










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.122 n.3 Johannesburg Mar. 2022
http://dx.doi.org/10.17159/2411-9717/1098/2022
PROFESSIONAL TECHNICAL AND SCIENTIFIC PAPERS
Development and beneficiation technology of rare earth ores in China
Y. ChenI, II; D. HeIII; J.H. PotgieterIV
ISchool of Materials and Chemical Engineering, Hunan Institute of Engineering, Xiangtan, China
IIHunan Huaqi Resource and Environment Science and Technology Development Co., Ltd, Zhuzhou, China
IIISchool of Xingfa Mining Engineering, Wuhan Institute of Technology, Wuhan, China
IVSchool of Chemical and Metallurgical Engineering, University of the Witwatersrand, South Africa
SYNOPSIS
The demand for rare earth elements (REE) is increasing rapidly owing to the emergence of new clean-energy and defense-related technologies. China's dominates the world production of REE. In this paper, we review the ore characteristics of four typical REE deposits in China and discuss the conventional beneficiation techniques, including gravity and magnetic separation, flotation, and hydrometallurgical processing of these ores. Some of the latest laboratory findings and industrial applications, as well as the development of novel reagents for REE processing in China are presented. The REE beneficiation technologies developed and employed in China could constitute a good case study for many other emerging projects being explored around the world.
Keywords: rare earth elements, mineralogy, flotation, processing technology.
Introduction
China has the largest resources of rare earth elements (REE) in the world, with an estimated 30% of global reserves (Hurst, 2010). China has dominated the world's REE market in the last two decades, accounting for 57.6% of the total global rare earth mine production in 2020 (Garside, 2021). With the rapid increases in the consumption of rare earths owing to the emergence of new clean-energy and defense-related technologies, there is increasing interest among governments, industry, and academics in the exploration of REE resources and expansion of new applications. China has several state key laboratories and research centres funded by the government and industry, such as the State Key Laboratory of Rare Earth Materials Chemistry and Applications, the State Key Laboratory of Rare Earth Resource Utilization, Baotou Research Institute of Rare Earths, and the General Research Institute for Nonferrous Metals (Mancheri, 2013), which focus on the comprehensive exploitation and utilization of REE as well as research on rare earth metallurgy, environmental protection, new rare earth functional materials, and rare earth applications in traditional industry.
This paper is designed to give the reader a brief introduction to China's REE resources, conventional technologies used in representative plants for beneficiating different ores, and recent progress in the processing of REE in China, which could be good references for many other emerging projects being explored around the world.
Current situation of China's rare earth industry
The REE are strategic materials for hi-tech products and military application in modern society. The conventional processing technology and applications for REE are shown in Figure.1 (Hurst, 2010). Since the introduction of reform and open policy in late 1970s, China's rare earth industry has been developed rapidly. Major progress has been made in research and development of mining, processing, and REE applications. The increasing expansion of industrial production has basically satisfied the needs of the nation's economic growth and social development (Chen, 2011).

After several decades of development, China has established four major rare earth production areas, i.e., the light rare earth production areas in Baotou of Inner Mongolia, Shandong Weishan, Liangshan of Sichuan, and middle and heavy rare earth production areas in five southern provinces. Currently, six state-owned miners are in charge of China's rare earth industry, in theory allowing the country to keep a strong handle on production, as China is constantly expediting reform in the rare earth industry.
The rapid development of China's rare earth industry has not only satisfied domestic demand for economic and social development, but also made important contributions to the world's rare earth supply. Despite its rapid development in the past decades, China's rare earth industry still faces many challenges and problems, including smuggling and illegal mining activities, environmental damage due to poor mining practice, and the growing challenge of meeting domestic needs for rare earths (Chen, 2011). A major concern surrounding China's REE industry is the negative impact it has on the environment due to lax mining practices. There is overproduction of low-end products and overflow for exporting, while high-end products are in short supply and the local market is dependent on imports (Wang, 2009). These challenges need to be addressed by researchers, engineers, and policy-makers.
Typical REE plants and beneficiation technology in China
The processing of REE-bearing minerals, including beneficiation, downstream metallurgical processing for the separation of the individual rare earths, and purification based on end-product applications, requires a great deal of investigation to fill the knowledge gaps surrounding the developing of rare earth projects. There are only three major REE-bearing minerals that are currently exploited commercially (bastnaesite, monazite, and xenotime), excluding ion-adsorbed clays, which currently undergo little or no beneficiation (Ni et al., 2012; Ren and Song, 2000). This part explores the current physical beneficiation of REE -bearing minerals, the unit operations employed, and some processes currently utilized at the major rare earth mines and processing plants in China.
Bayan Obo REE-Fe-Nb deposit
The rare-earth resources in Bayan Obo were discovered in 1927 and industrial production of rare-earth concentrates started from 1957. Though Bayan Obo is the largest REE deposit, it is a polymetallic Fe-(REE, Nb) deposit where iron is the primary product and REEs are the by-products. Bayan Obo is also the second largest niobium (Nb) deposit in the world. Table I shows the typical chemical composition of the ore. More than 80% of the light REE resources in China are distributed in the Bayan Obo region, Inner Mongolia, Northern China (Wu et al., 1996; Fan et al., 2010).
The Bayan Obo ore is mineralogically complex, containing 71 elements and 170 distinct minerals, More than 90% of the REE occur in discrete minerals, and about 4-7% are dispersed in iron minerals and fluorite. A total of 15 rare earth minerals are found, the principal ones being bastnaesite and monazite in a ratio of 7:3 or 6:4. Magnetite and haematite are the dominant Fe ore minerals (Li and Yang, 2014).
The mineralogical characteristics of REE-bearing minerals is a key parameter impacting beneficiation. Most of the Bayan Obo minerals, particularly in the banded ore, are very fine or extremely fine grained, particularly the Fe-REE-Nb minerals. The grain sizes of the REE minerals are in the range of 0.01-0.074 mm, with 70-80% falling in the < 0.04 mm size fraction.
The separation process for bastnaesite ores may employ numerous unit operations including gravity and magnetic separation. However, the Bayan Obo minerals are beneficiated primarily by flotation using a fatty acid or hydroxamate-based collector system (Chi et al., 2010). Bayan Obo ores are difficult to beneficiate due to their physical and chemical properties, and the close association of the REE with iron and gangue minerals. A great deal of work had been done in China on the beneficiation of the Bayan Obo REE deposits since the 1950s, and more than 20 beneficiation techniques have been reported. Significant progress on the processing of REE minerals was made in the early 1990s (Yu, 2000).
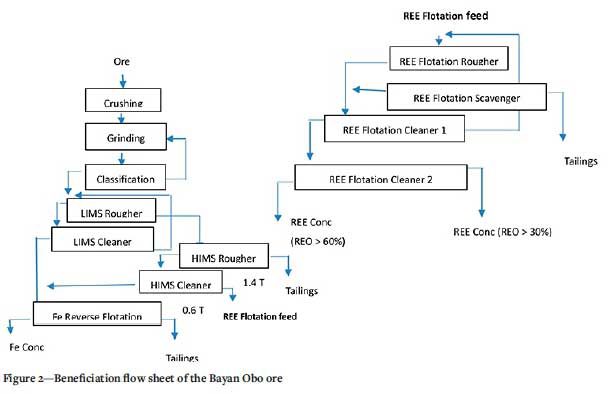
A flow sheet comprising low-intensity magnetic separation (LIMS), high-intensity magnetic separation (HIMS), and flotation, developed by Changsha Metallurgical Research Institute in 1990, was considered the most suitable to be used in industrial plants, and which is shown in Figure 2.
Initially, cyclic alkyl hydroxamic acid and alkyl hydroxamic acid were chosen as collector, although the selectivity was poorer than that of H205 (aromatic hydroxamic acid, developed in 1986). The concentrate grade and recovery of REE could be improved significantly by using the new-generation collector H205 with water-glass, while the sodium fluoride activator was not required (Zhu et al., 2000). By the end of 2012, the Bayan Obo flotation concentrator had achieved an annual throughput of 250 000 t of REE concentrates (50% rare earth oxides, REO).
Sichuan Mianning REE deposit
Mineralogy
The Mianning REE deposit, which was discovered in the mid-1980s, is an alkaline pegmatite carbonate-type deposit. The industrial reserve is 1 x 106 t, with an average grade of 3.7% REO. It contains both light and heavy REE. A typical chemical analysis is shown in Table II.

Bastnaesite is the main rare earth mineral; chevkinite and parisite are found in the ore as well. Other associated minerals are barite, fluorite, iron and manganese minerals, as well as small amount of galena. The ore can be classified into granular and powder types. The granular ore has a coarse grain size, > 1 mm. The grain size of the bastnaesite is between 1 and 5 mm.
The powder ore is the weathered product of the original ore and accounts for about 20% of the total reserve. The grade is about 3-7% REO and the grain size is 80% < 325 mesh (Li and Yang, 2014).
Beneficiation techniques
A combination of conventional physical separation operations -gravity concentration, magnetic-gravity separation, and gravity separation-flotation - is used: The flow sheet is shown in Figure 3. The presence of weathered amorphous Fe-Mn aggregates in the form of massive and powdered black sludge greatly influences the floatability of the REE minerals.
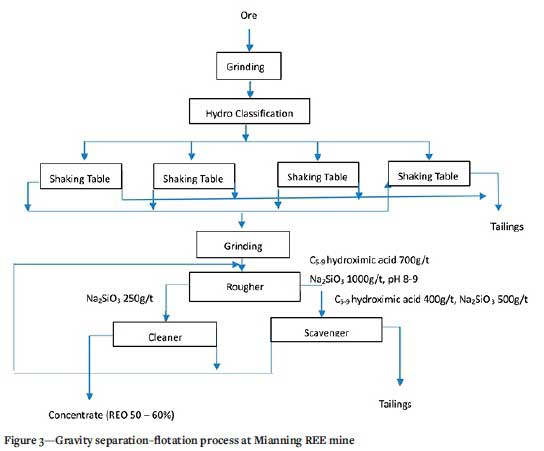
Rare earth minerals are good candidates for gravity separation as they have relatively high specific gravities (4-7) and are typically associated with gangue material (primarily silicates) that are significantly less dense. The ore is ground to 62% passing 200 mesh and wet-classified into four size fractions. Shaking tables are used to process the fractions separately. Three different grades of bastnaesite concentrates are obtained with grades of 30%, 50%, and 60%. The overall recovery is around 75% (Ni et al., 2012)
Magnetic separation techniques are a common separation step in rare earth mineral beneficiation to eliminate highly magnetic gangue, or to concentrate paramagnetic REE-bearing minerals such as monazite or xenotime. After grinding, the ore is concentrated by LIMS and HIMS and a magnetic concentrate with a grade of 5.64% is obtained. The recovery in the magnetic circuit is 74.2% with a yield of 42%. The magnetic concentrate is then classified into four size fractions that are processed separately by shaking tables. The final concentrate has a grade of 52.3% REO, with an overall recovery of around 55%.
Froth flotation is commonly applied to the beneficiation of rare earth ores since it is able to process a wide range of fine particle sizes and can be tailored to the unique mineralogy of a given deposit. As shown in Figure 3, the ore is ground to 50% passing 200 mesh and wet-classified into four size fractions. The classified fractions are concentrated on shaking tables. The overall grade of gravity concentrate is 30% REO with a REE recovery of 74.5%. The gravity concentrate is reground to 70% passing 200 mesh for flotation. C5-9 hydroximic acid (H205) and phthalate in the ratio of 1:1, sodium carbonate, and sodium silicate are used as the flotation reagents at pH 8-9. By using one rougher, one cleaner, and one scavenger stage a concentrate with a grade of 50-60% REO is acquired with a REO recovery of 50-60%.
Shandong Weishan REE deposit
Mineralogy
The Shandong Weishan deposit was discovered in 1958 and exploration was completed in 1975. The reserve of REE was about 2.55 x 106 t and the average geological grade was 3.13%. This is a quartz-barite-carbonate type REE ore deposit. The main rare earth minerals are bastnaesite and parasite, and the main associated minerals are barite, calcite, quartz and fluorite. The grain size of the rare earth minerals is in the range of 0.040.5 mm. The chemical composition is shown in Table III.
Beneficiation techniques
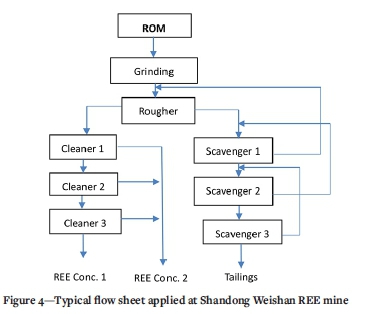
The Weishan REE flotation plant had been in operation since the beginning of the 1980s. Many technological flow sheets and reagent suites have been tested to optimize the metallurgical performance. For the typical conventional processing flow sheet, the ore was ground to 65-75% passing 200 mesh and the REE minerals were floated with one rougher stage followed by three cleaner and three scavenger stages. In the 1980s oleic acid and kerosene were used as collectors at pH5, adjusted by sulphuric acid. Since 1991, as the ore grade dropped to 3-4%, a specific collector with the formula C6H4OHCONHOH has been used with the addition of sodium silicate and L101 frother. The flotation is operated at weak alkaline conditions of pH 8-8.5. The flotation concentrate has a grade of >60% REO at a recovery of 60-70%. A secondary REE concentrate with the grade of 32% REO at a recovery of 10-15% is also obtained. The conventional beneficiation process applied in this ore is shown in Figure 4.
Weathered crust elution-deposited rare earth ores (ion-w adsorption clays)
Mineralogy
Ion adsorption rare earth ores consist of aluminosilicate minerals (e.g. kaolinite, illite, and smectite) and contain 0.05-0.3 wt% REE that are physically adsorbed at sites of permanent negative charge. These deposits are the result of in-situ lateritic weathering of rare-earth-rich host rocks (granitic or other igneous rocks). The very fine-grained clay particles have the capability of adsorbing lanthanide ions released/dissolved during weathering. Subtropical climates present ideal conditions for this lateritic process to occur (Papangelakis and Moldereanu, 2014).
The ion-adsorption clay deposits of REE were first discovered in 1969 in the Jiangxi Province (southern China) and were recognized as a novel type of exogenous rare earth ore. Since then, further deposits have been discovered and mined throughout the south of China. The known reserve of weathered crust elution-deposit rare earth ores in China is over 1 x 106 t REO, which constitutes over 80% of the world total heavy REE reserve. China currently produces about 1 x 104 t concentrate (REO>6o%) from this type of ore annually.
Although ion-adsorption clay deposits are substantially lower grade than other types of lanthanide resources, the lower grade is largely offset by the lower mining and processing costs and the very low content of radioactive elements (normally associated with yttrium). These deposits are mined by open-pit methods and no ore beneficiation is required. A simple leaching by monovalent sulphate or chloride salt solutions at ambient temperature can produce a high-grade REO product. Because of their abundance in surface layers and simple mining and processing these clays warrant a detailed study as important sources of rare earths (Chi and Tian 2008).
Extraction techniques
The ion-adsorption clays contain anywhere between 0.05 and 0.3 wt% rare earths, 60-90% of which occur as physically adsorbed species that are recoverable by simple ion-exchange leaching. In the typical procedure, the ores are leached with concentrated inorganic salt solutions of monovalent cations. During leaching, the REE are selectively desorbed and substituted on the substrate by the monovalent ions, and transfer into solution as soluble sulphates or chlorides, following a 3:1 stoichiometry. Solubilized REE are usually selectively precipitated with oxalic acid to form oxalates that are subsequently converted to REO by roasting at 900°C. Finally, the mixed REO are separated by dissolution in HCl followed by fractional solvent extraction. Approximately 99% of the REO can be recovered by a five-stage countercurrent leaching process (Chi and Tian 2008).
China has been at the forefront of research and development for these unique deposits, applying the ion-exchange leaching procedure for the extraction of lanthanides via three successive generations of technology. The first-generation leaching technology employed batch leaching with NaCl, The second-generation technology used batch and heap leaching with (NH4)2SO4, and the third generation comprised in-situ leaching with (NH4)2SO4, which has been summarized by Chi et al. (2013). The conventional flow sheet is shown in Figure 5.

The in-situ leaching technique is also currently applied in China for the recovery of residual REE from the tailings of older batch and heap leaching operations. The implementation of in-situ leaching requires comprehensive geological surveys in order to determine the hydrogeological structure of the area, ore characteristics, grade, orientation and the permeability of the host rock. The procedure can only be applied to an orebody with suitable permeability and underlain by solid bedrock without fissures. Failure to conduct diligent geological surveys may result in serious environmental degradation such as underground water contamination, mine collapse, and landslides, as well as unsustainable REE recoveries (Tian et al., 2010).
Technology developments
Development offlotation reagents
A major difficulty in the separation of REE by flotation is due to their surface characteristics being similar to the two main contaminants: carbonates and silicates. Oxalic acid is one of the organic acids most widely used to depress the gangue minerals (carbonates and haematite) during flotation of ores that containing oxide minerals (Jordens et al., 2013; Chehreh et al., 2015). The development of REE separation techniques is often closely linked to flotation reagent development. Mineral processing researchers have synthesised and/or modified many kinds of reagents aiming at improving the metallurgical performance of REE flotation since the 1960s, such as reagents containing nitrogen, phosphorus, carboxylic acid etc., some of which have been successfully applied in industry (Jordens et al., 2013). Recently, more work has been done to synthesise or modify collectors and flocculants for fine particles to enhance the metallurgical performance of existing plants (Li et al., 2018; Fan et al., 2017). Since China is the world's largest producer of REE, it is interesting to follow the development of leaching reagents for REE flotation in China.
Nitrogen-containing reagents
Based on the type of non-polar groups, nitrogen-containing reagents can be classified as alkyl, cyclo-alkyl, and aromatic types. Generally speaking, hydroxamic acid has a stronger chelating capacity with many metal ions - however, it has a weaker chelating capacity with alkaline earth metal ions and superior chelating capacity with REE, tungsten, and niobium metal ions (Wang, 1981). Since the 1960s, the synthesis of hydroxamate reagents has been extensively studied in China. Alkyl, cycloalkyl, aromatic, and other hydroxamates were developed and successfully commercialized for flotation at the Baotou and Sichuan REE mines, and good results were obtained. Currently, C5-9 alkyl hydroximate, H205, and H316 are widely applied in commercial REE flotation plants in China (Yu, 2000; 1998). Theoretical studies indicated that H205 attaches to bastnaesite surfaces mainly by chemisorption, as an O-O type 5-membered chelated ring is formed by chemical reaction, with multilayer and inhomogeneous physical adsorption. Reagent H316 is a modification of H205, with better selectivity, stability, and fluidity, which does not require saponification by aqueous ammonia, and is an effective collector for REE flotation. The combination of H316 with H103 and water glass has been successfully applied at Baotou Steel (Ren et al., 2000; 2003).
Phosphorus-containing reagents
Traditionally, phosphorus-containing reagents were widely used in the flotation of oxide minerals such as cassiterite, scheelite, and wolframite. This kind of reagent has been investigated for the beneficiation of REE minerals in China since the 1980s. The reaction mechanism of the alkyl phosphate ester on the surface of REE minerals (bastnaesite and monazite) has been studied in detail. Alkyl phosphate ester has good selectivity for bastnaesite over monazite due to its structural characteristics. The hydrophobic group is aromatic and its centric atom is phosphorus instead of carbon. IR spectra test work indicated that styrene phosphinic acid could form special species with REE cations, which can be explained by the electronic theory of organic chemistry as the interaction between atoms in the organic conjugated system results in the delocalization of bonds, leading to a reduction in the energy of the system, which will strengthen the stability of the dissociated negative ions of styrene phosphinic acid, thus improving the flotation selectivity (Zhang et al., 1982). Organic phosphoric acids were applied in combination with auxiliary kerosene at the REE beneficiation plant at Weishan in Shandong Province in the mid-1980s, with satisfactory results.
Synergistic effect of mixed reagents
It is well known that mixtures of various flotation collectors are often more effective than would be expected from their individual characteristics. This phenomenon is a classic example of synergism in flotation in which the combined effect exceeds the sum of the weighted individual effects (Bradshaw et al., 1998).
Normally, mixed reagents can enhance the selectivity, decrease the reagent consumption, reduce the reagent costs, and improve metallurgical performance.
Aromatic hydroxamic acid has good selectivity for rare earth minerals, although its collecting ability for bastnasite is relatively poor. The combination of aromatic hydroxamic acid and a small amount of strong cycloalkyl hydroxamic acid can overcome the shortcomings and enhance the recovery of bastnasite (Che et al., 2004). Hydroxamic acid collectors have good performance but are somewhat expensive. A mixture of hydroxamic acid, isooctyl alcohol, and kerosene was tested at one REE plant and showed a marked synergistic effect, with enhanced collecting ability and good selectivity, and which not only reduced the consumption of hydroxamic acid, but also reduced the cost of industrial production (Zhu et al., 2000). In order to meet increasing market demand and lower the reagent costs for REE beneficiation, further work has been done to identify a co-collector to be combined with hydroxamic acid for REE flotation. New developments in reagent combinations generally have a rapid effect on production. Practical experience has proved that the combined use of reagents is an effective way to reduce reagent costs and is undoubtedly important direction for research.
Industrial applications
Usually, rare earth minerals are finely disseminated (sometimes < 10 urn) and intimately associated with gangue minerals, thus fine grinding is necessary in order to obtain effective liberation. Also, rare earth minerals are brittle and easily become slimed in the grinding process, which makes it difficult to get a good flotation recovery (Yu et al., 2014). Yin (2013) tested different physical separation processes such as gravity separation, electrostatic separation, magnetic separation, and flotation to recover REE from Baotou Bayan Obo tailings containing 6.70% REO , 12.94% total iron, 11.7% silicon oxide, 12.50% fluorine, and 30.34% calcium oxide. The main minerals of economic interest are bastnaesite and monazite. A single rougher stage (high-intensity magnetic separation) followed by three flotation cleaner stages produces a final concentrate with a rare earth grade of 19.87% at a recovery of 7.10%.
Xiong and Chen (2009) studied the beneficiation of bastnaesite from Mianning Sichuan, using water glass as depressant and a modified hydroxamic acid as collector. The pH of the pulp was controlled within 7.5-8 in order to improve the metallurgical performance. A concentrate with REO grade of 62.10% and recovery of 86.98% was achieved in bench scale test work.
Processing of alkaline hard-rock rare earth deposits
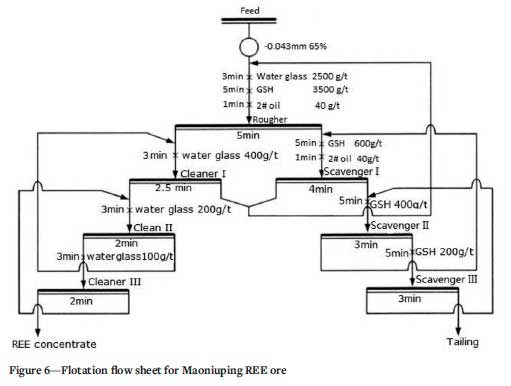
The alkaline hard-rock rare earth ores are located in Maoniuping Sichuan Province, and constitute the second largest REE reserve in China after Bayan Obo. In the past, only the rare REE-bearing minerals could be recovered by conventional processing technology, while large amounts of barite, fluorite, and other associated minerals were discarded as tailings.
Wang et al. (2013) and Cao et al. (2013) carried out comprehensive tests to compare different separation process and a novel flow sheet was developed and applied on site. The nonmagnetic gangue, including large amounts of slimes, is discarded via WHIMS, then gravity separation is used to discard any low specific gravity gangue and produce a final concentrate. The middling stream from the shaking tables is processed by flotation to increase the recovery of fine particles.
The effect of various parameters, including grinding fineness, type and dosage of regulators, collectors, and promoters, pulp density, conditioning time, and temperature were studied systematically by comparative trials. A selective hydroxamic acid collector, known as GSH, and sodium silicate as regulator are used to produce a REO flotation concentrate with grade of 65.11% at 17.05% recovery. The two concentrate streams from the shaking tables and flotation are combined to form the final REO concentrate with a grade of 65.08% at an overall recovery of 84.61%. The reagent suite and flotation flow sheet are shown in Figure 6 (Cao et al., 2013).
Flotation separation of ultrafine rare earth minerals
Yu (2014) tested many kinds of depressant for their effectiveness in separating bastnasite from fluorite and calcite, which are the main gangue minerals in low-grade refractory rare earth ore from Hubei Province. The results showed that fluorite and calcite were completely depressed at a sodium citrate dosage of 140 mg/L, although bastnasite was depressed as well. At a sodium silicate dosage of 40 mg/L, fluorite and calcite were completely depressed, while bastnasite was partly depressed. The floatability of the three minerals remained unchanged with increasing dosages of sodium fluosilicate, and fluorite and calcite could not be completely depressed. However, sodium silicate showed better selectivity when H205 was used as collector at a pH around 9.
Based on the laboratory studies, good metallurgical performance could be obtained using sodium silicate as depressant, H205 as collector, and BY-10 as auxiliary collector. The feed could be upgraded from 0.69% REO to 43% with 48% recovery in the open circuit test, while in locked cycle testing the grade of the final concentrate was 27% with a recovery of 80%. Further tests were carried out on site at the pilot scale (Yu et al., 2014; Yin, 2013). The results are listed in Table IV, and the flow sheet for the locked cycle test and pilot-scale test is shown in Figure 7.


Conclusions
Rare earths are an important, non-renewable natural resource with increasingly wide applications in economic and social development. The REE comprise elements of the lanthanide series as well as yttrium, and are found in over 250 different minerals. China is among the countries with relatively rich rare earth reserves, and since the 1950s remarkable progress has been made in the country's rare earth industry. After many years of effort, China has become the world's largest producer, consumer, and exporter of rare earth products.
Globally, rare earths are not that rare, but they are not found in economically exploitable concentrations, thus they are quite expensive to extract if they are to be processed with smaller footprints and less harm to the environment. Companies have to now engage in more costly and less environmentally harmful mining and metallurgical processes and make efforts to develop a real 'green economy' in the long chain of REE mining and downstream applications.
After many years of development, China has established a relatively complete R&D system, pioneered numerous advanced technologies in rare earth mining and processing, and laid a solid foundation for efficient exploitation and utilization of rare earth resources. The REE beneficiation technologies developed and employed in China could be a good reference for many other emerging projects being explored around the world.
Acknowledgements
The authors would like to thank the Ministry of Land and Resources for providing funding to Dr Dongsheng He via the Research Fund Programme of the Key Laboratory of Rare Mineral (grant no.KLRM-KF201801).
References
Bradshaw, D.J., Harris, P.J., and O'Connor, C.T. 1998. Synergistic interactions between reagents in sulphide flotation. Journal of the South African Institute of Mining and Metallurgy, vol. 98, no. 4. pp. 189-194, [ Links ]
Cao, Y.D., Cao, Z., Li, J., Qu, Q.L., and Wang, J.L. 2013. Current study situation and development on flotation of rare earth in Baiyunebo Mine. Mining Machinery, vol. 41, no. 1. pp. 93-96 [in Chinese]. [ Links ]
Chehreh, S., Rudolph, M., Leistner, T., and Peuker, U.A. 2015. A review of rare earth minerals flotation: monazite and xenotime. International Journal of Mining Science and Technology, vol. 25, no. 6. pp. 877-883. [ Links ]
Che, L.P., Yu, Y.F., Pang, J.X., Yuan, J.Z., and Zhang, F.G. 2004. Application and trend of hydroximic acid as collectors on flotation of RE minerals. Chinese Rare Earths, vol. 25, no. 3. pp. 49-54. [ Links ]
Chen, Z.H. 2011. Global rare earth resources and scenarios of future rare earth industry. Journal of Rare Earths, vol. 29, no. 1. pp. 1-6 in Chinese]. [ Links ]
Chi, R.A. and Tian, J. 2008. Weathered Crust Elution-deposited Rare Earth Ores. Nova Science, New York. pp. 56-62. [ Links ]
Chi, R.A., Tian, J., Luo, X., Xu, Z., and He, Z. 2013. Basic research on the weathered crust elution-deposited rare earth ores. Proceedings of the 52nd Conference of Metallurgists (COM 2013), Montreal, Canada. Goode, J., Moldoveanu, G., and Rayat, M. (eds). Canadian Institute of Mining and Metallurgy, Montreal. https://ir.nsfc.gov.cn//paperDownload/1000007330377.pdf [ Links ]
Chi, R.A., Xu, S., Zhu, G,, Xu, J., and Qiu, X. 2010. Beneficiation of rare earth ore in China. Metals, Light, Technical Sessions at the 130th TMS Annual Meeting, TMS Aluminum Committee, New Orleans. [ Links ]
Fan, H.L., Wang, J.Y., Qu QL., and Liu, M.B. 2017. Separation of rare earth minerals from Bayan Obo ore by direct flotation process. Chinese Rare Earths, vol. 38, no. 3. pp. 76-84 [in Chinese]. [ Links ]
Fan, H.R., Yang, K.F., Hu, F.F., Wang, K.Y., and Zhai, M.G. 2010. Zircon geochronology of basement rocks from the Bayan Obo area. Inner Mongolia, and tectonic implications. Acta Petrologica Sinica, vol. 26, no. 6. pp. 1342-1350. [ Links ]
Garside, M. 2021. Rare earth reserves worldwide by country 2020. https://www.statista.com/statistics/277268/rare-earth-reserves-by-country/ [ Links ]
Hurst, C. 2010. China's REE industry: What can the West learn? Institute for the Analysis of Global Security (IAGS). https://pdfs.semanticscholar.org/c6bc/e4de0299f7f40baa69b4378c73b476b8611f.pdf [accessed March 2010], [ Links ]
Jordens, A., Cheng, Y.P., and Waters, K.E. 2013. A review of the beneficiation of rare earth element bearing minerals. Minerals Engineering, vol. 41, no. 2. pp. 97-114. [ Links ]
Li, L.Z. and Yang, X.S. 2014. China's rare earth ore deposits and beneficiation techniques. Proceedings of ERES2014: The 1st European Rare Earth Resources Conference, Milos, Greece, 4-7 September. pp. 26-36. [ Links ]
Li, M., Gao, K., Zhang, D.L., Duan, H.J., Ma, L.L., and Huang, L. 2018. The influence of temperature on rare earth flotation with naphthyl hydroxamic acid. Journal of Rare Earths, vol. 36, no. 1. pp. 99-107 [in Chinese]. [ Links ]
Mancheri, N., Sundaresan, L., and Chandrashekar, S. 2013. Dominating the world China and the rare earth industry. International Strategic and Security Studies Programme, Bangalore, India, National Institute of Advanced Studies. [ Links ]
Ni, X., Parrent, M., Cao, M.L., Huang, L.M., Bouajila, A., and Liu, Q. 2012. Developing flotation reagents for niobium oxide recovery from carbonatite Nb ores. Minerals Engineering, vol. 36-38. pp. 111-118. [ Links ]
Papangelakis, V and Moldereanu, G. 2014. Recovery of rare earth elements from clay minerals. Proceedings of ERES2014, the 1st European Rare Earth Resources Conference, Milos, Greece, 4-7 September. pp. 191-202 [ Links ]
Ren, J., Song, S.X., Valdivieso, A.L., and Lu, S.C. 2000. Selective flotation of bastnaesite from monazite in rare earth concentrates using potassium alum as depressant. International Journal of Mineral Processing, vol. 59, no. 3. pp. 237-245. [ Links ]
Ren, J., Wang, W.M., Luo, J.K., Zhou, G.Y., and Tang, F.Q. 2003. Progress of flotation reagents of rare earth minerals in China. Journal of Rare Earths, vol. 21, no. 1. pp. 1-8 [in Chinese]. [ Links ]
Tian, J., Yin, J.Q., Chi, R.A., Rao, G.H., Jiang, M.T., and Ouyang, K.X. 2010. Kinetics on leaching rare earth from the weathered crust elution-deposited rare earth ores with ammonium sulfate solution. Hydrometallurgy, vol. 101, no. 3-4. pp. 166-170. [ Links ]
Wang, C. 2009. Strategic metal report: Rare earths. Proceedings of the Minor Metals and Rare Earths Conference, Beijing, China [in Chinese]. [ Links ]
Wang, C.H., Qiu, X.Y., Hu, Z., and Tong, X. 2013. Study on the flotation mechanism of bastnaesite by sodium oleate. Chinese Rare Earths, vol. 34, no. 6, pp. 24-30 [in Chinese]. [ Links ]
Wang, D.Z .1981. Principles and Application of Flotation Reagents. Metallurgical Industry Press, Beijing [in Chinese]. [ Links ]
Wu, C., Yuan, Z., and Bai, G. 1996. Rare-earth deposits in China. Rare Earth Minerals: Chemistry, Origin and Ore Deposits. Jones, A.P., Wall, F., and Williams, C.T. (eds). Chapman and Hall, London. pp. 281-293. [ Links ]
Xiong, W.L. and Chen, B.Y. 2009. Beneficiation study on rare earth ore in Mianning of Sichuan. Chinese Rare Earths, vol. 30, no. 3. pp. 89-92 [in Chinese]. [ Links ]
Yin, W.B. 2013. Study on rare earth mineral separation from Baotou rare earth tailings, PhD thesis, North Eastern University, China [in Chinese]. [ Links ]
Yu, B.Q., Che, X.K., and Zheng, Q. 2014. Flotation of ultra-fine rare-earth minerals with selective flocculant PDHA. Minerals Engineering, vol. 60. pp. 23-25. [ Links ]
Yu, Y.F. 1998. New progress of separation technology on the comprehensive recovery of iron, rare earth from medium-deficiency oxide ore in Baiyunebo mine. Mine, no. 2. pp. 15-19 [in Chinese]. [ Links ]
Yu, Y.F. 2000. Dressing technology of REE ore of China and Its development. West China Exploration Engineering, vol. 63, no. 2. pp. 1-4 [in Chinese]. [ Links ]
Zhang, J.S., Que, X.L, and Jian, B.X. 1982. Collecting role of organic phosphoric acids on rare earths of Weishan. Nonferrous Metals, vol. 34, no. 2. pp. 29-36 [in Chinese]. [ Links ]
Zhu, S.H., Xun, Z.Y., Feng, J., Lu, Y.T., and Dong, F.L. 2000. Study on the collectors for bastnasite flotation and their mixture application. Metal Mine, vol. 290, no. 8. pp. 33-34 [in Chinese]. [ Links ]
 Correspondence:
Correspondence:
Y. Chen
Email: chenyunhn@hotmail.com
Received: 21 Jan. 2020
Revised: 27 Oct. 2021
Accepted: 1 Feb. 2022
Published: March 2022


{kind=link}
{kind=link}
{kind=link}