










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versión On-line ISSN 2411-9717
versión impresa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.117 no.10 Johannesburg oct. 2017
http://dx.doi.org/10.17159/2411-9717/2017/v117n10a8
CONFERENCE PAPERS
Metal and alloy spheroidisation for the Advanced Metals Initiative of South Africa, using high-temperature radio-frequency plasmas
H. Bissett; I.J. van der Walt
The South African Nuclear Energy Corporation (SOC) Ltd. (Necsa), Pretoria, South Africa
SYNOPSIS
Additive manufacturing presents an attractive and cost-effective method to produce complex designs, particularly when the material of construction includes precious metals such as Pt, Rh, Ir and their alloys. Layer deposition methods such as thermal spraying are also commonly used to apply protective coatings containing precious metals onto manufactured components. These methods require spherical powders to ensure a dense part or a defect-free layer. Thermal plasmas are suitable for spheroidisation of metal and alloy powders. A 15 kW plasma system from TEKNA Plasma Systems Inc. was purchased in 2016. The capability of this system was investigated by performing spheroidisation experiments making use of irregular-shaped titanium metal powder at various plasma operating conditions. The resulting powders were characterised in terms of morphology, density and flowability. The flow characteristics of the powder were determined by means of a Hall flow test. The plasma treatment resulted in an increase in spheroidisation ratio and fraction of evaporation with increasing plasma plate power. The treated powder displayed improved flow characteristics.
Keywords: additive manufacturing, laser sintering, powder metallurgy, spheroidisation, titanium, radio-frequency plasma.
Introduction
Titanium and its alloys show good corrosion resistance due to the stability of the oxide films that form spontaneously on the surface. The addition of precious metals such as Pd, Ru and Pt can further increase the corrosion resistance of metals and alloys, including alloys systems such as Fe-Al and stainless steels (Mwamba, Cornish and van der Lingen, 2014; Couperthwaite, 2015; Olubambi, Potgieter and Cornish, 2009), but at increasing cost.
In recent years the manufacturing landscape has changed significantly with an emphasis on developing technologies to manufacture components cost- and resource-efficiently on a small scale (Williams and Revington, 2010), making this technology suitable for expensive powders containing precious metals. The emergence of additive manufacturing (AM) heralds a technology where value chains are shorter, smaller, localised and more collaborative (Ford and Despeisse, 2016). One of these new technologies used to manufacture high-quality components is direct laser sintering, or 3D printing. The powders required for these methods have to be spherical and of a narrow particle size distribution as this affects the packing density and sintering mechanism. The powder also has to be chemically pure, as impurities such as H, O, C, N and S causes brittleness, influence metal properties such as tensile strength, hardness and ductility and also increase surface tension during processing (Despa and Gheorghe, 2011). More conventional techniques which can also reduce cost where materials are expensive include layer deposition methods such as thermal spraying (Wrona et al., 2017). Thermal spraying methods such as plasma spraying, however, require a powder with excellent flowability and high apparent density to produce dense coatings (Qian, Du and Zhang, 2009). In this regard, spherical powders present optimum flowability and density.
Thermal plasmas, characterised by their extremely high temperatures (3000-10 000 K) and rapid heating and cooling rates (approx. 106 K/s) under oxidizing, reducing or inert conditions, are particularly suitable for spheroidisation of metal and alloy powders with relatively high melting points. Residence times of particles in the plasma region range from 5 to 20 ms, but this is usually sufficient as 7 to 8 ms is required for heating and melting of metal particles in the 30-50 μηι size range at 3500 K. A radio-frequency (RF) plasma is the preferred plasma method due to the longer residence time, larger plasma volume and the lower risk of contamination as no electrode erosion occurs (Grignard, 1998). TEKNA Plasma Systems Inc. is one of the companies that supplies high-temperature plasma technology equipment for various applications, including plasma spheroidisation.
Various research studies utilizing TEKNA equipment have been conducted. Spheroidisation of ceramics such as Al2O3, Cr2O3, SiO2, ZrO2, WC and TiC, as well as W and Mo metal powders have been studied making use of various TEKNA-type torches and various sized systems (Gignard, 1998; Jiang and Boulos, 2006; Li and Ishigaki, 2001). From available literature it is clear that TEKNA is one of the leaders in plasma spheroidisation technology for high-melting-point materials.
The South African Nuclear Energy Corporation SOC (Necsa) has recently purchased a 15 kW RF thermal plasma system from TEKNA Plasma Systems through the National Equipment Programme, managed by the National Research Foundation of South Africa. In early 2017 the system, especially designed for metal powder spheroidisation, was commissioned. At the time of writing this article, work relating to the Precious Metals Development Network (PMDN), Light Metal Development Network (LMDN) and the Nuclear Materials Development Network (NMDN) had already commenced and yielded promising results with materials such as Ti, Fe and ZrC.
The focus of this study is the spheroidisation of irregularly shaped pure titanium metal powder to investigate the capabilities of the 15 kW plasma system and to introduce the system to prospective users requiring spheroidized ceramic, metal or alloy powders. The processing characteristics for the spherical Ti particle formation were investigated at various processing conditions. The particles obtained were characterised in terms of morphology, density and flowability. Spheroidisation of powders should result in an optimum spheroidisation ratio (%), while minimizing the fraction of material evaporated. Although the current study focused on titanium metal, the data obtained can be used to evaluate the spheroidisation potential for PGM and other alloy powders that are applicable to all the networks of the Advanced Metal Initiative (AMI).
Experimental
Basic induction plasma torch design
For an induction torch as shown in Figure 1, the energy coupling between the high-frequency generator and the plasma is achieved by a cylindrical induction coil. The absence of electrodes eliminates the possibility of product contamination and allows for the use of various gases during plasma treatment. The plasma torch essentially consists of two concentric tubes with a small annular gap between them. The outer tube is known as the plasma-confinement tube and is water-cooled. The intermediate tube, usually made from quartz, extends down to the first turn of the induction coil. It serves to induce a flow pattern in the torch with a relative high-velocity sheath gas. The sheath gas in most instances is a mixture of Ar and H2 or Ar and He. The addition of H2 or He reduces heat transfer to the water-cooled outer tube due to the fact that the ionisation potentials of these gases are lower than that of Ar (Boulos, 1985).
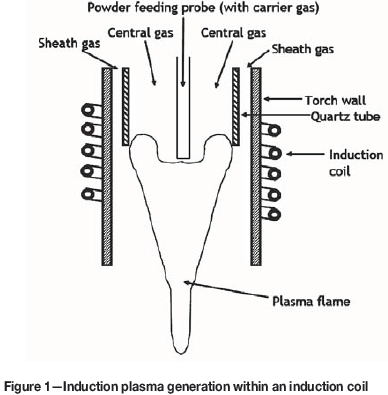
The design of the plasma torch allows for the investigation of various parameters in order to optimise the powder spheroidisation process. The powder to be treated is fed through a height-adjustable, water cooled probe into the plasma flame making use of a carrier gas (Ar) which will influence the time a particle will remain in the plasma flame (residence time). The characteristics of the induction plasma and the degree of spheroidisation are dependent on the operating conditions such as the carrier gas flow rate, powder feed rate, central and sheath gas flow rate, sheath gas composition, plasma plate power and reactor pressure.
15 kW RF ΤΕΚΝΑ plasma system
TEKNA's 15 kW induction plasma system (Figure 2) makes use of a PL-35M induction torch which can operate between 2 and 5 MHz. A simple schematic representation of the system is shown in Figure 3. The plasma system is enclosed in a Faraday cage to prevent release of high-frequency (hf) radiation to the environment. Due to the fact that H2 is used in some instances, the system safety protocols require that the system is leak-tight, eliminating any danger of explosion. The system is intended to be used to process batch samples of powders up to 3 kg, depending on the initial bulk density of the powder. This unit is not designed for, nor suitable for, production of highly pyrophoric materials such as Al, Mg, B and Zr. The system is equipped with several safety devices such as a rupture disk to prevent any potential overpressures and to allow for safe operation. The powder is introduced into the feeding probe via a vibration feeder and swept into the plasma by the carrier gas.
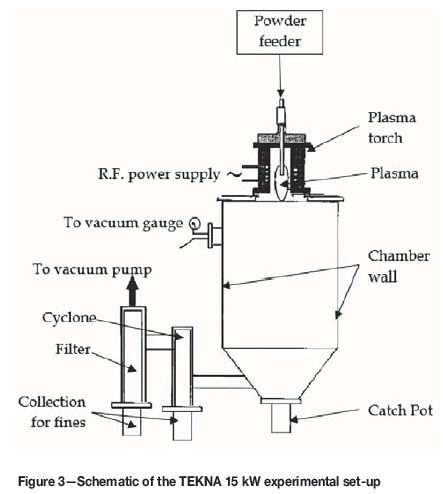
For the purpose of this study the plasma torch was mounted on a reactor chamber equipped with a catch-pot for the collection of the solid particles. During plasma treatment evaporation of the particles occurred, resulting in the formation of fine deposits that were collected at the bottom of the cyclone and the filter. After completion of plasma treatment, the system was allowed to cool before the powder was passivated, to ensure safe removal.
Experimental method
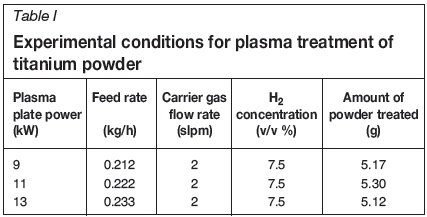
For all experiments at least 5 g of Ti powder was fed into the plasma at a flow rate of approximately 0.22 kg/h using a carrier gas (Ar) flow rate of 2 standard litres per minute (slpm) with the sheath gas containing 7.5 v/v% H2. Experiments were conducted at plasma plate powers of 9, 11 and 13 kW. The degree of evaporation was evaluated from the weight of fine deposits expressed as a ratio of the total weight of powder collected. In order to evaluate flowability of the powder before and after plasma treatment, in a single run 80 g of titanium powder was treated at 13 kW to obtain at least 50 g of densified powder.
Pure titanium metal powder in the size range 150-180 μηι was used as feed material for all experiments. To ensure that this specific size range was present, the powder was sieved using 150 and 180 μηι (100 - 80 mesh) sieves.
Powder characterisation
The feed powder and the powder collected in the catch-pot after each run were characterised by using a Nikon SMZ-T2 optical microscope equipped with a Nikon D70s camera. The 'spheroidisation ratio', denoted as the ratio of the number of spherical particles to the total number of particles in the treated product, was estimated by counting the spherical particles within a specific frame size of the optical micrograph. Partly melted or elliptical-shape particles were not counted as spherical particles.
The feed and the plasma-treated powders were also characterised according to density, using an AccuPyc II 1340 gas displacement helium pycnometer. The 1 cm3 sample cup was used for density analysis of three samples to calculate the average density and standard deviation.
To investigate the internal structure of the treated Ti particles, powder products were embedded in Pratley Steel Quickset® instead of the epoxy cold-mounting resin typically used in metallographic sample preparation method. The sample was polished to expose the cross-sections of the particles for examination by scanning electron microscopy (SEM, Quanta 200 3D with an Apollo X silicon drift detector). A SEM image of the surface of plasma treated particles was also obtained.
As indicated earlier, a large amount of powder was plasma-treated at 13 kW to obtain at least 50 g of densified powder to be characterised according to flowability. The feed powder and the plasma-treated powder were characterised using an ASTM International Hall flow test method for flow rate of powders. This method necessitates that 50.0 g of metal powder is loaded into a funnel with a specified size orifice at the bottom. Once the powder starts flowing, T0is noted and once all the powder has flowed through the orifice the end time is noted. If a powder does not flow through a 2.5 mm orifice, then a 5 mm orifice is used. Obviously, the shorter the time recorded, the better the flow properties of the powder (ASTM International).
Results and discussion
Feed powder
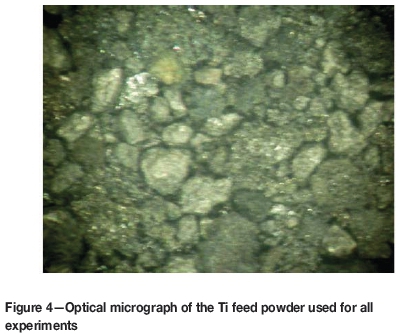
Figure 4 shows an optical micrograph of the irregularly shaped pure titanium powder. This powder was sieved to ensure that the size range 150-180 μm was used as feed material. The density of the feed powder was 4.3107 ± 0.0023 g/cm3.
Spheroidisation and partial evaporation
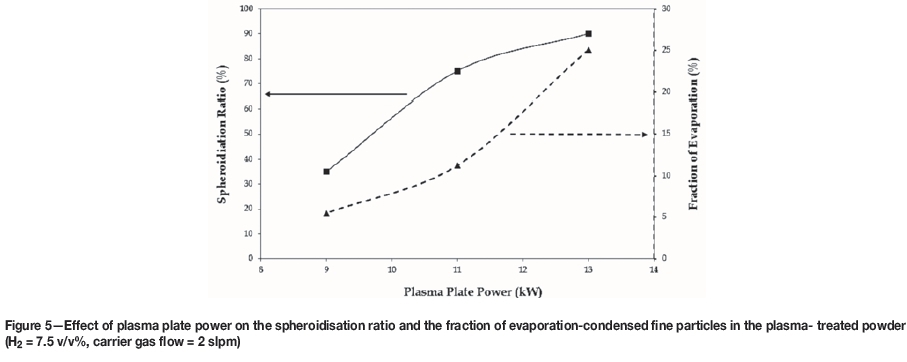
The experimental conditions for spheroidisation are shown in Table I. The plasma-treated Ti powders were collected in the catch-pot of the reactor chamber, while the fine deposits were collected from the reactor chamber as well as from the collections pots attached to the cyclone and the filter. The total weight of powder was calculated as the sum of the densified powder and the fine deposits. This weight was then used to calculate the fraction of evaporation (%). Figure 5 illustrates the results of the experiments conducted at 9, 11 and 13 kW plasma plate powers.
The treated powders obtained at higher plasma plate powers had a higher ratio of spherical particles in the processed products. Almost complete spheroidisation was obtained at 13 kW. It was, however, also observed that an increase in spheroidisation ratio resulted in an increased fraction of evaporation, ranging from 5.50 to 25.05 wt%. A higher fraction of evaporation equates to a loss of potential product or spherical particles due to the fact that more fine particles are collected in the cyclone and filter sections, as indicated in Figure 3. A high fraction of evaporation can be detrimental to the spheroidisation process for expensive materials such as Pt and Pd, or alloys containing these elements. Although the material is not lost, but condensed as fine particles, this can still make the process uneconomical, especially if no use can be found for the fine particles. In this regard it might be preferable to perform the plasma treatment at a lower plasma plate power, yielding a lower spheroidisation ratio and lower fraction of evaporation and then repeating the exercise in order to increase the spheroidisation ratio while maintaining a low fraction of evaporation.
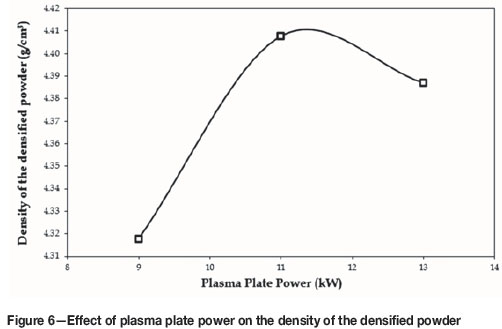
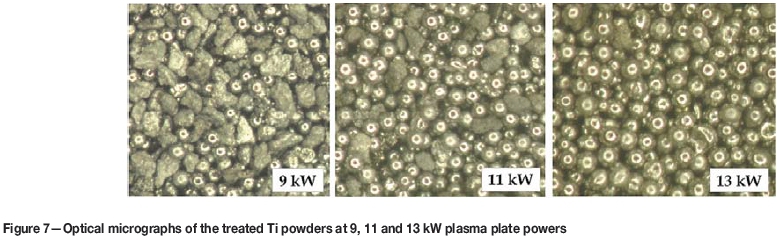
Figure 6 illustrates the density and Figure 7 the morphologies, of the plasma-treated powder as a function of the plasma plate power. It can be seen that a slight densification of the feed powder occurred at 9 kW plasma plate power, with the density increasing from 4.3107 to 4.3177 g/cm3. A large amount of irregular shaped particles were still present, as shown in the optical micrograph (Figure 7). Increasing the plasma plate power to 11 kW had a dramatic influence on the density, which increased to 4.4078 ± 0.0024 g/cm3. At 13 kW a slight decrease in the density, to 4.3870 ± 0.0024 g/cm3, of the plasma-treated powder was observed, although more spherical particles were obtained according to the optical micrograph. The slight decrease in density might indicate the creation of internal voids within the particles, which can cause the formation of structural defects during manufacturing of components by AM methods such as 3D printing.
A high degree of spheroidicity and smooth surface were apparent for all the spherical particles, as shown in Figure 7 by the artifact seen on top of all the spherical particle surfaces caused by the reflection of the microscope light.
A key parameter for spheroidisation is heat transfer from the plasma discharge to the particles. This is determined by the plasma temperature and the residence time of the particles. The residence times for particles can be different, as not all particles will travel the same pathways and the particles will therefore be exposed to different temperatures within the plasma. The dynamics of mass transfer determine the time for complete melting. The thermophysical properties involved are molten liquid density, surface tension and viscosity. From the results above it can be seen that the particles treated at higher plasma plate powers were exposed to higher temperatures if it is assumed that the residence times of the particles were similar, resulting in high spheroidisation ratios at higher applied plate powers. Considering the slight decrease in density as the plasma plate power increased from 11 to 13 kW, the following explanation can be given. At a high plasma plate power (temperature) it can be assumed that the particles will be completely melted. At high quench rates (as is the case with plasma processing), the outer shells of the particles will solidify while the centres remains in the liquid state and at a lower density, forming a cavity during complete cooling of the particles. Treating large particles might result in the formation of enlarged cavities (Grignard, 1998).
Particle microstructure
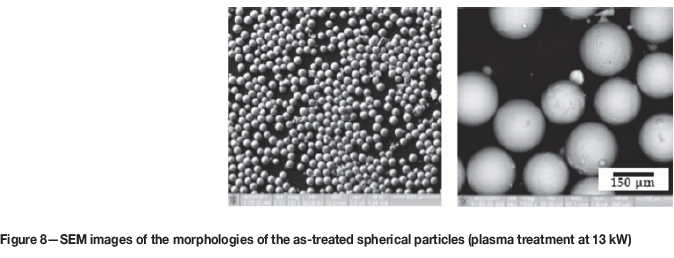
The surface and the internal structure of the plasma-treated Ti particles were investigated by SEM. The surfaces of the spherical particles were smooth, as shown in Figure 8 for the spherical particles obtained at a plasma plate power of 13 kW. The surfaces of the spherical particles observed at 9 and 11 kW were similar. The size of the particles was around 160 μm.
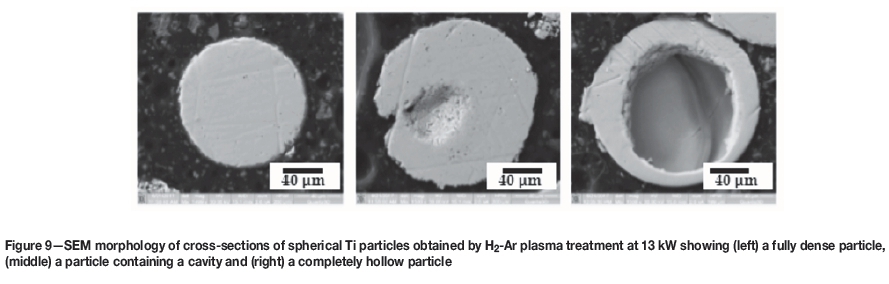
The exposed cross-sections of three spherical particles are shown in Figure 9. The particles were either fully dense internally (left), contained voids (middle) or completely hollow (right). These flaws were obviously introduced during the melting and solidification processes discussed earlier regarding the formation of a solid outer shell and a liquid centre. Therefore it can be assumed that the particle in Figure 9 (right) was melted completely and rapidly quenched, while the particle in Figure 9 (left) was melted completely and then quenched at a slower rate, allowing the centre and shell to solidify at similar rates, resulting in optimum densification. From the results in Figure 6 it can be deduced that more of the spherical particles obtained at 13 kW contained cavities or were hollow and not fully densified, considering that the theoretical density of titanium is 4.506 g/cm3. Although the spheroidisation ratio at 11 kW was lower than at 13 kW, it can be assumed that more fully densified particles will be present in this sample. In order to determine what fraction of particles will be completely dense at a given condition, more experimental data and powder analysis will be required.
Powder flowability
The Hall flow tests were conducted for flowability determination on 50 g of feed powder as well as 50 g of densified product powder after plasma treatment at 13 kW. The feed powder was initially tested using a Hall flow funnel with an orifice size of 5 mm, but the time required for all the powder to pass through was less than 37 seconds and therefore only the 2.5 mm orifice was used to test the powder flowability. Three measurements were taken to obtain an average and standard deviation. The time required for 50 g of feed powder to flow through the 2.5 mm orifice was 102.9 ± 1.0 seconds and 34.8 ± 0.4 seconds for the densified powder. This result shows a significant improvement in the flowability of the powder after plasma treatment and clearly indicates that the plasma treatment increased the density and the spheroidicity of the particles.
Conclusions
Highly spherical titanium particles were produced by thermal plasma treatment of irregular shaped titanium particles under argon-hydrogen thermal plasma in the TEKNA plasma system. The spheroidisation ratio and the fraction of evaporation increased from 35 to 90% and 5.5 to 25.05% respectively for plasma plate powers at 9 and 13 kW. A maximum powder density of 4.41 g/cm3 was obtained at 11 kW. The slight decrease in powder density at 13 kW was due to the presence of some hollow particles in this sample. This was attributed to the rapid quenching of particles causing a difference in the density of the solidified particle outer shell and the molten centre. During cooling a hollow particle was formed. The Hall flow test showed that the flow characteristic of the plasma-treated titanium powder was improved significantly, indicating that spheroidisation and densification were successfully carried out using the TEKNA plasma system. The results in this study show that spheroidisation of titanium metal is possible and therefore this system can be employed for the spheroidisation of other metal and alloy powder, including alloys containing precious metals.
Acknowledgements
The author would like to acknowledge the National Research Foundation and the South African Nuclear Energy Corporation for the financial support in purchasing the spheroidisation equipment. Mr Ryno van der Merwe, research scientist at Necsa, is thanked for the SEM analysis of the spherical particles. The Department of Science and Technology (DST) and the Advanced Metals Initiative (AMI) are also acknowledged for their financial support and for the opportunity to present this work. Necsa wishes to thank TEKNA Plasma Systems Inc. for the successful installation and commissioning of this equipment and the training they gave in this regard.
References
ASTM International. (2006). Standard test method for apparent density of free-flowing metal powders using the Hall flowmeter funnel. Designation: B212 99. West Conshohocken, PA. [ Links ]
Boulos, M.I. (1985). The inductively coupled R.F. (radio frequency) plasma. Pure & Applied Chemistry, vol. 57, no. 9. pp. 1321-1352. [ Links ]
Couperthwaite, R.A. (2015). Effect of processing route on the microstructure and properties of an Fe-Al alloy with additions of precious metal. Materials Today. Proceedings 2, pp. 3932-3942. [ Links ]
Despa, V. and Gheorghe, I.G. (2011). Study of selective laser sintering: A qualitative and objective approach. Scientific Bulletin of Valahia University Materials and Mechanics, vol. 6. pp. 150-155. [ Links ] Dignard, N.M. (1998). Experimental optimization of the spheroidization of metallic and ceramic powders with induction plasma. PhD thesis, Universite de Sherbrooke, Sherbrooke, Quebec, Canada. [ Links ]
Ford, S. and Despeisse, M. (2016). Additive manufacturing and sustainability: an exploratory study of the advantages and challenges. Journal of Cleaner Production, vol. 137. pp. 1573-1587. [ Links ]
Jiang, X. and Boulos, M. (2006). Induction plasma spheroidization of tungsten and molybdenum powder. Transactions of the Nonferrous Metal Society of China, vol. 16. pp. 13-17. [ Links ]
Li, Y. and Ishigaki, T. (2001). Spheroidization of titanium carbide powders by induction thermal plasma processing. Journal of the American Ceramic Society, vol. 84, no. 9. pp. 1929-1936. [ Links ]
Mwamba, I.A., Cornish, L.A. and van der Lingen, E. (2014). Effect of platinum group metal addition on microstructure and corrosion behaviour of Ti- 47.5 at-%Al. University of Pretoria Institutional Repository, Pretoria, South Africa. http://hdl.handle.net/2263/41034 [ Links ]
Olubambi, P.A., Potgieter, J.H. and Cornish, L. (2009). Corrosion behavior of superferritic stainless steels cathodically modified with minor additions of ruthenium in sulphuric and hydrochloric acids. Materials and Design, vol. 30. pp. 1451-1457. [ Links ]
Qain, Y., Du, L. and Zhang, W. (2009). Preparation of spherical Y2Si05 powders for thermal-spray coating. Particuology, vol. 7. pp. 368-372. [ Links ]
Williams, J.V. and Revington, P.J. (2010). Novel use of an aerospace selective laser sintering machine for rapid prototyping of an orbital blowout fracture. International Journal of Oral and Maxillofacial Surgeons, vol. 39. pp.182-184. Dol: 10.1016/j.ijom.2009.12.002 [ Links ]
Wrona, A., Bilewska, K., Lis, M., Kaminska, M., Olszewski, T., Pajzderski, P., Wieclaw, G., Jaskiewicz, M. and Kamysz, W. (2017). Antimicrobial properties of protective coatings produced by plasma. Surface and Coatings Technology, vol. 318. pp. 332-340. [ Links ] ♦
This paper was first presented at the AMI Precious Metals 2017 Conference 'The Precious Metals Development Network' 17-20 October 2017, Protea Hotel Ranch Resort, Polokwane, South Africa.


{kind=link}
{kind=link}
{kind=link}
{kind=link}