










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versão On-line ISSN 2411-9717
versão impressa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.119 no.6 Johannesburg Jun. 2019
http://dx.doi.org/10.17159/2411-9717/674//2019
FURNACE TAPPING
Tap-hole maintenance and management on furnace 10 at Eramet Norway Porsgrunn
J.E. Davidsen; M. Honstad
Eramet Norway Porsgrunn, Norway
This paper was first presentedat the Furnace Tapping 2018 Conference, 15–16 October 2018, Nombolo Mdhluli Conference Centre, Kruger National Park, South Africa.
SYNOPSIS
A well-maintained tap-hole channel is important in order to achieve good and stable furnace operation over time. A worn or short tap-hole channel can lead to more violent flow, significantly increasing the fume emissions during tapping and leading to more metal being mixed with and lost to the slag. Over time, a worn tapping channel might cause side channels and damage to the lining around the tap-hole area. This can result in a burn-through which is a considerable safety risk and will cause significant production losses. At Eramet Norway Porsgrunn, tap-hole maintenance has been done regularly with electrode paste for over three decades with good results. This article summarizes some of the experiences obtained from this practice on a 33 MW SiMn furnace, as well as a change to a coal tar pitch-free binder.
Keywords: tap-hole maintenance, lining, tap-hole wear, coal tar pitch-free.
Introduction
A well-maintained tap-hole channel is important in order to achieve good and stable furnace operation over time. Metal and slag are regularly tapped from the furnace and may cause a lot of wear on the tapping channel, increasing the risk of lining damage and ultimately leading to a burn-through. On furnace 10 at Eramet Norway Porsgrunn, the tap-hole area is the part of the lining that has been by far the most prone to burn-through since the startup of the furnace.
Experience shows that almost all lining problems have started with burn-through in the tap-hole area or in close proximity to the tap-hole. During tap-hole repairs, side channels with metal and slag have also been observed emanating from the main tapping channel. In addition, a shorter tapping channel will cause more violent flow. This can lead to more metal droplets being entrained in the slag, and increase the risk of the furnace not being closed properly at the end of the tap.
As a burn-through is a considerable safety risk, and also causes significant production losses, systematic work has been performed over the years to maintain the tapping channel in order to prevent burn-through.
Furnace overview
Furnace 10 at Eramet Norway Porsgrunn is a single-level submerged arc furnace (SAF) by Elkem Technology. The furnace was started up in 1968, but over the years several modifications and upgrades have been done to the furnace in order to increase the smelting capacity. The shell diameter and electrode diameter have, however, been kept constant. Table I show some general data for the furnace, valid after the last upgrade in December 2017.
After the startup in 1968, high-carbon ferromanganese (HC FeMn) was the main product. In 1972 the furnace was switched to silicomanganese (SiMn) production and has since then been producing mainly SiMn with only shorter campaigns on HC FeMn. Eramet Norway runs the furnaces in duplex production, with slag tapped from the HC FeMn furnaces containing 30 wt.% Mn. The raw material blend used on furnace 10 has thus largely consisted of HC FeMn slag and a small proportion of ore. The ores used for SiMn production have varied through the years, usually being selected based on cost and availability.
The furnace has two tap-holes situated at the front of the furnace and separated by a 30° angle. The tapping electrode, electrode B, is situated between the two tap-holes. The A and C electrode are both situated further away from the tap-holes in the 'back' of the furnace, giving names to the A and C tap-holes, respectively. Tapping is alternated between the sides, and tapping position is changed to the opposite side after each tap. The tap-hole is opened using a drill and closed with a mud gun. A standard plugging paste is used for closing the furnace, the general composition of which is summarized in Table II. The drill and mud gun are remote controlled by the tapper at a safe distance in an air-conditioned tapping booth. In the event that the tap-hole drill cannot penetrate solidified material in the tapping channel, manual oxygen lancing is used.
Slag temperatures are generally in the range of 1560 to 1620°C, with an average of 1586°C for the past few years. The slag temperature is measured in the tapping stream close to the tap-hole using a dip-type thermometer. Typical composition ranges for slag and alloy are shown in Table III.
Since the start up in 1968 the furnace has been out for relining for a total of seven times. Not all parts of the lining were changed in all of the outages. Table IV summarizes some of the most significant challenges and changes made to the furnace lining from startup to the present day.
The tap-hole blocks have been pre-baked since the startup of the furnace. The design and material have varied over the years, with both carbon and SiC being tested for tap-hole block material. The observations from the plant personnel have been that SiC generally has a better resistance to chemical attack than carbon, but neither are good solutions if not maintained regularly.
Since the relining in 1995 there have been only three instances of burn-through in the tapping area, all in 2009 and 2010 towards the end of the lining lifetime. This happened after the furnace was shut down due to market conditions in 2009. Following the ramp-up after this outage, the C tap side was heavily damaged due to oxygen lancing and all three burn-through incidents occurred around this tap-hole. Since the relining in 2010 there have been no instances of burn-through or lining repair on the furnace.
Mechanisms of tap-hole wear
The erosion and wear of the furnace lining and tapping channel is a complex phenomenon with many factors contributing. Some of the factors thought to have an impact in the case of furnace 10 are summarized in this section.
During SiMn production the stable carbon phase will depend on the amount of silicon (Si) in the produced alloy. At lower levels of Si, below about 18 wt.%, graphite (C) will be the stable phase, while above this level silicon carbide (SiC) will be the stable carbon phase when assuming equilibrium (Olsen, Tangstad, and Lindstad, 2007). A SiMn alloy with a Si content above the coexistence point for C plus SiC can potentially dissolve carbon and precipitate SiC if it is in contact with carbon. This is caused by SiC precipitation removing carbon from the solution and moving the metal composition away from graphite saturation (Steenkamp, Pistorius, and Muller, 2016). There is little change in the point of coexistence for C and SiC with changes in temperature in the range 1550-1600°C. Cooling the area around the tapping channel will therefore have little effect on the chemical wear caused by the mechanism described above (Steenkamp, Pistorius, and Muller, 2016).
Weekly averages of wt.% Si and wt.% C in the tap alloy from furnace 10 between July 2016 and February 2018 are shown in Figure 1. The data is plotted together with the calculated carbon solubility for a Mn-Fe-Si-C melt with a Mn/Fe ratio of 7.4 at 1550°C and 1600°C. The carbon solubility curves are calculated with Thermo-Calc v3.0 using the SINTEF database for the Mn-Fe-Si-C-Al-P system.
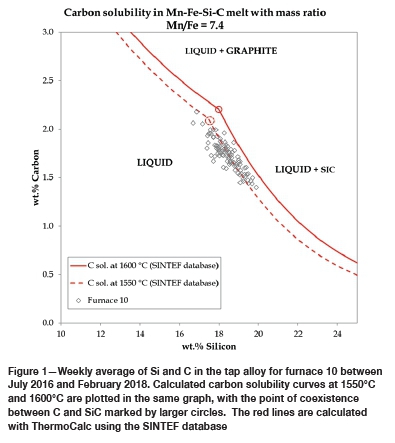
As shown in Figure 1, the composition of the tapped alloy from furnace 10 is located mainly to the right of the coexistence point for C/SiC, indicating that SiC should be the stable form of carbon. The points are located around the solubility limit at 1550°C. Knowing from experience that the metal temperature is generally lower than the slag temperature, which averages around 1586°C, this seems like a reasonable fit. About half the points in Figure 1 are situated below the curve and thus indicate an alloy unsaturated in carbon. Such an alloys has the potential to dissolve carbon from the graphite tap-hole block, but would be less likely to dissolve a SiC block. As the tap-hole blocks in the present lining on furnace 10 are made out of graphite, chemical attack by the metal on the tap-hole block can be assumed a plausible wear mechanism.
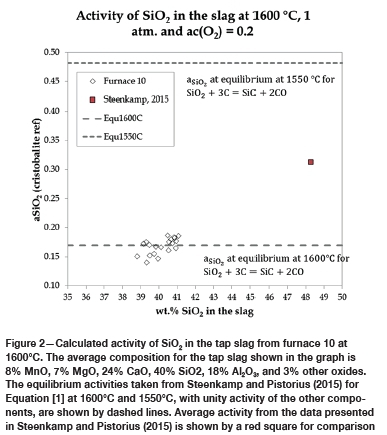
Wear can also occur through reaction between the carbon in the tapping channel and the tap slag according Equation [1]:

For this to occur, the activity of SiO2 in the tap slag, aSiO2, has to be greater than the equilibrium activity at a given temperature. This equilibrium activity of SiO2, assuming the activity of the other components in the reaction is unity, is calculated to be 0.17 at 1600°C andapproximately 0.48 at 1550°C (Steenkamp, Pistorius, and Muller, 2016). If a aSiO2 in the tap slag is above the equilibrium value, the reaction is assumed to be a plausible mechanism for wear of the tap-hole block. There is a large change in equilibrium activity the temperature is reduced by 50°C. Cooling the tap-hole area, for example by using water-cooled Cu blocks, will thus limit the extent of the reaction between the slag and the tapping channel (Steenkamp and Pistorius, 2015).
Values of aSiO2 calculated at 1600°C for average monthly tap slag compositions for furnace 10 between July 2016 and February 2018 are shown in Figure 2. The calculations are performed with ThermoCalc v3.0 using the MTDATA MTOX database. A datapoint has been added to show the average composition from the data used by Steenkamp and Pistorius (2015). As can be seen, the calculated activity of SiO2 for furnace 10 is close to the equilibrium for the reaction described in Equation [1] at 1600°C. As the average slag temperature is below 1600°C, this should result a small driving force for the reaction between the slag and the carbon block, and thus less potential for this to be a major source of wear on the tap-hole channel.
In the case of oxygen lancing being used to open the furnace, this can cause significant wear on the tapping channel. Introducing pure oxygen through a steel pipe will result in a very high temperature, and can cause both thermal and chemical wear on the carbon in the tapping channel (Erwee et al., 2015). At Eramet Norway Porsgrunn, oxygen lancing is used only when the drill gets stuck or the material blocking the tapping channel is too hard to drill through. This happens, on average, in 5 to 15% of the taps. From experience, the main reasons for having to lance the furnace open are when there is a bad fit between the mud gun nozzle and the area surrounding the tap-hole, or when the furnace is not completely drained and is closed while there still is a flow of metal. This causes metal to solidify in the tapping channel, and prevents the drill from penetrating all the way through.
Experience with furnace operation at Eramet also shows that thermomechanical stresses can affect the lifetime of the lining in the tapping area. The large temperature changes in this area can cause thermal expansion and contraction in the material. Over time this can lead to gaps between the bricks around the tapping block, which can be infiltrated by slag and metal. Spalling might also occur if there is slag or metal infiltration in the refractories. These effects can in the long term lead to a burn-through. The implementation of water-cooled Cu blocks in this area has been shown to reduce this problem significantly as it reduces the variation in temperature and helps to solidify stray paths of metal and slag that infiltrate the lining.
Tap-hole repair and maintenance at furnace 10
The work towards improving the life of the tap-hole section of the lining has been ongoing for several decades at Eramet Norway Porsgrunn. Due to the normally slow nature of lining wear, the iterations and improvement process will also be slow.
As shown in Table IV, there have been a lot of challenges with the lining and burn-through in the tap-hole area of furnace 10 over the years. The normal procedure for repairs has been to cool the area, removed as much of the damaged material as possible, and build up a new front, which is then filled by grouting. This can in some instances give good results, but the repaired area will never be as wear-resistant as the original material.
Through the years, several measures have been taken to ensure as long as a lifetime as possible of the lining in the tapping area. Two of the most significant changes through the history of the furnace have been:
> Introduction of weekly repairs and maintenance of the tapping channel with hot electrode paste. The procedure was started in 1988 after a long period with several burn-through events in the tapping area
> Installation of water-cooled Cu blocks around the tap-hole, which was started in 1994.
As discussed in the previous section, Cu blocks can help to prevent chemical wear by the tapped slag. They can also help to cool down and solidify metal and slag penetrating out from the tapping channel, and will result in less variation in the temperature in the area. Chemical wear from the alloy and oxygen lancing are not countered to the same extent, and the weekly procedure with maintenance with hot electrode paste is therefore necessary to prevent the area of being worn down over time. The hot electrode paste will also fill minor cracks in the tapping channel, preventing the formation of damaging sideways channels.
Tap-hole maintenance with electrode paste on Furnace 10
The practice of maintaining the tap-hole channel with electrode paste at furnace 10 was started in 1988. The idea behind the procedure is to inject a carbon-based material which is stronger and more wear-resistant than the normal plugging paste. Electrode paste in the form of 'A clump', a now discontinued product delivered by Elkem Carbon, was originally used for the purpose.
The procedure was established of using hot electrode paste for closing the furnace one tap on each side every week. Due to the electrode paste having a significantly higher softening point than the regular plugging paste, the paste has to be preheated prior to injection. The preheating is done at 60-70°C in a closed cabinet for two to three hours. As electrode paste emits fumes during heating, the cabinet is connected to the same off-gas suction system used to collect the tapping fumes. The heated paste is then loaded into the mud gun, and used to close the tap-hole 'as normal'. The mud gun is kept in front of the tap-hole for 15 minutes after closing in order to allow the electrode paste to start baking. To allow for proper baking of the electrode paste in the tapping channel the next two taps are performed on the opposite tap-hole.
During the tapping operation, the length of the tapping channel is visually estimated and recorded by the tapper for each tap. The data is then used by the tappers and metallurgists for following up and monitoring the health of the tapping channel. The normal drilling length is around 120 cm, and if this is decreasing noticeably over time extra maintenance with electrode paste is performed. Although not very precise, the drilling length is thought to be a good method for following the length, and thus the state, of the tapping channel on furnace 10.
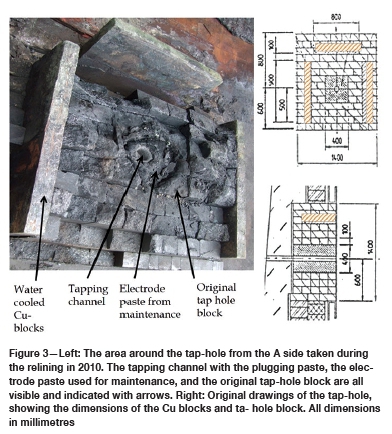
During the relining in 2010 the tapping block on the A-side was removed in a single piece. Figure 3 shows a picture of the inside of the tap-hole, with the original tapping block largely intact. One can clearly see both the tapping channel with the regular plugging paste, as well as the area where the tapping block has been worn away and replaced by electrode paste, as indicated by arrows. This is assumed to be sufficient proof of the effect of the regular maintenance with hot electrode paste. Figure 3 also show that the water-cooled Cu blocks have helped to keep the carbon blocks in place by reducing the movement due to thermal expansion and contraction, preventing infiltration of slag and alloy in the area.
Testing with coal tar pitch-free electrode paste
Coal tar pitch (CTP), which traditionally has been used as a binder in electrode pastes and plugging pastes, is known to be carcinogenic (Elkem Carbon, 2017). The European Commission has decided that use of CTP will be prohibited from October 2020. To minimize the exposure of personnel to carcinogenic materials, and to be prepared for the EU prohibition, Eramet has started testing CTP-free alternatives in all procedures where CTP binders were used previously.
To assess whether an electrode paste based on a CTP-free binder could be used for the tap-hole maintenance, a test was performed on furnace 10. Before starting the test, a safety analysis was performed to make sure that safety was kept as a priority. A 'proof of concept' test was then initiated to ensure that it would be possible to inject the CTP-free paste in a similar manner to that used for the traditional electrode paste, using the procedure described in the previous section.
After it was confirmed that the CTP-free paste would inject and bake in the tapping channel, a longer test period was initiated in order to check the long-term effect of the new paste.
The test period lasted just over 5 months, starting on 17 March and ending on 27 August 2017, during which time at total of 1497 taps were carried out. The drilling length when opening the furnace was used as the primary parameter to follow wear on the tapping channel during the test. In addition, the tappers were to report if any extraordinary conditions were observed. The tapping rate was the same throughout the reference and test periods, with an average of 0.44 t/min for the alloy and 0.49 t/min for the slag. The average tap time was 46 minutes.
No extraordinary conditions or observations were reported during the test. As the CTP-free paste is delivered as briquettes, the procedures had to be adapted to incorporate the difference in shape from the old A-clump. No changes were made to the heating time or temperature. Apart from this, the practical part of the test went smoothly.
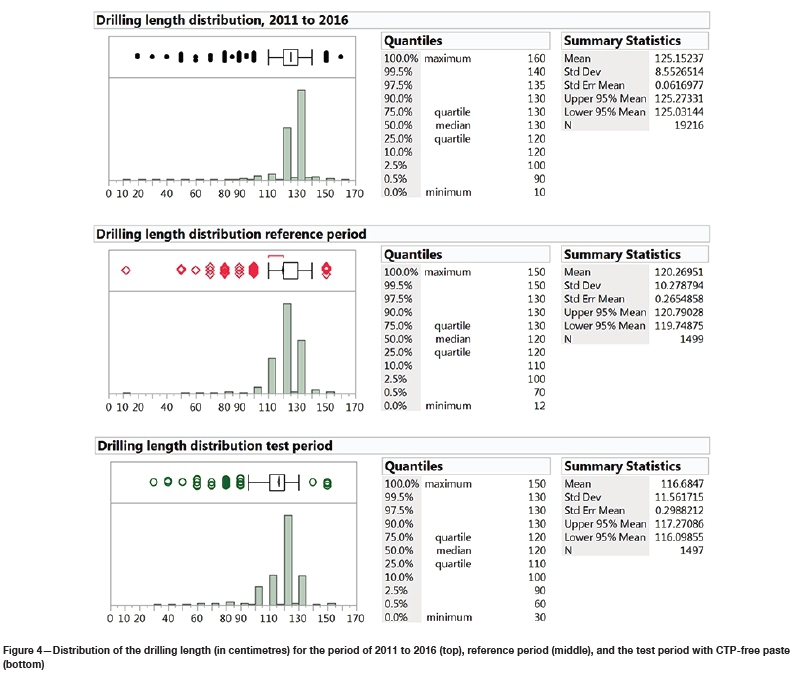
To validate the results for the new paste, a reference period of 1500 taps prior to starting with the CTP-free paste was selected. Historical data for the drilling length between 2011 and 2016 was also used for comparison. The distribution and averages for the drilling length from 2011 to 2016 and the reference and test periods are shown in Figure 4.
As can be seen, the drilling length decreased for each of the periods, with averages of 125 cm, 120 cm, and 117 cm for 2011-2016, the reference period, and the test period, respectively. A t-test was run to compare the drilling length distribution during the reference and test periods. The test returned a P-value smaller than 0.0001, indicating that the shorter drilling length during the test period is in fact statistically significantly.
Some wear of the lining in the tap-hole area is to be expected during full operation for over 7 years. However, the decrease from the historical data to the reference period and then to the test period indicates an accelerated decrease in length. Some of this decrease can most likely be attributed to an increase in the number of taps with oxygen lancing. Figure 5 shows the percentage of taps with lancing per month from 2011 to February 2018. The test period and reference period are shown by light grey and striped black bars, respectively. As the graph shows, there seems to be an increased incidence of O2 lancing from the end of 2015.
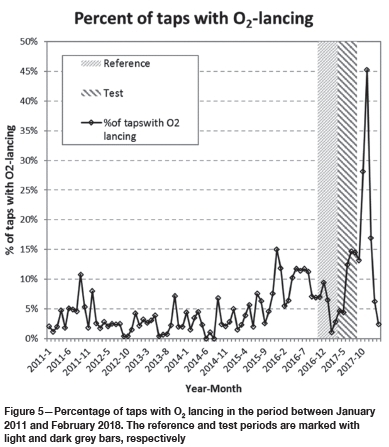
Some of the increase in lancing is attributed to a worn-out drilling machine, the state of which has become gradually worse over the course of the last few years. The spike in O2 lancing for the last two months of 2017 is a result of two factors: the generally very poor condition of the drilling machine, as well as a 21-day outage for a change of the furnace transformers. The tapping equipment was completely refurbished during this outage. The decrease in O2 lancing for the two first months of 2018 is taken as a sign that the situation had started to stabilize with the new equipment after the startup of the furnace.
The increase in O2 lancing is most likely the main cause contributing to the shortened drilling length for the test period. The fact that the average drilling length stabilized, although on a slightly lower level, is interpreted as an indication that the CTP-free paste works well for maintaining the tapping channel.
No other consequences have been detected after changing to the CTP-free paste.
Since the test ended in August 2017, the CTP-free paste has been used regularly for the weekly maintenance of the tapping channel at furnace 10 without any signs of further decrease in drilling length. The conclusion is that the new CTP-free paste works as well as the traditional electrode pastes for maintaining the tapping channels on an industrial SiMn SAF.
Currently, over 7 years after the furnace was relined, there is still no sign of wear or damage to the lining in the tapping area on furnace 10.
Conclusions
The work to improve the lifetime of the lining in the tap-hole area has been ongoing at Eramet Porsgrunn since the startup of the furnace.
The major contributors to wear around the tap-hole area of furnace 10 are thought to be chemical attack by the alloy, oxygen lancing, movement in the lining caused by changes in temperature, and to a minor extent chemical attack by the slag.
Water-cooled Cu blocks around the tapping block has been implemented to inhibit lining movement and chemical wear from reaction with the tap slag. Regular maintenance with hot electrode paste is used to combat the wear caused by the alloy and oxygen lancing. The inspection of the lining during a dig-out in 2010 showed the tap-hole area on the A side of the lining to be almost completely intact, indicating the positive effect of the implemented actions.
The change to an electrode paste with CTP-free binder was successfully carried out in 2017, reducing the exposure of personnel to carcinogenic materials.
Acknowledgements
This paper is published with permission from Eramet Norway. The contributions of our colleagues Leif Hunsbedt for environmental input, Mathieu Duchamp for guidance and discussion, and Jacques Montagnon at Eramet Research for the thermodynamic calculations are greatly appreciated.
References
Elkem Carbon AS, 2017. Electrode paste safety data sheet, 402/SDS/NOR, Rev. 14, 2017-10-19. [ Links ]
Erwee, M.W., Reynolds, Q.G., Zietsman, J.H., Cromarty, R.D., and Lexmond, A.S. 2015. Towards computational modelling of multiphase flow in and around furnace tap-holes due to lancing with oxygen: an initial computational and cold model validation study. Proceedings of the Fourteenth International Ferroalloys Congress, Kiev, Ukraine 2015. pp. 174-183. https://www.pyrometallurgy.co.za/InfaconXrV/174-Erwee.pdf [ Links ]
Olsen, S.E., Tangstad, M., and Lindstad, T. 2007. Production of Manganese Ferroalloys, Tapir Academic Press, Trondheim. [ Links ]
Steenkamp, J.D. and Pistorius, P.C. 2015. Tap-hole wear: analysis of daily average slag and metal compositions of a single SiMn smelter. Proceedings of the Fourteenth International Ferroalloys Congress, Kiev, Ukraine. https://pyrometallurgy.co.za/InfaconXIV/505-Steenkamp.pdf [ Links ]
Steenkamp, J.D., Pistorius, P.c., and Muller, J. 2016. Insights into the potential for reduced refractory wear in silicomanganese smelters. Journal of the Southern African Institute of Mining and Metallurgy, vol. 116, no. 1. pp. 101-108. [ Links ]
 Correspondence:
Correspondence:
J.E. Davidsen
Email: jens.davidsen@eramet.com
Received: 18 Mar. 2019
Revised: 20 May 2019
Accepted: 20 May 2019
Published: June 2019


{kind=link}
{kind=link}