










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.120 n.3 Johannesburg Mar. 2020
http://dx.doi.org/10.17159/2411-9717/376/2020
PAPERS OF GENERAL INTEREST
Operator influence on the loading process at LKAB's iron ore mines
A. GustafsonI; H. SchunnessonI; J. ParaszczakII; G. ShekharI; S. BergstrómIII; P. BrãnnmanIII
ILuleá University of Technology, Sweden
IIUniversité Laval, Quebec City, Canada
IIILuossavaara Kiirunavaara AB, Sweden
SYNOPSIS
The loading process in sublevel caving mines entails loading material from the drawpoint using load haul dump machines that transport the material to orepasses or trucks, depending on the mine conditions. When each bucket is drawn from the drawpoint, a decision must be made as to whether loading should continue or be stopped and the next ring blasted. The decision to abandon the drawpoint is irrevocable, as it is followed by the blasting of the next ring. Abandonment of the drawpoint too early leads to ore losses and inefficient use of ore resources. Loading beyond the optimal point increases dilution as well as mining costs.
The experience of the LHD operators is an important basis for manual drawpoint control. However, it has been difficult to establish which specific factors manual drawpoint control is based on. To try to shed more light on these factors we analysed the operators' experiences at LKAB's Kiirunavaara and Malmberget iron ore mines. The operators in the two mines completed a questionnaire on the current loading practices and the process of deciding to abandon 'normal' rings, opening rings, and rings with loading issues.
It was found that in both case study mines, most decisions on the abandonment of drawpoints are made by the operators. The more experienced operators tend to make more decisions themselves rather than rely on support from the existing support functions.
Keywords: loading process, operator influence, decision control, sublevel caving, load haul dump machine, draw control.
Introduction
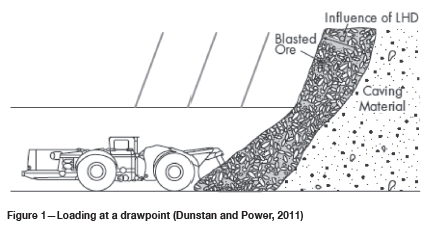
The process of loading in the sublevel caving (SLC) mining method is difficult, as a large amount of material is loaded from a drawpoint with a small cross-section, while at the same time material flows down from the top of the drawbell, filling the void left by the material removed (Dunstan and Power, 2011) (Figure 1). Then, the loaded material is either hauled by load haul dump (LHD) machines to orepasses or dumped into trucks, depending on production conditions. Loading at the drawpoint begins after a production ring is blasted and clearance is given for loading.
The blasted material swells and fills the drawpoint to form a muckpile; the spread and angle of the muckpile's slope vary during loading. According to Kvapil (2008), for good extraction, an ideally blasted ring creates a muckpile which fills the drawpoint, as shown in Figure 2.

Sublevel caving includes a series of unit operations: drilling, blasting, loading, and transportation of material. Each unit operation generates a large amount of data that is used to plan the subsequent processes and monitor the mining operation. The systematic recording, storing, and delivering of mining-related information is vital for today's highly mechanized mining operations.
The ore recovery, dilution, and extraction rate are determined and controlled at the drawpoint. Here, the overall production plans depend on a fundamental decision - as each bucket is drawn, the operator must decide to either continue loading or to abandon the drawpoint. A decision to abandon the drawpoint is irrevocable, since it is followed by the blasting of the next ring. Premature abandonment of the drawpoint leads to ore losses and inefficient use of ore resources. Continuing to load beyond the optimum point, however, results in increased dilution and increased production costs. Decisions to stop or to continue loading must consider factors such as the current ore grade, extraction ratio, indication of remaining ore above the loading point, metal price, cut-off grades, processing costs, and the possibility of recovering the remaining ore at lower levels.
In other words, the SLC loading process depends on various mining, geological, and economic parameters. In order to balance these vastly different. but equally important parameters, a set of rules and guidelines must be established (Shekhar, Gustafson, and Schunnesson, 2016). This is generally termed the 'draw control strategy'. A draw control strategy incorporates the sequencing and scheduling of development, production, and material handling systems, with the dual objective of minimizing mining costs and dilution (Smith and Rahal, 2001). A good draw control strategy creates an optimal balance of ore dilution and ore recovery, balancing production demands with loading procedures and resource efficiency.
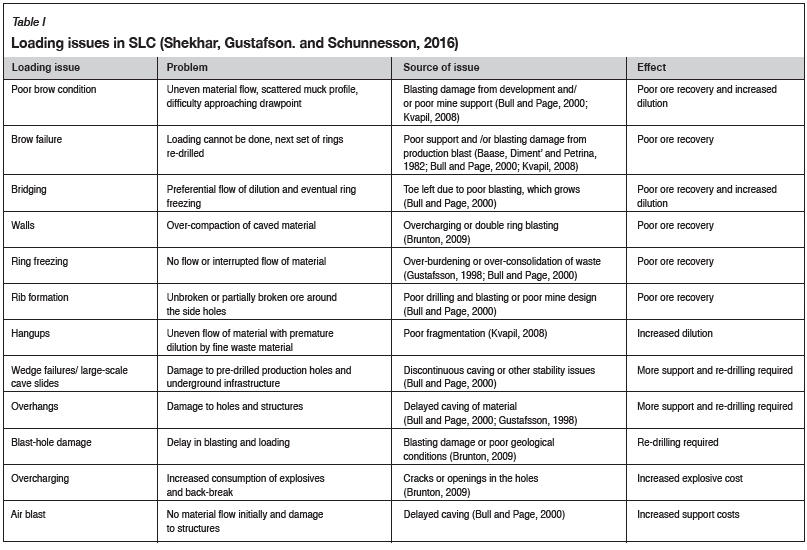
Loading at the drawpoint can be halted or delayed due to a variety of loading issues (Cokayne, 1982), adversely affecting the resource efficiency. These issues include poor mine design or poor drilling or blasting practices, as listed in Table I. At the Swedish mining company Luossavaara Kiirunavara AB (LKAB), loading at the drawpoint is sometimes stopped early because of loading issues such as hangups, brow failure, pillar failure, intrusions, poor fragmentation, or ring freeze (Shekhar, Gustafson, and Schunnesson, 2016).
Many decisions (how much to load from a drawpoint, the identification of different loading issues, and the action taken, etc.) are based on the LHD operator's personal experience and practical knowledge. This experience is today an important foundation for manual drawpoint control. However, it is difficult to define which factors manual drawpoint control is based on.
The purpose with this study is to investigate the experience of the LHD operators in in LKAB's Kiirunavaara and Malmberget mines to obtain a better understanding of current loading practices and the decision-making processes involved in abandoning 'normal' rings, opening rings, and rings with loading issues (e.g. brow failure, pillar failure, or ring freeze). Furthermore, in order to improve a draw control model it is important to include the operator's experience, since the operators can override any suggestion provided by the existing drawpoint control system.
Methodology
To understand how LHD operators influence the process of loading and decision-making, the LHD operators at LKAB's Kiirunavaara and Malmberget mines completed a questionnaire. Findings were combined with a study of the mine's internal documents and reports, and various scientific reports and articles.
Questionnaire study
The total number of questionnaire respondents was 59 in the Kiirunavaara mine and 62 in the Malmberget mine, corresponding to 74% and 100% of all LHD operators respectively. The lower number of respondents at Kiirunavaara can be explained by the fact that many of the operators were not working at the time of the study. However, the respondents still included operators from all shift teams in both mines and can therefore be seen as representative.
The questionnaire contained 34 questions; 24 were closed questions (with alternative answers) and 10 were open questions (the respondent composed the answer). The questionnaires were handed to the operators in person and answered right away in the presence of the interviewer. This ensured that a large number of questions were answered.
The questionnaire aimed at investigating:
> The organizational structure of the mines
> The general loading process
> The decision process in abandoning a normal ring
> The decision process in abandoning an opening ring
> The decision process in abandoning a ring with loading issues
> The person responsible for abandoning a ring with loading issues
> The differences between operators, depending on loading experience.
Mine site descriptions
The mines selected for this study were LKAB's two underground iron ore mines: Kiirunavaara and Malmberget. Both use sublevel caving (SLC) as the mining method.
LKAB uses different information systems to support the unit operations at these mines. The three support systems used for the loading operation are GIRON, the Wireless Loader Information System (WOLIS), and the Loadrite scoop weighing system. GIRON is an application tool which creates, stores, and displays mine-related data used during different unit operations (Adlerborn and Selberg, 2008). The application also communicates with other mine systems by sending and receiving data. WOLIS is used to transfer data from the LHDs to a database (Adlerborn and Selberg, 2008); it is a control, decision, and support system that provides automatically generated production data to the operator and to the mine control group. The Loadrite scoop weighing system is installed on the LHD machines to weigh the load of the bucket (Davison, 1996). It measures the hydraulic pressure in the lift cylinders of the LHD's arms connecting the bucket to the machine. It then converts this hydraulic pressure into a weight and a Fe grade (Davison, 1996) which is displayed for the operators inside the LHD through the WOLIS system.
LHD operation is not a continuous process, and the LHD machines operate only when needed. Loading is prohibited immediately after blasting because noxious gases are produced by the detonation of explosives. Loading cannot be resumed until the area has been adequately ventilated.
The Kiirunavaara mine
The Kiirunavaara orebody consists of a magnetite-rich magmatic intrusion. The orebody is about 4 km along the strike (N10°E) with an average width of around 80 m, dipping at about 60°SE towards Kiruna city (Nordqvist and Wimmer, 2014). The ore initially mined was pure magnetite, but the magnetite content has dropped to 65 to 70%, with the remainder consisting of impurities such as apatite, calcite, or phosphate minerals. The average iron content of the orebody is 64% (Nordqvist and Wimmer, 2014). The thickness of the orebody increases with depth, especially in the northern part where it can be up to 200 m (Rutanen, 2011).
The mine is divided into 10 main production areas (Figure 3). The key loading equipment for production is Sandvik LH625E electric LHDs with a bucket capacity of 25 t.
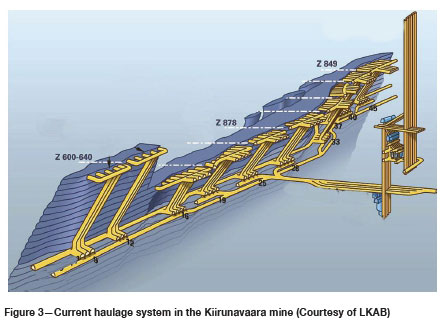
The LHDs load the ore from drawpoints and haul it to one out of seven orepasses located in each production block. Trains, operating on the main level, transport the ore from the orepasses to crushers, from where it is carried by belt conveyors to the hoisting system. To conform to mining restrictions, before mining moves to the subsequent block, the preceding one must maintain continuous production until all available ore is removed.
The Malmberget mine
The Malmberget mine consists of about 20 orebodies, of which 13 are currently being mined with varying rates of production (Savilahti and Jonsson, 2013). The orebodies consist of an apatite iron ore, and the country rock is metamorphosed and deformed volcanics of felsic to mafic composition, referred to at the mine as leptites. The deposit stretches 5 km in the EW direction and 2.5 km in the NS direction. The ore minerals comprise magnetite (95%) and haematite (5%), and the grade varies from 49% to 63% for different orebodies. The width of the orebodies varies from 20 to 100 m, and the tonnage of individual blocks varies from 5 Mt to 250 Mt.
The Malmberget mine uses 13 diesel-powered LHD machines with a loading capacity of 21 t. These machines, manufactured by Sandvik or Caterpillar, went into production between 2005 and 2013.
Organization
Loading of the fragmented ore from the drawpoint is a continuous process at LKAB and requires appropriate manpower and equipment utilization. The loading section controls the loading process at both mines and decides on the procedures and criteria to be employed for loading at the drawpoints.
The Kiirunavaara mine
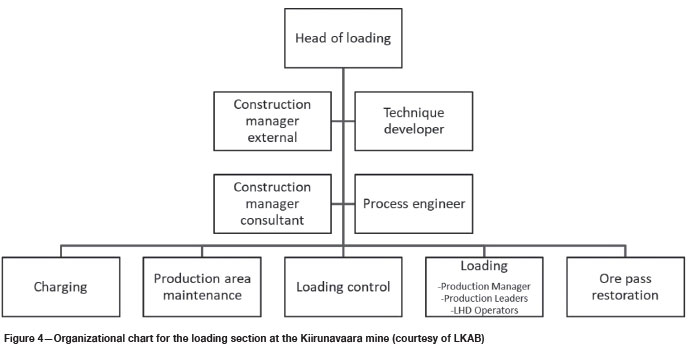
The organizational chart for the loading section at the Kiirunavaara mine is shown in Figure 4. This paper focuses on the loading section, which is responsible for loading material at the drawpoint.
The involvement of mine personnel in loading is described below:
> Loading control
• The loading control group provide information about which drawpoints should be loaded and which drawpoints should be closed (personal communications, 2016). They also deal with short-term mine sequencing and scheduling. They use the Giron and WOLIS systems to follow and control the loading operation. These systems provide information on which drawpoints should remain operational and which are to be abandoned. Loading control assists the loading team and the production team by updating and improving the different information systems used during loading.
> Loading
• Production managers: Two production managers head the loading operation at Kiirunavaara mine. They are in charge of the LHD operators and assign them to different production areas (personal communications, 2016).
• Production leaders: A total of three production leaders are deployed in the shifts with LHD operators and provide directions to operators based on information from the production manager and loading control (personal communications, 2016). The production leaders work in rotation with two people on and one off every week (all seven days).
• LHD operators: The Kiirunavaara mine has 81 LHD operators who load the material at drawpoints and transport it to dumping points (personal communication, 2016).
Figure 5 shows the shift roster for the LHD operators at the Kiirunavaara mine. The mine has a total of four shifts: morning (05:00-13:48), day (7:18-16:06), afternoon (14:30-23:12), and evening (16:00-01:00). The mine shifts overlap. In the morning and day shifts, each LHD is operated by two operators in turn so as to use it as effectively as possible. The duration of the loading periods varies between 1 hour and 2.3 hours, as shown in Figure 5 (personal communications, LKAB, 2016).
The morning shift commences at 05:00, but the LHD operator actually begins loading from the drawpoint at around 5:45 (due to the time needed to travel from the surface to production areas underground) and continues loading until 08:00. Thereafter, the LHD operator from the day shift takes over until 09:00 and the first LHD operator resumes the loading at 09:00, relieving the second operator who then takes a break. The evening shift runs at a slightly reduced manpower capacity, which means there is not always an overlap in personnel between the afternoon and evening shifts. Overall, the LHD operators are divided into seven groups. The first five groups are assigned to work in the morning, day, and afternoon shifts. The groups rotate in a morning/afternoon/week off/day/week-off pattern, so in any given week, three groups are at work and two others have time off. The remaining two of the seven groups work alternate weeks and operate the evening shift (personal communications LKAB, 2016).
The Malmberget mine
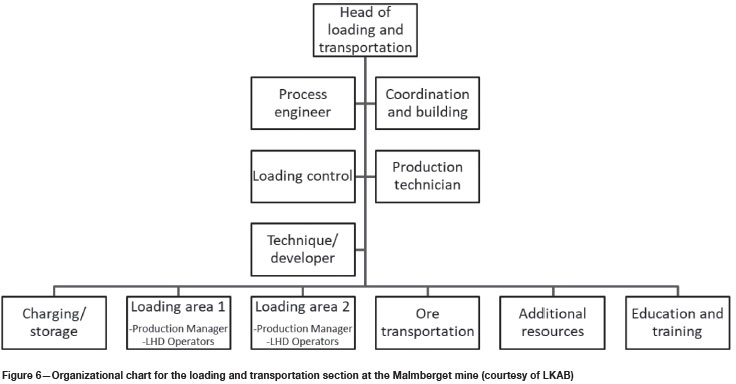
The organizational structure and manpower distribution in the Malmberget mine are slightly different from the Kiirunavaara mine. Figure 6 shows the organizational structure for the loading and transportation section at Malmberget.
The mine personnel involved in loading are organized as follows.
> Loading control
• Loading control provides information about which drawpoints should be loaded and which drawpoints are to be closed (personal communications, 2016). They also deal with short-term mine sequencing and scheduling. Loading control handles the loading criteria and the daily planning of the loading activities and uses Giron and WOLIS to follow up the loading. These systems provide information on which drawpoints should remain operational and which are to be abandoned. The loading control group consists of four production leaders who work in rotation, with three people working the morning, day, and afternoon shifts and one person with the week off.
> Loading areas 1 and 2
• Production manager: Loading is divided into two areas, area 1 and area 2, each with its own production manager. They are in charge of handling the LHD operators and assigning them to different production areas (personal communications, 2016).
• LHD operators: The Malmberget mine has a total of 59 LHD operators employed by LKAB (personal communication, 2016). They perform the loading of the material at the draw point. There are also a number of LHD operators working for an external contractor operating in one part of the mine. These operators were not included in this study.
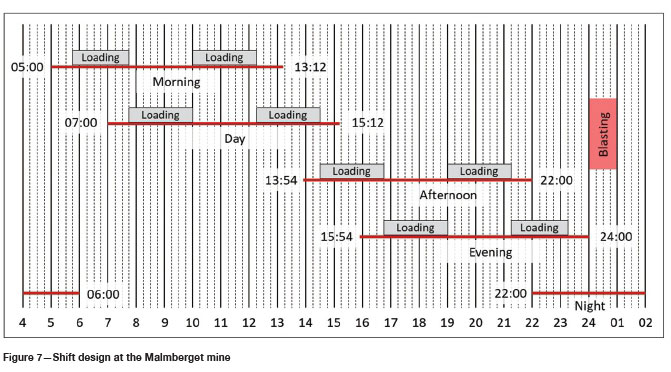
Figure 7 shows the Malmberget shift design. The mine has a total of five shifts: morning (05:00-13:12), day (07:00-15:12), afternoon (13:54-22:00), evening (15:54-24:00), and night (22:00-06:00). As in the Kiirunavaara mine, the shifts overlap, making the LHD utilization as efficient as possible. The duration of a loading period is constant (2 hours 15 minutes), except for the first and last loading periods (2 hours) of the day, as shown in Figure 7.
The morning shifts commences at 05:00, but the LHD operator actually begins loading from the drawpoint at around 5:45 (time taken to travel from surface to production areas underground) and continues loading until 07:45. Thereafter, the LHD operator from the day shift takes over until 10:00, and the first one resumes at 10:00 (personal communications, 2016), as in the Kiirunavaara mine. The practice is followed for the first four shifts, as shown in Figure 7. The fifth shift or the night shift has two operators working 23:15 to 06:00. The LHD operators are divided into eight groups. The first six groups are assigned to work the morning, day, afternoon, and evening shifts (personal communications LKAB, 2016). The groups rotate in a morning/ afternoon/week-off/day/evening/week-off pattern, so in any given week, four groups are at work and two are off (personal communications LKAB, 2016). The remaining two of the eight groups work alternate weeks on the night shift (personal communications LKAB, 2016).
Loading procedures
There are 81 LHD operators in the Kiirunavaara mine and 62 in the Malmberget mine. The experience of the operators in terms of years worked on LHDs, is slightly different in the two mines (see Figure 8). The Malmberget mine has a higher percentage of recently employed operators than the Kiirunavaara mine. However, 43% the operators at the Malmberget mine, and 50% at the Kiirunavaara mine, have been working 6 years or more.

In both mines, the operator's task is to move the broken ore from the drawpoint to the orepass. Loading should be performed in such a way that it enables a good flow of the caved ore, maximizes ore recovery, and minimizes dilution. During loading, the operator takes loads alternately from the right and the left sides of the face, if possible.
The daily work routine of the operators is as follows.
> Performing daily maintenance on the machine and in the workplace
> Loading ore, according to plan, either to orepasses or on trucks
> Handling boulders
> Deciding whether to change drawpoint;
> Reporting disturbances in WOLIS to the production coordinator.
Boulders in the Kiirunavaara mine are broken with a rock-breaker before being dumped in the orepass through a grizzly. The Malmberget mine has no grizzlies; boulders are broken by drilling and blasting in a nearby boulder drift.
Both mines use a draw control strategy based on bucket weights. The drawpoint monitoring system provides continuous ore grade information to the operator and to the managers for every loaded bucket (Nordqvist and Wimmer, 2014; Quinteiro, Larsson, and Hustrulid, 2001). Waste or ore percentage is plotted against the extraction ratio, and the resulting curve is displayed inside the LHD machine through WOLIS (Adlerborn and Selberg, 2008) (Figure 9). The bucket grade curve gives information on the grade of the ore being loaded, which assists the operator to decide when to stop loading (Adlerborn and Selberg, 2008). The bucket grade curve is smoothed by considering a moving average for the last 15 buckets (Nordqvist and Wimmer, 2014).

The loading information displayed on the WOLIS screen (Figure 9) consists of the following (Adlerborn and Selberg, 2008):
1. The location from where the material is taken, including the drift and ring number.
2. The last bucket weight recorded by the system.
3. A graphical representation of the current ring being loaded showing the drill-holes, along with the neighbouring rings.
4. The current extraction ratio of the ring being loaded, as a percentage.
5. Status indicators showing if the system is connected to the weighing system and if it is connected to the WLan, along with an indication of upload/download transfers.
6. A new window to register downtime, i.e. the duration and cause of the system being down or unusable.
7. A graphical representation of the total loading from the current ring. The system has four modes for graphical representation. The following can be plotted:
(a) Iron percentage (Y axis) vs extraction ratio (X axis)
(b) Waste percentage (Y axis) vs extraction ratio (X axis)
(c) Bucket weight (Y axis) vs number of buckets loaded (X axis)
(d) Waste percentage (Y axis) vs number of buckets loaded (X axis).
In Figure 6, the blue line shows the moving average property (iron percentage or bucket weight) and the red line the iron percentage of the last 25% (by units) of the extraction ratio. These two lines guide the operator's decision to stop loading from a ring.
8. A new window showing if any charged holes are close to the current ring.
9. Additional data about the current ring displayed on the operator's screen includes the present status of the ring, the iron percentage for the last 25% of the extraction ratio, tonnage loaded, planned tonnage, and iron percentage for bucket.
10. The final extraction ratio of the neighbouring drifts in the level above the present drawpoint.
At LKAB, each LHD operator can see the information, such as the extraction ratio and ore grade for the last 15 buckets, total planned tonnage, and tonnage extracted from the ring, on the WOLIS screen installed in the LHD. The information is used by the operator to decide if loading should be continued or discontinued at a particular drawpoint based on the loading criteria. If the information on the screen indicates that loading should be continued, loading is pursued; otherwise, the drawpoint is closed. However, if loading cannot be continued because of loading issues such as hangups, brow failure etc., the operator enters the reason for stopping loading in WOLIS and moves to the next active drawpoint for loading.
Loading of normal rings
The criteria guiding the loading process are called loading criteria and are part of draw control, along with loading procedures. Loading at the drawpoint is assisted by the WOLIS system in both the Kiirunavaara and the Malmberget mines; the system displays bucket weight and bucket grade, together with other ring properties. The extraction ratio is used as a loading criterion; this is the ratio of total tonnage of material loaded from the drawpoint to the planned tonnage of the ring.
In the Kiirunavaara mine, loading is normally continued to the fixed extraction ratio target communicated by the loading managers to the operators. In the Malmberget mine, three loading criteria must be met for a normal ring before the operator can/ should stop loading and abandon the drawpoint: extraction ratio, Fe grade, and a negative trend on bucket weights.
When the decision is made to close a ring, the operator builds a catch wall to ensure the safety of the personnel who will charge the next fan in the drift. This wall must be approved by the charging personnel.
Loading of opening rings
The loading process and draw control of the opening rings near the hangingwall are guided by safety concerns. Drawpoints near the hangingwalls have an open cavern during the later stages of the draw; i.e. the hangingwalls have not yet caved or have just begun to cave, creating an open cavern above the drawpoint. Keeping this in mind, LHD operators load the material under the supported part of the drift. The current loading procedure dictates that no loading can be performed in an open cavern situation; i.e. loading is stopped when an opening is encountered at the drawpoint because of a gap between the muckpile and the supported part of the drawpoint. The final extraction ratio for rings near the hangingwall can vary from 35% to 70% in the Kiirunavaara mine.
Loading of rings with loading issues
Loading at the drawpoint is sometimes stopped early due to loading issues such as hangups, ring freeze, brow failure, etc. Poorly fragmented material at the drawpoint is still loaded, but the boulders are broken by a rock-breaker in the Kiirunavaara mine and by drilling and blasting in the Malmberget mine before being dumped into the orepass. The loading criteria are followed for drawpoints with poor fragmentation, but an inefficient filling of the bucket may cause inaccurate grade estimations. Loading issues, such as bridges, rib formation, walls, and overhangs, are difficult to detect during loading, and the only symptoms may be poor material flow, for which there are no separate loading criteria. The handling of hangups differs in the Kiirunavaara and Malmberget mines.
Decision process
The decision-making process for three types of situations was investigated, namely the abandonment of:
> 'Normal' rings
> Opening rings
> Rings with loading issues (hangups, brow failure etc.).
The decision-making process differs for each category of ring and for each mine.
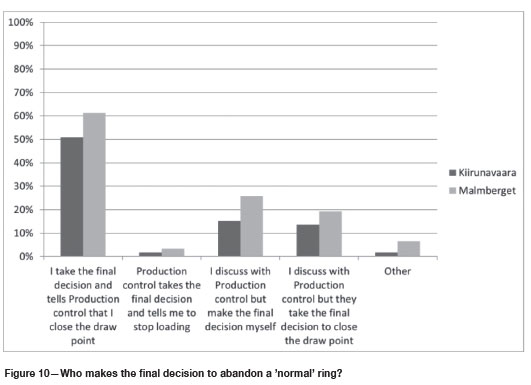
With respect to the decision to stop loading a 'normal' ring and to blast the next fan, most operators in both mines said they make the decision themselves and inform the loading control group that they are abandoning the drawpoint (Figure 10). A slightly higher percentage of operators in the Malmberget mine discuss the closing of a draw point with the loading control group before a decision is taken, compared to Kiirunavaara mine. The decision to abandon the ring is then made either by the operator or by the loading control group. Only occasionally does the loading control group takes the final decision and instruct the operator to stop loading.
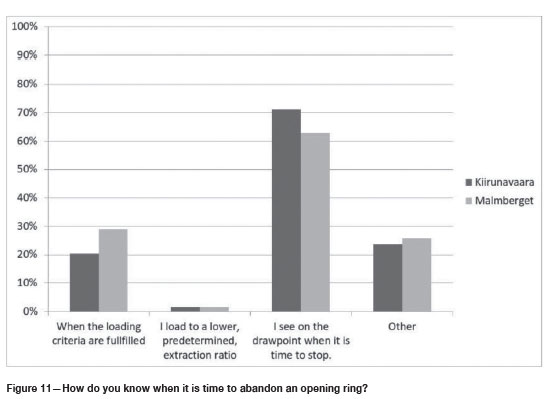
The decision to close an opening ring is different from the decision to close a normal ring. For opening rings, most operators said they can see at the drawpoint when it is time to stop loading (Figure 11). The majority of these answers (67% from the Kiirunavaara mine and 71% from the Malmberget mine) relate to seeing an open cavern above the drawpoint; this is an indication that it is time to stop loading and go on to blast the next ring. Note that these percentages also include the answers from the category 'other'.
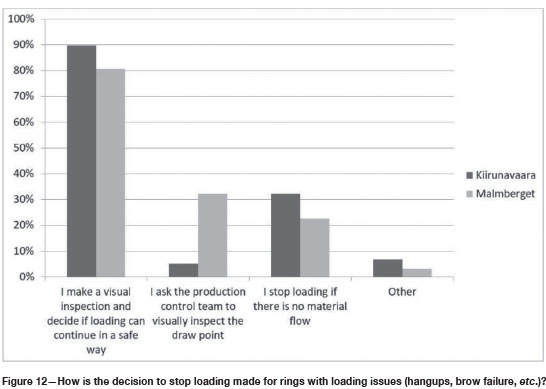
The next question dealt with the decision to stop loading for rings with loading issues. The answers show that most operators make a visual inspection to decide if loading can be continued safely (Figure 12). Interestingly, the number of operators asking the loading control group to come and visually inspect the drawpoint before closing it is higher in the Malmberget mine.
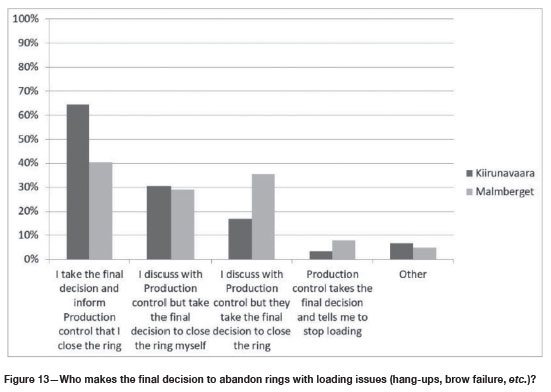
Overall, it is mainly the operator, either with or without assistance from the loading control group, who decides when to abandon drawpoints with loading issues. The operators in the Kiirunavaara mine are more likely to do so than those in the Malmberget mine (Figure 13), while the loading control group in the Malmberget mine makes the decision to close drawpoints more often than its fellow group in the Kiirunavaara mine.
Differences depending on loading experience
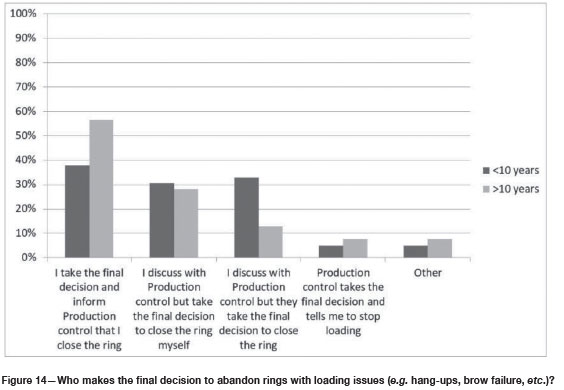
The study also compared the process of deciding to abandon a drawpoint with loading issues among operators with different levels of loading experience. Operators with more than 10 years of experience make more decisions themselves than those with less experience (<10 years), with the latter relying more on the loading control group (Figure 14). Operators with less experience have a tendency to discuss the situation more often with the loading control group before a decision is made. After discussions, the decision is made slightly more often by the loading control group than by the operator. For the more experienced operators, however, the decision is more often theirs after discussions with the loading control group. In Figure 14, the Kiirunavaara and Malmberget mines are assessed together.
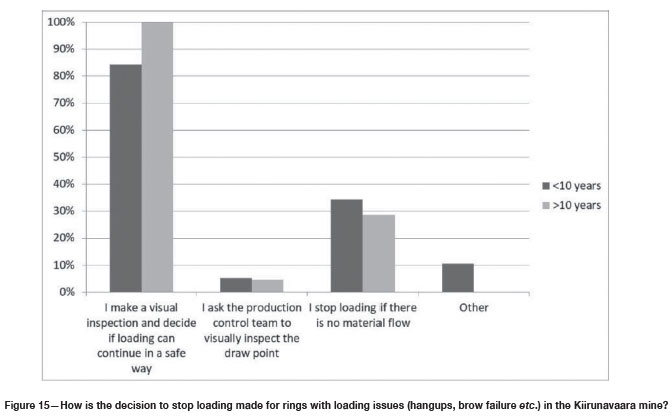
In the Kiirunavaara mine, rings with loading issues are closed depending on the experience of the operator. All experienced operators make a visual inspection before they decide if loading can continue safely (Figure 15). Fewer of the less experienced operators visually inspect the drawpoint before abandoning it.
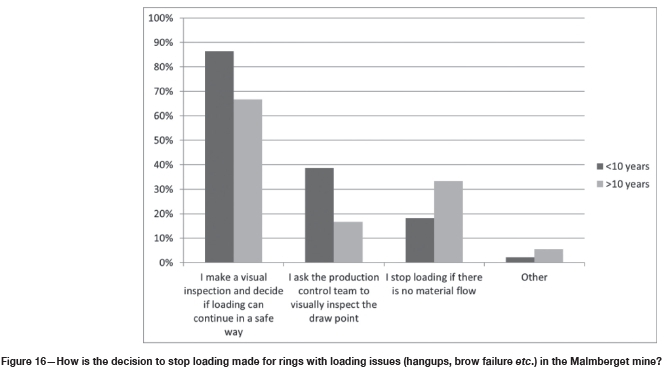
In the Malmberget mine, the less experienced operators visually inspect drawpoints to a greater extent than the more experienced ones (Figure 16), but the loading control group is also more involved with inspecting the drawpoint for the less experienced operators. The more experienced operators tend to make a visual inspection of the drawpoint and then decide if loading can be continued safely or to stop loading if there is no material flow at the drawpoint.
Concluding remarks
The experience of the LHD operators in LKAB's Kiirunavaara and Malmberget mines was investigated to obtain a better understanding of current loading practices and the decision processes involved in abandoning 'normal' rings, opening rings, and rings with loading issues (e.g. brow failure, pillar failure, or ring freeze). The main findings from this study are as follows.
> In both mines, the operators make the majority of the decisions to close a drawpoint, so their experience is very important for the loading process. Operators can also override any suggestion made by the draw control system on when to close the drawpoints.
> The loading control groups are involved in decisions to close drawpoints, but the loading control group in the Malmberget mine is more involved than that in the Kiirunavaara mine.
> The more experienced operators tend to make more decisions themselves, while the less experienced operators rely more on support from the loading control group. There are more experienced operators at the Kiirunavaara mine than the Malmberget mine, which explains the greater role of the loading control group at the latter.
There is some debate in the mines as to whether the main responsibility for, e.g. abandonment of drawpoints or decisions on rings with loading issues, should rest with the operator or with the loading control group.
> The general consensus is that the loading control group should be in charge of prioritizing the drifts to be loaded, while abandoning the rings should be a joint decision.
> Although the loading control group should assist operators by providing a second opinion, the common view in the two mines is that operators should make the final decisions themselves since they likely have the most experience of different situations.
> For rings with loading issues, the common view is that the loading control group should assume more responsibility for the decision to stop or to continue loading, since the decision is irrevocable.
The results from this study will be used towards the development of a new model for draw control in sublevel caving mines. The model will be tested as future work in the Kiirunavaara mine.
Acknowledgements
The authors would like to acknowledge LKAB for its financial and infrastructural support. The authors are also grateful for the invaluable input and support from the staff and management of the Malmberget and Kiirunavaara mines. Agio System och Kompetens AB, Boliden Mineral AB, ABB AB, and RTC are thanked for their valuable input as well. Vinnova, the Swedish Energy Agency and Formas, is thanked for financing the project through the SIP-STRIM programme.
References
Adlerborn, B. and Selberg, M. 2008. GIRON and WOLIS - Two mine applications. Proceedings of the 5th International Conference and Exhibition on Mass Mining2008, Luleá, Sweden, 9-11 June 2008. Schunnesson, H. and Nordlund, E. (eds). Division of Mining and Geotechnical Engineering, Luleá University of Technology. pp. 637-642. [ Links ]
Baase, RA., Diment, WD., and Petrina, A.J. 1982. Sublevel caving at Craigmont Mines Ltd. Underground Mining Methods Handbook. Hustrulid, W.A. (ed.). Society of Mining Engineers of the American Institute of Mining, Metallurgical and Petroleum Engineers, Inc., New York. pp. 898-915. [ Links ]
Brunton, I. 2009. The impact of blasting on sublevel caving material flow behaviour and recovery. Doctoral thesis, University of Queensland, Australia. [ Links ]
Bull, G. and Page, C.H. 2000. Sublevel caving-today's dependable low-cost 'ore factory'. Proceedings of the 3rd International Conference and Exhibition on Mass Mining 2000, Brisbane, Queensland, 29 October-2 November 2000. Australasian Institute of Mining and Metallurgy, Melbourne. pp. 537-556. [ Links ]
Cokayne, E.W. 1982. Sublevel caving. Chapter 1: Introduction. Underground Mining Methods Handbook. Hustrulid, W.A. (ed.). Society of Mining Engineers of the American Institute of Mining, Metallurgical and Petroleum Engineers, Inc., New York. pp. 872-879. [ Links ]
Davison, J. 1996. Assessment of the Loadrite scoop weighing system. Internal report, Kiirunavaara mine, Sweden. LKAB. [ Links ]
Dunstan, G. and Power, G. 2011. Sublevel caving. Mining Engineering Handbook. 3rd edn. Darling, P. (ed.). Society for Mining, Metallurgy and Exploration, Inc., Littleton, CO. pp. 1417-1437. [ Links ]
Gustafsson, P. 1998. Waste rock content variations during gravity flow in sublevel caving, Analysis of full-scale experiments and numerical simulations. Doctoral thesis, Luleá Tekniska Universitet, Luleá, Sweden. [ Links ]
Kvapil, R. 2008. Gravity flow in sublevel and panel caving - A common sense approach. Special edition for 5th International Conference and Exhibition on Mass Mining 2008, Luleá, Sweden, 9-11 June 2008. Division of Mining and Geotechnical Engineering, Luleá University of Technology. [ Links ]
Nordqvist, A. and Wimmer, M. 2014. Large scale field test of gravity flow at the Kiruna mine. Proceeding of Aachen International Mining Symposia, Sixth International Symposium, High Performance Mining. Institute of Mining Engineering, RWTH Aachen University, Aachen, Germany. pp. 621-636. [ Links ]
Ouinteiro, C. R., Larsson, L., and Hustrulid, W. 2001. Theory and practice of very-large-scale sublevel caving. Underground Mining Methods: Engineering Fundamentals and International Case Studies. Hustrulid, W.A. and Bullock, R.L. (eds). Society for Mining, Metallurgy and Exploration, Littleton, CO. pp. 381-384. [ Links ]
Personal communications. 2016. Staff at the loading division and loading control at LKABs underground mines in Malmberget and Kiruna. [ Links ]
Rutanen, H. 2011. Kiirunavaara mine geology, PowerPoint presentation. Kiirunavaara mine, Sweden. LKAB. [ Links ]
Savilahti, T., and Jonsson. K. 2013. LKAB information (Sublevel caving). PowerPoint presentation. LKAB. [ Links ]
Shekhar, G., Gustafson, Α., and Schunnesson, H. 2016. Draw control strategy and resource efficiency in sublevel caving: State-of-the-art. Research report, Luleá University of Technology. [ Links ]
Smith, M. and Rahal, D. 2001. Draw control optimization in the context of production scheduling. Proceedings of the 17th International Mining Conggress and Exhibition of Turkey. Chamber of Mining Engineers of Turkey, Ankara. pp. 831-838. [ Links ]
 Correspondence:
Correspondence:
A. Gustafson
anna.gustafson@ltu.se
Received: 12 Oct. 2018
Revised: 29 Oct. 2019
Accepted: 5 Dec. 2019
Published: March 2020


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}