










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.120 n.4 Johannesburg Apr. 2020
http://dx.doi.org/10.17159/2411-9717/990/2020
ARTICLES
Process optimization of a chrome ore gravity concentration plant for sustainable development
Y. Rama MurthyI; S.K. TripathyI, II
IResearch and Development Division, Tata Steel Ltd., Jamshedpur, India
IIUniversity de Lorraine, GeoRessources, CNRS, F54000 Nancy, France
SYNOPSIS
India has limited resources of chromite. To optimally exploit this valuable and strategic raw material, numerous chrome ore beneficiation plants have been established. Most of these plants suffer chromite losses into the tailing. Decreasing these losses would not only improve the plant performance but also make the economics of the operations more attractive. Accurate data collection and interpretation, followed by making an implementable change in an operating plant, plays a critical role in the performance of the circuit. In this article, the performance of an operating chromite beneficiation plant is evaluated based on mineralogical characterization of samples from around the circuit. This innovative methodology has brought insight into the behaviour of certain species (chromite and silicates) of minerals in the circuit. This approach has not only resulted in the reduction of chrome losses (<12% Cr2O3) but also the concentrator achieved a stringent target SiO2 grade of 3.27% in the concentrate. The approach adopted and practical problems encountered during the study are reported in this paper.
Keywords: chromite ore, characterization, QEMSCAN, gravity concentration, performance evaluation.
Introduction
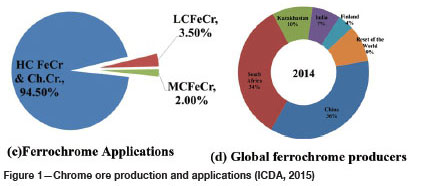
Chromite occurs as chromium spinel, a complex mineral containing magnesium, iron, aluminum, and chromium in varying proportions depending upon the deposit. It varies widely in composition according to the general formula (Mg, Fe+2) (Cr, Al, Fe+3)2O4. High-alumina chromite, largely from podiform deposits, is used in refractory applications, while iron-rich ores, largely from stratiform deposits, are utilized in metallurgical and chemical applications. Around 96% of world chromite ore production is consumed in metallurgical applications, of which 94% is converted into different grades of ferrochrome, i.e., high-carbon ferrochrome and charge chrome, as shown in Figure 1. Stainless steel being the leading consumer of ferrochrome, any change in the dynamics of the stainless-steel industry impacts overall chrome ore demand significantly. China plays a significant role in the world's ferrochrome production, contributing around 36% of the total in 2014, followed by South Africa, Kazakhstan, and India (Figure 1d).

Chromite ore scenario - India
India ranks third in the world in chromite production, and fifth in terms of ore reserves. The majority (98.6%) of the chromite resources in the country are hosted in the Sukinda Ultramafic Belt (SUB) and Boula-Nausahi Igneous Complex (BNIC) in Odisha State (Figure 2). These deposits are typically characterized as ferruginous- and siliceous-type ores. The ores are mostly high grade, soft and friable in nature, with minor quantities of hard lumpy ore in separate bands. These are mainly associated with laterite, altered ultramafic rock, nickel ferrous limonite, goethite, and talc-serpentine schist. Chromite deposits occur in the form of discontinuous bands, lenses, and pockets in different host rock associations.
Chrome ore beneficiation
Most of the chrome ores around the world are beneficiated by gravity concentration techniques. A conventional chromite ore beneficiation process plant (Figure 3) consist of two sections:
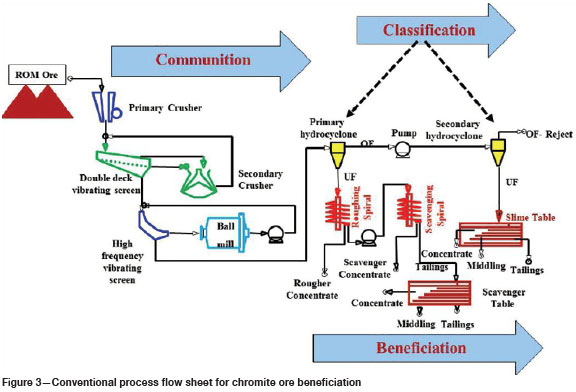
> Communition (for preparing the material for the subsequent unit operations)
> Concentration (classification and beneficiation).
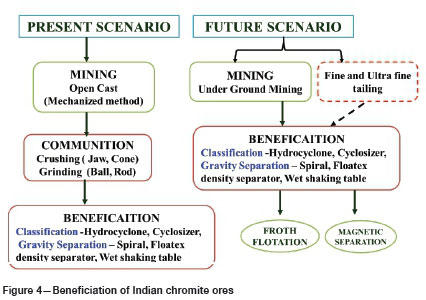
The beneficiation process flow sheet varies from location to location according to the ore characteristics. For example, the Kemi concentrator in Finland comprises three stages: crushing (jaw and cone crushers) followed by two-stage grinding (rod mill and ball mill), followed by a combination of drum, cone, and highgradient magnetic separation. Turkish chromite concentrators consist of gravity separation (shaking tables and spirals) for coarse chromite fractions and a combination of gravity separation and flotation for fines. In India, at both the Sukinda and Boula-Nausahi sectors, chrome ore is mined by opencast mechanized mining methods, though a few underground mines exist which are confined to Byrapur in Karnataka and the Boula and Kathpal mines in Odisha. The overall beneficiation scenario is outlined in Figure 4.
Performance of gravity concentrators
A typical chromite ore gravity concentration circuit comprises various configurations of hydrocyclones and spirals or floatex density separators combined with two or more stages of spiral circuit (typically roughing, cleaning, and recleaning) to overcome the inefficiencies created by the random misplacement and/ or bypass of particles (Luttrell, 2003). The selection of gravity concentration units is based on the particle size to be treated and the capacity, which is inversely proportional to particle size (Wills and Finch, 2015; Honaker and Forrest, 2003).
Every gravity concentration unit delivers its peak efficiency under specific operating conditions and particle size range for a given mineral (Pascoe, Power, and Simpson, 2007). The key challenges an operator and circuit have to deal with are fine and ultrafine particles arising from the indiscriminate nature of the breakage process in conventional comminution methods and, to some extent, increased mechanization in mining to increase the production rate. Another common problem in many chrome ore beneficiation plants is the presence of fine silicate gangue phases which contaminate the final concentrate. This variability affects the overall performance of the plant in terms of grade, recovery, and throughput, including losses of valuable materials into the tailings. In practice, unsteady operation of beneficiation units in the process circuits, especially gravity-based units, arises due to numerous changes in the input to the plant such as feed ROM) characteristics, flow rate, mineral composition, percentage solids etc.
Performance evaluation / process control in gravity concentrators
In the last two decades, numerous research papers, technical reports, and reviews have been published relevant to chromite ore beneficiation (Gu and Wills, 1988; Gueney et al., 1994; Cicek and Cocen, 1998, 2002; Ozdag, Ucbas, and Koca, 1994; Sonmez and Turgut, 1998; Gence, 1999; Rama Murthy et al, 2011, 2013; Tripathy, Rama Murthy, and Singh, 2013), but none on the performance evaluation of concentrators with respect to size and liberation of particles.
Process control systems and related applications have been reported over the years in mineral processing plants. Such process control systems are generally developed from an extensive database that has been generated from the various operating parameters of the plant. For overall performance, it is necessary to diagnose the problems with individual unit operations of the circuit and investigate the alternatives for process improvement and cost reduction. Conducting surveys allows analysis of plant performance and presents opportunities to identify areas for improvement in the circuit, maintenance, and control. Maintaining a plant consistently at peak efficiencies requires knowledge and understanding of circuit performance and process control. The poor performance of the human operator in the control room is regarded as one of the key reasons for sub-optimal operation (Li et al., 2011). Any beneficiation plant based on gravity separation has a potential to improve through appropriate application of existing process engineering expertise or using principles like the incremental quality concept and linear circuit analysis, but these techniques are often overlooked. Despite this advancement, plant performance has not always been in line with expectations.
Mineral liberation data can be used as a fundamental parameter for process plant design and optimization. The significance and value of mineral liberation analysis in applied mineralogy and metallurgical processing has been well documented (Jones, 1987; Petruk, 2000; King, 1993; Fandrich et al., 2007). Dawson (2010) showed how the performance of a gravity separation circuit can be evaluated based on mineralogical and particle granulometry data. Several measurement systems based on the application of scanning electron microscope (SEM) technology have been developed (Fandrich et al., 2007). The research works of Pascoe, Power, and Simpson (2007) shows that it is possible to make a sensible selection of gravity separation techniques from information on the particle size and mineralogy of the ore. The present investigation, on performance evaluation of an operating chromite ore beneficiation plant, was carried out based on the same concept in order to improve the quality and grade of the concentrate by eliminating siliceous gangue.
Methodology
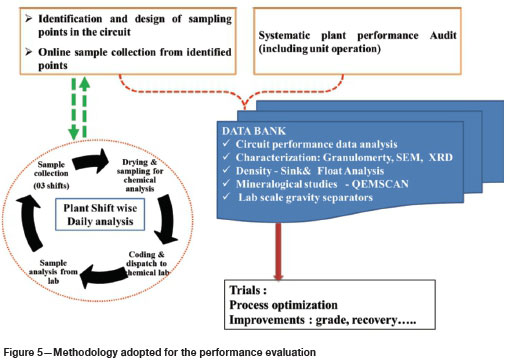
Improving the performance of a beneficiation circuit is always dependent on the performance of individual unit operations in the circuit. In an operating plant, it is very difficult to measure all the processes as well as operating parameters simultaneously. In order to effect improvements, accurate data collection and proper interpretation, followed by the necessary changes, plays a critical role in circuit performance. A critical aspect in collecting such a database hinges on documenting relatively small changes/ improvements in an actual operating plant in terms of grade, recovery etc., which in turn affect the economics. A database collected over a period under various conditions would also help in overcoming future problems related to either variation in the feed characteristics or specific demand by metallurgical industries.
Mineralogical characterization was carried out using QEM*SEM (Quantitative Evaluation of Minerals by Scanning Electron Microscopy) on the samples to analyse the distribution of liberated silica and locked silica along with other minerals.
Results and discussion
Process circuit optimization begins with a detailed audit of the operating plant under existing conditions, followed by modified conditions. Periodic shifts in the feed quality and size fractions are common. In practice, the cut size of the final classification stage is a compromise between achieving adequate liberation and avoiding slimes production. Under optimized conditions during trials, the change in spigot diameter of individual classifiers (rougher circuit, cleaner circuit, and scavenger circuit) from 33 mm to 35 mm resulted in a decrease in particle cut sizes: hydrocyclone no. 5 (d75 62-52 urn), hydrocyclone no. 6 (d50 56-40 um), and hydrocyclone no. 7 (d50 70-30 um) as shown in Figure 6.
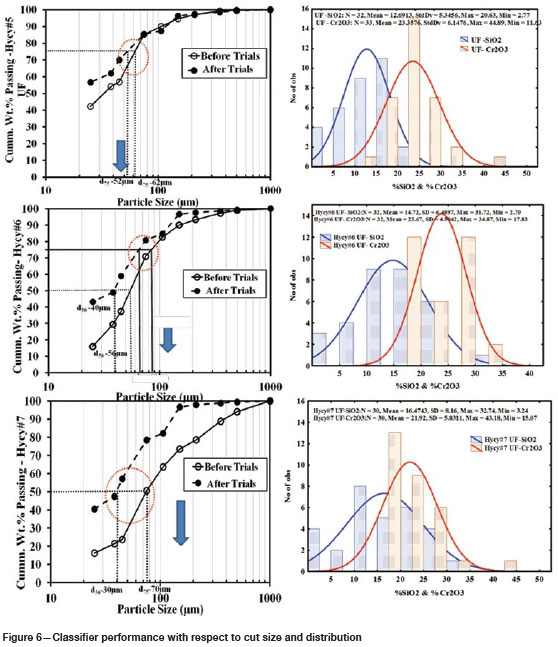
Inconsistency in the underflow fraction with respect to SiO2 and Cr2O3 has been observed. The SiO2 content was observed to vary between 20.63% (max.) and 2.77 (min.) with a standard deviation of 5.35, whereas the Cr2O3 content varied between 11.63 (min.) and 44.89% (max.) with a standard deviation of 6.15.
Circuit mineralogical analysis
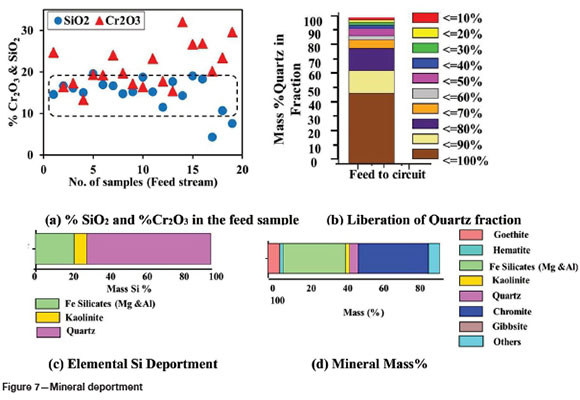
Mineralogical characterization of the beneficiation circuit samples was carried out using QEMSCAN (Quantitative Evaluation of Minerals by Scanning Electron Microscopy) to understand the distribution of liberated and locked mineral fractions. The samples were also analysed for components such as Cr2O3, Fe (T), SiO2, Al2O3, CaO, and MgO. Since the circuit product grade was contaminated by the siliceous minerals, characterization studies were primarily evaluated for silicates. It is observed in Figure 7a that a high concentration (24.0% max.) of siliceous gangue is entering the spiral circuit along with chromite. The spinel group of minerals shows wide ranges of chemical composition and therefore density. The deportment analysis (Figure 7) shows that siliceous gangue is contributed by both free quartz and Fe silicates. It can be observed that around 60% of the feed fraction contains 90% liberated quartz fraction. This information will govern the process parameters for spiral operations.
Spiral performance
To understand the performance of the spiral circuit (i.e. rougher, cleaner, and scavenger), a complete set of feed to spiral and product samples was collected. The samples were characterized to understand the distribution of siliceous gangue and chromite particles. The cleaner spiral performance in terms of SiO2 and Cr2O3 analysis is presented in Figures 8a to 8c.
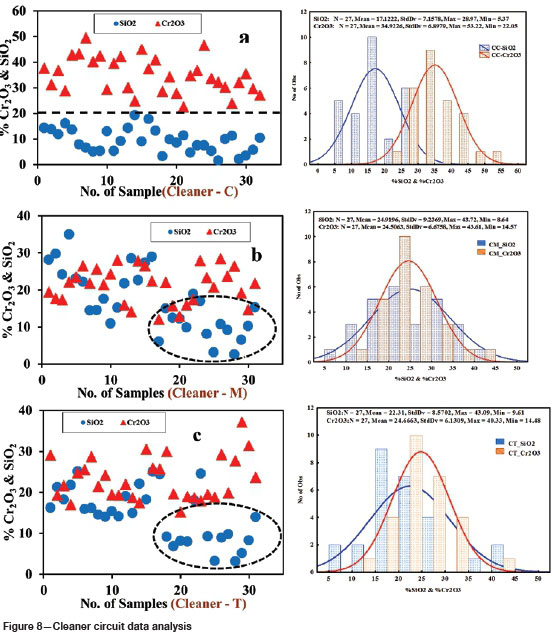
A clear band of separation between Cr2O3 and SiO2 particles is observed in the cleaner concentrate. The maximum Cr2O3 content in the concentrate was 49.44%, with a mean value of 34.85% and standard deviation of 6.93.
Quantitative evaluation of minerals (QEMSCAN)
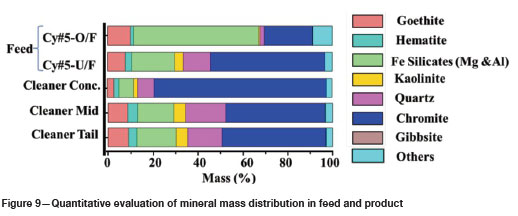
The mass percentage distribution present in the feed and products was analysed using an automated scanning system and the results are presented in Figure 9. It can be seen that the cyclone underflow (UF) contains nearly 30-35% Fe silicates, which have reported in the middling and tailings of the cleaner circuit, whereas the concentrate contains approximately 20% of the siliceous gangue.
Unlike the rougher spiral circuit, the cleaner spiral concentrate shows a better separation of heavies from the lights. The mean SiO2 content was 5.27%, with a maximum value of 28.97% and standard deviation of 7.15.
The maximum Cr2O3 content in the concentrate was 53.22%, with a mean value of 34.92% and standard deviation of 6.89.
A clear band of separation between Cr2O3 and SiO2 can be further achieved by optimizing the operating conditions. Similar analysis and data interpretation were carried out for the rougher and scavenger circuits, but only the cleaner circuit analysis is presented here.
Stagewise improvement in the beneficiation circuit based on the mineral species distribution under different conditions is presented in Figure 10.
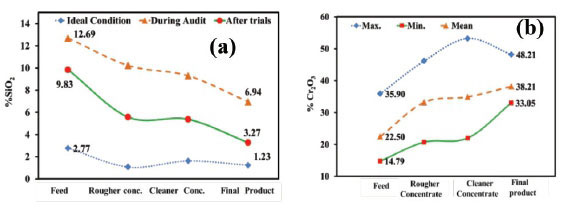
It can be seen that under optimized conditions, it is possible to reduce the SiO2 contamination in the concentrate to 3.27% (Figure 10a), although at lower throughputs further reduction is possible. This change has improved the Cr2O3 grades to a maximum value of 48.21% (Figure 10b).
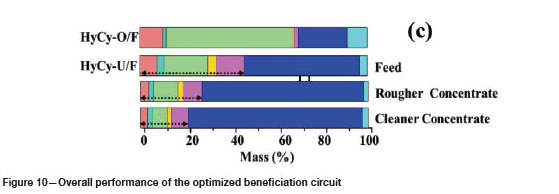
From the circuit mineral mass distribution pattern, it is possible to understand the behaviour of mineral species throughout the circuit at a given feed input. The mineral mass distribution of various feed components is presented in Figure 10c.
> The variation in the proportion of siliceous contamination (Fe silicates or quartz) in the concentrate can be clearly observed.
> Most of the free quartz reported to the cyclone overflow,
whereas the Fe silicates, due to their higher density, reported to the concentrate.
> The ultrafine beneficiation circuit separates the fine chromite particles from the silica and clay minerals. This circuit comprises a bank of 16 hydrocyclones. The d50or cut size of the cyclone underflow (UF) here is 25 um.
> In ultrafine sizes, the settling velocity of fines reaches the limit and coarse light and fine chromite particles will report in the product (UF), whereas ultrafine liberated chromite particles short-circuit into the overflow along with other silicates.
> The standard deviation values of SiO2 and Cr2O3 in the cyclone OF were observed to be 4.7 and 3.41 respectively, and 5.34 and 6.14 in the UF .
> The overall yield of Cr2O3 in the ultrafine circuit was increased to 168 t/d from 160 t/d, an increase of 5%.
> Optimization and better knowledge of the feed in the upper stream of the circuit can further reduce the fine Fe silicate contamination in the concentrate.
Conclusions
> The variation in the ore characteristics (particularl the difference in mineral densities) plays a critical role in the evaluation of such beneficiation circuits. Detailed characterization studies aided by QEMSCAN helped in optimization of the gravity separation process.
> Under optimized conditions, the beneficiation plant produced a concentrate with < 3.0% SiO2 compared with 9.0% in the feed. Optimization and better knowledge of the feed in the upper stream of the circuit can further reduce the fine Fe silicate contamination in the concentrate.
> A systematic steady-state model/simulation must be designed for process control and optimization of the beneficiation process flow sheet.
Acknowledgements
The authors are thankful to Tata Steel management for their encouragement, support, and permission to publish the paper. Thanks, are also due to all team members and supporting staff of FAMD and R&D and SS for their support and throughout the work. The authors also acknowledge Dr T.C. Rao for his guidance.
References
Cicek, T. and Cocen, I. 2002. Applicability of Mozley gravity separator (MGS) to fine chromite tailings of Turkish chromite concentrating plants. Minerals Engineering, vol. 15. pp. 91-93. [ Links ]
Cicek, T., Cocen, I., and Samani, S., 1998. Gravimetric concentration of fine chromite tailings. Innovations in Mineral and Coal Processing. Proceedings of the 7th International Mineral Processing Symposium, Istanbul. Balkema, Rotterdam. pp. 731-736. [ Links ]
Dawson, F.C, 2010. Experiences in the production of metallurgical and chemical grade UG2 chromite concentrates from PGM tailings streams. Journal of the Southern African Institute of Mining and Metallurgy, vol. 110. pp. 683-690. [ Links ]
Fandrich, R., Gu,Y., Burrows, D., and Moeller, K. 2007. Modern SEM-based mineral liberation analysis. International Journal of Mineral Processing, vol. 84, no. 1-4. pp. 310-320. [ Links ]
Gence, N. 1999. Beneficiation of Elazig-Kefdag chromite by multi-gravity separator. Turkish Journal of Engineering and Environmental Sciences, vol. 23. pp. 473-475. [ Links ]
Gu, F. and Wills, B.A. 1988. Chromite-mineralogy and processing. Minerals Engineering, vol. 1, no. 3. pp. 235-240. [ Links ]
Gueney, A., Oenal, G., Dogan, M.z., and Altas, A. 1994. Flotation of fine chromite tailings using novel techniques. Progress in Mineral Processing Technology. Proceedings of the 5th International Mineral Processing Symposium. Demirel, H. and Ersayin, S. (eds.). Balkema, Rotterdam, The Netherlands. pp. 473-477. [ Links ]
Honaker Q.R. and Forrest, W.R. 2003. Advances in Gravity Concentration. SME, Littleton, CO. [ Links ]
Jones, M.P. 1987. Applied Mineralogy: A Quantitative Approach. Graham & Trotman, London, Norwell MA. [ Links ]
King, R.P. 1993. Basic image analysis for mineralogy. ICAM'93. Demonstration Workshop Manual. International Council for Applied Mineralogy. pp. 19-139. [ Links ]
Li., X., McKee, D.J., Horberry, T., and Powell, M.S. 2011. The control room operator: The forgotten element in mineral process control. Minerals Engineering, vol. 24, no. 8. pp. 894-902. [ Links ]
Luttrell, G.H. 2003. Density separations: Are we really making use of existing process engineering knowledge? Advances in Gravity Concentration. SME, Littleton, CO. [ Links ]
Ozdag, H., ucbas, Y., and Koca, S. 1994. Recovery of chromite from slime and table tailings by multi gravity separator. Proceedings of Innovations in Mineral Processing, Sudbury, ON. Acme Printers, Sudbury. p. 267. [ Links ]
Pascoe, R.D., Power, M.R, and Simpson, B. 2007. QEMSCAN analysis as a tool for improved understanding of gravity separator performance. Minerals Engineering, vol. 20. pp. 487-495. [ Links ]
Petruk, W. 2000. Applied Mineralogy in the Mining Industry. Elsevier, Amsterdam. [ Links ]
Rama Murthy, Y., Tripathy, S. K, and Raghu Kumar, C. 2011. Chrome ore beneficiation challenges & opportunities - A review. Minerals Engineering, vol. 24. pp. 375-380. [ Links ]
Rama Murthy, Y., Tripathy, S.K, Srinivasulu, A., Ranjan, A., and Sahu, G.P. 2013. Strategy to control chromite losses in gravity operated process plant. Tata Search, vol. 1. pp. 17-21. [ Links ]
Sonmez, E. and Turgut, B. 1998. Enrichment of low-grade Karaburhan chromite ores by gravitational methods. Innovation in Mineral and Coal Processing. Atak, S., Onal, G., and Celik, T. (eds). Balkema, Rotterdam, The Netherlands. pp. 723-726. [ Links ]
Tripathy, S.K., Rama Murthy, Y., and Singh, v. 2013. Characterization and separation studies of Indian chromite beneficiation plant tailing. International Journal of Mineral Processing, vol. 122. pp. 47-53. [ Links ]
Wills, B.A. and Finch, J.H. 2015. Wills' Mineral Processing Technology. 8th edn. Elsevier. [ Links ]
 Correspondence:
Correspondence:
Y. Rama Murthy
yrama.murthy@tatasteel.com
Received: 31 Oct. 2019
Revised: 17 Feb. 2020
Accepted: 28 Feb. 2020
Published: April 2020


{kind=link}