










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.119 n.4 Johannesburg Apr. 2019
http://dx.doi.org/10.17159/2411-9717/17/071/2019
PAPERS OF GENERAL INTEREST
Compaction tests on coking coals. Part 2: Pilot-plant-scale compaction with a 60-ton hydraulic press
G. Coetzer
Previously from Exxaro Resources
SYNOPSIS
Prior to operating a non-recovery coke pilot plant oven, it was essential to ascertain coal cake stability during the loading of a 1 m3 (1 m χ 1 m χ 1 m) coal cake into the cold pilot-plant oven by a pusher mechanism. Previously established laboratory-scale compaction parameters, to obtain coal cakes with sufficient stability, were employed during the loading tests of the coal cakes. Two different coals were evaluated, namely Waterberg semi-soft coking coal (sscc) and Oaky North hard coking coal.
It was demonstrated that lower applied compaction forces (14%) can be utilized during 1 m3 compaction, in comparison to laboratory-scale tests, to obtain similar wet cake densities, owing to differences in the effect of frictional forces. Wet cake densities for Waterberg sscc improved slightly (3%) to 1.13 t/m3 when utilizing 79 t/m2 applied force for a 1 m3 coal cake, in comparison to laboratory-scale tests. Similar results were obtained for Oaky North hard coking coal, with a 6% density increase to 1.27 t/m3 at a similar applied force. Porosities decreased by 13% and 32% for Waterberg sscc and Oaky North coal, respectively, when 1 m3 compaction was compared to laboratory-scale tests. An opportunity exists to further decrease the porosities of Waterberg sscc during compaction, whereas acceptable compaction parameters were achieved for Oaky North hard coking coal. Most major vertical cracks and the partial collapse of coal cakes were mitigated, and high-stability coal cakes were obtained that could be successfully loaded into the pilot-plant coke oven by a pusher mechanism.
Factors contributing to the instability of the coal cake during loading into the oven, such as vertical cracks, are (i) the cubic geometry (1 m3) of the coal cake, (ii) friction exerted by the oven floor, and (iii) mechanical problems, such as a misalignment between the pusher machine feeder plate and the oven floor.
Keywords: coking coal, compaction test, coal cake stability, wet coke density, pilot scale.
Introduction
Operation of the stamp-charging horizontal 1 t electrically heated coke pilot-plant oven at Exxaro Resources requires coal cake stability during the loading of a 1 m3 compacted coal cake into the oven. In this case, a pusher plate is utilized to push the coal cake into the oven over the oven floor. This is in contrast to a 'spoon' or bottom plate feeding mechanism as found in industrial horizontal coke ovens. The pusher plate loading mechanism dictates that the coal cake should possess high stability and inherent strength owing to frictional forces exerted by the oven floor. In order to obtain a coal cake of acceptable stability for the 1 t coke oven, various compaction parameters need to be verified and established.
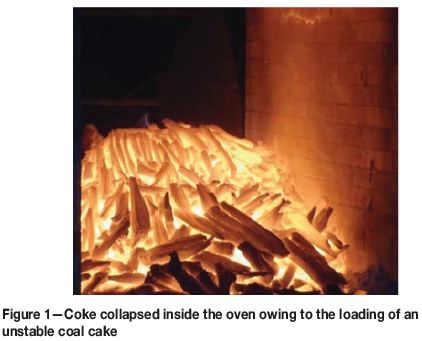
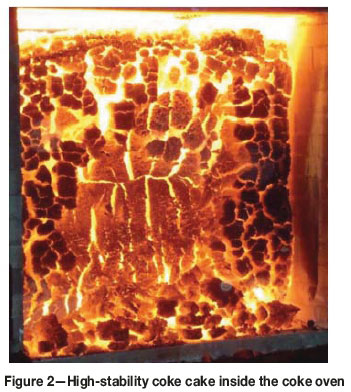
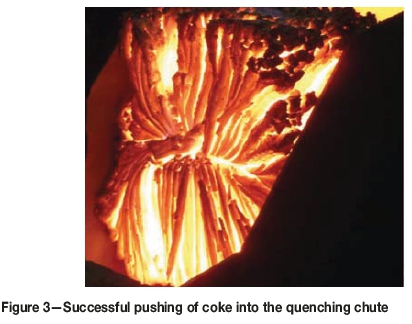
Coetzer (2019) reported on the parameter settings required during laboratory-scale investigations of different coking coals. These findings are preconditions for obtaining high-stability coal cakes for loading into the 1 t pilot plant coke oven to ensure successful cokemaking. Needle-shaped coke, such as that formed by Waterberg semi-soft coking coal (sscc), can pose a risk to operations if the coal cake collapses inside the oven during loading, since the needles of the resultant coke product may wedge into the oven walls, preventing the pushing of the coke. Severe collapsing of the coal cake during loading may also prevent the closing of the oven door. Furthermore, it can affect the repeatability of coking time and coke yield. Therefore, it is essential to obtain a high-stability coal cake for the successful operation of the oven. Cold coal cake stability should also transfer to thermal stability in the coke oven; this is a prerequisite to allow the uninterrupted pushing of coke after the coking process. Figures 1 to 3 illustrate various examples of thermal stability in the produced coke.
This work determined the behavioural characteristics of the coal when compacted by a 60 t hydraulic press, similar to those utilized commercially (Xiaobing, 2013), and loaded into a pilot-plant coke oven. The focus was on parameters such as cake density, cake moisture, applied force to the coal cake, and coal cake stability. These parameters are crucial for the successful operation of a non-recovery coke oven.
Apart from these parameters, other mechanical challenges were addressed to enhance coal cake stability during its loading into the oven, such as:
> Alignment of the compaction box with the oven floor during the pushing of the coal cake
> Smoothing and levelling of the coke oven floor with diamond cup discs
> Strengthening of the compaction box floor and sides
> Repositioning of the compaction box fitment on top of the pusher machine, to align the box in respect of the oven floor
> Repositioning of pusher machine rails with respect to the oven floor, to ensure centring of the coal cake inside the oven.
Literature survey
The stability of a compacted coal cake is a crucial requirement before loading it into a heat recovery coke oven. Various coal cake parameters need to be optimized during the compaction process. The parameters of importance, according to Abel, Rosenkranz, and Kuyumcu, (2009), Kuyumcu and Sander (2014), Burat, Kuyumcu, and Sander, (2015), and Rejdak and Wasielewski (2015) include:
> Wet coal cake bulk density
> Surface moisture level
> Surface properties of the coal (wettability)
> Applied force
> Mechanical strength of the compacted coal cake
> Granulometric properties of coal particles (particle size distribution (PSD), particle shape, particle density, and grindability).
Water is unfavourable with respect both to the thermal (a higher energy demand to evaporate water) and to the ecological (a greater volume of wastewater) balance of a carbonization process (Kuyumcu, Rosenkranz, and Abel, 2010; Rejdak and Wasielewski, 2015). High volumes of interstitial water absorb the impact of the compactor/pressing plate and prevent the particle breakage that contributes to a dense packing of the coal cake. For water contents higher than 14%, the compression energy is mostly used to expel the water (Kuyumcu, Rosenkranz, and Abel, 2010). In addition, water can affect the ceramic lining of the coke ovens negatively. Therefore, it is necessary to determine the optimum water content with respect to cake stability (Kuyumcu, Abel, and Rosenkranz, 2011).
Industrial stamp charge technology encompasses the use of a combined stamping-charging-pushing machine. Various authors in this field (Abel, Rosenkranz, and Kuyumcu, 2009; Kuyumcu, Rosenkranz, and Abel, 2010; Kuyumcu and Sander, 2014) have indicated that during this process the bulk density of the feed coal is increased to a compact density of 80% of the true coal density, i.e. a compact density of about 1 100 kg/m3, depending on the true density of the coal, before charging to the oven. The stamping process increases the mechanical strength of the coal cake and makes charging straightforward from the stamping-charging-pushing machine into the oven. The coal cake usually does not collapse entirely in the case of mechanical failure as one would expect from flowing bulk solids. Most commonly, portions in the range of 12% to 16% break from the cake when the mechanical strength is exceeded locally. Coetzer (2019) summarized the causes for this phenomenon identified by various authors (Abel, Rosenkranz, and Kuyumcu, 2009; Madias and de Córdova, 2013; Kuyumcu and Sander, 2014) when dynamic forces act on the cake:
> Cake weight (i.e. critical cake height)
> A local reduction of shear strength along a plane that is sloped according to a decreased angle of internal friction (cake failure by shear fracture with the fracture along a sliding plane)
> Bending or compressive stress when the tensile strength of the compact is too low (cake failure by cleavage fracture where the fracture plane is vertical to the tensile load)
> Poor water distribution or wetting.
Abel, Rosenkranz, and Kuyumcu (2009) indicated that a criterion for the sufficient mechanical strength of the coal cake relates that strength to the loading conditions, considering the weakening of the cake and the dynamic stress, through the introduction of appropriate safety margins.
Coetzer (2019) previously showed, during laboratory test work, that for both Waterberg sscc and Oaky North hard coking coal, the transverse strength of the coal cake was relatively independent of the wet cake density. Since no compressive or transverse strength tests were performed during this study on 1 m3 coal cakes owing to some limitations of the pilot plant set-up at the time, the aim was to obtain coal cakes of a suitably wet cake density and stability.
The specific aim of this study was to obtain a 1 m3 coal cake with high stability and a compacted wet cake density of 1 100 kg/ m3 or higher, with a surface moisture content as low as possible, and applied force as proposed by Kuyumcu and Sander (2014), by utilizing a 60 t press. Two different coals were evaluated, namely Waterberg sscc and an Oaky North hard coking coal.
Experimental
Materials
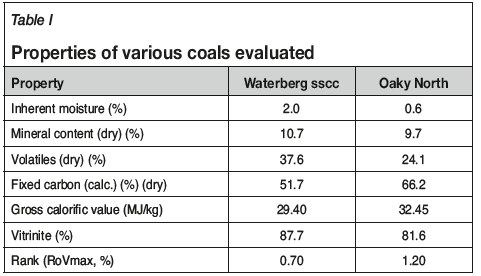
The preparation of Waterberg sscc and Oaky North hard coking coal samples is described by Coetzer (2019). The material properties of these coals utilized during the 1 m3 coal stability tests are summarized in Table I.
Compaction
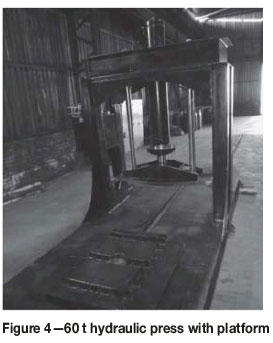
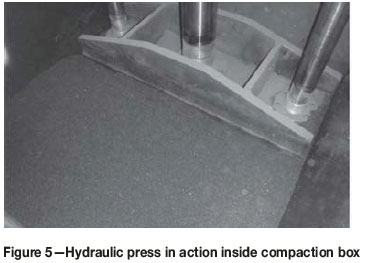
A 60 t hydraulic press with a compaction platform was utilized to produce 1 m3 (1 m χ 1 m χ 1 m) coal cakes (Figure 4). A compaction box fitted onto the platform was manoeuvred hydraulically into position prior to filling and compaction. A hopper was filled with a predetermined volume of coal (usually one layer) and this prepared coal (crushed and moisture level adjusted) was transported by a forklift from the preparation area to the hydraulic press. The sliding gate of the hopper was opened while the coal was suspended above the compaction box. An operator ensured that the hopper was emptied completely. The hopper was removed and transported back to the preparation area. This was followed by the compaction of the coal layers with a 1/3-sized plate (see Figure 5), instead of a full-sized plate, according to a preselected compaction philosophy. Laboratory tests have shown that higher compaction wet cake bulk densities and transverse strengths are obtainable with a 1/3-sized compaction plate than with a full-sized plate (Coetzer, 2019). Various layers of compaction (six in total) were utilized to ensure uniform compaction density and mechanical stability of the compacted coal cake to obtain a final coal cake height of 1 m. Each layer was compacted in an overlaying manner of 5χ in sections of 5, i.e. 1,2,3,4,5, followed by 5,4,3,2,1, etc.; thus 25 presses per layer. This was to ensure that as much entrapped air and water as possible was expelled, leading to a more homogeneous compact. The total mass of coal charged was 1 125 kg in each case. Care was taken to ensure that each compacted layer was levelled inside the compaction box prior to introducing the next layer. The supplier of the press calibrated the compaction pressure applied to the coal cake, based on the hydraulic pressure.
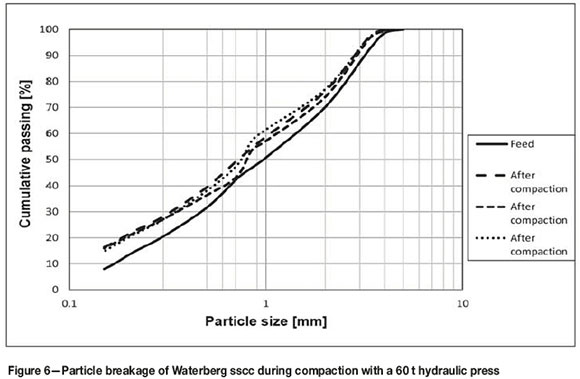
Rosenkranz, and Abel (2010). mis is a positive unuing, since further particle breakage assists in filling the interstitial voids with smaller particles during the compaction operation. In addition, excess surface moisture will be adsorbed on the newly created surfaces of smaller particles and will reduce internal friction (Kuyumcu and Sander, 2014). This, in turn, facilitates an increase in binding strength, i.e. cohesion forces between particles; thus, in overall cake compaction density and stability.
Wet cake density
Figure 7 shows the relationship between wet coal cake density and surface moisture for various coals and applied forces. In the case of Waterberg sscc, increased applied forces from 62 t/m2 to 79 t/m2, by means of changing the hydraulic pressure of the press, at surface moisture levels between 9.1% and 11.2%, slightly enhanced the wet cake density from 1.05 t/m3 to 1.14 t/m3 (an 8% increase), although the results were somewhat scattered at each applied force. The coefficient of variation for the wet cake density results obtained at 79 t/m2 applied force, for example, was 0.66% (1.12 ± 0.007 t/m2), which was well within experimental error range. The scattering of the results was mainly due to ongoing mechanical changes that were made to the compaction box. For example, it was found that the relatively low wet bulk density of 1.09 t/m3 at an applied force of 79 t/m2 was due to the flexing of the bottom floor of the compaction box. This was addressed, and higher cake densities were obtained. During laboratory tests on Waterberg sscc (Coetzer, 2019), the maximum obtainable wet cake density was 1.10 t/m3 at a commercially equivalent 92 t/m2 applied force, at 12.6% surface moisture. A maximum wet density of 1.13 t/m3 was obtained at a significantly lower applied force (14% lower), i.e. 79 t/m2, at a lower surface moisture level (11%) for a 1 m3 coal cake. This indicates that a marginal (3%) increase in wet cake density is possible with the 1 m3 compaction bin in comparison to the laboratory scale. This difference was most likely due to frictional forces caused by the mould's sides in the laboratory-scale test. In order to improve the wet cake density further, other factors such as zeta potentials and the impact of mine process water during compaction need to be evaluated.
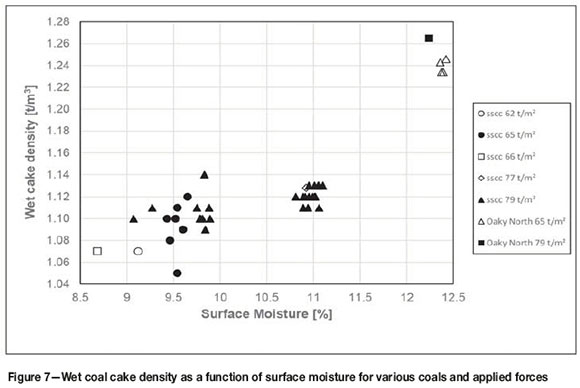
In the case of Oaky North coal, similar trends were noted as those obtained for Waterberg sscc. In this case, the wet cake density increased by 6% from 1.19 t/m3 to 1.27 t/m3 at similar applied forces (79 t/m2) compared to the laboratory tests.
Cake porosity
Figure 8 shows coal cake porosities1 obtained during laboratory and 1 m3 compaction tests. In the case of Waterberg sscc, the porosities decreased by 25% during 1 t compaction tests when compared to laboratory tests, i.e. from 39.8% to about 30% at 65 t/m2 applied force. A 13% decrease in porosity was achieved for these scenarios at 79 t/m2 applied force. These positive results, i.e. lower porosities, indicate that frictional force effects of the compaction bin were exceeded in the 1 m3 compaction bin compared to the 9 kg laboratory mould. The results also indicate that an opportunity still exists to improve on the bulk densities during compaction, since the lower porosity limit is in the region of 20% (Sand, Rosenkranz, and Kuyumcu, 2012).
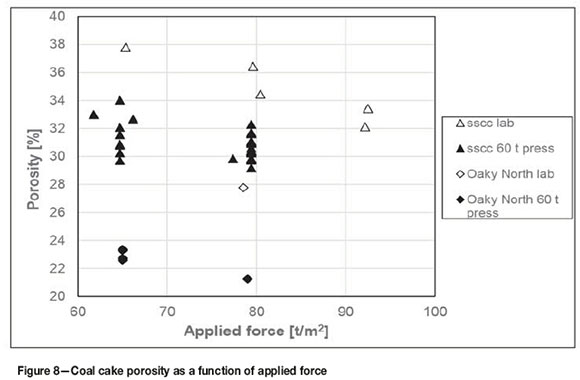
In the case of Oaky North, the porosities dropped significantly (32%) from 28% to 21% at 79 t/m2 applied force, indicating that maximum compaction conditions had most likely been reached for this coal, based on the low final porosity obtained, as indicated by Sand, Rosenkranz, and Kuyumcu (2012). In this case, it was assumed that the relative density of Oaky North is 1.4, similar to that of Waterberg sscc, based on coal processing parameters.
Cake stability
The stability of 1 m3 compacted coal cakes, i.e. the ability to maintain the original configuration after compaction in the compaction bin, was evaluated during the pushing or loading of the cakes into the cold pilot-plant coke oven. Coal cake stability challenges of the compacted coal cakes that were overcome during loading into the 1 t coke pilot plant oven are as follows:
> Coal cake collapse or partial collapse
> Flaking of the coal cake sides
> Coal sticking to the side plates of the compaction box
> Cracking of the coal cake
> Residual coal left behind in the compaction bin after loading the coal cake into the oven
> The pusher plate of the pusher machine should fit flush with the coal cake before pushing it into oven; otherwise the sudden force on the coal cake might disturb the staility.
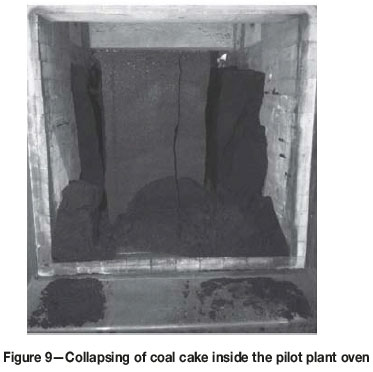
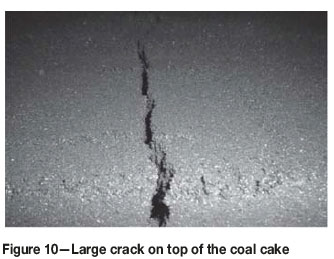
Some of these mechanical instabilities encountered when loading the coal cake into the coke oven are shown in Figure 9. This figure clearly indicates disintegration or collapse of the sides of the coal cake when loaded into the cold oven, as well as the following flaws: (i) flaking of the front of the cake, (ii) shavings on the oven floor, and (iii) a large vertical crack (see Figure 10) that spread through the cake. Partial collapsing of the coal cake and severe flaking of the surfaces can interfere with the coking process. The formation of fingers or needles against the oven walls, especially in the case of Waterberg sscc, will interfere with the pushing of the coke product (see Figure 1), resulting in inferior coke, since the benefit of dense compaction of the coal is lost in these sections.
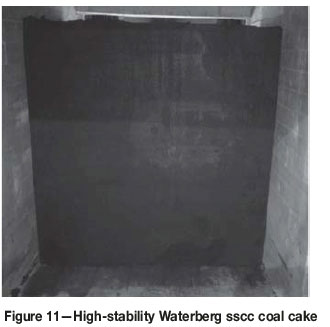
Figures 11 and 12 show high-stability coal cakes that were successfully loaded into the cold pilot-plant oven with only minor flaws, such as flaking and small hairline cracks. The latter are not visible in these pictures.
It was noted during compaction of Oaky North coal that some water seepage had occurred at the bottom of the mould. This implies that the total moisture content of the Oaky North feed material was slightly too high. The additional water had absorbed some of the applied compaction force, which was not transferred to the coal particles during compaction. Rather, it was used to expel the water from the coal cake. Therefore, surface moisture can be further decreased. A surface moisture content of 12.4% was utilized during the coking tests in order to compare the results of the various testing campaigns. It must also be borne in mind that excess water can adversely affect the ceramic lining of the coke oven (Rejdak and Wasielewski, 2015).
Mechanical changes made to the pusher plate, compaction box, and oven floor resulted in some improvement in the overall stability of the coal cakes. However, it was difficult to eliminate the spreading of a large crack in each case. These large cracks do not cause problems during coke formation, as long as the cake does not collapse against the walls of the oven. However, high-stability coal cakes were indeed obtained for both Waterberg sscc and Oaky North coal, as indicated in Figures 11 and 12.
All cracks commenced the moment the coal cakes were pushed into the cold oven on the refractory floor. In order to investigate this further, a metal flooring plate was inserted onto the oven floor to evaluate the effects of stability of the oven floor and the friction exerted on the pushed coal cake. The results showed a significant improvement in stability, although hairline cracks occurred. Therefore, it seems that a possible cause contributing to the instability of the coal cake was the friction of the refractory oven floor. The dimensions of the coal cake (1 m χ 1 m χ 1 m), with its centre of gravity situated in the middle of the cake, also contributed. The height should have been lower in order to increase stability. It was noted that the pusher plate bulged towards the coal cake. This factor might have contributed to an uneven pushing of the cake into the oven, causing some disruption of the compacted layers. This was noticeable in the cracks that spread through the thickness of the cake for most coal cakes. During the loading of a coal cake into a hot oven at 900°C, prior to cokemaking, the friction on the oven floor should be lower than during cold loading owing to the effect of temperature on frictional forces. The introduction of sawdust to the hot oven prior to the loading of the coal cake also assisted in the loading.
In summary, the cubic geometry of the coal cake (1 m3), as well as friction on the oven floor, fundamentally contributed to the instability of the coal cake during loading into the cold oven, since the cracking of the cake could only be eliminated when extremely high compaction wet densities were employed, i.e. > 1.1 t/m3. Such high densities will most likely not be utilized on a commercial scale owing to the costs involved in obtaining these densities. A previous preliminary test performed by the author with a coal cake 730 mm in height, instead of 1 000 mm, eliminated crack formation, indicating the importance of cake geometry for mechanical stability. In hindsight, the aspect ratio of the coke pilot plant oven should rather be 1.5:1:1 (length, width, height) in order to overcome geometric stresses within the compacted coal cake.
Conclusions
> No significant enhancement in wet cake density was observed for Waterberg sscc when the surface moisture increased from 9.1% to 11.2% at similarly applied forces.
> Wet cake densities for Waterberg sscc improved slightly (by 3%) from 1.10 t/m3 to 1.13 t/m3 when compacting a 1 m3 cake utilizing a 60 t press, in comparison to laboratory-scale tests. Similar results were obtained for Oaky North coal. with a 6% increase in wet cake density to 1.27 t/m3 at similarly applied forces, i.e. 79 t/m2.
> Lower applied forces (14%) can be utilized during 1 m3 compaction when compared to laboratory-scale tests to obtain similar wet cake densities, owing to frictional force effects.
> Porosities decreased by 13% and 32% for Waterberg sscc and Oaky North coal, respectively, when 1 m3 compaction was compared with laboratory scale tests at 79 t/m2 applied force. An opportunity still exists to lower the porosities for Waterberg sscc from 30% to about 20% during compaction, whereas maximum compaction conditions had probably been reached for Oaky North coal at 21% porosity.
> The instability of compacted coal cakes during loading into the cold pilot-plant oven was also related to mechanical loading problems, such as a misalignment between the pusher machine feeder plate and the oven floor.
> Most major vertical cracks and the partial collapse of coal cakes were mitigated, and high-stability coal cakes were successfully loaded into the cold pilot-plant coke oven with a pusher mechanism.
> The cubic geometry of the coal cake (1 m3), as well as the friction exerted by the oven floor, fundamentally contributed to the instability of the coal cake during loading into the oven, since the cracking of the cake during loading can only be eliminated when extremely high compaction densities are employed, i.e. > 1.1 t/m3. Such high densities will most likely not be utilized on a commercial scale owing to the costs involved in obtaining these densities. Changes to the aspect ratio of the coal cake should enhance the stability of the loaded cake.
Acknowledgements
The author would like to thank Exxaro Resources for permission to publish this work.
References
Abel, F., Rosenkranz, J., and Kuyumcu, H.Z. 2009. Stamped coal cakes in cokemaking technology. Part 1 - A parameter study on stampability. Ironmaking and Steelmaking, vol. 36, no. 5. pp. 321-326. [ Links ]
Burat, F., Kuyumcu, H.Z., and Sander, S. 2015. Effect of particle-size distribution and degree of saturation on coal-compacting processes within a coke-making operation. International Journal of Coal Preparation and Utilization, vol. 35, no. 4. pp. 216-231. [ Links ]
Coetzer, G. 2019. Coal Compaction tests on coking coals. Part 1: Laboratory-scale compaction with a 4-ton hydraulic press. Journal of the South African Institute of Mining and Metallurgy, vol. 119, no. 4. pp. 403-412. [ Links ]
Kuyumcu, H.Z., Abel, F., and Rosenkranz, J. 2011. Analyses of the coal densification behaviour and the coal cake stability within the stamped charge coke making operation. Proceedings of the Conference in Minerals Engineering 2011, Luleâ, Sweden, 8-9 February 2011. Alatalo, J. (ed.). Luleâ Tekniska Universitet. pp. 123-137. https://www.scribd.com/document/55547012/Analyses-of-the-Coal-Densification-Behaviour-and-the-Coal-Cake-Stability-Within-the-Stamped-Charge-Coke-Making-Operation [accessed 3 March 2014]. [ Links ]
Kuyumcu, H.Z., Rosenkranz, J., and Abel, F. 2010. Densification behaviour of coking coals within stamp charge operation. Proceedings of the International Coal Preparation Congress. Honaker, R.Q. (ed.). Society for Mining, Metallurgy and Exploration, Littleton, CO. pp. 947-956. [ Links ]
Kuyumcu, H.Z., and Sander, S. 2014. Stamped and pressed coal cakes for carbonisation in by-product and heat-recovery coke ovens. Fuel, vol. 121. pp. 48-56. [ Links ]
Madias, J., and de Córdova, M. 2013. A review on stamped charging of coal. Proceedings of the Associationfor Iron and Steel Technology, Pittsburgh, PA, 6-9 May 2013. Vol 1. pp. 253-262. [ Links ]
Rejdak, M., and Wasielewski, R. 2015. Mechanical compaction of coking coals for carbonization in stamp-charging coke oven batteries. Physicochemical Problems of Mineral Processing, vol. 51, no. 1. pp. 151-61. [ Links ]
Sand, Α., Rosenkranz, J., and Kuyumcu, H.Z. 2012. DEM modelling and simulation of coal compaction by stamping. http://www.edemsimulation.com/papers/dem-modelling-and-simulation-of-coal-compaction-by-stamping/ [accessed 5 February 2015] [ Links ]
Xiaobing, Z. 2013. Metallurgical Engineering & Project Corporation (MEPC) (China). Personal communication. [ Links ] ♦
 Correspondence:
Correspondence:
G. Coetzer
atomium@iafrica.com
Received: 22 Feb. 2017
Revised: 26 July 2018
Accepted: 8 Nov. 2018
Published: April 2019

