










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versión On-line ISSN 2411-9717
versión impresa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.120 no.12 Johannesburg dic. 2020
http://dx.doi.org/10.17159/2411-9717/769/2020
PROFESSIONAL TECHNICAL AND SCIENTIFIC PAPERS
A practical, long-term production scheduling model in open pit mines using integer linear programming
J. GholamnejadI; R. LotfianI; S. KasmaeeyazdiII
IDepartment of Mining and Metallurgical Engineering, Yazd University, Yazd, Iran. J. Gholamnejad: https://orcid.org/0000-0003-3480-9644
IIDepartment of Civil, Chemical, Environmental and Material Engineering, University of Bologna, Bologna, Italy. S. Kasmaeeyazdi: https://orcid.org/0000-0003-2438-8743
SYNOPSIS
Long-term production scheduling is a major step in open pit mine planning and design. It aims to maximize the net present value (NPV) of the cash flows from a mining project while satisfying all the operational constraints, such as grade blending, ore production, mining capacity, and pit slope during each scheduling period. Long-term plans not only determine the cash flow generated over the mine life, but are also the basis for medium- and short-term production scheduling. Mathematical programming methods, such as linear programming, mixed integer linear programming, dynamic programming, and graph theory, have shown to be well suited for optimization of mine production scheduling. However, the long-term plans generated by the mathematical formulations mostly create a scattered block extraction order on several benches that cannot be implemented in practice. The reason is the excessive movement of mining equipment between benches in a single scheduling period. In this paper, an alternative integer linear programming (ILP) formulation is presented for long-term production scheduling that reduced the number of active benches in any scheduling period. Numerical results of the proposed model on a small-scale open pit gold mine show a 34% reduction in the average number of working benches in a given scheduling period.
Keywords: long-term production scheduling, mathematical programming, practical plans, equipment movements.
Introduction
One of the significant stages in open pit mine planning and designing is the optimization of long-term production scheduling. The objective is to determine the extraction sequence of ore and waste blocks in order to maximize the NPV of the mining operation within the existing economic, technical, and environmental constraints. The applied constraints are the mining extraction sequences; mining, milling and refining capacities; mill head grades; and various operational requirements such as minimum pit bottom width.
Mathematical programming has been effectively used by various researchers to tackle long-term open pit scheduling problems. Linear programming (LP) was first applied by Johnson (1969), and led to the mixed integer linear programming (MILP) formulations by Gershon (1983) for the production scheduling problem. Many researchers subsequently used mathematical programming models to solve the long-term production scheduling problems (Dagdelen and Johnson, 1986; Ramazan and Dimitrakopoulos, 2003; Dimitrakopoulos and Ramazan, 2009; Goodfellow and Dimitrakopoulos, 2015, 2017). A complete bibliography of the mathematical programming models that were used in mine production scheduling is provided by Osanloo, Gholamnejad, and Karimi (2008) for open pit optimization, and by Newman et al. (2010) for optimization in underground mine planning.
One of the most important problems in a production schedule from the mathematical models is excessive movement of loading and hauling equipment between benches in a given period of scheduling. This increases both the mining costs and the complexity of the excavation operations. For technical and economic reasons, mining operations will not be performed on a large number of widely spread levels in any given scheduling period (Djilani and Dowd 1994).
Caccetta and Hill (2003) restricted the maximum vertical depth, D, that can be mined in each scheduling period. They added some constraints to ensure that blocks separated by vertical distances greater than D are mined in different time periods.
Dimitrakopoulos and Ramazan (2004) proposed an alternative MILP model in which access to equipment and mobility constraints are taken into account. They considered two concentric inner and outer windows around each block (i). The optimization model attempted to mine each block (i) together with the adjacent blocks within the inner (smaller) window. If the blocks within the inner and outer windows could not be mined out, their tonnage was considered as 'deviations', which were then minimized in the objective function along with their deviation costs. The resulting schedule decreases the movement of equipment on each bench.
Pourrahimian, Askari Nasab, and Tannant (2009) presented two MILP formulations to prevent scattering of the excavation sequence in a given scheduling period. Their first model, which is a block-based model, was a modification of the approach by Ramazan and Dimitrakopoulos (2004). They introduced constraints into the optimization model that enforced extraction of a working block with at least 40% of its surrounding blocks in the same period. The second model was developed based on a combination of concepts from Caccetta and Hill (2003) and Boland et al. (2009). In the second model, the blocks were aggregated prior to the schedule optimization based on their attributes such as the spatial location, rock type, and grade distribution. The authors termed these block clusters 'mining-cuts' and the scheduling model was then applied on the generated mining cuts instead of mining blocks. They showed that the schedule generated by the second model (mining-cut based model) is more feasible in practice.
Askari-Nasab, Awuah-Offei, and Eivazy (2010) presented a mixed integer nonlinear programming (MINLP) model for long-term production scheduling. To reduce the number of continuous and binary variables in the model, they aggregated blocks into larger units, referred to as mining cuts, using clustering algorithms. Then, they defined a binary integer decision variable, equal to unity if a mining-cut is scheduled to be extracted in period t, and zero otherwise. Finally, they added a set of constraints to control the maximum number of fractions that mining cuts are allowed to be extracted over. For large-scale models with many scheduling periods, this value was set equal to two or three fractions. Due to the difficulties in solving nonlinear models, the nonlinear equation was linearized by introducing a new continuous variable. The model ensured that the generated schedule is practical in terms of equipment movement (Askari-Nasab, Awuah-Offei, and Eivazy, 2010).
Past efforts to deal with production of practical plans attempted to reduce the movement of equipment on a particular bench, (not between the benches), with the exception of Caccetta and Hill (2003). In this paper, a new ILP model is presented for the open pit mine sequencing and scheduling problem. Traditionally, in ILP models, some physical and technical constraints are used such as grade blending, processing and mining capacity, pit slope, and reserve constraints. The novelty of this work lies in the definition and incorporation of additional constraints in the ILP model, in order to reduce the number of active benches in each scheduling period.
The remainder of the paper is organized as follows. The section on materials and methods presents the problem definition, with the notations of variables and the ILP formulations of the problem. Moreover, addition of the novel constraints (equipment movement constraints) to the traditional model for each scheduling period is investigated. This is followed by a comparison of the results from the suggested model with those from the traditional one, using a mining case study, and finally, a discussion and conclusion.
Materials and methods
Mathematical optimization techniques use a linear or nonlinear model to represent the mining operation and find an optimal schedule, taking into account the physical constraints imposed by the mining system. The general criterion of optimization can be maximizing the NPV, minimizing mining costs, or minimizing the variance of the grade, etc.
LP is the most widely used technique for decision-making in business and industry, and also in open pit mine scheduling optimization. Usually in a LP decision, variables are allowed to be fractional. In ILP, all decision variables are integer, and in MILP, some, but not all, variables are restricted to being integer.
The mathematical programming model presented here is based on ILP and can be extended easily to a MILP model simply by defining the variables as linear instead of integer. The model for long-term production scheduling contains an objective function and a set of constraints.
Objective function
In long-term production scheduling for open pit mines, the objective function is usually constructed to maximize the overall NPV of the project over the model's scheduling horizon. The scheduling horizon is divided into a finite number of time intervals with predefined durations. Even though this objective is the most commonly used criterion in long-term scheduling optimization (Chanda and Ricciardone 2002), other objectives such as cost minimization, reserve maximization (Askari-Nasab, Awuah-Offei, and Eivazy, 2010), and risk minimization (Montiel and Dimitrakopoulos, 2015) can also be applied. The objective function can be identified as follows:

where
ijk Indices correspond to the row, column, and level of blocks in the model, i = 1,2,.= 1,2.....J and k = 1,2.....K.
These are block counters in the x,y, and z directions respectively with k decreasing with depth. I, J, and k are, respectively, the number of blocks in the block model in the x, y, and z directions.
I Long-term schedule time period, t = 1,2,...,T
T The number of periods over which blocks are being scheduled
cijktThe NPV obtained from mining, processing, and selling of block ijk in period t
Xijkt A binary variable which is equal to 1 if block (i,j,k) is mined in period t, and zero otherwise.
cijktcan be calculated easily based on the weight and type of the block; grade(s) within block; mining, processing. and smelting recovery percentages; costs of mining, processing, and smelting; selling price of final product(s); and discount rate. A key assumption in the calculation of block values is that the block cost of mining does not depend on the mining sequence.
Constraints
Grade blending constraints
The grade blending constraints adjust the feed quality to the mill. These constraints guarantee that the average grade of the feed to the mill is less than or equal to an upper bound value, , and more than or equal to a lower bound value, , for each scheduling period (t):


where
giijk Average grade of block ijk
AGraaxMaximum average grade of ore sent to the mill in period t
AGrainMinimum average grade of ore sent to the mill in period t
OTiyk Ore tonnage in block ijk.
If necessary, these constraints can also be written for other by-products (such as gold in copper deposits) and deleterious elements (such as phosphorus in an iron ore deposit) that may have an impact on the efficiency and costs of the metallurgical process.
Processing capacity constraints
The processing capacity constraints ensure that the total tonnage of ore processed by the mill does not exceed the mill capacity (PUt) and is less than a predefined amount (PL) in any scheduling period (t):
where
PUtMaximum processing capacity in any period,
PLtMinimum amount of ore that should be processed in period t.
In practice, in order to provide a uniform feed to the mill, the processing capacity constraints should be set within limited upper and lower bounds (Askari-Nasab, Awuah-Offei, and Eivazy, 2010).
Mining capacity constraints
The mining capacity constraints guarantee that the maximum mining capacity of equipment, MUvis respected. Moreover, the stripping ratio can be controlled by the lower bound mining capacity (MUl) as follows:
where
MU t Maximum available equipment capacity for each period MLtMinimum amount of material (waste and ore) that should be removed in each scheduling period t
WTijk Tonnage of waste material within block ijk.
Equation [7] is useful to balance waste production over the mine life. when the stripping ratio is more or less constant throughout the life of the mine, equipment fleet size and labour requirements are also relatively constant.
Local block precedence constraints
A block can be mined in a given scheduling period only if the directly overlying blocks have already been mined. The overlying blocks can be determined by applying the precedence constraints. There are several slope patterns that are used to identify precedence relationships, such as the 1:5 pattern, 1:9 pattern, and 1:5:9 pattern (Mousavi. Kozan, and Liu, 2014). The precedence constraints for a 1:9 pattern (Figure 1) can be written as follows:
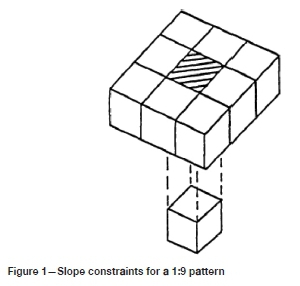
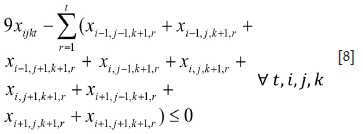
where
r Time period index, r = 1,2, ...,t.
Reserve constraints
The reserve constraints signify that each block cannot be mined more than once, and can be formulated as follows:

Equipment movement constraints
These constraints guarantee that the average number of working benches over each scheduling period will not exceed an integer number (η), which is specified by the designer. These constrains minimize the movement of equipment between working benches in a given scheduling period. The related constraints can be written as:
where
η An integer number representing the maximum average number of benches that are allowed to be mined in each period
yktA binary variable which is equal to 1 if at least one block within the kth bench is mined in period t, and 0 otherwise.
In fact  represents the number of mined benches in a scheduling period (t). If only one block of a bench is extracted in a particular scheduling period, that bench is considered to be active at that time; therefore, the left-hand side of constraint [11] represents the average number of mined benches in a given scheduling period.
represents the number of mined benches in a scheduling period (t). If only one block of a bench is extracted in a particular scheduling period, that bench is considered to be active at that time; therefore, the left-hand side of constraint [11] represents the average number of mined benches in a given scheduling period.
As shown in constraints [10] and [11], the number of binary variables and constraints added to the problem (due to the consideration of the new constraints) are KT and 2TK+1, respectively.
Application to a gold mine
The implementation of the ILP model for long-term production scheduling is demonstrated for an open pit gold mine in Iran. The mine is a conventional truck-and-loader operation. The final pit contains 1 273 446 t of rock containing 714 834 t of ore with an average grade of 1.62 g/t Au (at a 0.6 g/t cut-off grade). It will take about 10 years to exploit the final pit, considering the capacity constraints of the operation. The final pit contains 2690 blocks (1510 ore blocks and 1180 waste blocks) of 6 χ 6 χ 5 m with the information containing block coordinates (x, y, and z), rock type, rock density. and gold grade in grams per ton. The total number of benches in this model is 16.
In order to reduce the number of decision variables and consequently reduce the solution time, the long-term production scheduling model is run over five scheduling periods (each period is 2 years long). In this study, it is assumed that the ore materials that are destined for the processing plant are limited to between 100 000 and 200 000 t and the total mined material is between 140 000 and 300 000 t during each production period. According to the processing plant layout, the average grade of the feed to the mill must be more than 1.5 g/t. To have a benchmark in the proposed model, two schedules were produced; one using the new model (NM) proposed in this paper and another, referred to as the traditional model (TM), which ignores constraints [10] and [11]. Based on the number of loading and hauling machines and authors' experiences at this mine, the value of η is assumed to be 5 in NM.
Results
These two models were solved on a PC with an Intel(R) Xeon(R) CPU E5-2699 v4 at 2.2 GHz and 16 GB RAM using the CPLEX solver in GAMS version 24.7.4. As Table I shows, it took 108 seconds for the TM to be solved, while running the NM took about 2627 seconds.
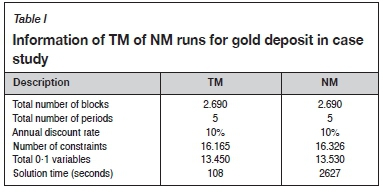
Figure 2 shows cross-sectional views of the two schedules for the gold deposit: one obtained using the TM and the other generated by the NM. It can be seen that the NM scheduling pattern appears more practical and needs less equipment movement between benches within each scheduling period.
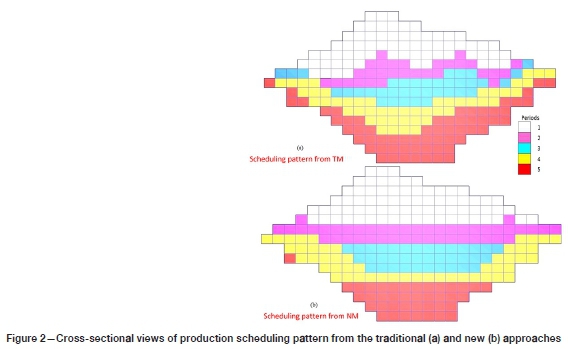
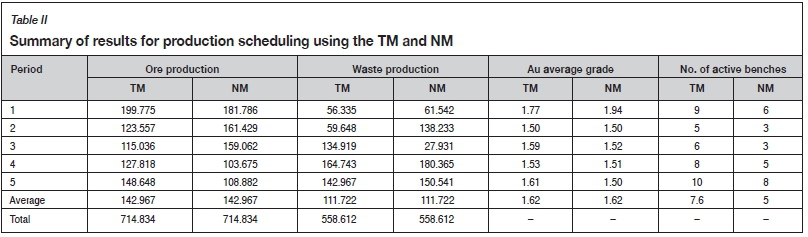
Table II summarizes the results of the schedules obtained using these two models. The average number of active benches in the schedules was 7.6 for the TM and 5 for the NM, which represents a 34% reduction. This means that mining equipment would need less relocation between benches in a given scheduling period using the NM, and all activities would be concentrated on a smaller number of benches. Table II shows that in the schedule by the NM, the amount of ore extracted in the first period decreases by 10%, while the amount of waste mined in this period increases by 8.5%. However, the processing and mining capacity constraints were satisfied. The total generated NPVs from the TM and NM models are about $21.57 million and $20.77 million, respectively, which shows a 3.7% reduction of NPV in the NM. One of the main reasons for this is that the objective function in the NM cannot extract more ore from more benches to satisfy the ore tonnage requirements, which stems from constraints [10] and [11]. Instead, in order to satisfying the grade blending constraints, the model extracts high-grade materials in the first scheduling period.
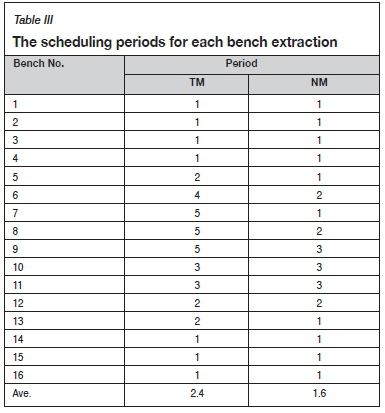
In order to investigate the horizontal scheduling pattern, the number of time periods for the extraction of each bench was calculated (Table III). Remarkably, the average number of time periods required to extract a bench is reduced from 2.4 in the TM to 1.6 in the NM (a 37.5% reduction).
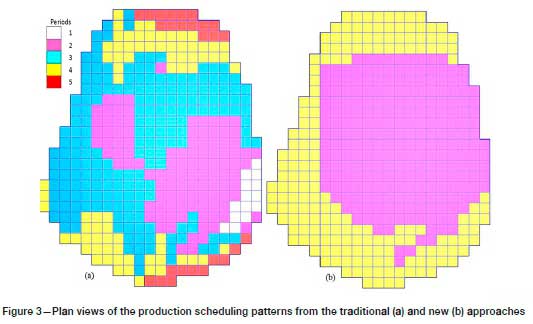
As an example, the plan views of the scheduling patterns generated from the NM and TM for the 8th bench of the open pit mine are illustrated in Figure 3. As illustrated, bench 8 is mined in five scheduling periods (1, 2 ,3, 4, and 5) with the schedules produced by the TM, while by employing the NM, this is reduced to two scheduling periods (2 and 4). Therefore, mining a single bench requires less movement of equipment compared with the schedules obtained from the NM.
Discussion
Open pit mine scheduling can be divided into three phases, i.e. long-, medium-, and short-term production scheduling. Longterm production scheduling usually aims to maximize the NPV, and defines the yearly production schedules. In short-term production scheduling, the micro-level operational constraints such as mining and mill capacity, grade requirements, equipment constraints, stockpile constraints, availability of consumable additives, and block accessibility are taken into account to minimize deviations from production targets. Short-term plans, which define monthly, weekly, or even daily production schedules, are based on medium- and long-term plans. The optimality and practicality of the short-term plans depend strongly on the optimality and practicality of long-term plans; therefore, in order to have a practical short-term schedule, the long-term plans should be practical to the greatest possible extent. On the other hand, if planners can reach the optimal production target through short-term scheduling, then the main objective of the mining operation, which is maximizing NPV, is secured in the long term. One of the operational aspects of short-term scheduling is that the total number of active benches in each scheduling period should be kept as low as possible. This reduces the movement of equipment between benches, which in turn can reduce the total mining costs (Bai et al., 2018). In the authors' experience, if the number of benches that are active simultaneously during a long-term planning horizon is high, the number of active benches in each short-term scheduling horizon will be high as well. This point, as a significant consideration, persuaded the authors to add linear constraints (equipment movement) to the traditional long-term production scheduling models in order to decrease the number of active benches in each scheduling period.
Comparison of the scheduling patterns of the TM and NM (Figure 2) showed that the schedule obtained by the TM was further developed vertically while that obtained by NM was developed horizontally without violating the constraints. The spread of sequencing patterns obtained from TM (Figure 2a) shows that in a given scheduling period, mining equipment would need to be moved frequently between active benches. Hence, the resultant TM plans require more complex short-term scheduling compared to those obtained from the NM.
Basically, by adding constraints to the optimization problems, the objective function either remains unchanged or becomes worse (it decreases in maximization problems and increases in minimization problems). In the presented case study, although adding mobility constraints leads to a 3.7% reduction in the theoretical NPV, the materialized NPV may be increased because of the reduction in mining equipment movement. This, in turn, will increase the efficiencies in the utilization of loading and hauling equipment. This is very important since the haulage costs in open pit mines can be 60% or more of the mine's operating cost (Ribeiro, 2013). Also, compared with the length of the planning horizon in long-term production scheduling, there was no noticeable increase in the computation time of the NM relative to the TM.
Conclusion
In this paper, a new optimization formulation is presented for long-term production scheduling in open pit mines that reduces the movement of mining equipment between the excavated benches by restricting the number of working benches in each scheduling period. This can increase the productivity and efficiency of mining equipment. Although the proposed approach needs more computation time, and may reduce the theoretical NPV of a project, it generates a more realistic NPV by reducing the costs of equipment movements. The average number of active benches within each scheduling period was decreased by about 34% in the presented ILP model, with less scattered block sequencing within each bench.
Acknowledgements
This work was supported by Yazd University under Grant 539-P-97.
References
Askari-Nasab. H., Awuah-Offei, K., and EivAZY, H. 2010. Large-scale open pit production scheduling using Mixed Integer Linear Programming. International Journal of Mining and Mineral Engineering,, vol. 2, no. 3. pp. 185-214. [ Links ]
Bai, X., Marcotte, D., Gamache, M., Gregory, D., and Lapworth, A. 2018. Automatic generation of feasible mining pushbacks for open pit strategic planning. Journal of the Southern African Institute of Mining and Metallurgy, vol. 118, no. 6. pp. 515-530. [ Links ]
Boland, N., Dumitrescu, I., Froyland, G, and Gleixner, A,M. 2009. LP-based disaggregation approaches to solving the open pit mining production scheduling problem with block processing selectivity. Computers and Operations Research, vo. 36, no. 4. pp. 1064-1089. [ Links ]
Caccetta, L. and Hill, S.P. 2003. An application of branch and cut to open pit mine scheduling. Journal of Global Optimization, vol. 27. pp. 349-365. doi: 10.1023/A:1024835022186 [ Links ]
Chanda, E.K. and Ricciardone, J. 2002. Long term production scheduling optimization for a surface mining operation: an application of Minemax2 scheduling software. International Journal of Suface Mining, Reclamation and Environment, vol. 16, no. 2. pp. 144-158. [ Links ]
Dagdelen, K. and Johnson, T.B. 1986. Optimum open pit mine production scheduling by Lagrangian parameterization. Proceedings of the 19th International Symposium on Application of Computers and Operations Research in the Mineral Industry. Ramani, R.V. (ed.). Society of Mining Engineers, Littleton, CO. pp. 127-142. [ Links ]
Dimitrakopoulos, R. and Ramazan, S. 2004. Uncertainty based production scheduling in open pit mining. SME Transactions, vol. 316. pp. 106-116. [ Links ]
Djiiani, M.C. and Dowd, P.a. 1994. Optimal production scheduling in open pit mines. Leeds University Mining Association Journal (LUMA), vol. 12. pp. 133-140. [ Links ]
Gershon, M.E. 1983. Mine scheduling optimization with mixed integer programming. Journal of Mining Engineering, vol. 35, no. 4. pp. 351-354. [ Links ]
Goodfellow, R.C. and Dimitrakopoulos, R. 2015. Global optimization of open pit mining complexes with uncertainty. Journal of Applied Soft Computing, vol. 40. pp. 292-304. doi: 10.1016/j.asoc. 2015.11.038 [ Links ]
Goodfellow, R.C. and Dimitrakopoulos, R. 2017. Simultaneous stochastic optimization of mining complexes and mineral value chains. Mathematical Geosciences, vol. 49. pp. 341-360. [ Links ]
Johnson, T.B. 1969. Optimum open-pit mine production scheduling. Proceedings of the 8th International Symposium on Computers and Operations Research, Salt Lake City, UT. pp. 539-562. [ Links ]
Montiel, L. and Dimitrakopoulos, R. 2015. Optimizing mining complexes with multiple processing and transportation alternatives: An uncertainty-based approach. European Journal of Operational Research, vol. 247, no. 1. pp. 166-178. doi: 10.1016/j.ejor.2015.05.002 [ Links ]
Mousavi, A., Kozan, E., and Liu, S.Q. 2014. An integrated approach to optimize open-pit mine block sequencing. Industrial Engineering Non-Traditional Applications in International Settings. Bidanda, B., Sabuncuoglu, I., and Kara, B.Y. (eds). CRC Press. pp. 83-98. [ Links ]
Newman, A.m., Rubio, E., Caro, R., Weintraub, A., and Eurek, K. 2010 A review of operations research in mine planning. Interfaces, vol. 40, no. 3. pp. 222-245. [ Links ]
Osanloo, M, Gholamnejad, J., and Karimi, B. 2008. Long-term open pit mine production planning: a review of models and algorithms. International Journal of Mining, Reclamation and Environment, vol. 22, no. 1. pp. 3-35. [ Links ]
Pourrahimian, Y., Askari Nasab, H., and Tannant, D. 2009. Production scheduling with minimum mining width constraints using mathematical programming. Proceedings of the 18th International Symposium on Mine Planning and Equipment Selection (MPES2009), Banff, Canada. Singhal, R., Mehrotra, A., Fytas, K., and Ge, H. (eds). Reading Matrix, Inc., Calgary. pp. 646-653. [ Links ]
Ramazan, S. and Dimitrakopoulos, R. 2003. Production scheduling optimization in a nickel laterite deposit: MIP and LP application and in the presence of orebody variability mine. Proceedings of the Twelfth International Symposium on Mine Planning and Equipment Selection (MPES2003), Kalgoorlie, WA. Australasian Institute of Mining and Metallurgy, Melbourne. pp. 1-5. [ Links ]
Ramazan, S. and Dimitrakopoulos, R. 2004. Recent applications of operations research and efficient MIP formulation in open pit mining. Transactions of the Society for Mining, Metallurgy and Exploration, vol. 316. pp. 73-78. [ Links ]
Ramazan, S. and Dimitrakopoulos, R. 2004. Traditional and new MIP models for production scheduling with in-situ grade variability. International Journal of Surface Mining, Reclamation and Environment, vol. 18, no. 2. pp. 85-98. [ Links ]
Ribeiro, B. 2013. Estudo de viabilidade econömica para a implantapio de correias transportadoras de rom de minério de ferro. Estudo de Caso da Mina Fábrica em Congonhas, Estado de Minas Gerais. Master's thesis Federal University of Ouro Preto, Brazil. 81 pp. [in Portuguese] [ Links ]
 Correspondence:
Correspondence:
J. Gholamnejad
Email: j.gholamnejad@yazd.ac.ir
Received: 1 Jun. 2019
Revised: 20 Oct. 2020
Accepted: 3 Nov. 2020
Published: December 2020


{kind=link}