










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.116 n.1 Johannesburg Jan. 2016
http://dx.doi.org/10.17159/2411-9717/2016/v116n1a12
PAPERS OF GENERAL INTEREST
Coal seam fracturing by a high-pressure waterjet technique to increase efficiency of coal mine gas drainage
T. Lu; Y. Guo; X. Yang
School of Energy Science and Engineering, Henan Polytechnic University, Jiaozuo, Henan, China
SYNOPSIS
In an effort to eliminate the hazard posed by coal seam gas and increase the efficiency of coal seam gas drainage in an underground coal mine, a high-pressure waterjet fracturing technique has been developed, optimized experimentally and numerically, and trialled underground. Numerical and laboratory results indicate that the slotting capacity of the high-pressure waterjet fracturing system can be improved by optimizing the geometrical structure and parameters of the nozzle. The results from field investigation showed that the gas production rate can be more than doubled by using the high-pressure waterjet-assisted method before and during longwall extraction.
Keywords: coal seam fracturing, water jet, parametric optimization, gas drainage
Introduction
Gas drainage is a major issue in underground coal mining in China. The difficulties associated with underground gas drainage are the chief cause of coal gas accidents, which in turn limit coal production and threaten safety in underground operations. In an effort to improve gas drainage and eliminate the coal gas hazard, a high-pressure waterjet technique has been developed, optimized experimentally and numerically, and trialled underground.
The aim of the high-pressure waterjet technique is to create artificial fractures along the length of the in-seam gas drainage boreholes with rotary slotting, and form fracture networks in a longwall panel, thus improving the efficiency of in-seam gas drainage before and during the longwall extraction. The particular aims of the current investigation include:
> Optimizing key geometrical parameters of the nozzle by laboratory tests and numerical modelling
> Evaluating improvement of methane drainage of individual boreholes by the high-pressure waterjet equipment before and during longwall extraction.
High-pressure waterjet technique
Waterjet cutting can be traced back to hydraulic coal mining in the former Soviet Union and New Zealand, where water was diverted from streams for the purpose of washing over a blasted rock face and carrying away the loose coal and rock. This method of mining was redeveloped in South African gold mines to remove blasted rock from work areas into a collection drift or tunnel. In the California goldfields between1853-1886, pressurized water was first used to excavate gold-bearing rock from mining surfaces (Shanmugam and Chen, 2002). Pressurized water allowed the miner to stand further back from the face being washed. This was safer because there was less danger from a collapsing wall of blasted rock. Actual rock cutting using pressurized water was first attempted in Russia in the 1930s, where water cannon were used to generate a high water pressure (Shanmugam and Morsi, 2003).
Theoretically, the energy required for cutting material is obtained by pressurizing water to ultra-high levels and forming an intense cutting stream by focusing this high-speed water through a small, precisely machined diamond orifice (Liu, 2004). There are two main steps involved in the waterjet cutting process. First, the ultra-high pressure pump or intensifier pressurizes normal mine service water to pressure levels up to 100 MPa (in the current case) to produce the energy required for coal cutting. In the second step, water is focused through a small precise diamond orifice to form an intense cutting stream. The stream moves at a velocity of Mach 3, three times the speed of sound, depending on how the water pressure is exerted (Snyder, 2007).
The equipment developed consists of a number of major components, including a water pump to pressurize water to the desired level; a dedicated filter, which is used to remove harmful minerals from the water; a high-pressure water tube, which transfers high-pressure water from the pump to the drilling rig; a water swivel, which connects the high-pressure water tube and the rotating part of the drilling rig; a sealed drilling pipe, which transfer high-pressure water from the drilling rig to the cutting device, which is installed on the first section of drilling pipe; and the control valve, which is used to control and adjust the water pressure and ensure a safe water pressure is always available during operation.
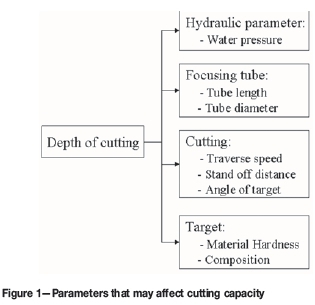
The cutting capacity of the equipment is affected by several parameters such as hydraulics, nozzle geometry, and mechanical properties of the coal. Some of these parameters, such as water pressure and jet traverse rate, are precisely controllable. Other parameters, such as the size of the orifice and focusing nozzle, change continuously due to wear and thus are uncontrollable (Grygla, 2007). Parameters that significantly affect the cutting capacity (depth of cutting) are shown in Figure 1 (Srinivasu and Babu, 2008).
During the experimental work, it was noted that nozzle geometric parameters may have a dominant effect on the cutting capacity of the equipment. Laboratory and numerical studies were therefore carried out in order to obtain the optimized geometries of the nozzle.
Determination of nozzle structure and geometric parameters
Effect ofnozzle diameteron cutting quality
During the design of the waterjet system, it was found that the most important parameter is the nozzle diameter, which significantly affects the cutting quality (thickness and length of fractures), when other parameters remain constant. Therefore, the laboratory experiments were conducted to determine the effect of nozzle diameter on cutting quality.
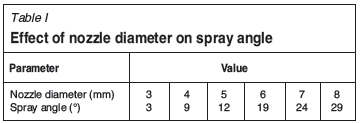
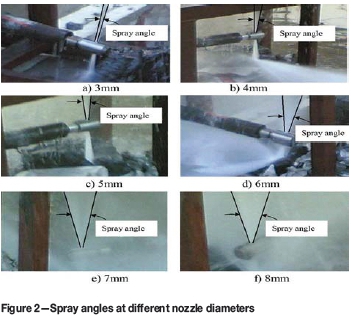
Initially, seven different nozzle diameters, being 3, 4, 5, 6, 7, 8, and 9 mm, were selected to test the effect of nozzle diameter on cutting capacity at a fixed water pressure of 50 MPa. The results (Table I) indicated that the cutting capacity is reduced with increases in both nozzle diameter and spray angle (Figure 2). This implies that a smaller nozzle diameter may achieve much more satisfactory cutting results under the condition of fixed water pressure. Therefore, a 1.6 mm diameter nozzle was selected for the subsequent tests.
Effect of water pressure on cutting quality
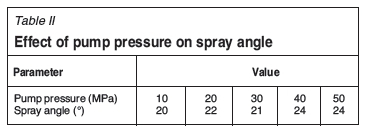
After determining the optimum nozzle diameter, the effect of water pressure on cutting quality was tested. During the test, a 1.6 mm nozzle diameter was selected in conjunction with various levels of water pressure, i.e. 10, 20, 30, 40, and 50 MPa. Figure 3 shows that the spray angle increases slightly with increasing water pressure, since a gradually increasing water speed causes a much stronger interaction between water and air, resulting in wider spray angles.
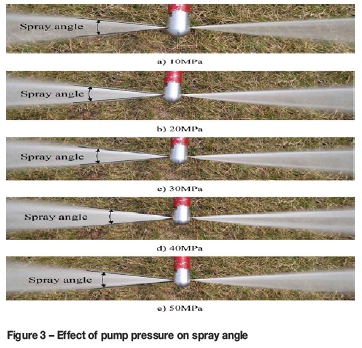
Table II presents the size of the spray angles obtained with different water pressures. It is to be noted that the variation of spray angle at different levels of water pressure is limited, which suggests that when an appropriate nozzle diameter is selected, we should be aware that the cutting capacity increases with increasing water pressure.
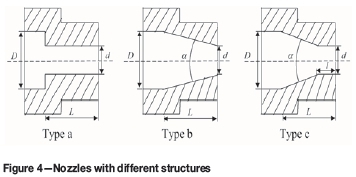
Geometric structure of nozzle
There are many types of nozzle, with different structural and geometric parameters, that can be used for material cutting (Figure 4). In order to understand the effect of nozzle structure on cutting capacity, numerical modelling was carried out on the basis of the experimental results presented above. The numerical modelling was conducted using the commercial Fluent software. This is a powerful finite-volume-based program for modelling general fluid flows in complex geometries (Pallares, Parra, and Garcia, 2009). The main components of the Fluent package are the flow solver FLUENT, the geometry and mesh generator GAMBIT, and the meshing tool TGRID (Younggil, Atul, and Kisoo, 2009).
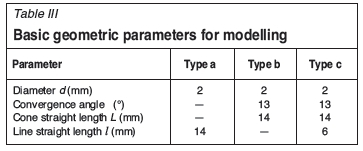
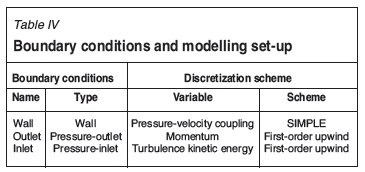
To obtain the optimized cutting capacity, the basic geometric parameters (Table III) were evaluated under 100 MPa water pressure to optimize the structure and geometric parameters of nozzles using the boundary conditions provided in Table IV
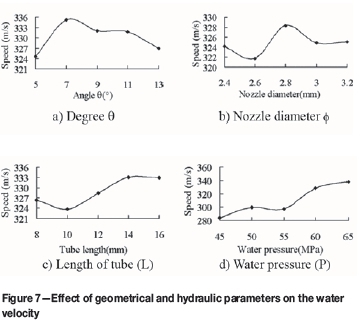
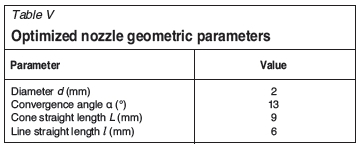
Based on the numerical modelling, the parameters, including water velocity and dynamic pressure, which significantly affect the cutting capacity associated with different nozzle structures and other parameters, were evaluated. It was noted that the cutting capacity increases with changing nozzle geometry from type A to C (Figure 5). Figure 6 demonstrates that the cutting capacity increases with increasing water pressure using the best nozzle structure (type C). It was also found that there is almost no linear relationship between water velocity and the angle Θ, nozzle diameter (φ),or tube length (L). However, there is a closer linear relationship between water velocity and water pressure (Figure 7), which indicates that the higher the water pressure, the better the cutting capacity. The optimized nozzle geometrical parameters were determined and are presented in Table V for a 65 MPa water pressure.
Field investigation
After completion of the numerical and laboratory experiments, field trials were conducted in Rujigou Colliery, which is located 98 km from Yinchuan City, northwestern China. There are 10 coal seams, with minimum and maximum thickness of 0.62 m and 11.2 m, and separated by mudstone, fine sandstone, and sandstone. The total coal seam thickness is about 234 m. The possibility of outbursts is identified for each of the coal seams. The colliery has one longwall face which is mined using a block caving method, and one face using a blasting method, which together produce annually 120 Mt of the highest quality coal in China. According to the geological report of the colliery, the major mining seams are high gas content coalbeds.
Geological and geomechanical characteristics of coal seams
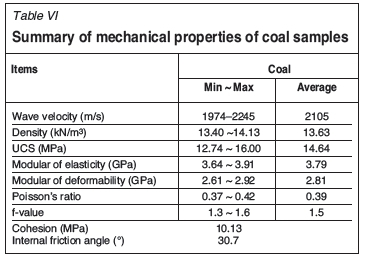
The roofs of the coal seams consist normally of relatively stable sandstone strata with a minimum compressive strength of 40 MPa. Laboratory tests were undertaken to determine the properties of the coal samples, including natural density, the P-wave velocity, and traditional strength parameters such as UCS, triaxial compressive strength, modulus of elasticity, and Poisson's ratio. The results are given in Table VI.
Underground trial set-up and monitoring arrangement
An underground trial was established in panel 3211, where the coal seam is 12 m thick. Three gas drainage stations were selected for the trial. The boreholes, with lengths of 87 m, were drilled on the rib side of the heading about 1.5 m above the floor.
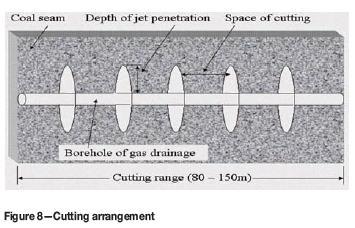
After completion of drilling, first cutting started at the end of the borehole. Each cut took about 3 minutes, with 1.5 m intervals between cuts. After completion of all the cuttings, artificial fractures along the borehole were created as shown in Figure 8.
As soon as the cutting was completed, monitoring began on each individual borehole. The rate of total gas production was measured by using a gas flow meter installed at each borehole collar, and the data was collected once every day. Gas concentration was monitored regularly by collecting gas samples and measured using gas detection equipment. The average gas concentration reached 47%.
In order to compare the differences in the rate of total gas production before and after cutting, two boreholes without cutting were monitored. Figure 9a and b shows the variation in the rate of total gas production before and during panel extraction, using a traditional gas drainage method (without cutting).
For other boreholes, after formation of the artificial fractures along the length of the borehole, gas drainage was monitored up to 65 days to determine the variation in the rate of gas production before and after cutting associated with different mining activities (Figure 10a and b). Table VII gives the rate of gas production before and after the cutting operation. The monitoring results indicate that there was a significant increase in the rate of gas production after cutting, to more than twice that of traditional borehole drainage.
Comparing the results obtained from the traditional and the high-pressure waterjet-assisted gas drainage methods, it is seen that the process of gas drainage can be divided into two stages, i.e. (1) formation of a gas drainage borehole and (2) panel extraction.
For the traditional method, gas drainage starts with the drilling of the drainage borehole; the results clearly indicate that the rate of gas production decreases within a very short time after the initiation of gas drainage, due to the low permeability.
For the waterjet-assisted method, the amount of gas captured in the first stage is significantly larger than that captured by the traditional method, since additional artificial fractures are created along the length of the borehole.
The second gas production stage commences at the beginning of longwall extraction. During this stage, the front abutment stress, induced by the panel extraction of the coal seam, creates new fractures, which may connect with the fractures created previously by the waterjet cutting system, forming a gas drainage network within the coal seam and resulted in an increased rate of gas drainage.
Conclusions
The results obtained from the laboratory tests and numerical modelling indicated that the cutting capacity of the high-pressure waterjet system developed can be improved by optimizing the nozzle geometrical parameters such as tube length, diameter of nozzle, and convergence angle.
Field investigation showed that use of the high-pressure waterjet system resulted in significant improvement in the efficiency of gas drainage. For an individual borehole, the minimum gas flow rate increased 0.0181 m3/min to 0.0189 m3/min, and the maximum flow from 0.1533 m3/min to 0.26 m3/ min. The average rate of gas production for each individual borehole more than doubled after the waterjet operation.
References
Grygla, M.S. 2007. An investigation of methods to homogeniously entrain and suspend abrasive particles in a low pressure dental water jet. PhD dissertation, Brigham Young University, UT, USA. [ Links ]
Liu, H.A. 2004. Study of the cutting performance in abrasive waterjet contouring of alumina ceramics and associated jet dynamic characteristics. PhD dissertation, School of Mechanical, Manufacturing and Medical Engineering, Queensland University of Technology, Brisbane, Australia. [ Links ]
Lunarzewski, L.W. 1998. Gas emission prediction and recovery in underground coal mines. International Journal of Coal Geology, vol. 35, no. 1-4. pp. 117-145. [ Links ]
Pallares, J.S., Parra, S.M.T., and Garcia. S.J. 2009. Numerical analysis of high-pressure fluid jets: Application to RTD prediction in supercritical reactors. Journal of Supercritical Fluids. vol. 49, no. 2. pp. 249-255. [ Links ]
Shanmugam, D.K. and Chen, F.L. 2002. Comparative study of jetting machining technologies over laser machining technology for cutting composite materials. Journal of Composite Structures, vol. 57, no. 1-4. pp. 289-296. [ Links ]
Shanmugam, D.K. and Morsi, Y. 2003. Study of ice production usingexperimental and computational fluid dynamic methods. WJTA American Waterjet Conference, Houston, TX. pp. 574-579. [ Links ]
Snyder, R.M. 2007. Mixing control in supersonic rectangular jets using plasma actuators. PhD dissertation, ohio State university, USA. [ Links ]
Srinivasu, D.S., and Babu, R.A. 2008. Neuro-genetic approach for selection of process parameters in abrasive waterjet cutting considering variation in diameter of focusing nozzle. Applied Soft Computing, vol. 8, no. 1. pp. 809- 819. [ Links ]
Younggil, K., Atul, K., and Kisoo, J. 2009. Evaluation of an optical particle sensor to determine the effect of nozzle shape on counting efficiency. Journal of Aerosol Science, vol. 40, no. 5. pp. 469-476. [ Links ]
Paper received Jun. 2014
Revised paper received Sep. 2015
© The Southern African Institute of Mining and Metallurgy, 2016. ISSN 2225-6253.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}