










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versão On-line ISSN 2411-9717
versão impressa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.117 no.11 Johannesburg Nov. 2017
http://dx.doi.org/10.17159/2411-9717/2017/v117n11a6
SULPHURIC ACID CONFERENCE
An example of the use of advanced fibre-reinforced plastics in sulphuric acid plants
P.M. Fouché
Anglo American Platinum, South Africa
SYNOPSIS
Anglo American Platinum treats the off-gas from its primary and converter furnaces at Waterval Smelter Complex in two sulphuric acid plants. In this paper the processes and the background to the decision to use fibre-reinforced plastics (FRPs) as a major construction material are briefly discussed. The applicable design codes and design optimization that was required to reach and exceed the life expectancy of the plant are addressed. The discussion is then broadened to design concepts used in the plant, FRP maintenance quality requirements, and the inspection and testing programme. This programme was introduced to establish the condition and monitor the degradation of FRP equipment compared to original code requirements, the resin supplier's recommendations, and good FRP engineering practice. Some guidance is given on the availability and use of FRP testing laboratories and how the lessons learned can be incorporated into procurement technical specifications. This paper seeks to improve the understanding of FRP maintenance within the sulphuric acid community, thereby reducing costly failures and the associated downtime.
Keywords: sulphuric acid plant, fibre-reinforced plastic(FRP), design code, condition monitoring, maintenance.
Introduction
The acid plants at Anglo Converter Plant (ACP) treat two streams of off-gas. One stream is from the top submerged-lance furnace and contains 8-13% SO2; this gas is treated in a dry double-contact double absorption (DCDA) plant.
The other stream is from two six-in-line electric furnaces that produce relatively low concentrations of SO2 - 0.3 to 2%. This strength is too low for treatment in a DCDA plant as it will not remain autothermal and would require significant amounts of heat input to achieve the desired results. The process used for this stream is the Petersen-Fattinger process (the only one of its kind in the world), based on the lead chamber process (Davenport et al., 2006). It is capable of producing only 75% H2SO4, which is then used to dilute the acid in the absorption towers of the DCDA plant. The process uses NOx as a catalyst. Thus not only is the H2SO4 in the process dilute, it is hot from the conversion and contains up to 5 ppm nitrosyl in the form of nitrosyl sulphuric acid. This represents a very corrosive environment that only specialized materials can withstand.
The plant has been in use since 2002. Over the period of operation of the plant it was realized that more detail was required on the maintenance of the fibre-reinforced plastics (FRPs) used in the plant if the design life was to be exceeded. A condition assessment and reliability programme was therefore launched, that would enable maintenance planning and thus longer operating periods between maintenance stops, lower maintenance costs, and extended plant life.
Materials and methods
Fibre-reinforced plastic as a major construction material
Due diligence required that various materials needed to be considered for the vessels, ducting, and associated piping in the weak acid sections (<96% H2SO4), where common steel grades would not be able to resist corrosion.
Three options were available: brick-lined mild steel, FRP, and highly alloyed stainless steel. The concern of brick flakes clogging the plate heat exchangers, as well as the additional weight and the difficulty and cost of repairs, quickly ruled out bricks as an option.
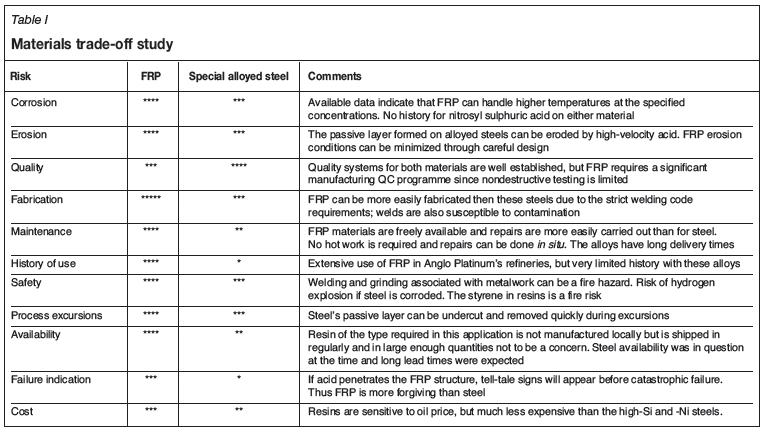
Table I illustrates the two remaining options scored on a scale of 0 to 5 with regard to various attributes.
The table illustrates clearly that FRP was the preferred material of construction FRP was selected due to:
> A wider tolerance to process excursions
> Easier repairs
> Better availability
> Better history of use, along with advances in vinyl ester resins
> The excessive cost and weldability issues associated with the metals in question.
Fibre-reinforced plastics - manufacturing background
FRPs or polymers are composites consisting of a resin matrix containing reinforcing fibres such as glass or carbon that have greater strength or stiffness then the resin. FRP is used as a material of construction in many industries, from concrete reinforcement to aerospace. The term 'advanced composites' is often used to describe FRPs with carbon or high-performance aramid fibres. Hand lay-up, filament winding and pultrusion are discussed due to their extended use in industrial component manufacture.
Resin
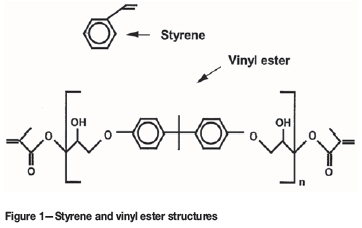
Resins are liquid polymers that when catalysed cure to a solid state. Resins selected for ACP acid plant are epoxy vinyl ester resins, either bisphenolic or novalac on the basis of the resin manufacturer's recommendations and local Refinery experience. Resins have a shelf life, once activated, of six months generally and once catalysed should cure within 30 minutes to provide adequate application time and prevent burning of the resin due to the exothermic reaction of curing. Styrene (Figure 1) is added to resins to increase wettability and reduce viscosity. (Palmese, La Scala, and Sands, 2013).
Reinforcements
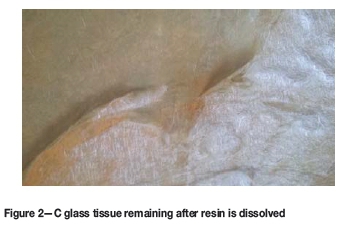
ACP acid plant uses E-CR glass manufactured by Owens Corning. The chemical resistance offered by ECR glass, with the proven track record of Owens Corning, has proven to be a winning combination. In some cases when process conditions have dissolved the resin, the glass remained (Figure 2).
Hand Lay-up
Hand lay-up is one of the manufacturing methods used for FRP. Sections of chopped strand mat are cut, wetted with resin, and applied to moulds or other prepared surfaces. This method is used almost exclusively for site joints and patch repairs. As the name suggests, hand lay-up is a manual task that is very labour-intensive. ACP acid plant vessels were manufactured by hand lay-up. Filament winding was not available at the time.
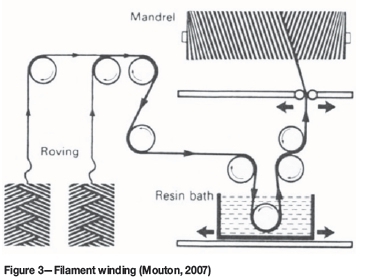
Filament Winding
Woven filaments, in the form of unidirectional roving or woven roving, are wound around a mould or mandrel while being wetted by resin in a continuous process to produce pipes, ductings, and vessels (Figure 3). This method has an improved glass-to-resin ratio compared to hand lay-up and thus stronger, thinner vessels can be manufactured. Additional capital expenditure is required from the manufacturer for the equipment (Mouton, 2007)
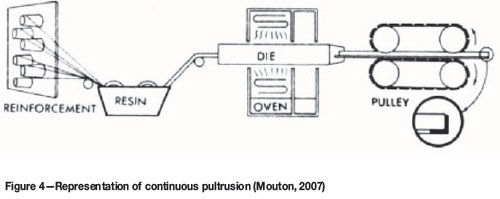
Pultrusion
Structural forms like I-beams, channels, rods, bars, and tubing are moulded through an open-ended moulding process whereby fibres are wetted with resin and pulled through a heated die, thus curing the component (Figure 4). Various resin-to-fibre ratios can be obtained. (Mouton, 2007). This process is used to manufacture packing support beams for process vessels and has a significant advantage over lined steel.
Composite Construction
Design codes specify three discrete sections to a wall. Firstly, the internal corrosion barrier; this is the section that will be exposed to the process and is generally 3 mm thick. If a component was correctly designed, manufactured, and operated this will be the only element that may require maintenance. The structure is the section of the wall that provides strength. If this is attacked by the process, structural integrity is in question. Lastly there is an external corrosion barrier. This section is very thin and includes an ultraviolet filter to protect the resin in the structure from damage.
Leaks and splashes can expose the outside surface to process conditions and this should be considered in the design of the external chemical barrier.
The FRP in chemical barriers can be substituted with fluoropolymers for process conditions that exceed current resin capabilities.
New vessel requirements
Nondestructive testing of FRPs is still very limited, thus there should be extensive controls in place during manufacturing to ensure the quality of the end product. A component's condition monitoring programme starts during manufacturing, and if some items are missed it can impair the effectiveness of the programme significantly.
FRP components require internal inspection to determine whether there is deterioration of the corrosion barrier. This opportunity is available only during plant stoppages, and in most cases only certain sections of the internals can be inspected. Records of these inspections should be kept and evaluated to understand degradation over time and thus ascertain the expected equipment life, as well as to locate hot spots requiring more attention than other areas or components. For this exercise, component manufacturing data is required, including the manufacturing code, resins used, fibre lay-up, thickness, process conditions, and previous repairs conducted.
Design Codes
FRP components are generally manufactured to BS4994:1987 for vessels, and BS7159 for piping. The vessel code is dated, and as such a new code, EN 13121, was implemented. However, the BS code is still preferred by manufacturers. Care should be taken when modifications to vessels are considered as Category 1 vessels will require approval by an Approved Inspection Authority (AIA). AIAs for nonmetallic materials are not very common and thus modification costs are substantially increased.
Cut-outs
A key consideration in evaluating the fabrication of the component and for future evaluations of component condition is keeping and cataloguing cut-outs from the component when nozzles and manways are fitted. These are preferred to representative panels since they are more representative of the laminate. These can be sent for laboratory analysis, as explained later.
Sample Plates
Sample plates are good substitutes if cut-outs are unavailable. Sample or representative plates can be requested to be manufactured by the same laminator, with the same resin, glass, and lay-up, at the same time as the component, to be analysed at a later date. For accurate life expectancy estimation it is indispensable that either cut-outs or representative panels are stored in a safe place for future use.
Quality Dossier
Since the FRP fabricator is responsible for the entire fabrication process of the component, this document is of great import and should contain at least the following:
1. Scope
2. A quality assurance plan
3. An organogram for the project
4. Drawings (general arrangements showing joint location and site joints, manufacturing drawings showing lay-up and joint details) signed off by AIA if required
5. Quality control plan
6. Laminating schedules
7. Materials and blending certificates
8. Laminator qualifications
9. Gel time tests (daily), including gel time tester calibration certificate
10. Material safety data sheets for all chemicals
11. Daily temperature and humidity tests
12. Sample schedules
13. Applicable specifications (including site flange, fastener, and gasket specifications)
14. Acceptance criteria (defects and tests)
15. Defect reports
16. Additional requirements if fluoropolymer linings are involved:
a. Material certificates (of the original pellet stock and from the sheet manufacturer)
b. Welding procedure
c. Welder qualification
d. Spark test result (insist on a graphite lining behind welds to allow this)
17. Certificate of compliance to the pressure equipment regulations and SANS 347 if applicable
18. Inspection release from manufacturing site
19. Takeover certificate from transporting company
20. Takeover certificate from end user (upon delivery to site)
21. Final acceptance certificate (after installation, depending on scope)
22. Design calculations (remember lifting points)
23. If modifications are made to site components, GA drawings of the equipment involved to update site libraries.
Quality assurance plan for equipment in service
Obtaining information on an old plant is sometimes impossible. Vessels might have been manufactured by a company that no longer exists, and libraries on site are not always updated with all repairs conducted. In such a case, history must be interpreted from available data.
Plant inspections
A new starting point needs to be defined. The current plant condition needs to be assessed. This process begins with plant inspections. The general condition of the vessel can be assessed fairly accurately through manway inspections. If any areas of concern are noted, internal inspections may have to be carried out.
To ensure that plant inspections add as much value as possible a good template, should be used. This will ensure that no details are missed.
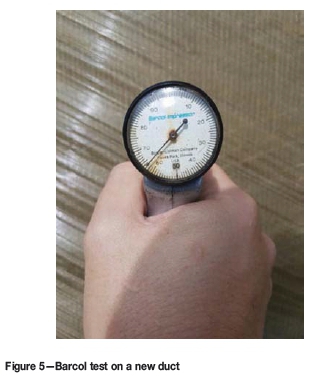
A very handy tool for inspections is a Barcol hardness tester (Figure 5). By using this tester in and around the manway, the extent of the process attack on the chemical barrier of the FRP vessel can be very easily determined. A Barcol hardness tester is used to determine the cure of a laminate. Values in the 40-60 range are acceptable for new components, and the test will also reveal softening of the laminate due to process attack. Test results above 30 are acceptable in principle, although the true value of these tests will be revealed only when consecutive test values can be trended to show a long-term graph. Statistical process control can then be used to identify significant deviations that would warrant action.
Plant inspection is also the best way to select samples, as areas of concern can be noted
Sample selection
The next step in building a history for an item constructed of FRP is to select a representative sample for destructive testing. The sample should represent the area of most severe attack, hence the area most likely to fail first, and therefore enable an estimation of the expected remaining life.
That is difficult to do, as cut-outs of the structure of the vessel are required. Since the condition of the structure is not known at this stage, this is not recommended. A better strategy is to use the manway cover as a vessel sample. First, the age of the manway cover relative to the vessel should be confirmed. As this is not likely to be the area of worst attack it will not be the last sample to be tested, but will provide a good starting point.
Laboratory tests
A standard manway cover 600 mm in diameter yields enough samples to provide statistically relevant results for the required destructive tests. These tests are:
> Ignition loss
> Tensile strength
> Lap sheer
> Flexural strength
> Differential scanning calorimetry
> Dynamic mechanical analysis.
Further Barcol hardness tests are also conducted to enable comparison with plant tests. Correct sample labelling on site is essential to avoid confusion at the laboratory.
Ignition loss tests
These tests are carried out by weighing a sample, heating it in a furnace to remove all resin, and then reweighing the sample. The weight of the residual glass is then recorded as a percentage of the total initial weight. Design codes give guidance as to the expected glass weight percentages required, depending on the type of glass reinforcement used.
Tensile strength test
This test is undertaken on a reinforcement sample machined to the code dimensions (length and thickness), suitably conditioned, by applying a direct vertical load at a defined speed, at ambient temperature, and monitoring the extension and load value until the sample fails.
The tensile strength of the specimen is the load at which the load extension curve becomes nonlinear, whilst the ultimate tensile strength (UTS) is the load at which the specimen fails. For reinforcement laminates the UTS is expressed as ultimate tensile unit strength (UTUS), which is the strength (force) per unit width, per unit mass of reinforcement.
The code gives minimum recommended values to be used in the design.
Lap shear strength
Shear strength is the maximum load (stress) needed to produce a separation fracture by a shearing action between the layers of the reinforcements (glass), and is a good indication of interlayer bonding characteristics. The code gives minimum values for good bonding.
Flexural strength
Flexural strength of a laminate is a measure of its ability to withstand forces that cause bending.
Tests are normally carried out on both sides of the test sample to include the corrosion barrier. Design code strain limiting factors of 0.2% are applied.
Barcol hardness tests
Hardness is a common mechanical property that is measured for FRP materials. Hardness is the resistance of a material to penetration of its surface. The greater the resistance to penetration, the harder the material. Such penetration of material is simply due to movement of the molecules in the FRP polymer, which is resisted by intermolecular forces called crosslinks. The resistance is closely related to the strength of the material
Differential scanning calorimetry (DSC)
Differential scanning calorimetry measures the effects associated with phase transitions and chemical reactions that relates to the degree (Mouton, 2007) of cure of a laminate (Figure 6). These effects are noted as a transitional temperature (Tg) when such phase transitions occur (Bruce et al., 2002). The closer the actual Tg value to the recommended value, the better the corrosion resistance of the resin. The values are nominally close to the heat distortion temperature value given by the resin suppliers for pure cast resin.
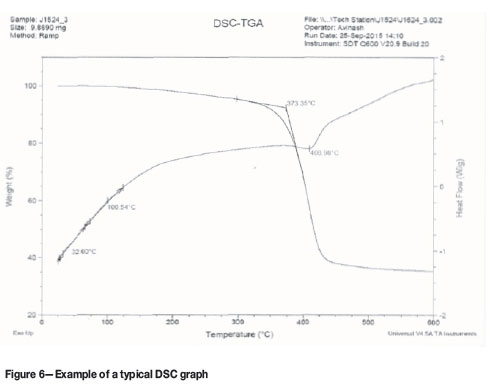
Recommended values for the maximum service temperature based on the Tgvalue are given for the specific chemical environment. Post-cure of a resin helps to ensure that the optimum Tgis obtained.
Dynamic mechanical analysis (DMA)
DMA is a more modern technique that is not published in the public domain by resin suppliers but is being increasingly used in conjunction with DSC testing. It is a technique used to study and characterize materials, in particular the viscoelastic behaviour of polymers. Simply put, it is a measurement of the 'stiffness' of a resin. The lower the relative value of stiffness, the more the likelihood that the resin polymer will have a lower corrosion resistance and hence an increased propensity for a reduced life-cycle. The DMA value is obtained by applying a sinusoidal stress either on a three-point basis or on a double-cantilever load basis, and the strain in the material is measured. In the three-point test the specimen is supported on its ends and a sinusoidal load is applied in the centre. In a double-cantilever test the specimen is fixed at one end and a load is applied at the end of the specimen. (Technical Risk Management Services, 2016).
Once these tests are completed the following information is available for the sample:
> Actual laminate makeup compared to prescribed makeup
> Remaining structural strength compared to original strength
> Chemical attack depth.
This information enables the remaining service life of the vessel to be estimated.
Support activities for continued maintenance excellence
Quality assurance and quality control
If site maintenance work is to be trusted to result in safe operation, systems have to be in place to ensure the work is done to specification.
Before any maintenance work is conducted on process equipment, site maintenance procedures are required. These form part of quality assurance, and should include;
> Daily temperature and humidity recording
> Daily gel time tests (Figure 7).

These results are used to ensure that catalyst addition is correct, to enable full cure and prevent resin burn on site work and thus reduce unnecessary downtime.
Records of the above should be kept for monthly inspection. A gel time testing procedure should be available, including the use of a calibrated stirrer.
Resin drums should clearly indicate the resin type, promotion date, and expiry date. This will ensure that the correct resin is used for the application and that it will reach full cure.
Generic laminating schedules should be available for different joints. Joint kits should be made up for different size joints containing the correct glass lay-ups. Nozzles, stubs, flanges, pipes, and bends of the required sizes should be available in stock. This ensures quick response times when failures affect plant operation while ensuring good quality of work. Laminators should laminate a test plate to be analysed for compliance to the principle code.
Site maintenance monitoring
Plants are ever-changing; opportunities for sampling must not be missed. Flange failures due to incorrect torqueing practices require stub replacements; the removed stub should be inspected to determine if analysis is required. Pump modifications require piping re-alignment; the piping should be inspected to determine if sampling should take place.
A large GA of the plant should be available with indications of repairs undertaken. This should link to repair files on record. Over time, hot-spots can be identified and failure analysis instituted.
Supplier qualification
FRPs can be as technical or simple as you make it. Just as there are many people capable of welding two pieces of angle iron together, there are many capable of laminating one piece of fibre on top of another. These people are referred to as the 'bucket-and-brush brigade' - they are not the people you want repairing high-pressure or hazardous chemical piping. Yet they will have a cost advantage compared to a company capable of producing the quality assurance noted earlier in this document.
To ensure that underqualified companies are not contracted for site work, the FRP or nonmetallic service scope should be clearly defined by the responsible engineer. The scope should include a supplier qualification requirement. Companies should be scrutinized against a list of requirements and scored in terms of competence. Companies scoring lower may be used for low-risk work but should not be used for the design and fabrication of a new process vessel, for example.
A simple matrix is used for such a rating. A company is ranked on a 3x3 matrix regarding technical capability and management effectiveness, as shown in Table II.
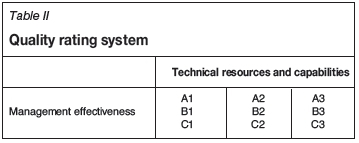
A company capable of doing engineering design and manufacturing of large vessels would score in the first or second column, depending on the exact resources available.
If such a company has ISO9001 certification and is capable of producing all the documentation listed above, it can score in the first or second rows, depending on a detailed document review. Such a company can potentially be trusted with large project work and site maintenance of process equipment.
This evaluation should, however, be undertaken by a subject matter expert against a set requirements document to avoid allegations of impropriety.
Discussion and recommendations
The system used at Anglo Converting Process acid plant requires supervision. It has enabled the identification and prevention of potential failures that would have resulted in extended downtime. It also provides a solid base for the condition monitoring principles that were implemented.
From the above process, some general recommendations can be made for acid plants:
> Ensure inspections are done using a template, with subject matter experts present if the inspector is not an expert
> Use good illumination, high-powered torches are recommended.
> Buy a Barcol hardness tester and check the calibration before inspection (test discs are provided)
> Ensure that gel time tests are done daily and recorded
> Specify post-cure as part of component manufacturing. This will ensure full curing of purchased components. It will also accentuate defects, and thus it is not favoured by manufacturers, but it ensures that only the best components are delivered to the site. Bruce et al. (2002) state that the degree of cure in vinyl esters depends on the cure temperature. A post-cure cycle at 80°C will increase the cure percentage and thus improve the resistance of the component to chemical attack.
Resin manufacturers recommend a useful life of 10 years for FRP components. ACP acid plant has been in operation for 15 years, and with the use of the quality assurance plan detailed in this article a further ten years is expected. This significantly influences the return on capital calculations made in feasibility studies. Through continued innovation some new techniques are available that can assist the plant engineer. Pultrusion is one such technology. ACP acid plant has been using pultruded packing support beams successfully. Resin technology is continually evolving, so testing opportunities should always be considered. Components can be pigmented for colour coding or aesthetic purposes, but this is not good practice as it makes visual inspection ineffective. If colour coding is required, thin strips can be pigmented or at the very least a strip of the component should be left unpigmented. termed the 'Bradbury strip' after the consultant that recommended it. Pigmenting should not be wholly discarded, however; a duel chemical barrier with a pigmented layer in-between allows for easy assessment of the remaining thickness of the barrier. Another innovation in condition monitoring is the inclusion of graphite powder in a resin layer between the chemical barrier and structure. Monitoring the electrical resistance between the process and this layer enables immediate detection of chemical barrier failure. If the selected laminate has adequate history in the design conditions there is a possibility of cost saving by installing dual laminates. Since chemical attack should be limited to the chemical barrier (CB) the structural laminate can be made with a less resistant resin, as long as the external CB is also made from the same resin as the internal CB in case of process leaks and splashes.
Acknowledgements
Anglo American Platinum Ltd. for permission to publish. I also gratefully acknowledge contributions of Sam Venter, Phil Bradbury, Fibre-Wound and Prof Mark Walker
References
Bruce, K.F., Travis, A.B., Molly, A.S., and John, W. G.J. 2002. Thermochemical response of vinyl-ester resin ARL-TR-2653. US Army Research. Laboratory, http://www.arl.army.mil/arlreports/2002/ARL-TR-2653.pdf [ Links ]
Davenport, W., King, M., Rogers, B., and Weissenberge, A 2006. Sulphuric acid manufacture. Proceedings of Southern African Pyrometallurgy 2006, Cradle of Humankind, South Africa, 5-8 March. p. 116. http://www.saimm.co.za/Conferences/Pyro2006/001_Davenport.pdf [ Links ]
Mouton, J. 2007. Increasing the use of fibre-reinforced composites in the Sasol group of companies: a case study. DTech thesis, Durban University of Technology, South Africa. http://http://ir.dut.ac.za:8080/jspui/handle/10321/144 [ Links ]
Pálmese, G., La Scala, J.J., and Sands, J.M. 2013. Multimodal vinyl ester resins. European Patent EP20050804814. [ Links ]
Technical Risk Management Services. 2016. Plant engineering condition assessment NOX absorber #1 535 - CM - 350 J1521/001. [ Links ] ♦


{kind=link}