










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.118 n.1 Johannesburg Jan. 2018
http://dx.doi.org/10.17159/2411-9717/2018/v118n1a11
PAPERS OF GENERAL INTEREST
Effect of stirring time on oil agglomeration of fine coal
W. Guan; J. Sha; P. Liu; Y. Peng; G. Xie
China University of Mining and Technology, Xuzhou, China
SYNOPSIS
Flotation is widely used to process fine coal. However, problems of concentrate contamination caused by slime coating, entrapment, and entrainment have severely impeded its performance. Oil agglomeration, another physicochemical separation method, works as a substitute to solve the contamination problems. Agglomerates were prepared from coal fines using different stirring times and the ash content and combustible recovery in four size fractions: +500, 500-250, 250-125, and -125 μm determined. The results showed that coal particles finer than 45 μm with low ash content transformed from scattered particles to solid agglomerates. With longer stirring times, the number of large and stabilized agglomerates increased and attained equilibrium. The agglomeration process can be separated into three stages according to the degree of agglomeration at different stirring times.
Keywords: oil agglomeration, stirring time, fine coal, kerosene.
Introduction
Modern mechanized mining techniques produce enormous quantities of coal fines. These coal fines are usually associated with gangue minerals and need to be cleaned at high cost (Mehrotra, Sastry, and Morey, 1983; Gürses, Doymu, and Bayrak Eken, 1997). Physicochemical separation methods including flotation, flocculation, and oil agglomeration are widely used in fine coal processing (Cebeci and Eroglu, 1998). With flotation, contamination of the concentrate by gangue minerals occurs by slime coating, entrapment, as well as entrainment of micro- and nano-sized particles (Wang et al., 2015). Oil agglomeration is a suitable alternative to flotation because it can produce clean coal at higher recoveries and better qualities (Capes and Darcovich, 1984). As one of the major physicochemical separation methods (Capes and Darcovich, 1984; Duzyol, and Ozkan, 2014), oil agglomeration relies on the difference between the surface properties of the hydrophobic valuable minerals and the hydrophilic gangue minerals. In this process, non-polar oil droplets attach to the hydrophobic particles first. When such particles collide with each other, the oil droplets attached to the hydrophobic particles can merge and bridge the particles into larger agglomerates (Laskowski and Yu, 2000). The agglomerated hydrophobic particles can be separated from the hydrophilic materials by screening, or alternatively by flotation and skimming (Abakay, Ayhan, and Kahraman, 2004).
Extensive studies have been conducted to investigate the effects of oil dosage and type, agglomeration time, pH, electrolyte, and other factors like solid content of the slurry, amount of washing water, agitation speed, and surfactant on the upgrading of bituminous coal by oil agglomeration (Cebeci, Ulusoy, and §im§ek, 2002; Akta, 2002; Unal and Akta, 2001; Lin et al., 2012). Some studies have shown that oil agglomeration effectively reduces the sulphur content of high-sulphur coal (Sahinoglu and Uslu, 2008, 2014. 2015; Chary and Dastidar, 2013; Ayhan, 2009). Low-rank and oxidized coals cannot be effectively concentrated by flotation, but oil agglomeration has obtained good results for these types of coal (Cebeci and Eroglu, 1998; Laskowski and Yu, 2000; Sahinoglu and Uslu, 2015; Unal and Gorgun Ersan, 2007; Temel, Bozkurt, and Majumder, 2009; Cebeci and Sonmez, 2002). The effect of pretreatment processes such as microwave and ultrasonic treatment on the oil agglomeration process have also been investigated (Unal and Ersan, 2005; Sahinoglu, and Uslu, 2013a, 2013b).
In this research, the effect of stirring time on the oil agglomeration of fine bituminous coal was investigated. In addition, the distribution of the ultra-fine coal (-45 μm) in different size fractions and the formation and growth of the large agglomerates (+500 μm were analysed at different stirring times. Particular attention was paid to the role of ultra-fine coal particles in the oil agglomeration process.
Materials and methods
Materials
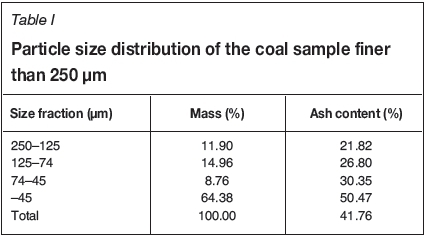
A fine coal sample of approximately 10 kg was obtained from Wanglou coal preparation plant in China. A large portion of the sample was below 0.25 mm. The small fraction that was over 0.25 mm was discarded. The sample was divided by repeated coning and quartering until one-fourth of initial sample (approx. 2.5 kg) was obtained. Samples of approximately 30 g were prepared for test work by combining small samples that were arranged in a chessboard fashion. A sample of 200 g was also obtained and sieved at 250, 125, 74 and 45 μm to obtain the particle size distribution, as shown in Table I. Table I shows that more than 64% of the sample was finer than 45 The -45 m fraction also had the highest ash content.
A coal sample was ground to -0.045 mm for mineralogical investigations by XRD, using a Bruker D8 Advance instrument. The data processing (peak fitting) was performed with JADE software. The XRD work was carried out at room temperature. From the XRD analysis of the feed coal (Figure 1), it can be seen that the gangue minerals are kaolinite, calcite, and quartz.
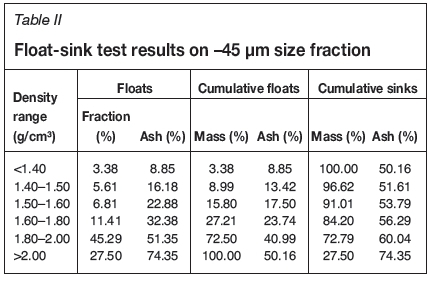
Float-sink tests were carried out on the -45 μm size fraction. The results are shown in Table II. Four coal samples of 15 g were placed in the centrifuge tube with heavy fluid. After centrifuging, the floats and heavy fluid were poured into a beaker. Heavy fluid with a higher density was then added into the tube and was further centrifuged with the precipitate.
Industrial kerosene was used as the non-polar oil in the oil agglomeration experiments. Tap water was used in all the tests.
Oil agglomeration
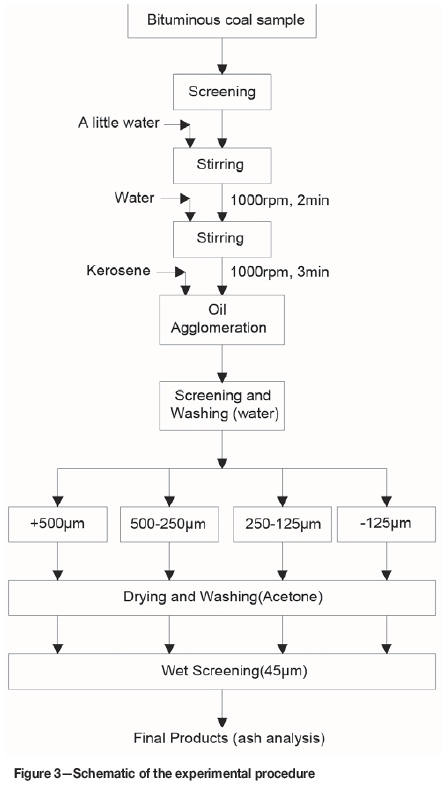
Oil agglomeration experiments were undertaken in a 250 mL conical flask with agitation using a JJ-1B digital display constant-speed electric mixer as shown in Figure 2. First, a coal sample of 30 g was added into the conical flask with only a little water (50 mL) to wet the coal and the suspension was conditioned at 1000 r/min for 2 minutes. Water was then added to increase the total volume of the suspension to 200 mL and the suspension was further stirred for 3 minutes to achieve complete wetting of coal particles. Then the kerosene (7.5 mL) was added while stirring for different predetermined periods, namely 5, 10, 15, 20, 25, 30, 35, and 40 minutes.
After agglomeration, the suspension was transferred to a series of sieves with apertures of 500, 250, and 125 Mm. The agglomerates retained on the sieve cloth were collected by washing slowly and carefully with an appropriate amount of water, and the products of different size fractions were filtered and dried in an oven at 105 ± 5°C. These products were then immersed in a beaker filled with acetone for about 2 minutes until they were completely loose, and these de-oiled products were wet screened at an aperture of 45 Mm to investigate the behaviour of coal particles finer than 45 Mm in the whole oil agglomeration process. The masses of the different products were recorded.
The optimum conditions for the oil agglomeration test work were established in a series of preliminary tests. Kerosene concentrations of 9.1, 16.7, and 23.1 wt.% were adopted and the suspension was stirred at 1200 r/min for 20 minutes to determine the optimum value. Then, using a kerosene concentration of 9.1 wt.%, the suspension was stirred at different stirring speeds (1200, 1450, and 1700 r/min) for 20 minutes. A kerosene concentration of 16.7 wt.% and 1450 r/min stirring speed were finally chosen. Eight sets of agglomeration experiments were repeated to obtain enough samples for further analysis. A schematic of the experimental procedure is shown in Figure 3.
Results and discussion
Effect ofstirring time on oil agglomeration performance
The effect of stirring time on the combustible recovery and ash content of the agglomerate is shown in Figure 4. The combustible recovery was calculated by means of the following equation:

where, Mp is the mass of dry and oil-free product (g), Mf the mass of dry feed (g), Af the ash content of the dry feed (wt.%), and Ap the ash content of the dry and oil-free product (wt.%).
It should be noted that the +250 m fraction was chosen to be the concentrate combined with the requirement for ash content of agglomerates as a general representation of the total result. This is consistent with the opinion of Sahinoglu and Uslu (2015) that the recovery sieve size should be the same as the top feed size.
As seen from Figure 4, the combustible recovery generally increased with increasing stirring time. This can be attributed to the enhancement of collisions between particles and micro-agglomerates, and thus the agglomerates consolidate and become spherical (Abakay, Ayhan, and Kahraman, 2004).
Figure 4 also shows that the ash content of the agglomerates decreased with increasing stirring time up to 30 minutes. This behaviour was due to the formation of more compact-structured agglomerates and the decrease in the amount of water phase entrapped in the agglomerates. After 30 minutes, while the stirring time was gradually increased up to 35 minutes, the ash content of the concentrates increased. This may be due to the increased possibility of entrapment of particles with high ash content. Cebeci, Ulusoy, and §ims_ek (2002) also noted that the ash content of agglomerated product increased after a certain agglomeration time. After that, the ash content did not change much because the structure of the agglomerates remained relatively unchanged.
In Figure 5, it can be seen that the yields and ash contents of products of different size fractions displayed different trends with increasing stirring time. In this study, the whole oil agglomeration process can be divided into three stages: the initial formation of micro-agglomerates, the growth of agglomerates, and stabilization, as shown in Figure 6. In the first stage, from 0 to 10 minutes, preferential wetting of hydrophobic particles by oil formed the fundamental basis for the separation (Mehrotra, Sastry, and Morey, 1983). Initially, the yield of -125 μm fraction decreased with increased stirring time up to 5 minutes while yields of the other three fractions increased to form loose agglomerates. From 5 to 10 minutes the yields of -125 and +500 μm fractions increased slightly while the other two fractions showed opposite tendencies. This is perhaps because the agglomerate structure of the 500-250 and 250-125 μm fractions was too loose and the agglomerates were broken up by agitation. During this stage, very few agglomerates larger than 500 μm were formed. The second stage began at 10 minutes, after which the yields of both the -125 and the 250-125 μm fraction decreased as larger agglomerates formed. The yields of +500 μm agglomerates increased sharply because of the formation of more stable agglomerates between 20 and 30 minutes. It is concluded that most of the agglomeration process took place during this stage. The third stage started from 30 minutes, after which the structure of stable agglomerates remained relatively unchanged and the whole suspension was in equilibrium.
Effect of stirring time on the behaviour of fine coal particles
In order to elucidate the behaviour of coal particles finer than 45 μm in the whole oil agglomeration process, the yields and ash contents of four different size fractions are discussed.
As shown in Figure7a, the yield of particles finer than 45 m in +500 μm agglomerates increased continuously while the ash content decreased with increasing stirring time up to 30 minutes. From 20 minutes, the ash content remained below 3% while the yield increased until 35 minutes. This indicates that the -45 μm particles with higher hydrophobicity or oleophilicity and lower ash content gradually transferred into the large agglomerates because of the more efficient collision between the -45 μm particles and the micro-agglomerates.
The yield and ash content of particles finer than 45 μm in the 500-250 μm fraction are shown in Figure 7b. The trends are similar to those for the +500 μm fraction (Figure 7a) for stirring times up to 20 minutes and after 30 minutes, and for the same reasons. However, between 20 and 30 minutes, the trends were opposite to those for the +500 μm fraction. This may be attributed to the intense formation of the +500 μm agglomerates during this period. The 500-250 μm agglomerates collided with fine particles and agglomerated further to form stronger and larger agglomerates. Therefore, fine coal particles with lower ash content were transferred from small agglomerates to large ones.
Unlike the variations in Figure 7b, the ash contents of particles finer than 45 m in the 250-125 μm fraction fluctuated at stirring times shorter than 20 minutes, as shown in Figure 7c. This is probably caused by a combination of constant agglomeration forming larger agglomerates and breaking of loosely structured agglomerates under continuous agitation. Between 20 and 30 minutes, the ash content and the yield displayed significant variations resulting from the drastic growth of agglomerates. After 30 minutes, very little change was observed.
Figure 7d shows that the yield of particles finer than 45 Mm in the -125 Mm fraction decreased constantly while the ash content increased with the increasing stirring time. This may be attributed to the sustained transfer of fine coal particles from small agglomerates to large agglomerates during the oil agglomeration process.
Conclusions
► The combustible recovery increased and the ash content of agglomerates decreased with increasing stirring time up to 30 minutes, after which the ash content increased slightly due to the entrapment of particles with high ash content. The results indicated that 80% of the coal could be recovered as a 7% ash product under optimum conditions.
► The entire oil agglomeration process can be divided into three stages. In the first stage, from 5 to 10 minutes, micro-agglomerates were formed, which could be easily broken by agitation, so the yield of agglomerates was low. In the second stage, from 10 to 30 minutes, the yield of agglomerates increased sharply due to enhanced contact of scattered particles and micro-agglomerates. In the third stage, from 30 to 40 minutes, the yield of agglomerates changed very little because of the stable structure of agglomerates, and the whole suspension was in equilibrium.
► The effect of coal particles finer than 45 Mm on the oil agglomeration process was investigated. It was concluded that fine coal particles with lower ash content were transferred from small agglomerates to large ones with increasing stirring time. However, some particles with high ash content may contaminate the agglomerates with excessive stirring time.
The mechanism of high-ash particle contamination in the oil agglomeration process will be further investigated from thermodynamic or kinetic aspects in future studies. Some test methods may also be introduced to explore the structure of agglomerates.
Acknowledgements
This work was supported by the National Natural Science Foundation of China (Grants no. 51374205, 51474213, and 51704289. We also want to thank the General Financial Grant from the China Postdoctoral Science Foundation (2016M591963) and the support of 'A' Priority Academic Program Development of Jiangsu Higher Education Institutions.
References
Abakay, H., Ayhan, F.D., and Kahraman, F. 2004. Selective oil agglomeration in irnak asphaltite beneficiation. Fuel, vol. 83. pp. 2081-2086. [ Links ]
Akta, Z. 2002. Some factors affecting spherical oil agglomeration performance of coal fines. International Journal of Mineral Processing, vol. 65. pp. 177-190. [ Links ]
Ayhan, F.D. 2009. Desulfurization and de-ashing of a mixture of subbituminous coal and gangue minerals by selective oil agglomeration. Mineral and Metallurgical Processing, vol. 26. pp. 203-207. [ Links ]
Capes, C.E. and Darcovich, K. 1984. A survey of oil agglomeration in wet fine coal processing. Powder Technology, vol. 40. pp. 43-52. [ Links ]
Cebeci, Y. and Eroglu, N. 1998. Determination of bridging liquid type in oil agglomeration of lignites. Fuel, vol. 77. pp. 419-424. [ Links ]
Cebeci, Y. and Sonmez, I. 2002. The investigation of coal-pyrite/lignite concentration and their separation in the artificial mixture by oil agglomeration. Fuel, vol. 81. pp. 1139-1146. [ Links ]
Cebeci, Y., Ulusoy, U.U., and Simsek, S. 2002. Investigation of the effect of agglomeration time, pH and various salts on the cleaning of Zonguldak bituminous coal by oil agglomeration. Fuel, vol. 81. pp. 1131-1137. [ Links ]
Chary, G.H.V.C. and Dastidar, M.G. 2013. Comprehensive study of process parameters affecting oil agglomeration using vegetable oils. Fuel, vol. 106. pp. 285-292. [ Links ]
Duzyol, S. and Ozkan, A. 2014. Effect of contact angle, surface tension and zeta potential on oil agglomeration of celestite. Minerals Engineering, vol. 65. pp. 74-78. [ Links ]
Gürses, A., Doymu, K., and Bayrak Eken, S. 1997. Evaluation of response of brown coal to selective oil agglomeration by zeta potential measurements of the agglomerates. Fuel, vol. 76. pp. 1439-1444. [ Links ]
Laskowski, J.S. and Yu, Z.M. 2000. Oil agglomeration and its effect on beneficiation and filtration of low-rank/oxidized coals. International Journal of Mineral Processing, vol. 58. pp. 237-252. [ Links ]
Lin, S., Chen, B., Chen, W., Li, W., and Wu, S. 2012. Study on clean coal technology with oil agglomeration in Fujian Province. Procedia Engineering, vol. 45. pp. 986-992. [ Links ]
Mehrotra, V.P., Sastry, K.V.S., and Morey, B.W. 1983. Review of oil agglomeration techniques for processing of fine coals. International Journal of Mineral Processing, vol. 11. pp. 175-199. [ Links ]
Sahinoglu, E., and Uslu, T. 2008. Amenability of Muzret bituminous coal to oil agglomeration. Energy Conversion and Management, vol. 49. pp. 3684-390. [ Links ]
Sahinoglu, E. and Uslu, T. 2013a. Increasing coal quality by oil agglomeration after ultrasonic treatment. Fuel Processing Technology, vol. 116. pp. 332-338. [ Links ]
Sahinoglu, E. and Uslu, T. 2013b. Use of ultrasonic emulsification in oil agglomeration for coal cleaning. Fuel, vol. 113. pp. 719-725. [ Links ]
Sahinoglu, E. and Uslu, T. 2014. Effect of particle size on cleaning of high-sulphur fine coal by oil agglomeration. Fuel Processing Technology, vol. 128. pp. 211-219. [ Links ]
Sahinoglu, E. and Uslu, T. 2015. Cleaning of high sulphur coal by agglomeration with waste vegetable oil. Energy Sources Part A, vol. 37. pp. 2724-2731. [ Links ]
Sahinoglu, E. and Uslu, T. 2015. Role of recovery sieve size in upgrading of fine coal via oil agglomeration technique. Fuel Processing Technology, vol. 138. pp. 21-29. [ Links ]
Temel, H.A., Bozkurt, V., and Majumder, A.K. 2009. Selective oil agglomeration of lignite. Energy and Fuels, vol. 23. pp. 779-784. [ Links ]
Unal, I. and Ersan, M.G. 2005. Oil agglomeration of a lignite treated with microwave energy: Effect of particle size and bridging oil. Fuel Processing Technology, vol. 87. pp. 71-76. [ Links ]
Unal, I. and Gorgun Ersan, M. 2007. Factors affecting the oil agglomeration of Sivas-Divri i Uluçayír sivas-divrigi Ulucayir lignite. Energy Sources Part A, vol. 29. pp. 983-993. [ Links ]
Ünal, L. and Akta, Z. 2001. Effect of various bridging liquids on coal fines agglomeration performance. Fuel Processing Technology, vol. 69. pp. 141-155. [ Links ]
Wang, L., Peng, Y., Runge, K., and Bradshaw, D. 2015. A review of entrainment: Mechanisms, contributing factors and modelling in flotation. Minerals Engineering, vol. 70. pp. 77-91. [ Links ] ♦
Paper received Nov. 2016
Revised paper received Oct. 2017


{kind=link}
{kind=link}
{kind=link}
{kind=link}