attachment rate (Sarikaya and Ozbayoglu, 1990; Li et al., 2018). In comparison, the W/O HIP emulsion binder required only 0.25 kg/t organic oil, while 5 kg/t pure kerosene was required to beneficiate the same coal.
Selectivity
Selectivity is the ability to differentiate hydrophobic and hydrophilic carbonaceous particles from inorganic mineral matter prior to advanced agglomeration and froth flotation (Netten and Galvin, 2018; Lu et al., 2019). The extent to which the W/O emulsion binder and kerosene were able to select clean coal from the inorganic minerals in the coal sample was evaluated using ash rejection percentage (Equation [4]). As seen in Figure 9A, the emulsion binder has high level of selectivity.
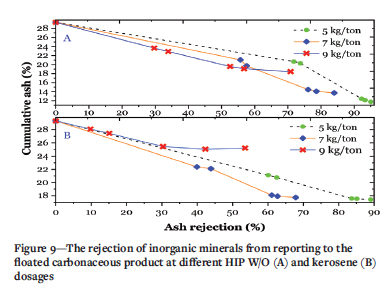
The highest ash rejection of 94.99% was achieved using 5 kg/t emulsion (Figure 9A). At 5 kg/t kerosene, 89.03% of the ash was rejected. The corresponding lowest ash content of 11.76%, achieved using 5 kg/t emulsion, indicates a high percentage rejection of inorganic minerals, including (but not limited to) silica (SiO2), kaolinite [Al2Si2O5(OH4)], calcite (CaCO3), and dolomite [CaMg(CO3)2]. This is because the emulsion has both hydrophobic and hydrophilic characteristics, leading to the possibility of hydrogen bonds forming between the carbon present in the coal sample and the HIP W/O emulsion binder (Lu et al., 2019).
Calorific value of the clean coal
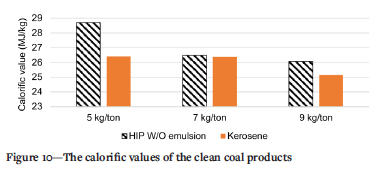
The calorific value, also known as the heating value, was evaluated to determine the grade of the clean coal products obtained from the weathered coals, as well as their market potential. As a result of the rejection of the inorganic minerals of the clean coal produced at 5 kg/t W/O emulsion (Figures 7 and 9A), the feed coal calorific value increased from 20.94 MJ/kg to 28.61 MJ/kg (Figure 10). On the other hand, kerosene produced a clean product with a calorific value of 26.42 MJ/kg using the same dosage of 5 kg/t. As the optimal dosage of 5 kg/t (W/O emulsion binder) provided the best recovery from sample 1, the other coal samples (2, 3, 4, and 5) were then beneficiated at this condition.
Recovery of coal sample 2,3,4, and 5 and with 5 kg/t of the emulsion
Clean coal yield and combustible recovery
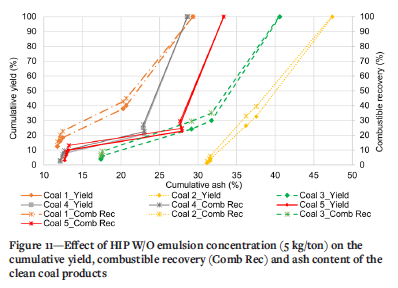
The recovery curves for the beneficiation of coals 2, 3, 4, and 5 at the same emulsion concentration (5 kg/t) to which coal 1 was subjected are depicted in Figure 11. The results were obtained by means of Equations [2] and [3]. Floated clean coal products with a combustible recovery of 2.5% and 6.14% and ash content of 31.16% and 17.23% were obtained for coals 2 and 3, respectively. The combustible recoveries for sample 4 and 5 were 3.08% and 4.02%, with ash contents of 12.12% and 12.70% respectively. For coal sample 1, a clean coal product with a recovery of 15.61% and 11.76% ash was achieved. The nature and degree of weathering of the coal could be responsible for the differences in clean coal product yield and ash content.
Impact of HIP W/O emulsion binder functional groups on selectivity
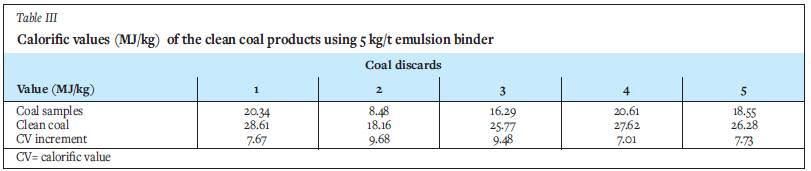
Table III presents the calorific values of the floated clean coal products with an emulsion concentration of 5 kg/t. As indicated, a higher calorific value increase was achieved for samples 2 and 3. The increase in the grade of both coals might be due to the high abundance of the OH groups found on their surfaces. According to Lu et al. (2019), HIP W/O emulsion is noted to prevent the entrainment of inorganic minerals in the floated clean coal product, and in addition, leads to the formation of strong bonds with the oxygenated functional groups in the weathered coal. The highest calorific value improvement was achieved for sample 2, from 8.48 MJ/kg to 18.26 MJ/kg after beneficiation. This calorific value surpasses the heating value requirements for some Eskom power plants such as Lethabo power station, which requires a calorific value of 16 MJ/kg and ash content of between 35% and 42% ash (Eskom, n.d.). On the other hand, the clean coal obtained from coals 1 and coal 4 had a calorific value of 28.61 MJ/kg, and 27.62 MJ/kg and can be classified as Grade A and Grade B, respectively. As shown in Table III, the products obtained from samples 3 and 5 have heating values of 25.77 MJ/kg and 26.28 MJ/kg, respectively.
Conclusions
In summary, the HIP W/O emulsion binder has the capacity to beneficiate weathered coal samples from tailings dams. Compared to pure kerosene, requiring 5 kg/t to produce clean coal products, the HIP W/O emulsion binder used only 0.25 kg/t of the organic liquids (kerosene and Span 80) to produce a clean coal concentrate of 11.76% ash content and heating value of 28.61 MJ/ kg. In contrast, 17.47% ash and a calorific value of 26.42 MJ/kg were achieved using 5 kg/t of kerosene. This research has established that weathered coal samples from South African coalfields dumped for decades can be upgraded to a high-quality product.
Acknowledgements
Financial support from Coaltech Research Association (Project Number: P2020-1) and the National Research Foundation of South Africa's SARChI Clean Coal Technology Grant (Grant Number: 86421) is highly appreciated. The authors also gratefully acknowledge the University of the Witwatersrand for access to research facilities.
References
Bada, S.O., Falcon, R.M.S., and Bergmann, C.P. 2016. Co-firing potential of raw and thermally treated Phyllostachys aurea bamboo with coal. Energy Sources, Part A: Recovery, Utilization, and Environmental Effects, vol. 38, no. 10, pp. 1345-1354 [ Links ]
Barma, S.D. 2018. Ultrasonic-assisted coal beneficiation: A review. Ultrasonics -Sonochemistry. [ Links ]
Department of Energy. 2001. National inventory discard and duff coal - 2001. http://www.energy.gov.za/files/esources/coal/coal_discards.html [accessed 20 February 2022]. [ Links ]
Eskom. n.d. Eskom Holdings SOC Ltd - Lethabo Power Station. https://www.eskom.co.za/Whatweredoing/ElectricityGeneration/PowerStations/Pages/Lethabo_Power_Station.aspx [accessed 23 September 2021]. [ Links ]
Dickinson, J.E., Jiang, K., and Galvin, K.P. 2015. Fast flotation of coal at low pulp density using the Reflux Flotation Cell. Chemical Engineering Research and Design, vol. 101. pp. 74-84. [ Links ]
Galvin, K.P., Pratten, S J., Shankar, N.G., Evans, G.M., Biggs, S.R., and Tunaley, D. 2001. Production of high internal phase emulsions using rising air bubbles. Chemical Engineering Science, vol. 56, no. 21-22. pp. 6285-6293. [ Links ]
Garcia, A.B., Vega, J.M.G., and Martinez-Tarazona, M.R. 1995. Effects of oil concentration and particle size on the cleaning of Spanish high-rank coals by agglomeration with n-heptane. Fuel, vol. 74, no. 11. pp. 1692-1697. [ Links ]
Horsfall, D.W., Zitron, Z., and de Korte, G.J. 1986. The treatment of ultrafine, especially by froth flotation. The Journal of South African Mining and Metallurgy, vol. 86, no. 10. pp. 401-407. [ Links ]
Isaac, K. 2019. The co-combustion Pperformance of South African coal and refuse derived fuel. MEng thesis, University of the Witwatersrand. https://hdl.handle.net/10539/29052 [Accessed 05 May 2021]. [ Links ]
Li, E., Lu, Y., Cheng, F., Wang, X., and Miller, J.D. 2018. Effect of oxidation on the wetting of coal surfaces by water: experimental and molecular dynamics silumation studies. Physiochemical Problems Mineral Processing, vol. 54, no. 4. pp. 1039-1051. [ Links ]
Liao, Y., Cao, Y., Liu, C., Zhao, Y., and Zhu, G. 2017. Comparison of the effect of particle size on the flotation kinetics of a low-rank coal using air bubbles and oily bubbles. The Journal of the Southern African Institute of Mining and Metallurgy, vol. 117. pp. 561-566. [ Links ]
Lu, Y., Wang, X., Liu, W., Li, E., Cheng, F., and Miller, J.D. 2019. Dispersion behaviour and attachment of high internal phase water-in-oil emulsion droplets during fine coal flotation. Fuel, vol. 253. pp. 273-282. [ Links ]
Netten, K., Moreno-Atanasio, R., and Galvin, K.P. 2016. Selective agglomeration of fine coal using a water-in-oil emulsion. Chemical Engineering Research and Design, vol. 110. pp. 54-61. [ Links ]
Netten, K., Borrow, D.J., and Galvin, K.P. 2017. Fast agglomeration of ultra-fine hydrophobic particles using a high-internal-phase emulsion binder comprising permeable hydrophobic films. Industrial and Engineering Chemistry Research, vol. 56, no. 38. pp. 10658-10666. [ Links ]
Netten, K. and Galvin, K.P. 2018. Rapid beneficiation of fine coal tailings using a novel agglomeration. Fuel Processing Technology, vol. 176. pp. 205-210. [ Links ]
Nicol, S.K., Smitham, J.B., and Hinkley, J.T. 1994. Measurement of coal flotation efficiency using the tree flotation technique. Cracow, Poland. Proceedings of the 12th International Coal Preparation Congress. pp. 1159-1166. [ Links ]
Fossil Fuel Foundation. 2011. The South African Coal Roadmap. Overview of the South African Coal value chain. http://www.fossilfuel.co.za/initiatives/2013/SACRM-Value-Chain-Overview.pdf. [accessed 20 April 2021]. [ Links ]
Wang, Q., Niida, H., Apar, P., Chen, Q., Gui, L., Qian, Q., Mitsumura, N., Kurokawa, H., Sekiguchi, K., and Sugiyama, K. 2012. Influential factors on the oil agglomeration process for recovery from different grade coals. Itoh, H., Brebbia, C.A., and Popov, V. (eds). Waste Management and the Environment VI. WIT Press, Southampton. pp. 1-448. [ Links ]
Wang, G., Bai, X., Wu, C., Li, W., Liu, K., and Kiani. 2018. Recent advances in the beneficiation of ultrafine coal particles. Fuel Processing Technology, vol. 178. pp. 104-125. [ Links ]
Xia, W., Yang, J., and Liang, C. 2013. A short review of improvement in flotation of low rank/oxidised coals by pretreatments. Powder Technology, vol. 237. pp. 1-8. [ Links ]
 Correspondence:
Correspondence:
P.M. Mashaba
Email: poitahmashaba@gmail.com
Received: 25 Jan. 2022
Revised: 28 Jul. 2022
Accepted: 4 Aug. 2022
Published: August 2022


{kind=link}
{kind=link}
{kind=link}
{kind=link}