










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 n.12 Johannesburg Dec. 2015
http://dx.doi.org/10.17159/2411-9717/2015/v115n12a15
PAPERS OF GENERAL INTEREST
Development and optimization of mixed sulphide/oxide copper ore treatment at Kansanshi
F.X. Paquot; C. Ngulube
First Quantum minerals Ltd, Kansanshi Mine, Solwezi, Zambia
SYNOPSIS
The Kansanshi Mine (First Quantum Minerals Ltd) treats a mixed sulphide/oxide copper-gold vein deposit. Until June 2009, the sulphide and oxide minerals were respectively recovered by the well established xanthate flotation of sulphides and acid leaching of soluble oxide copper. The mixed (transitional) sulphide/oxide ores were stockpiled in the absence of an economic processing route due to their poor flotation response and high gangue acid consumption. Since June 2009, these mixed ores have been treated by flotation using controlled potential sulphidization. This paper describes the development of the process and its optimization. The effect of the complex mineralogy on the flotation performance is also depicted.
Keywords: copper flotation, mixed sulphide/oxide ore, controlled potential sulphidazition.
Introduction
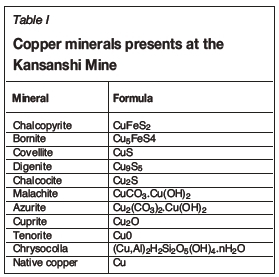
The Kansanshi Mine (First Quantum Minerals) treats a mixed oxide/sulphide copper-gold vein deposit with very variable mineralization. All the copper minerals constituting the alteration sequence from primary sulphides to carbonates or silicates are present in various proportions (Table I).
The alteration of primary sulphides starts with an impoverishment in iron to form covellite. Further oxidation generates an impoverishment in sulphur and enrichment in copper to form digenite then chalcocite (Dunn and Muzenda, 2001). The ultimate steps of alteration leading to the formation of copper oxide minerals, such as malachite or chrysocolla, depend on the composition of the gangue or fluid. The iron liberated during the alteration sequence can remobilized and form goethite or limonite. These iron oxides and hydroxides are particularly prejudicial for the flotation if they precipitate on the surface of the copper minerals because they are not collectable with xanthates (Woods, 2003).
Since the beginning of the operations in 2004, millions of tons of mixed oxide/sulphide copper-gold ores with a high gangue acid consumption (GAC) were disposed on stockpiles, as they were uneconomic to treat through the old circuit configuration. This conventional flow sheet incorporated the use of xanthate flotation of the sulphide minerals, followed by acid leaching of the oxides.
The traditional method applied for the flotation of copper oxide or mixed ores is sulphidization, which was first developed with industrial success on Pb-Zn oxide ores in Australia (Crozier, 1991). The method involves multistage addition of sodium sulphide (Na2S), sodium hydrosulphide (NaHS), or ammonium sulphide (NH4)2S as a sulphidizing agent, together with xanthate collectors such as potassium amyl xanthate (PAX) (Mwema and Mpoyo, 2001; Kongolo et al., 2003). The effectiveness of sulphization for flotation of oxidized sulphides has also been demonstrated (Newell et al., 2006). When introduced in the slurry, the sulphidizer dissociates into the species H2S, HS-, S2-depending of the pH. These ions react with the copper oxide minerals, to form a sulphide layer on the surface of the mineral particles (Zhou
and Chander, 1992).The sulphidizer concentration can be controlled by measuring the Es potential of the pulp, using a sulphide ion-selective electrode. The reaction between the sulphidizer and the malachite is optimum at an Es potential of -500 mV (Jones and Woodcock, 1978). However, xanthate flotation is depressed at this potential. Oxidation of sulphide ions in excess by aeration (running air through a laboratory cell as the potential is allowed to rise) for two minutes is then necessary to reach the optimal potential of -300 mV (Ferron and Manu, 1994). This leads to the formation of reducing agents such as thiosulphates, which are not necessarily indifferent in the flotation process (Soto and Laskowski, 1973; Castro et al., 1974).
Direct collectors such as fatty acids and hydroxamates have also been developed for the flotation of oxide minerals (Lee et al., 1998, 2009). The fatty acids have the drawback of being unselective over the carbonated gangue minerals and are therefore unsuitable for the Kansanshi mixed ores. Paquot et al. (2009) demonstrated the advantage of the sulphidization route over direct hydroxamate flotation.
In June 2009, a new processing route involving controlled potential sulphidization (CPS) was successfully commissioned for the treatment of the Kansanshi transitional ore. Since the commissioning of the CPS plant, hundreds of flotation tests have been conducted on flotation feed and final tails, under various plant conditions, in order to compare the performance of the plant with that under ideal conditions in the laboratory. Based on this test work, the decision was taken to increase the flotation capacity. In 2011, an extension of the CPS plant was commissioned to increase the number of sulphidization steps. This presentation describes the effect of the mineralogy on the variability of the plant performance, and explains the philosophy that led to the extension of the plant.
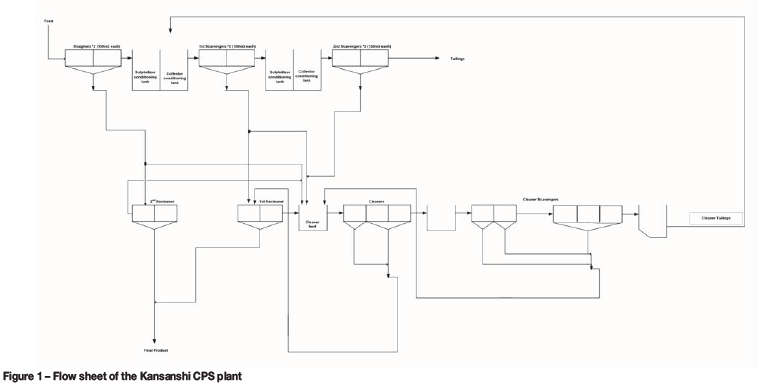
Figure 1 depicts the flow sheet of the plant. The first two cells, which are 150 m3, are dedicated for the flotation of sulphides in the mixed ores. The tailings from these two float cells are then fed into a 50 m3 sulphidization tank for two minutes of conditioning at Es of -500 mV. This is immediately followed by a similarly sized collector conditioning tank. This assemblage of sulphidizer conditioning tank, collector conditioning tank, and two float cells essentially forms a CPS stage. The whole bank of six cells and two sets of conditioning tanks results in residence time of around 25 minutes. The rougher and scavenger concentrates produced are further treated to match the requisite final concentrate grade at a minimum of 25% copper in concentrate.
Materials and methods
Mineralogical analysis
Semi-quantitative mineralogical analyses were performed by optical microscopy, under crossed polarized light, at the laboratory of Minerals Engineering and Recycling of the University of Liege (Belgium). Different sets of composite samples, corresponding to various styles of mineralization and plant performances, were examined. Only the particle size fractions coarser than 38 μm were analysed. Mineralogical classes were defined according to mineralogy, textures, and gangue relationships. A specific gravity and copper content was attributed to each class in order to calculate the copper distribution between the different classes for each sample and within the flotation circuit.
Flotation tests
Reagents
For each flotation test, NaHS from the batch mixed in the plant during the corresponding day was dissolved in raw water to obtain a 2% solution. The xanthate (PAX or SIBX) was used as a 1% w/v solution, 2 minutes' conditioning time, and the frother (dipropylene glycol methyl ether) was dosed by drops, as supplied.
Equipment
The flotation tests were done using a laboratory Essa flotation machine with a 2.5 L cell. Charges of 1 kg were used in order to obtain a pulp density of 32% solids. The impeller speed was fixed at 800 r/min. The Es of the slurry was controlled with a silver/sulphide combination electrode.
Procedure
Grab samples of flotation feed and final tails were collected at the same time to evaluate the hourly plant performance. For tests on flotation feed, the number of flotation stages was equal to the number of plant flotation stages. To reflect the plant conditions, no sulphidizer was added in the first flotation stage. The first flotation stage on the final tails was done without adding any reagents, and the second stage with an extra suphidization step. The flotation time for each stage of the laboratory tests was determined applying a scale-down factor of 2.5 to the plant residence time. For each CPS stage, the pulp Es potential was maintained at -500 mV for a predetermined time, in order to obtain the same dosage as in the plant, before adding the collector and frother. Air was added at no particular rate but just at a practical and adequate level to have froth flowing over.
Laboratory observations
Air was not particularly controlled and was used to oxidize excessive NaHS (sulphide ions) to maintain the Es in the normal range for xanthate flotation, which is around -300 mV. Despite excessive oxidation of sulphidizer, consumption for NaHS was still 20% lower.
Results
Mineralogy
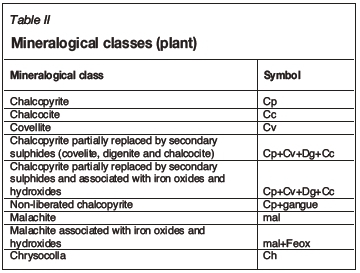
Table II shows the main mineralogical classes that were established on the plant composite samples, according to mineralogy, textures, and gangue relationships.
Figures 2-5 illustrate some of the classes established and demonstrate the high variability of the Kansanshi transitional ore mineralization. Liberation in fractions coarser than 38 μm is between 90 and 95%. Only very small amount of disseminated chalcopyrite can be locked in gangue minerals. Chalcopyrite can be liberated, or in association with covelite, digenite, chalcocite, goethite, and even malachite. Liberated porous or non-porous chalcocite is observed. Malachite can also be liberated or associated with Iron hydroxides, and the proportion of native copper, partially altered to cuprite, is not always negligible.
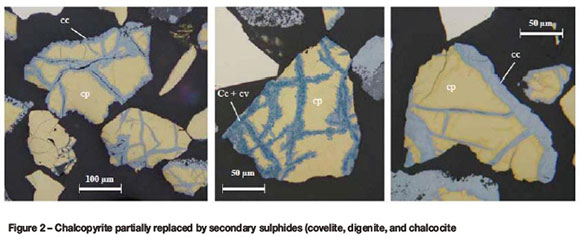
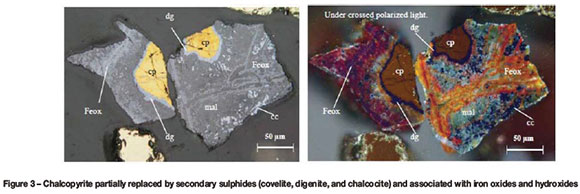
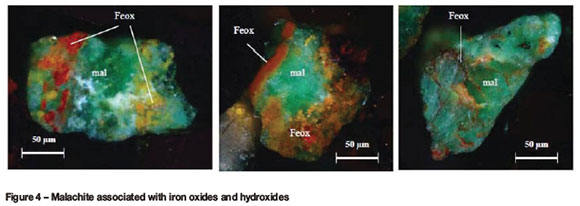
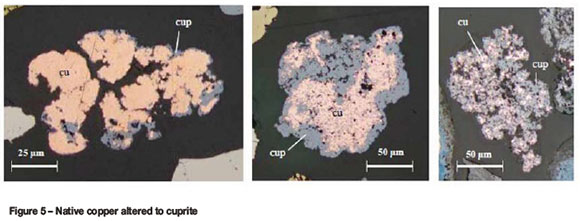
Table III compares the average recovery in the plant for particles coarser than 38 μm of the main classes in the roughing stage, where no sulphidizer is added, with the total recovery obtained after controlled potential sulphidization.
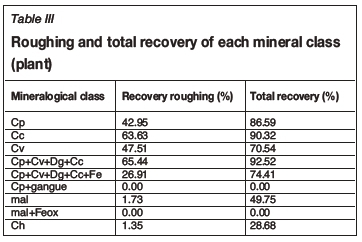
For the sulphide minerals, the best recoveries in the roughing stage are achieved for chalcocite or chalcopyrite partially altered to secondary sulphides (64 to 65%). Liberated chalcopyrite has an intermediate floatability, with only 43% recovered in the roughing stage. Covellite also has a poor floatability (48% recovered in the roughing stage).
Even after sulphidization, liberated chalcopyrite and covellite are the sulphide species displaying lower recovery.
Formation of iron oxides and hydroxides on some of the particles of chalcopyrite, altered to secondary sulphides, affects their floatability. Only 50% of the liberated malachite is recovered. Malachite associated with iron oxides and hydroxides is not recoverable. Table IV shows the contribution of each mineralogical class to the copper losses in the final tails of the plant.
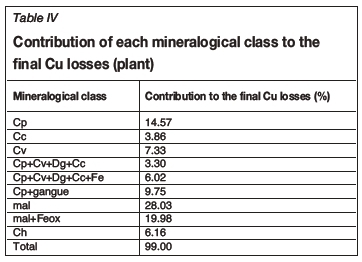
Copper losses in final tails, attributed to liberated chalcopyrite and malachite that should be recoverable if properly sulphidized, are 16% and 28% respectively. Malachite associated with iron oxides and hydroxides also contributes to a significant proportion of losses (20%). These losses are attributed mainly to sulphidization efficiency.
Flotation tests
Flotation feed
The very high variations in grades of the Kansanshi transitional ores (from 0.5% to 3% for the TCu and from 0.1% to 1.5% for the AsCu) are ideal for modelling. Multivariable statistical analysis showed that the laboratory and plant performance, in terms of TCu grade of the final tails, is dependent on TCu and AsCu feed grades.
Robust multilinear regressions, using iteratively reweighted least squares, were used for the modelling of the plant flotation final tails and laboratory flotation tails. The combined correlation coefficients are given in Table V. Modelling of the recoveries can be done based on the estimation of the TCu tails grade and the well-known two-products formula assuming a constant concentrate grade.
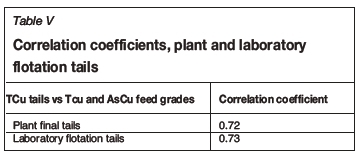
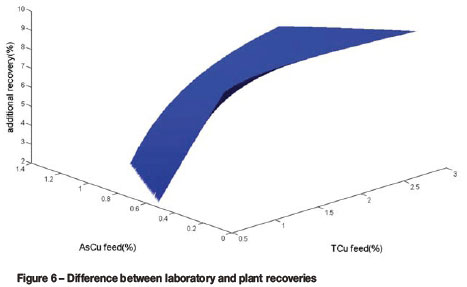
Figure 6 shows the difference between the models established for the laboratory and plant recoveries. The difference after refloating the tails is very low for the low feed grades and reaches a maximum of 10% for the highest feed grades and lower AsCu proportions, the average being 9%. This difference is explained mainly by the more optimal hydrodynamic conditions of the laboratory flotation cell. For the same TCu feed grade, the difference decreases with the increase in the AsCu feed grade. Unit laboratory reagent dosages were similar to plant dosage rates. The fact that the improvement in recoveries is lower for higher proportions of AsCu shows that more sulphidization steps are necessary to achieve the optimal recovery.
Final tails
The same considerations as for the modelling of the plant and laboratory performance on the feed were applied for the tests on the final tails. Flotation test tails grade, obtained when refloating the plant final tails with or without an additional sulphidization step, still depends of the TCu and AsCu feed grades. Multilinear regressions, using iteratively reweighted least squares, were used for the modelling of the laboratory flotation tails grades. Correlation coefficients are given in Table VI. Recoveries were estimated using the two-product formula assuming a constant final concentrate of 26% copper.
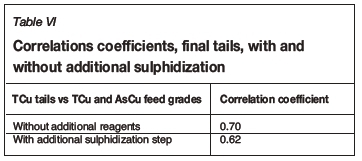
Figure 7 shows the additional recovery obtained when floating the plant flotation tails without any additional reagents and with an additional sulphidization step.
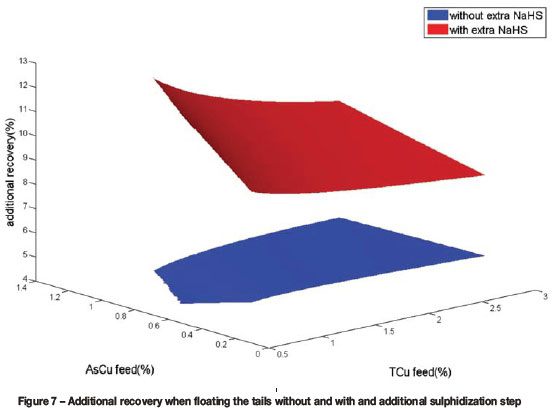
Plant recovery can be increased by an average of 5% when re-floating plant final tails in one flotation step without adding any reagents, the upgrade being 15. The lower the feed grades and the higher the AsCu proportion, the less is the improvement. After an additional sulphidization step, recovery can be increased by an average of 10%, the upgrade being 16. The higher the AsCu proportion the greater the improvement. These observations confirm the results obtained when comparing the laboratory and the plant performances on the flotation feed. Performance of the plant is then affected not only by the hydrodynamics of the cells and the residence time, but also by a lack of sulphidization steps. An increase of 5% recovery is achievable by increasing plant residence time by 20 minutes and a further 5% by adding two more sulphidization stages.
Conclusions
The very variable performances of the new Kansanshi transitional ore processing route are explained by the complexity of the mineralization. All the minerals constituting the alteration sequence, from primary copper sulphide minerals to oxide minerals, are present in the Kansanshi ores in variable proportions. A detailed optical mineralogical analysis on plant composite samples, corresponding to various mineralization classes and plant performance, showed that the sulphide minerals displaying the best floatability in the roughing stage, where no sulphidizer is added, are the chalcocite or chalcopyrite partially altered in chalcocite and other secondary sulphides. Liberated chalcopyrite is mainly recovered together with the malachite in the controlled potential sulphidization section. Final copper losses are attributed mainly to liberated chalcopyrite and malachite that should be recoverable. Flotation tests on the plant flotation feed and final tails were used to establish models of the difference between laboratory and plant performance, and of the improvement in recoveries when re-floating the plant final tails with and without an additional sulphidization step. The difference between laboratory and plant performance averages 9% and decreases with low feed grades and high AsCu feed grade proportions. The improvement when refloating the plant final tails without additional reagents averages 5%, and decreases with low feed grades and high AsCu feed grade proportions. The improvement when refloating the plant final tails with an additional sulphidization step averages 10% and increases with high AsCu proportions. This test work showed that an increase of 10% of recovery should be achievable by increasing plant residence time and the number of sulphidization stages.
References
Castro, S., Soto, H., Goldfarb, J., and Laskowski, J. 1973. Sulphidizing reactions in the flotation of oxidized copper mineral, II. Role of the adsorption and oxidation of sodium sulphide in the flotation of chrysocolla and malachite. International Journal of Mineral Processing, vol. 1. pp 151-161. [ Links ]
Crozier, R.D. 1991. Flotation, Theory, Reagents and Ore Testing. Pergamon Press. [ Links ]
Dunn, J.G. and Muzenda, C. 2001. Thermal oxidation of covellite (CuS). Thermochimica Acta, vol. 369, no. 1-2. pp 117-123. [ Links ]
Ferron, C.J. and Manu, N.N. 1994. Recovery of copper oxide minerals by sulfidization flotation. Lakefield Research, Canada. 11 pp. [ Links ]
Lee, J.S., Nagaraj, D.R., and Coe, J.E. 1998. Practical aspects of oxide copper recovery with alkyl hydroxamates. Minerals Engineering, vol. 11, no. 10. pp. 929-939. [ Links ]
Lee, K., Archibald, D., Mclean, J., and Reuter, M.A. 2009. Flotation of mixed copper and sulphide minerals with xanthate and hydroxamate collectors. Minerals Engineering, vol. 22. pp. 395-401. [ Links ]
Jones, M.H. and Woodcock, J.T. 1978. Optimization and control of laboratory sulphidization of oxidized copper ores with an ion selective electrode. Proceedings of the Australasian Institute of Mining and Metallurgy, no. 266. pp. 11-17. [ Links ]
Kongolo, K., Kipoka, M., Minanga, K., and Mpoyo, M., 2003. Improving efficiency of oxide-cobalt ores flotation by combination of sulphidisers. Minerals Engineering, vol. 16. pp. 1023-1026. [ Links ]
Mwena, M.D. and Mpoyo, M., 2001. Improvements of cobalt recovery in flotation of cupro-cobaltiferous ore at Gecamines. Proceedings of the Copper Cobalt Nickel and Zinc Recovery Conference, Victoria Falls, Zimbabwe, 16-18 July, 2001. Southern African Institute of Mining and Metallurgy (Zimbabwe Branch). pp. 1-9. [ Links ]
Newell, A.J., Skinner, W.M., and Bradshaw, D.J. 2006. Restoring the floatability of oxidized sulfides using sulfidisation. International Journal of Mineral Processing, vol. 84. pp. 108-107. [ Links ]
Paquot, F.X., Bastin, D., Mukutuma, A., and Delaney, A. 2009. Metallurgical performances of the sulphidization route and the direct alkyl hydrox-amates flotation of mixed carbonated copper-gold ores of the Kansanshi deposit. Flotation 09, Cape Town, South Africa, 9-12 November 2009. Minerals Engineering international, Falmouth, UK. [ Links ]
Raghavan, S., Adamec, E., and Lee, L. 1984. Sulfidization and flotation of chrysocolla and brochantite. International Journal of Mineral Processing, vol. 12. pp. 173-191. [ Links ]
Woods, R. 2003. Electrochemical potential controlling flotation. International Journal of Mineral Processing, vol. 72. pp. 151-162. [ Links ]
Paper received Jan. 2013
Revised paper received June 2015.


{kind=link}