










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.116 n.1 Johannesburg Jan. 2016
http://dx.doi.org/10.17159/2411-9717/2016/v116n1a8
PAPERS OF GENERAL INTEREST
Effects of rolling and cooling process on mechanical properties and microstructure of 600 MPa microalloyed dual-phase steel produced by compact strip production
G-L. Wu; X-B. Liu; C-Y. Zhou
School of Minerals Processing and Bioengineering, Central South University, China
SYNOPSIS
The effects of finishing temperature, cooling method, and coiling temperature on the mechanical properties and microstructure of DP600 dual-phase steel produced by compact strip production (CSP) were investigated. Optical microscopy, scanning electron microscopy, transmission electron microscopy, and tensile testing were used to study the microstructure and mechanical properties. The results show that the appropriate microstructure is acquired by decreasing the finishing temperature, accelerated cooling and stage-cooling method, and controlling the coiling temperature below the start temperature of martensite transformation of 352°C. The DP steel produced by CSP contains 81% ferrite and 19% martensite, and the yield strength, tensile strength, and elongation are 350 MPa, 680 MPa, and 29.5%, respectively. The fine polygonal ferrite grain, high density of dislocations, and martensitic laths among the ferrite grains contribute to the excellent microstructure and mechanical properties.
Keywords: dual-phase steel, compact strip production, accelerated cooling, stage cooling
Introduction
The application of advanced high-strength steels (AHSS) has been growing rapidly in the automotive industry because of their high strength, good formability, weight reduction potential, and energy savings (Jun, 2013; Maciej, 2014). In particular, dual-phase (DP) steels, which exhibit excellent mechanical properties such as high strength, low yield ratio, high work hardening rate, continuous yielding, and good formability, have received more attention (Yousef, 2014; Mukherjee, 2009). DP steel is composed of a soft ferrite matrix, which imparts good elongation, mixed with hard martensite islands, which impart high strength (Dulal, 2014; Ramazani, 2013). This microstructure leads to high strength and excellent ductility compared to conventional low-carbon and high-strength low-alloy steels. In conventional processing of hot-rolled DP steel, elements such as silicon, chromium, and molybdenum are added in order to produce ferrite and martensite phases after hot working, cooling, and coiling. However, there are some problems such as the high costs of alloying elements and the poor fatigue properties of steels produced by conventional processing. To address these problems, an appropriate thermomechanical processing schedule, in conjunction with optimizing of microalloying, is needed to achieve suitable mechanical properties (Vervynckt, 2012). Compact strip production (CSP) technology, which is the most typical process in thin slab casting and rolling (TSCR), is more cost-efficient than the conventional process (Guangliang, 2012). Furthermore, as-rolled high-strength steels enable the replacement of heat-treated plates or strips with steels that attain equivalent strength (Hailong, 2008). Niobium, vanadium, and titanium are widely used as efficient microalloying elements. During rolling, the microalloying elements and their precipitate particles play a significant role in grain refining, dislocation hardening, and precipitation hardening, and consequently influence the microstructure and mechanical properties of DP steel (Opiela, 2014; Jaegil, 2013). It is therefore of interest to study the CSP route for producing microalloyed DP steel.
Microalloying of low-C Mn steel is widely used to produce high-strength structural steel with good toughness. During hot rolling, the mechanical properties of the final product are determined by a complex sequence of microstructural changes, which are influenced mainly by microalloying additions. In the majority of previous studies, a high volume fraction of martensite and the harmful bainite and/or pearlite phases were formed in hot-rolled DP steel produced by CSP, which led to high yield ratios and unsatisfactory microstructures. It is known that controlled rolling and cooling is a powerful method to improve the microstructures and mechanical properties of low-carbon steels (Zhuang, 2010; Mousavi, 2012). During the cooling process, the microstructure and properties are affected not only by the average cooling rate, but also by the different cooling modes (Zhengtao, 2012; Zhangwei, 2014). The object of this study is to investigate the influence of finishing temperature, cooling method, and coiling temperature on the microstructure and mechanical properties of microalloyed DP steel produced by CSP.
Experimental
Materials
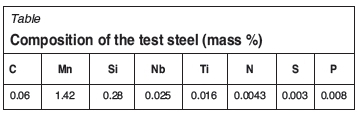
The chemical composition of the investigated steel is shown in Table I. The concepts used to design the alloy chemistry are as follows. C and Mn are effective for strengthening steels. Silicon is useful in preventing pearlite and carbide formation, and also results in solid solution hardening of the ferrite phase. Manganese content also plays a key role in the processing of DP steels as it substantially enhances the grain size stability during intercritical annealing and the ability of austenite to undergo martensitic phase transformation. Nb and Ti are used in this steel in order to improve the strength by precipitation hardening and grain refinement hardening.
Experimental method
The 70 mm thick slabs were heated to 1200°C for 1 hour to ensure that the microstructure was austenitized. Rolling commenced at 1080-1150°C. The slab was reduced to a thickness of 4 mm by a seven-stand hot rolling mill. After rolling, the specimens were cooled to different coiling temperature by different methods and then coiled. The controlled rolling and cooling parameters are shown in Table II. The specimens were subjected to three different cooling practices:
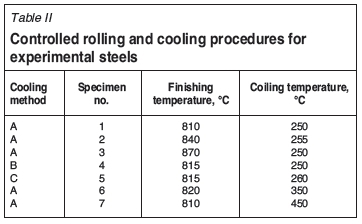
> Method A - the specimen was cooled by an ultrafast cooling (UFC) device to 705°C at a cooling rate of 200-300°Cs-1, then by air cooling (AC) for 3 seconds and laminar cooling (LC) to the coiling temperature (UFC+AC+LC)
> Method B - the specimen was fast-cooled to 705°C, then underwent laminar cooling to the coiling temperature (UFC +LC)
> Method C - the specimen was cooled to the coiling temperature by laminar cooling (LC).
The high-density UFC nozzle is adopted in the UFC device, which improves the heat transfer efficiency by reducing film boiling and the heat transfer area and increasing forced convection heat transfer and the nuclear boiling area.
The tensile tests were conducted at room temperature using a computerized tensile testing system to determine the mechanical properties, including the yield strength, tensile strength, and elongation. Microstructures were observed with a Leica DMI5000M optical microscope (OM) and H-800 transmission electron microscope (TEM)
Results and discussion
Effect of finishing temperature on microstructure and mechanical properties
Table III shows the mechanical properties of the specimens cooled by method A to different finishing temperatures. The yield strength, tensile strength, and yield ratio increase, and elongation decreases, as finishing temperature increases with the same cooling method and coiling temperature.
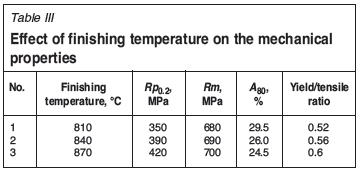
Figure 1 shows the microstructures of the samples cooled by method A after finishing at 810°C, 840°C, and 870°C. All the microstructures are composed of ferrite and martensite. When the finishing temperature increases from 810 to 870°C, the grain size of ferrite and martensite becomes coarser, and the content of ferrite decreases. In Figure 1(a), the ferrite and martensite grains are much finer, and the ferrite grain size is 3-4 μm.
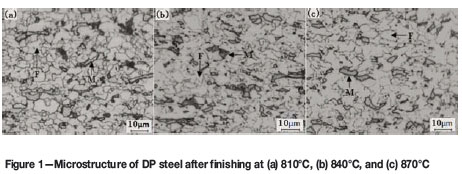
If the final rolling pass takes place below the no-recrystallization temperature, the deformed austenite grains should contain a greater density of dislocations, which would constitute potential sites for ferrite nucleation. The ferrite grains developed after the transformation would therefore be much finer, thus improving mechanical properties (Soheil, 2010). Reducing the finishing temperature increases the rate of ferrite transformation, improves plasticity and elongation, and decreases strength. The austenite-to-ferrite transformation start temperature (Ar3) is 800°C according to Equation [1] ( Shen, 2014).

where ωC, ωMn, and ωsiare the mass percentages of C, Mn, and Si in the steel.
Previous studies (Dong, 2011) also showed that finishing temperature should be controlled at 10-20°C above Ar3 in order to obtain the appropriate microstructure.
Effect ofcooling method on microstructure and mechanical properties
In the production of DP steels, the cooling method employed after hot rolling has an important bearing on the optimum phase transformation, grain size, and precipitation, thus determining the properties of the steel. Table IV summarizes the mechanical properties of selected specimens. The tensile strength is higher for methods A and B than for method C. Conversely, the yield strength is lower for methods A and B than for method C, which leads to a lower yield ratio. The high yield ratio after method A is mainly due to slow air cooling.
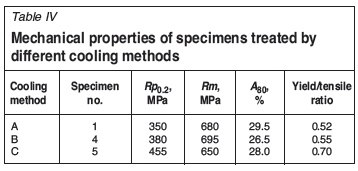
The microstructures of the specimens obtained after different cooling practices are shown in Figure 2. The microstructures of the specimens cooled using methods A and B are all composed of ferrite and martensite. The polygonal ferrite and the dispersive distribution of martensite islands obtained by method A make for a better performance compared with method B. The specimen cooled using method C consists of ferrite, martensite, and small fraction of bainite. The ferrite is much coarser than that obtained by methods A and B. The martensite contents obtained by methods A, B, and C are 19%, 15%, and 11% respectively.
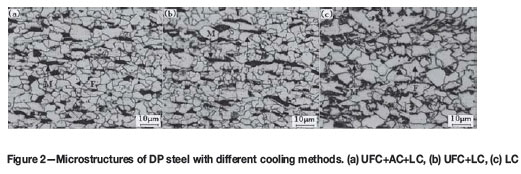
After finish rolling and ultrafast cooling of DP steels, polygonal ferrite is mainly formed during slow cooling. It is known that increasing the cooling rate lowers the Ar3 temperature, leading to increased undercooling, which increases the nucleation rate and promotes intragranular nucleation (Mousavi, 2012). The cooling rate after rolling plays an important role in microstructure development. The cooling rate of LC is typically 50-150°Cs-1, and that of UFC 200-300°Cs-1. Slow cooling promotes grain coarsening and suppresses martensite formation. Finer microstructures and improved mechanical properties can be obtained using high cooling rates. The stage-cooling method, such as UFC+AC+LC, is a more effective way to obtain ferrite and martensite than continuous cooling methods such as UFC+LC and LC. It is an efficient way to improve the ferrite nucleation ratio and phase transformation by the air cooling process, in which ferrite can fully precipitate from austenite and the polygonal ferrite can be obtained. In the air cooling process, the quantity of ferrite is determined by the cooling time.
Effect of coiling temperature after method A on microstructure and mechanical properties
The mechanical properties of the specimens cooled by method A using different coiling temperature are summarized in Table V. The yield strength increases from 350 MPa to 440 MPa, the yield ratio increase from 0.52 to 0.68, and tensile strength decreases from 680 MPa to 645 MPa as coiling temperature increases from 250 to 450°C.
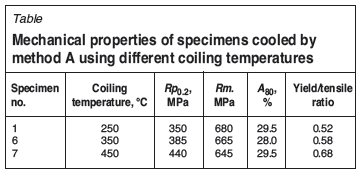
Figure 3 shows the effect of different coiling temperatures on the microstructures of specimens cooled using method A. As the coiling temperature increases from 250 to 350 to 450°C, the microstructure changes from ferrite/martensite to ferrite/martensite/bainite to ferrite/bainitic.
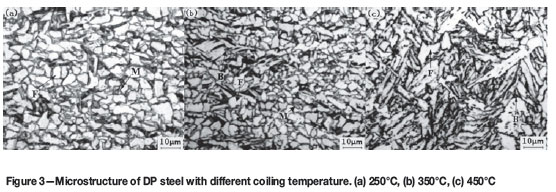
After finish rolling, most phase transitions from austenite to ferrite are accomplished. The plate is cooled to temperatures below the Msin order to obtain ferrite and martensite. The start temperature of martensite transformation (Ms) was calculated to be 352°C using empirical Equation [2] (Krajewski, 2014). Specimen no. 7 was coiled at 450°C, which is above Ms. Specimen no. 6 was coiled at 350°C, close to the Ms. Thus, bainite is formed during the coiling process.

The strength of second phase and the movable dislocation density increase as the coiling temperature decreases, resulting in tensile strength increasing and yield strength decreasing, respectively.
Strengthening mechanisms
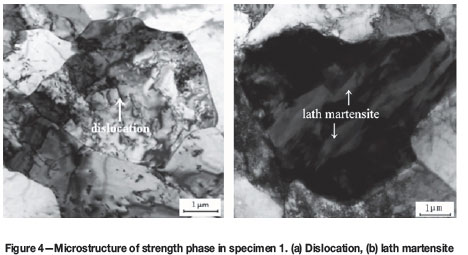
The results, including the effect of finishing temperature, cooling method, and coiling temperature on microstructure and mechanical properties, show that specimen no. 1 has better performance, so it was chosen to investigate the strengthening mechanism. It can be seen that plenty of dislocations appear in the grain in Figure 4(a), due to rolling in the non-recrystallization zone. The fine polygonal ferrite grains with size of 1-10 μm contribute to the high strength. The high density of dislocations also improves the matrix strength. Figure 4(b) shows the lath martensite among the ferrite grains, which improves the matrix strength.
Plastic deformation can be regarded as dislocation movement. During plastic deformation, the quantity and distribution of dislocation are affected by the interactions between dislocations, solute atoms, interstitial atoms, and voids (Ramazani, 2012). In the CSP process, dislocation density increases significantly with increasing deformation. During phase change, rapid cooling can retain quite a number of deformation dislocations in the matrix, thus greatly enhancing the intensity of the matrix (Mukherjee, 2009). The dislocation density decreases with lower cooling rate and higher coiling temperature (Anijdan, 2012).
Conclusions
1. The yield strength, tensile strength, and yield ratio increase as finishing temperature increases. The finishing temperature should be controlled at 10-20°C above Ar3. Accelerated cooling and stage cooling is an effective way to obtain a dual-phase microstructure with ferrite and martensite contents of 81% and 19%, respectively
2. The optimum cooling method and coiling temperature to produce DP steel have been established to achieve yield strength, tensile strength, and elongation of 350 MPa, 680 MPa, and 29.5% respectively. The fine polygonal ferrite grains, high density of dislocations, and martensitic laths among the ferrite grains contribute to the excellent microstructure and mechanical properties.
References
Dong, Y., Shi, X., and Han, X. 2011. Effect of finishing rolling temperature on microstructure and properties of fine grained hot-rolled dual-phase steel. Heat Treatment of Metals, vol. 36, no. 1. pp. 64-67. [ Links ]
Duan, Z., Li, Y., Zhang, M., Shi, M., Zhu, F., and Zhang, S. 2012. Effects of quenching process on mechanical properties and microstructure of high strength steel. Journal of Wuhan University of Technology - Materials Science and Education, vol. 27, no. 6. pp. 1024-1028. [ Links ]
Hu, J., Du, L-X., Wang, J-J., Gao, C-R., Yang, T-Z., Wang, A-Y., and Misra, R.D.K. 2013. Microstructures and mechanical properties of a new as-hot-rolled high-strength DP steel subjected to different cooling schedules. Metallurgical and Materials Transactions A, vol. 44, no. 11. pp. 4937-4947. [ Links ]
Hu, Z., Xu, G., Yang, H., Zhang, C., and Yu, R. 2014. The effects of cooling mode on precipitation and mechanical properties of a Ti-Nb microalloyed steel. Journal of Materials Engineering and Performance, vol. 23, no. 12. pp. 4216-4222. [ Links ]
Jung, J-G., Bae, J-H., and Lee, Y-K. 2013. Quantitative evaluation of dynamic precipitation kinetics in a complex Nb-Ti-V microalloyed steel using electrical resistivity measurements. Metals and Materials International, vol. 19, no. 5. pp. 1159-1162. [ Links ]
Krajewski, S. and Nowacki, J. 2014. Dual-phase steels microstructure and properties consideration based on artificial intelligence techniques. Archives of Civil and Mechanical Engineering, vol. 14, no. 2. pp. 278-286. [ Links ]
LI, Z. 2010. Controlled rolling and cooling process for low carbon cold forging steel. Journal of Wuhan University of Technology - Materials Science and Education, vol. 25, no. 1. pp. 89-93. [ Links ]
Mazaheri, Y., Kermanpur, A., and Najafizadeh, A. 2014. A novel route for development of ultrahigh strength dual phase steels. Materials Science and Engineering A, vol. 619. pp. 1-11. [ Links ]
Mousavi Anijdan, S.H. and Yue, S. 2012. The effect of cooling rate, and cool deformation through strain-induced transformation, on microstructural evolution and mechanical properties of microalloyed steels. Metallurgical and Materials Transactions A, vol. 43, no. 4. pp. 1140-1162. [ Links ]
Mukherjee, K., Hazra, S.S., and Militzer, M. 2009. Grain refinement in dual-phase steels. Metallurgical and Materials Transactions A, vol. 40, no. 9. pp. 2145-2159. [ Links ]
Opiela, M. 2014. Effect of thermomechanical processing on the microstructure and mechanical properties of Nb-Ti-V microalloyed steel. Journal of Materials Engineering and Performance, vol. 23, no. 9. pp. 3379-3388. [ Links ]
Pietrzyk, M., Kusiak, J., Kuziak, R., Madej, L., Szeliga, D., and Goeab, R. 2014. Conventional and multiscale modeling of microstructure evolution during laminar cooling of DP steel strips. Metallurgical and Materials Transactions A, vol. 45, no. 13. pp. 5835-5851. [ Links ]
Ramazani, A., Schwedt, A., Aretz, A., Prahl, U., and Bleck, W. 2013. Characterization and modelling of failure initiation in DP steel. Computational Materials Science, vol. 75. pp. 35-44. [ Links ]
Ramazani, A., Mukherjee, K., Prahl, U., and Bleck, W. 2012. Transformation-induced, geometrically necessary, dislocation-based flow curve modeling of dual-phase steels: effect of grain size. Metallurgical and Materials Transactions A, vol. 43, no. 10. pp. 3850-3869. [ Links ]
Saha, D.C., Nayak, S.S., Biro, E., Gerlich, A.P., and Zhou, Y. 2014. Mechanism of secondary hardening in rapid tempering of dual-phase steel. Metallurgical and Materials Transactions A, vol. 45, no. 13. pp .6153-6162. [ Links ]
Shen, X., Pei, X., Tang, S., and Wang, G. 2014. Effects of coiling temperature on microstructure and mechanical properties of hot-rolled ferrite/bainite dual phase steel. Journal of Northeastern University (Natural Science), vol. 35, no. 8. pp. 1120-1123. [ Links ]
Solhjoo, S. and Ebrahimi, R. 2010. Prediction of no-recrystallization temperature by simulation of multi-pass flow stress curves from singlepass curves. Journal of Materials Science, vol. 45, no. 21. pp. 5960-5966. [ Links ]
Vervynckt, S., Thibaux, P., and Verbeken, K. 2012. Effect of niobium on the microstructure and mechanical properties of hot rolled microalloyed steels after recrystallization-controlled rolling. Metals and Materials International, vol. 18, no. 1. pp. 37-46. [ Links ]
Wu, G-L., Meng, Z-B., Zhou, C-Y., Liu, X-B., and Huang, T. 2013. HMPT-BOF-RH-CSP process for SPHE substrate of cold rolled deep drawing steel. Journal of Central South University, vol. 20, no. 4. pp. 871-876. [ Links ]
Yi, H-L., Du, L-X., Wang, G-D., and Liu, X-H. 2008. Strengthening mechanism of a new 700 MPa hot rolled high strength steel. Journal of Iron and Steel Research International, vol. 15, no. 2. pp. 76-80. [ Links ]
Paper received May 2015
Revised paper received June. 2015
© The Southern African Institute of Mining and Metallurgy, 2016. ISSN 2225-6253.

