










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versión On-line ISSN 2411-9717
versión impresa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.117 no.11 Johannesburg nov. 2017
http://dx.doi.org/10.17159/2411-9717/2017/v117n11a3
SULPHURIC ACID CONFERENCE
Protect your catalyst by improving your sulphur filtration process
J. Hermans
Sulphurnet, Netherlands
SYNOPSIS
Downtime of a sulphuric acid plant is costly. Poor catalyst screening due to loss of high pressure on the catalyst bed is one of the major reasons for downtime. Sulphurnet has developed a technology that improves the efficiency of the liquid sulphur filtration process. Less ash is transferred to the catalyst. This enables acid plants to run for 28 to 30 months without catalyst screening. Other advantages of the process are reduced losses of liquid sulphur in the filter cake, and lower maintenance costs due to the longer lifetime of filter leafs. Finally, we address some environmental issues to reduce emissions and the losses of the sulphur in various areas.
Keywords: sulphuric acid plant, catalyst pollution, liquid sulphur filtration.
Introduction
Downtime of a sulphuric acid plant is costly. High pressure drop in the first catalyst bed is the main cause of downtime. The pressure drop requires catalyst screening, replacement of the catalyst, as well as preheating the system. Downtime or losses of production are therefore only one aspect of the problem -additional costs are incurred in the replacement of catalyst and the fuel consumption for preheating the plant. Catalyst pollution is mainly due to ash and other impurities in the liquid sulphur. In this article we explain how this pollution can be prevented.
Prevention of pollution
There are two methods of preventing ashes from entering the catalyst bed:
> Hot gas filters
> Liquid sulphur purification by filtration.
Hot gas filter
The hot gas filter is one of the oldest technologies in the market. The filter consists of a tank filled with glass beads or volcanic rock particles, which provides a deep bed filtration system that removes dust particles. The increasing volume of fine solids in the filter contributes to the pressure drop, which affects the main blower and the plant efficiency. This is one reason why the hot gas filter is losing acceptance. Furthermore, the filter needs manual cleaning and the glass beads or volcanic rock particles require sieving before they can be re-used.
Liquid sulphur filtration
Liquid sulphur filter systems are the predominant filtration systems used in the sulphuric acid industry. In the 1940s the RP Adams company introduced the liquid sulphur candle filter, a system with ceramic candles making use of pre-coating. This technology was patented by E.I. Dupont De Nemours in 1942. The most popular technology nowadays is the pressure leaf liquid sulphur filter, which is fully steam-jacketed to prevent solidification of sulphur (Figure 1). The filter leafs are made of stainless steel. This is a modern update of a technology that was introduced in the 1930s.
Donovan and Barnett (1959) compared the candle and pressure-leaf filter technologies. They described tests with various grades of precoat and additions of body feed, and presented a table of recommended conditions for plant filtration of sulphur. The flow rates given in this article from 1959 are outdated but are unfortunately still being used to design today's liquid sulphur filters. The result is not only oversized filter systems (inflated CAPEX), but the operational characteristics and performance of these filters are disappointing, with high losses of liquid sulphur in the filter cake, difficulties when cleaning the filter, and a high ash content passing the filter (OPEX). The liquid sulphur filters are blamed for these shortcomings. A solution would be to add a polishing filter, which would entail additional CAPEX and OPEX.
Two important developments in todays' technology stem from the findings from Donovan and Barnett. The first is the quality of the liquid sulphur. Whereas in 1959 Frasch sulphur was the main source of sulphur, in 2017 liquid sulphur is sourced mainly from the refineries. The sulphur direct from the refinery contains < 200 ppm ash and the organic content is minimal. The main problem with today's sulphur is contamination during transportation, and the formation of sulphuric acid due to the presence of the Thiobacillus bacterium. Neutralization of the acid with lime or quicklime results in a much higher solid content than the original ash content in the sulphur. To prevent acid formation, dry storage is recommended. The second development is precise and reliable process instrumentation and automation. This is beneficial for the operation, since it enables control from a distance and, more importantly, optimization of the filtration process. The liquid sulphur filter requires a driving force to create a flow that can overcome the resistance of the filter cake build-up during the filtration cycle.
The other important piece of process equipment providing the driving force is the liquid sulphur pump. Efficient pumps can reduce operational cost. Successful sulphur filtration begins with understanding the process. In the sulphur pumping system, the objective is to transfer the liquid sulphur from a dirty sulphur pit or tank via the filter system to a destination, e.g. a clean liquid sulphur storage tank or pumping pit. The flow rate is equal to the driving force divided by the resistance, the driving force being the total pressure drop required to achieve a liquid flow.
The resistance is the sum of various energy losses in the system. These head losses are of three types:
> Static pressure-The height of the filter system and storage system. This is a constant value
> Pressure differential of the filter-Losses caused by the resistance of the filter cake. This is variable over the filtration cycle.
> Friction head-The friction loss is due to the liquid being moved in pipes and valves. This is a constant value.
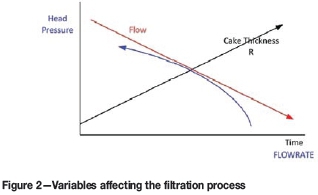
Filtration efficiency is affected by three variables as shown in Figure 2. These are the actual pump curve, the increasing cake thickness, and the flow rate.
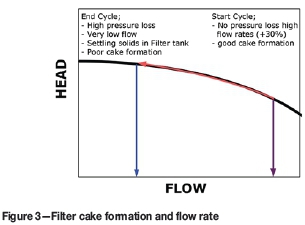
Since a centrifugal pump is used, after the precoating cycle there is a small head loss through the filter but only a 3 mm cake thickness. The pump will therefore run out on its performance curve to a flow rate corresponding to the resistance head of the system (this can be 30% higher than the design flow rate). As the filter cake increases in thickness and the resistance head in the filter increases, the pump moves back toward the left side of its performance curve and the flow decreases with the increase in the system head required (Figure 3). This will continue until the flow of the pump is reduced to a certain predetermined rate that corresponds to an increase in the resistance head through the filter. At this stage cleaning is required. In this set-up the pumps are not used in the design condition so the system is not working very efficiently. These differences in flow rate influence the filter cake consistency. Initially there is a high flow rate (up to 30% of the design flow) and a very firm filter cake is formed, but at the end of the cycle, when the filter cake builds up resistance, the flow drops rapidly and the cake becomes 'fluffy', unstable, and holds a high content of liquid sulphur.
A consistent filter cake can be achieved by maintaining a constant flow over the entire filtration cycle. Selection of an appropriate design and size of filter will save on initial investment, and reduce operating costs due to:
> Less losses of sulphur in the filter cake
> Easier cake removal
> Longer filtration cycles
> Less ash passing the filter
> Longer life of the catalyst bed in the convertor.
Furthermore, extra energy savings are possible since the liquid sulphur pump is running at its optimal setting throughout the filtration process.
Conclusion
A well-designed filter system can save CAPEX cost. The filtration efficiency will be improved, leading to longer catalyst life in the converter bed. This reduces the overall OPEX cost.
Reference
Donovan, J.R. and Barnett, B.J.. 1959. Filtration of molten sulfur. Industrial and Engineering Chemistry, vol. 51, no. 2. pp. 165-168 ♦ [ Links ]

