










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.121 n.11 Johannesburg Nov. 2021
http://dx.doi.org/10.17159/2411-9717/1710/2021
PROFESSIONAL TECHNICAL AND SCIENTIFIC PAPERS
http://dx.doi.org/10.17159/2411-9717/1710/2021
Improving productivity at an open-pit mine through enhanced short-term mine planning
T.J. Otto; G.C. Lindeque
Anglo American Kumba Iron Ore, South Africa. ORCID: T.J. Otto: https://orcid.org/0000-0002-3573-5627
SYNOPSIS
Productivity is improved by increasing the ratio of output to input. In an operating open-pit mine, improving the productivity of heavy mining equipment (HME) enables the unit cost of production to be reduced. To optimize HME productivity, the Kolomela open-pit iron ore mine transitioned to an enhanced short-term mine planning (STMP) process that supports the application of a manufacturing-type operating model. At the core of the enhanced STMP process is a focus on integration across the open-pit mining value chain. The interdependencies between mining activities are highlighted and emphasized, thus ensuring that mining activities are synchronized.
The improvements related to HME productivity were monitored from 2019 to 2020. The utilization of mining area in the Leeuwfontein pit improved from 71% to 90%, and the blasting frequency reduced by 14% while the average blast size increased by 17%. The distance travelled during shovel relocations between mining phases reduced by 16%, and the lost time associated with drills relocating reduced by 53%. These productivity improvements resulted in an 11% increase in the loading rate of the main waste shovel at Kolomela from 0.9 Mt/month in 2019 to 1.0 Mt/month in 2020. The enhanced STMP process can be adapted to other open-pit mining operations.
Keywords: open-pit mining, productivity, heavy mining equipment, short-term mine planning.
Introduction
One of the major objectives of mining companies is to minimize the unit cost of production at their operations. Lumley and McKee (2014) indicated that mining companies adopt one of two operational strategies to achieve this goal. The first strategy is a volume strategy, where the unit cost is reduced by increasing output (potentially at increased marginal cost). The second strategy is a cost reduction strategy, where the production output is stable but cost is minimized. Many open-pit mining operations have limited scope to increase output due to downstream constraints such as logistics and market demand. Therefore, a cost reduction strategy is often pursued.
Productivity improvement
According to Neingo and Tholana (2016), productivity is measured in different ways, which include indicators such as unit cost, output per employee, and output per unit capital equipment. In this paper the productivity indicator adopted is the output per unit capital equipment, i.e., heavy mining equipment (HME) productivity. For the management of an operating open-pit mine, improving the productivity of the mining equipment is a major enabler for executing a cost reduction strategy. Productivity is improved when the ratio of output to input is increased. This could be achieved through more production output for a fixed input, the same production output for less input (a cost reduction strategy), or more production output for less input (Mitchell, 2017). Fundamentally, the goal is to get the maximum return from the capital invested in mining assets.
Lumley and McKee (2014) argued that for productivity improvements to be realized, open-pit mining operations need to pay attention to the efficiency of their HME fleets. The HME fleets represent a major capital investment and typically consist of rope and/or hydraulic shovels, front end loaders, haul trucks, blast-hole drills, and ancillary equipment. The aim of productivity improvements at many open-pit mining operations is to maximize the tons mined by the existing mining equipment fleet over a certain period in a safe and sustainable manner, while effectively executing the underlying mine plan. 'This means digging and hauling more dirt with each shovel and truck' (Lala et al, 2016, p. 7).
Between 2016 and 2020 many major mining companies turned their focus to a cost reduction strategy underpinned by productivity improvement as the preferred approach to reduce unit costs. The mining industry's focus on productivity improvements is delivering results. For example, the relationship between productivity improvements and unit cost reduction is clearly illustrated in the Anglo American 2019 interim results presentation. In the first half of 2019, Anglo American reported a 103% improvement in productivity and a resultant 27% reduction in unit cost from a 2012 base (Anglo American, 2019).
How did mining companies respond to the productivity improvement challenge and manage to improve the productivity of their open-pit mining operations? Broadly, two approaches were taken. Firstly, operational excellence programmes were rolled out with the aim of optimizing and improving processes across the open-pit mining value chain. Secondly, investments were made in technology and digitalization; this further enhanced the ability of open-pit mines to deliver reliable performance in line with productivity improvement targets. Mining companies followed diverse implementation methodologies, and some combined the two approaches. This paper focuses on the operational excellence approach.
Short-term mine planning
Mine planning, and specifically short-term mine planning (STMP), supports productivity improvements at open-pit mines. STMP plays a critical role in operational excellence programmes, which in turn results in improved HME productivity.
Mine planning can be defined as a process in mining engineering which transforms a mineral resource into the best productive mining business (Morales and Rubio, 2010). The mine planning process is cyclical, and mine plans are regularly updated to incorporate the latest available information and changes in the macro-economic environment (Vivas and Nava, 2014).
Most open-pit mining operations follow a systematic and disciplined mine planning process involving three distinct levels or horizons of planning, namely the long-term (strategic), medium-term (tactical), and short-term (operational) planning horizons (L'Heureux, Gamache, and Soumis, 2013). Each of these horizons represents a different level of risk and has different objectives. The planning horizons are nested in each other, and the mining plans with a longer timeframe pass down guidance and restrictions in decisions to the shorter-term plans. The main objectives at each of the planning horizons are firstly, to provide appropriate mine designs, and secondly, to determine the sequence in which material should be mined and processed to ensure that volume, blending, and equipment utilization targets are met (Burt et al., 2015).
According to Blom, Pearce, and Stuckey (2019) long-term and short-term planning at open-pit mines differ in several dimensions. The main differences include:
> The level of detail modelled. Long-term plans use a grid of equally-sized blocks to define the orebody and typically do not consider the full suite of mining operational activities, while short-term plans are more practical, use irregularly-shaped blast blocks, and consider the precedence in the operational activities such as block preparation, drilling, blasting, loading, and hauling.
> The timeframe considered. Long-term plans cover the life-of-mine of an open-pit mine using quarterly to yearly increments, while short-term plans cover a period of up to three months in daily and weekly periods.
> The level of decision-making. Long-term plans provide inputs to strategic decision-making such as the placement of major infrastructure and the timing of expansions, while short-term plans contribute to operational decisions such as plant throughput, feed quality, and blending considerations as well as the placement and utilization of HME.
STMP is important in that it provides a link between the guidance provided by the longer-term mining plans and the execution thereof. According to Upadhyay and Askari-Nasab (2018) the whole planning process at open-pit mines is ineffective when STMP is not done well. 'Short-term planning thus may be regarded as critical to achieve the mine's operational objectives and strategic targets.' (Upadhyay and Askari-Nasab, 2018, p. 153).
The STMP process consists of two main components. Firstly, the mine design component provides detailed designs for the mining activities within a phase or pushback of an open-pit mine. A high level of detail is important to ensure the planned excavations are safe and provide sufficient operating space. Access to the phase and mining benches must also be considered. This is achieved by designing mining blocks, access ramps, and infrastructure considering all the mining activities and the interactions between these activities in detail. Secondly, the mine scheduling component considers the sequence and timing of mining activities.
The time horizon for STMP spans several weeks to months. Blom, Pearce, and Stuckey (2017) referred to a STMP horizon of 13 weeks, and this is a typical duration for STMP at large open-pit mining operations. STMP is a rolling schedule that is updated weekly, fortnightly, or monthly, depending on the complexity and scale of the operation. STMP is typically conducted in detail on a day-to-day basis. The mining activities considered include access ramp construction, infrastructure establishment (such as electricity distribution and dewatering), block preparation, drilling, blasting, loading, and hauling.
Although the specific objectives prioritized and optimized by the STMP horizon vary from site to site and across various commodities, there are four main objectives for STMP that are defined as follows (Blom, Pearce, and Stuckey, 2019, 2017; Upadhyay and Askari-Nasab, 2018, 2017; Burt et al, 2015; Vivas and Nava, 2014; De Souza e Silva, Moura, and Lanna, 1999):
> The effectiveness of the STMP, indicated by the plan's ability to achieve the production throughput and quality targets set by the longer-term plans
> The spatial alignment of the STMP to longer-term plans, considering deployment priorities for resources, thus ensuring spatial compliance to the longer-term planning horizon
> The way the STMP enables efficiency by optimizing (or maximizing) the productivity of HME
> Practical executability of the STMP through including a high level of detail in the STMP process, which contributes to the plan being realized in the field.
Ultimately, the aim of STMP is to ensure a detailed understanding of the critical mining path, related HME interactions and other constraints, and risks and opportunities that will result in achieving the four objectives of throughput and quality, alignment with longer-term plans, HME productivity, and executability. When an open-pit mine has an effective STMP process in place, accurate and detailed mine plans can be produced, communicated, and executed. This paper explores how a well-developed STMP process supports the implementation of operational excellence programmes at open-pit mines.
Manufacturing-type operating models underpinned by STMP
One of the key pathways to achieving operational excellence at open-pit mines is the implementation of manufacturing-type operating models. This reduces variability, leading to increased predictability. Wessels (2009) describes the implementation of a manufacturing-type operating model, referred to as the Business Process Framework (BPF), at AngloGold Ashanti. Figure 1 shows the major elements of this operating model.
The green block identifies the elements associated with STMP. The importance of planning ahead of execution is highlighted by Wessels (2009, p. 18): if the work is planned, scheduled and properly resourced ahead of execution, the desired outcome will be achieved more consistently and at lower cost'. According to Wessels (2009), the BPF starts off by setting the strategy, business expectations, and performance targets, then planning and scheduling, followed by the execution of the work, and finally measuring and analysis of the results. This process design is also referred to as the 'Plan, Do, Check, Act' improvement cycle.
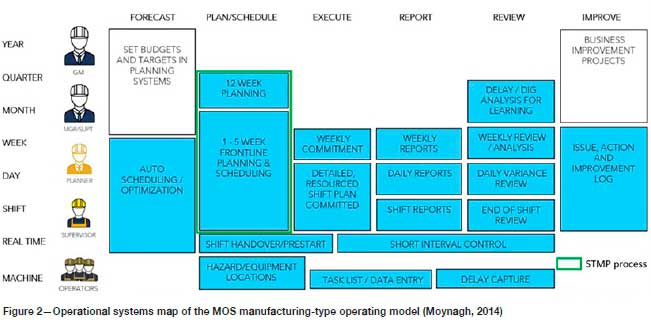
The Management Operating System (MOS) is another example of a manufacturing-type operating model. The operational systems map shown in Figure 2 represents the various elements of the MOS and how these elements are connected.
The MOS is a model used to manage people and processes to deliver results by reducing variability and steadily improving process performance (Moynagh, 2014). This manufacturing-type operating model connects plans with the work that is going on at the front line with the aim of improving operational performance. Effective planning that connects the work to be done and the associated targets with the equipment required to achieve the planned results underpins the MOS manufacturing-type operating model (Moynagh, 2014). The green block in Figure 2 identifies the elements of the MOS associated with STMP.
Manufacturing-type operating models focus on detailed planning, standardized work, and disciplined execution (Lala et al., 2016). Mysore (2019) indicated that mining companies are considering their operations as smart factories and are adopting the principles of lean manufacturing. An example of a mining company that has successfully implemented such a manufacturing-type operating model is Anglo American. In its 2019 interim results presentation, Anglo American (2019) stated that applying a manufacturing-type approach to mining had resulted in improved safety, reduced variability, and lower costs. BHP is also focusing on operational excellence in order to assist its businesses to work smarter and make its mines operate more like factories (Jurgens, 2017). Rio Tinto aims to improve productivity through focusing on operational excellence, thereby enhancing mining capacity and generating superior shareholder returns (Rio Tinto, 2016).
According to Aucamp (2020), operational excellence can be achieved by focusing on three areas - increased predictability (or reduced variability), one plan visible to all, and greater productivity. These focus areas have an optimal sequence, are interdependent, and have cause and effect relationships. Starting with one visible plan will reduce variability, which will lead to higher productivity. The optimal starting point for operational excellence programmes at open-pit mines is therefore at the mine planning stage, and specifically STMP.
Otto and Musingwini (2019) indicated that the quality and integrity of the mine planning process is of critical importance to ensure the effective operation of a large open-pit mine. Griesel et al. (2014) stated that the ability to generate consistent, practical, and accurate plans is central to achieving success in any mining environment. Detailed mine planning is required to mitigate variability, and reducing variability is the key to improving mining productivity (Geraghty et al., 2015). A manufacturing-type approach to mining is implemented through efficient planning and execution of work (Anglo American, 2019). According to Lala et al. (2016), better mine planning and scheduling ensures a sustainable increase in overall equipment productivity and performance.
STMP models enable HME productivity improvements through, for example, minimizing the total mining cost considering aspects such as HME fleet utilization, haulage parameters, and re-handling cost, as well as drilling and blasting activities (Matamoros and Dimitrakopoulos, 2016; Eivazy and Askari-Nasab, 2012; L'Heureux, Gamache, and Soumis, 2013), minimizing shovel movements (Vivas and Nava, 2014; Upadhyay and Askari-Nasab, 2017), and optimizing ore and waste hauling cycles (De Souza e Silva, Moura, and Lanna, 1999). In order to achieve the HME productivity improvement objective, STMP should provide a set-up for highly efficient open-pit mining operations.
STMP should ensure a mining environment within which the operational key performance areas (KPAs), such as maximizing HME fleet utilization and minimizing shovel movements, can be pursued and achieved. The creation of high-quality STMPs and the effective execution of these plans ensures that equipment productivity at open-pit mining operations can attain its maximum potential (Vivas and Nava, 2014). Effective STMP, therefore, underpins the implementation of manufacturing-type operating models at open-pit mines with the aim of improving HME productivity.
Kolomela as a case study mine
The Kolomela iron ore mine (Kolomela) is owned and operated by Anglo American Kumba Iron Ore (Kumba). It is located in the Northern Cape Province of South Africa. Kolomela is an open-pit mining operation extracting high-grade iron ore and the associated waste material from four different pits. The mine is mainly a direct shipping ore (DSO) operation, and product size is controlled via a crushing and screening plant that receives feed from ROM buffer stockpiles and ex-pit ROM material. The final product is transported via a railway line to the Saldanha harbour for shipping to clients in Asia and Europe.
Kolomela makes a substantial contribution to the operational and financial performance of Kumba. In the 2020 financial year, the ex-pit mining tonnage at Kolomela was 71.6 Mt (approximately 200 kt/d). The total tons mined can be divided into 15.4 Mt of ex-pit ore and 56.2 Mt of ex-pit waste, resulting in a stripping ratio of about 4.6. Kolomela produced 11.7 Mt of saleable product in 2020 (Kumba Iron Ore, 2021). On 31 December 2020, Kolomela declared an Ore Reserve of 158 Mt at an average quality of 62.1% Fe. The Ore Reserve was calculated at a cut-off grade of 50% Fe and resulted in a reserve life of 12 years at the estimated production rate. The saleable product equated to 150 Mt at an average quality of 64.5% Fe (Rossouw and Nkambule, 2020). The 2020 Kolomela Reserve report was prepared in accordance with the guidelines of the SAMREC Code.
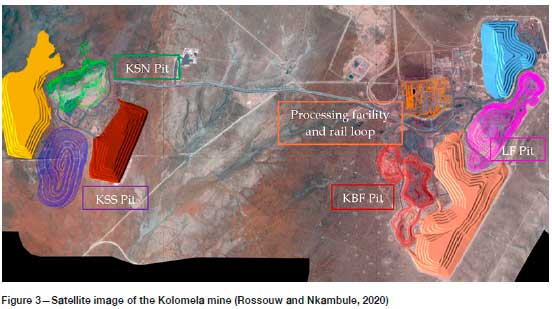
Kolomela is a conventional truck and shovel open-pit mining operation. All ex-pit material is obtained from drilling and blasting carried out on 10 m high benches. Hauling operations ensure that the ex-pit ore arrives at the correct primary crushing or ROM stockpile location, while waste is dumped on waste dumps or back into previously created voids as part of an in-pit rehabilitation process. The aim of the bulk waste mining is high mining equipment efficiency to reduce the mining cost, while the ex-pit ore mining is a selective mining process with a focus on clean extraction of the ore. A hybrid model of owner mining and contractor mining is employed, with approximately 75% of the operation conducted with the owner mining fleet. Mining activities take place in four distinct open pits called Leeuwfontein (LF), Klipbankfontein (KBF), Kapstevel-North (KSN), and Kapstevel-South (KSS). Figure 3 is a satellite image representing the layout of Kolomela, showing the four active pits, major waste dumps, and the processing facility.
The primary mining equipment deployed at Kolomela includes:
> Drilling: six Caterpillar MD6540 drills drilling 251 mm diameter blast-holes
> Loading: two Liebherr R996 hydraulic face shovels for pre-strip waste mining, four Komatsu PC3000 hydraulic face shovels for waste and ore mining, two Liebherr R9150 hydraulic excavators for selective ore mining, and four front-end loaders for flexible loading in the pit and re-handling of ROM ore stockpiles
> Hauling: 26 Komatsu 730E trucks (190 t capacity) and 17 trucks of 100 t capacity each, comprising a mix of Komatsu 785 and Caterpillar 777 trucks.
Currently, Kolomela's production output is limited by the mine's export rail capacity allocation. Due to this logistical constraint, Kolomela must follow a cost reduction strategy. The mine strives to reduce the unit cost of production by improving productivity across the mining value chain, including HME productivity. This is achieved by implementing a manufacturing-type operating model that enables operational excellence. Effective STMP is a key enabler for the successful implementation of the manufacturing-type operating model at Kolomela, and is therefore key in improving the HME productivity.
Short-term mine planning at Kolomela
The main objectives of STMP at Kolomela are to:
> Deliver on the requirements from the annual business plan (BP) in terms of tonnage mined and fed to the processing plant as well as product quality
> Achieve spatial compliance to the BP
> Increase HME productivity
> Provide a mine plan with a high degree of executability.
STMP therefore addresses both effectiveness and efficiency by focusing on meeting the annual BP targets and optimizing HME productivity.
To ensure HME productivity is improved, Kolomela transitioned to an integrated, highly detailed, and visual modelling-type STMP process during 2019. State-of-the-art mine planning applications were introduced to support the process by integrating STMP across the four pits and providing a visual model of mining activities and HME deployment. This STMP process contributed to reducing variability and increasing the predictability of mining execution.
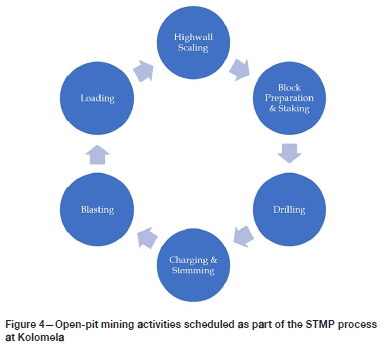
Effective STMP is a key enabler for a manufacturing-type approach to mining at Kolomela that targets improvements in HME productivity. STMP increases the predictability of mining execution by identifying and mitigating HME deployment bottlenecks and spatial deployment challenges that could result in a deviation from the short-term plan. This is achieved through the high level of detail in which the STMP is developed. Seven primary and secondary mining activities are planned and scheduled as part of the STMP process at Kolomela. The STMP process provides a detailed and practically executable plan which includes all the relevant activities in the open-pit mining cycle as shown in Figure 4.
To achieve the required level of predictability in mining execution, the STMP process also utilizes visual mine planning applications and communication approaches. This ensures that the mining execution teams fully understand the mining sequence and HME productivity improvement opportunities. Communication includes aspects such as mining priorities, the location of all planned infrastructure, and access points, haulage routes, etc. One such communication tool is the bi-weekly pit plan as shown in Figure 5.
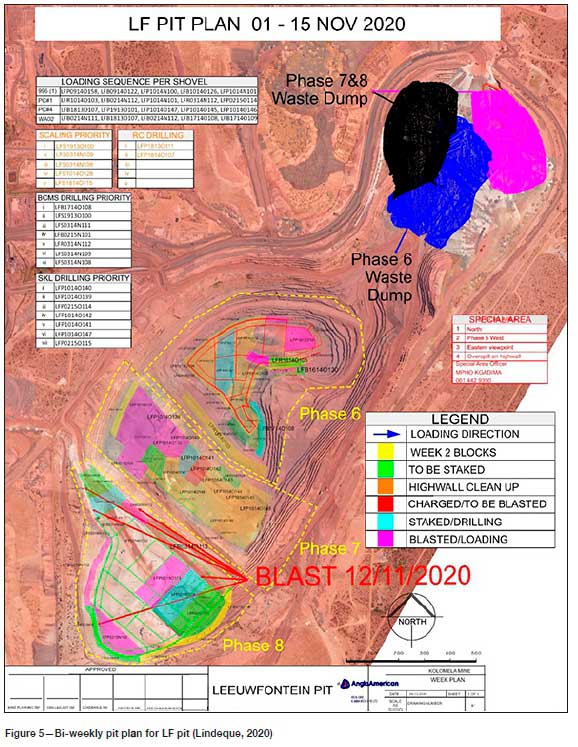
The short-term plan is summarized for each pit on these plans, which are widely distributed. The plan shows the designed mining blocks of active mining levels, draped over the latest aerial image of the mining area. The mining blocks are colour-coded, indicating the current stage in the mining cycle on active blocks. A block-per-block mining sequence per activity in the mining cycle is also displayed. The forward-looking view of the mining sequence ensures alignment between the execution team and the planning department regarding the direction of the short-term plan. The STMP process provides the mining execution teams with a visual step-by-step guide to achieve the BP requirements, ensuring optimal HME deployment and productivity.
At the core of effective STMP is a high level of integration across the open-pit mining value chain. The interdependencies between activities in the mining cycle are highlighted and emphasised. This enables the STMP team to produce a plan in which all the mining activities are synchronized. Improved HME productivity starts with the synchronized deployment of mining equipment across the open pits at Kolomela, taking a holistic view of the mining sequence and priorities, thus ensuring that the correct areas are mined at the correct time by the correct equipment at optimal efficiencies. The mining activities at Kolomela are highly interdependent, therefore the accuracy of HME deployment and capacity assumptions is crucial to achieving a high level of synchronization between the mining activities, which in turn increases the predictability of the mining execution.
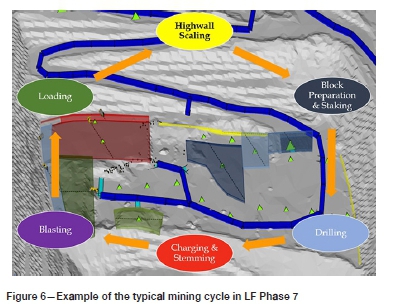
Figure 6 is an example of the mining cycle in LF Phase 7, illustrating the integrated and visual approach to STMP at Kolomela. The complete STMP is animated and the mine planner can easily move through the schedule, visualize the deployment of HME, and confirm the synchronization between mining activities.
The STMP routines at Kolomela are standardized to fully align with the routines of the greater mining value chain. A key factor for the successful execution of the STMP is effective interaction and alignment with the mining execution teams. Figure 7 shows the key events in the STMP routine.

A new short-term plan is released bi-weekly and serves as a high-confidence forecasting tool that highlights risks and opportunities in the STMP horizon, which covers 12 weeks. At the core of the STMP routine is the bi-weekly planning meeting where a new short-term plan is presented and agreed upon. Progress against the short-term plan is tracked daily in the production meetings, where the short-term plan is used to guide the spatial mining execution and to highlight risks and opportunities. Real-time data from across the mining value chain, such as actual shovel bucket positions per load, drill-hole data, equipment positions, and maintenance schedule, is consolidated in the STMP applications. Such real-time data enables the planners to always be up to date with developments in the field and facilitates constructive discussion with the execution team in their daily interactions. This ensures that the guidance provided by the short-term plan, and the subsequent decisions made, are based on the most accurate spatial data available. On a weekly basis, the plan is discussed in the field during pit visits and reviewed during schedule review meetings to confirm continued alignment between mine planning and mining execution. Following the pit visits and schedule review meetings, which are attended by representatives from all sections in the technical and mining departments, the short-term mining plan is updated to incorporate major unforeseen changes.
The enhanced STMP process increased the predictability of open-pit mining at Kolomela between 2019 and 2020. The integrated, detailed and more visual STMP process and associated routines underpin the implementation of a manufacturing-type operating model at Kolomela, thereby reducing variability and contributing to improved HME productivity. The short-term mining plan at Kolomela outlines how HME fleets should be deployed and how planned tasks interact with each other to deliver daily, weekly, and monthly production targets.
Impact on HME productivity
The main objective of transitioning to a more integrated and visual STMP process at Kolomela was to improve HME productivity. As discussed before, this was achieved by increasing the predictability of open-pit mining execution through detailed, more visual and integrated STMP. The direct HME productivity-related improvements that can be attributed to the enhanced STMP process are:
> Improved utilization of the mining area
> Optimal blast planning
> Reduction in HME relocations.
The improvements in HME productivity-related metrics over a period of two years, from 2019 to 2020, are discussed in the next sections. For illustrative purposes, the data presented is for Phase 7 of the LF pit, which is the main open-pit mining area at Kolomela. More than 30% of the total ex-pit waste tons at Kolomela in the two-year period under consideration were produced from LF Phase 7. The main waste stripping shovel at Kolomela, a Liebherr R996 hydraulic face shovel (996#1), was deployed in this mining area.
Improved utilization of mining area
Utilization of mining area (UMA) refers to the effective use of the available mining area per mining phase and is defined as the ratio of productive area to total available mining area (Equation [1]).
The total available mining area is defined as the surface area per mining phase, excluding the permanent ramp system. The total available mining area can be divided into two distinct sub-areas:
> Productive area: any area within a mining phase where it is possible for one or more activities in the mining cycle (shown in Figure 4) to take place
> Non-productive area: areas within a mining phase where no activity in the mining cycle can take place - for example, areas are categorized as non-productive when used as a hauling route or a temporary ramp.
The quality of the STMP has a direct effect on the UMA. A high level of integration and synchronization between the mining activities ensures that the productive mining area is maximized, resulting in improved HME productivity. To achieve the planned ex-pit waste tons as well as the productivity targets for the 996#1 shovel, the effective utilization of available mining area in LF Phase 7 was crucial.
To demonstrate the improvement in the UMA because of the improved STMP process, Figure 8 illustrates how the available mining area in LF Phase 7 was utilized in December 2019 (left) compared to October 2020 (right). The areas are characterized as follows:
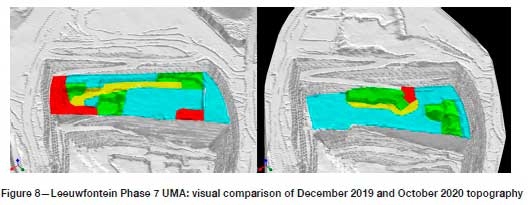
> Productive area: available drill area (blue) and drilled or blasted floor stock (green)
> Non-productive areas: temporary ramps (red) and hauling area (yellow).
A comparison of the UMA for December 2019 and October 2020 shows that the productive area increased while the non-productive areas decreased. The UMA increased from 71% to 90%, confirming the improved integration and synchronization of mining activities achieved through enhanced STMP.
Optimal blast planning
The blasting of ore and waste before loading is standard practise at Kolomela to ensure optimal fragmentation and high shovel productivity. To ensure safe blasting, the HME is relocated to a position outside the blasting radius of 500 m and all personnel evacuate to safe positions further than 800 m from the blast. Blasting disrupts the open-pit mining activities. For example, 4 hours of production time is typically lost at LF from the time that HME relocation starts to the point where the pit is declared safe again and the HME is back in production. Therefore, it is important that blasting activities are well planned to minimize the impact of blasting on production.
To minimize the impact of blasting on production, the frequency of blasting needs to be reduced without jeopardising the blasted floor stock levels. This is achieved by increasing the blast size and clustering the blocks to be blasted based on their location. It is best practice to blast a cluster of blocks in the same area of the pit, since this minimizes the production loss due to relocating of equipment. For example, if the blast is restricted to a specific phase of the pit, the production loss for equipment deployed in the other phases is significantly reduced. Figure 5 indicated a good example of cluster blasting by location for a weekly outlook; only blocks in Phase 8 (indicated by red arrows in Figure 5) of LF were planned for blasting during that specific week.
The enhanced STMP process at Kolomela improved blast planning, which had a positive impact on HME productivity. Figure 9 compares the number and size of weekly blasts in 2019 (green) with those in 2020 (blue) in the LF pit.
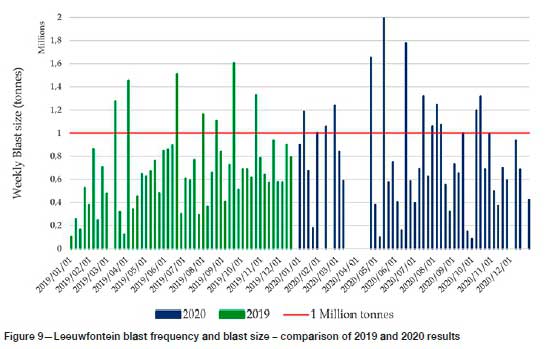
The figure indicates that there was a 14% reduction in blasting frequency from 2019 to 2020. This was possible due to a 17% increase in the average blast size; from 0.68 Mt in 2019 to 0.8 Mt in 2020. There was also a 114% increase in blasts of more than 1 Mt; from 7 blasts in 2019 to 15 blasts in 2020. The increase in average blast size ensured an increase in loading rate.
The reduction in the frequency of blasting also had a positive impact on overall productivity since less time was lost due to HME relocation associated with blasting activities. From 2019 to 2020 there was a 33% reduction in production time lost for the 996#1 shovel due to blasting activities. These productivity improvements due to improved blast planning are reflected in the improved utilization of the shovel.
Reduction in HME relocation
To achieve and maintain high HME productivity, the HME should be optimally utilized for productive activities and time associated with non-productive activities should be minimized. One of the non-productive activities in open-pit mining is the relocation or re-positioning of shovels and drills between mining areas. Excessive relocation of HME has a negative impact not only on short-term productivity, but also a longer-term impact on engineering availability due to the strain on the equipment when it is relocated over long distances. Therefore, it is important that the short-term mining plan deploys HME in such a way that relocation, and specifically relocation between mining phases, is minimized.
To illustrate how the enhanced STMP process reduced the non-productive time associated with the relocation of shovels at Kolomela, the coordinates of each bucket loaded by the 996#1 shovel over the two-year period from 2019 to 2020 were analysed. For the purpose of the analysis, all relocations of the shovel greater than 400 m were categorized as inefficient, as a relocation distance of greater than 400 m typically represents a movement of the shovel between mining phases. This constitutes non-productive relocation that effective STMP should minimize. Figure 10 shows a decrease in the frequency at which the 996#1 shovel travelled for a distance greater than 400 m between 2019 and 2020. The distance travelled is defined as the horizontal difference between the x and y coordinates of consecutive shovel bucket loads, and does not consider elevation difference or actual distance of the travelled path on haul roads and ramps. The distances in Figure 10 thus represent much larger actual distances travelled to achieve a horizontal difference in consecutive bucket loads greater than 400 m.
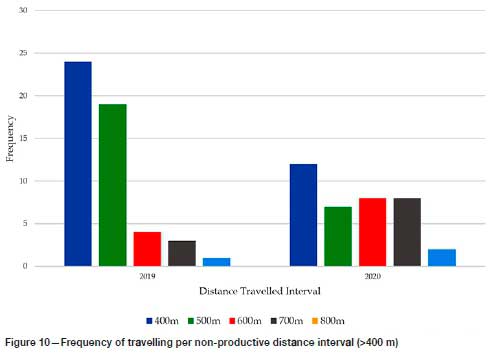
There was a 16% reduction in the distance travelled, which implies a reduction in time associated with non-productive activities, indicating that the enhanced STMP process improved the productive utilization of the 996#1 shovel.
The enhanced STMP process also resulted in significant productivity improvements for the primary blast-hole drill fleet at Kolomela. This was achieved by ensuring that drill relocation is minimized. To illustrate the positive impact of the enhanced STMP process on drill productivity, the non-productive reporting time codes of Drill Relocating were analysed over the two-year period from 2019 to 2020. Figure 11 shows the cumulative downtime per month due to Drill Relocating, expressed as a percentage of the total available time for the fleet of six Caterpillar MD6540 drills at Kolomela over the two-year period.
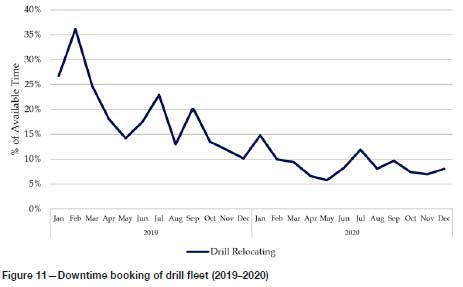
The figure shows a gradual decreasing trend in production loss due to relocation of drills between 2019 and 2020. The percentage of total available time lost due to drill relocation reduced from 19% in 2019 to 9% in 2020. This represents a 53% reduction in production loss. This analysis points to a higher level of integration and synchronization in the mining cycle and shows the positive impact of the enhanced STMP process on drill productivity.
Conclusion
Mining companies implementing cost reduction strategies have found that improving HME productivity leads to a reduction in the unit cost of open-pit mining operations. These companies often implement manufacturing-type operating models to support operational excellence programmes. These models improve HME productivity by focusing on detailed planning and reducing variability, thereby increasing the predictability of mining execution. At Kolomela, the STMP process underpins the application of a manufacturing-type operating model to mining. A detailed, integrated, and more visual STMP process increases the predictability of mining execution, thus, enabling the implementation of a manufacturing-type operating model. The short-term mining plan outlines how the HME should be deployed and how planned mining activities interact with each other. The implementation of this manufacturing-type approach to mining at Kolomela has contributed to improved HME productivity.
During 2019, enhancements were made to the STMP process at Kolomela to support the manufacturing-type approach to mining. The STMP process provides the mining execution teams with a step-by-step guide to achieve the BP requirements, while ensuring optimal HME deployment and productivity. The implementation of the enhanced STMP process at Kolomela resulted in significant HME productivity improvements. The direct impacts of the improvements from 2019 to 2020 were observed in three key drivers of HME productivity, namely:
> The UMA in Phase 7 of the LF pit improved from from 71% to 90%
> The blasting frequency in the LF pit reduced by 14% and the average blast size increased by 17%, resulting in a 33% reduction in production time lost due to blasting activities for the 996#1 shovel
> A reduction in HME relocation. The distance travelled, associated with the 996#1 shovel relocating between mining phases reduced by 16%, and the lost time associated with the relocation of drills reduced by 53%.
These productivity improvements resulted in an 11% increase in the loading rate of the main waste shovel at Kolomela from 0.9 Mt/month in 2019 to 1.0 Mt/month in 2020. In addition to the quantitative HME productivity improvements, the increased predictability of mining execution contributed to the mine safely achieving production targets in line with the BP expectations. Effective STMP enables the implementation of a manufacturing-type approach to mining at Kolomela and is a key contributor to the mine delivering on BP expectations and HME productivity improvement. The approach presented in this paper can be adapted by other open-pit mining operations to improve HME productivity.
Acknowledgements
The permission granted by the management of Anglo American Kumba Iron Ore to publish this paper is greatly acknowledged.
References
Anglo American. 2019. Interim 2019 Annual Results presentation, 25 July 2019. 95 pp, https://www.angloamerican.com/~/media/FÚes/A/Anglo-American-Group/PLC/media/presentations/2019pres/interim-results-2019-presentation.pdf [Accessed 28 October 2020]. [ Links ]
Aucamp, J. 2020. Integrated planning and short interval control for rapid improvements in safe production. Proceedings of the Digitalization in Mining Conference, July 2020. Southern African Institute of Mining and Metallurgy, Johannesburg. [ Links ]
Blom, M., Pearce, A.R., and Stuckey, P.J. 2017. Short-term scheduling of an open-pit mine with multiple objectives. Engineering Optimization, vol. 49, no. 5. pp. 777-795. [ Links ]
Blom, M., Pearce, A.R., and Stuckey, P.J. 2019. Short-term planning for open pit mines: a review. International Journal of Mining, Reclamation and Environment, vol. 33, vo. 5. pp. 318-339, doi: 10.1080/17480930.2018.1448248. [ Links ]
Burt, C.N., Lipovetzky, N., Pearce, A.R., and Stuckey, P.J. 2015. Scheduling with fixed maintenance, shared resources and nonlinear feedrate constraints: A mine planning case study. Proceedings of the International Conference on Integration of Constraint Programming, Artificial Intelligence, and Operations Research (CPAIOR 2015). Springer. pp. 91-107. [ Links ]
De Souza e Silva, K., Moura, M.M., and Lanna, o. 1999. Short term mine planning: Selection of working sites in iron ore mines. APCOM '99: Proceedings of the 28th International Symposium on Computer Applications in the Minerals Industry, Colorado School of Mines, Golden, CO, 20-22 October 1999. -Colorado School of Mines. pp. 763-770. [ Links ]
Eivazy, H. and Askari-Nasab, H. 2012. A mixed integer linear programming model for short-term open pit mine production scheduling. Mining Technology, vol. 121. pp. 97-108. [ Links ]
Geraghty, R., Pujol, f., Sellschop, R., and Durrant-Whyte, H. 2015. How digital innovation can improve mining productivity. McKinsey Metals & Mining Practice, November 2015. pp. 1-14. [ Links ]
Griesel, I., Buxton, C., Adams, C., and Berryman, T. 2014. The superpit schedule model - A time-efficient data-driven estimation for short- and medium-term planning. Proceedings of the Ninth International Mining Geology Conference, Adelaide, SA, 18-20 August 2014. Australasian Institute of Mining and Metallurgy, Melbourne. pp. 397-409. [ Links ]
Jürgens, D. 2017, BHP Which technologies will boost mining safety and productivity? https://www.bhp.com/media-and-insights/prospects/2017/11/which-technologies-will-boost-mining-safety-and-productivity/ [Accessed 28 October 2020]. [ Links ]
Kumba Iron Ore. 2021. Kumba Iron Ore 2020 Annual Results Presentation. 45 pp. https://www.angloamericankumba.com/~/media/Files/A/Anglo-American-Group/Kumba/media/annual-results-presentation-2020-v1.pdf [Accessed 15 May 2021]. [ Links ]
Lala, a., Moyo, M., Rehbach, S., and Sellschop, R. 2016. Productivity at the mine face: Pointing the way forward. McKinsey & Company Metals & Mining, August 2016. pp. 1-12. [ Links ]
L'Heureux, G., Gamache, M., and Soumis, F. 2013. Mixed integer programming model for short term planning in open-pit mines. Mining Technology, vol. 122. pp. 101-109. [ Links ]
Lindeoue, G.C. 2020. November 2020 12-week mine plan for the Leeuwfontein pit, Kumba Iron Ore, November 2020. pp. 1-12. [ Links ]
Lumley, G. and McKee, M. 2014. Mining for efficiency 128 pp. https://www.researchgate.net/profile/Graham-Lumley/publication/301880114_Mining_for_Efficiency/links/572a7c9e08aef7c7e2c4fb0d/Mining-for-Efficiency.pdf [Accessed 27 September 2020]. [ Links ]
Matamoros, M.E.V. and Dimitrakopoulos, R. 2016. Stochastic short-term mine production schedule accounting for fleet allocation, operational considerations and blending restrictions. European Journal of Operational Research, vol. 255, no. 3. pp. 911-921. [ Links ]
Mitchell, p. and Steen, J. 2017. Productivity in mining - A case for broad transformation. EY Mining & Metals. pp.1-8. [ Links ]
Moynagh, P. 2014, How does a management operating system help improve performance. Management Operating System - Fewzion Work Management Software https://fewzion.com.au/management-operating-system/ [Accessed 27 July 2021]. [ Links ]
Morales, C. and Rubio, E. 2010. Development of a mathematical programming model to support the planning of short-term mining. APCOM 2010. pp. 3-15. [ Links ]
Mysore, P. 2019, Lean mining and the fourth industrial revolution. Mining Journal. https://www.mining-journal.com/innovation/partner-content/1371028/lean-mining-and-the-fourth-industrial-revolution [Accessed 27 September 2020]. [ Links ]
Neingo, P.N. and Tholana, T. 2016. Trends in productivity in the South African gold mining industry. Journal of the Southern African Institute of Mining and Metallurgy, vol. 116, no. 3. pp. 283-290. [ Links ]
Otto, T.J. and Musingwini, C. 2019. A spatial mine-to-plan compliance approach to improve alignment of short-term and long-term mine planning at open-pit mines. Journal of the Southern African Institute of Mining and Metallurgy, vol. 119, no. 3. pp. 253-259. [ Links ]
Rio Tinto. 2016. Rio Tinto outlines new $5 billion productivity push under long-term strategy focused on cash generation. https://www.riotinto.com/news/releases/5bn-productivity-push-outlined [Accessed 27 September 2020]. [ Links ]
Rossouw, N. and Nkambule, S. 2020. Kolomela mine: Ore reserve (and saleable product) statement 2020, 31 October 2020. 146 pp. [ Links ]
Upadhyay, S.P. and Askari-Nasab, H. 2017. Dynamic shovel allocation approach to short-term production planning in open-pit mines. International Journal of Mining, Reclamation and Environment, vol. 33, no. 1. pp.1-20. doi:10.1080/17480930.2017.1315524 [ Links ]
Upadhyay, S.P. and Askari-Nasab, H. 2018. Simulation and optimization approach for uncertainty-based short-term planning in open pit mines. International Journal of Mining Science and Technology, vol. 28. pp. 153-166. [ Links ]
Vivas, R.E. and Nava, A. 2014. An integrated mine plan - connecting long, medium-and short-term planning strategies at Goldcorp Penasquito. Mining Engineering Magazine, vol. 66, no. 12. pp. 29-34. [ Links ]
Wessels, S. 2009. Analysing the success and determining the key success factors of a process improvement initiative within AngloGold Ashanti Limited. MBA thesis, University of Cape Town. 149 pp. [ Links ]
 Correspondence:
Correspondence:
T.J. Otto
Email: theunis.otto@angloamerican.com
Received: 16 Aug. 2021
Revised: 29 Sep. 2021
Accepted: 30 Sep. 2021
Published: November 2021


{kind=link}
{kind=link}