










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 n.12 Johannesburg Dec. 2015
http://dx.doi.org/10.17159/2411-9717/2015/v115n12a9
PAPERS - CHEMICAL ENGINEERING & METALLURGY AT WITS
Recycling of cemented tungsten carbide mining tool scrap
C.S. FreemantleI, II; N. SacksI
ISchool of Chemical and Metallurgical Engineering and DST-NRF Centre of Excellence in Strong Materials, University of the Witwatersrand, Johannesburg, South Africa
IIPilot Tools (Pty) (Ltd), Johannesburg, South Africa
SYNOPSIS
The zinc recycling process (PRZ) and acetic acid leaching (AC) were successfully employed to recycle cemented tungsten carbide mining tool scrap for re-use as production powders. The main success of the PRZ process was that it produced powders which were suitable for manufacturing sintered alloys having properties within the commercial benchmark ranges for WC-6 wt% Co mining-grade tools. Although the powders produced from the AC process were deemed unsuitable for manufacturing the same grade of mining tools, the process cannot be viewed as a failure, since the recycled powders are suitable for different commercial applications. The two recycling processes can therefore be used as complementary processes on an industrial scale.
Keywords: cemented tungsten carbide, recycling, zinc process, acetic acid leaching, mining tools.
Introduction
Cemented tungsten carbides (also known as hardmetals) are used extensively in the mining and manufacturing industries, and account for approximately two-thirds of the world's tungsten consumption. If present production volumes continue, the world's tungsten resources could be depleted in 40 years (Ishida et al., 2012). In addition to this mineral depletion, raw material costs are high. Therefore recycling of tungsten carbide scrap is becoming increasingly important. For the current study two different recycling methods were investigated, namely the zinc recycling process and acetic acid leaching. The aim of the research was to determine whether the two recycling techniques could be used as complementary processes on an industrial scale to recycle cemented tungsten carbide mining tool scrap. The recycled products would then be converted into feedstock powders for the manufacture of new mining tools, only if the recycled powders have properties similar to newly purchased powders, to ensure tool integrity. Although the zinc recycling process is currently being used globally, to the authors' knowledge, the acetic acid leaching technique is not used to produce commercial cemented tungsten carbides. Therefore the assessment and comparison of both recycling methods can potentially improve the successful usage of recycled materials, leading to less dependence on large quantities of new raw materials. In this way, raw material costs may be reduced and the global demand for production and mining of tungsten becomes less urgent. Successful recycling will also ensure that mining and manufacturing industries dependent on tungsten carbide tools are not adversely affected. A brief review of the recycling of hardmetals will be given first, followed by the methodology and results of the research undertaken.
Recycling methods for cemented tungsten carbide scrap
Recycling of cemented tungsten carbide materials is usually energy-intensive and environmentally unfriendly (Edtmaier et al., 2005). According to Paul et al. (1985), cemented tungsten carbide recycling methods can be subdivided into two general categories, namely removal of the binder metal using a selected process, leaving a finely divided carbide matrix behind (skeleton-like, framework structure) or by chemical modification methods which convert the carbides into a different form, for example into oxides. Numerous methods have been developed to recycle hardmetal scrap materials, namely, acid leaching, electrochemical methods, blasting, oxidation/chemical modification at high temperature, liquid metal infiltration techniques, and hybrid methods (combinations of the aforementioned processes). In the current study two recycling methods were employed to recycle cemented tungsten carbide mining tool scrap, namely acid leaching and zinc recycling. A brief review of each process is given below.
Zinc recycling process
The zinc process is the most widely used recycling process in the cemented carbide manufacturing industry. It is commonly referred to as 'PRZ', an abbreviation for 'process of recycling with zinc'. This method has experienced renewed interest since 2005 (when global tungsten prices increased) as it is the most cost-efficient and environmentally friendly recycling method. Prior to 2005, only 20-25 % of hardmetals were recycled in Europe, but today recycling has reached almost 50% (Karhumaa and Kurkela, 2013). In the PRZ process, the scrap material is sourced, sorted, and then packed into graphite boats or crucibles together with zinc. The furnace is evacuated of air, filled with argon, and heated to temperatures ranging from 750°C up to 960°C, depending on the details of the process such as furnace type, nature of the scrap, etc. (Barnard et al., 1970). Treatment of the carbide with molten zinc at these temperatures results in the zinc and the metal binder (typically cobalt) forming a liquid alloy as the zinc is pulled through the carbide scrap by a powerful vacuum. The zinc is removed by distillation, and the resulting product consists of a mixture of the carbide and the metal binder, in which the bond between the two has been broken (Barnard et al., 1970; Karhumaa and Kurkela, 2013; Trent, 1946). This recycled product is easily broken down by mechanical means to a particle size similar to that of the grain size of the original cemented carbide microstructure. The zinc vapours are recovered by condensation in a cooler zone of the distillation furnace. The weight ratio of zinc to metal binder used may range from 30:1 to 10:1, with a preferred range of 15:1 or 20:1. The time required for the treatment depends on the size and shape of the scrap material (Barnard et al., 1970).
Acid leaching recycling
There are several patents and publications relating to acid leaching technology for cemented carbides. Kinstle and Magdics (2002) described a method of recovering tungsten, vanadium, chromium, and molybdenum metals from carbide metal scrap by treatment with an alkali metal hydroxide in the presence of oxygen at an elevated temperature and pressure for a period of time sufficient to form a water-soluble alkali metal hydroxide. The metals are then recovered from the water-soluble alkali metal salt using chemical means. According to Seegopaul and Wu (1998) cemented carbide materials can be reclaimed by oxidizing scrap into tetragonal and octahedral tungsten trioxide, which is insoluble in water with a neutral pH. This material is digested in an acidic solution that selectively dissolves the cobalt and not the tungsten. Cobalt hydroxide and oxychloride are precipitated by raising the pH to between 6 and 10. The tungsten and cobalt compounds are separated from the slurry and re-dissolved in an aqueous solution with a pH greater than 11. The product is spray-dried and carburized as necessary.
Hydrothermal techniques have also been investigated by several researchers (Kojima, 2005; Reilly, 1983; Ritsko et al., 1982) in which the cobalt binder is extracted by using hydrochloric acid at 110°C, and subsequently pulverized using ball milling. Due to its brittleness, the carbide framework remains behind. Oxidation was found to occur more easily on these materials (probably due to activated/fresh surfaces and reprocessing procedures), which degrades the properties of the resulting materials. Phosphoric acid leaching techniques have also been attempted by some authors (Nützel and Kühl,, 1979; Vanderpool and Kim, 1991). Tungstic acid is another method described by Brookes (1990), who investigated a leaching method that produces ammonium paratungstate. Acid leaching, while successful, is known to have a negative environmental impact, and the low pH used typically results in a lack of selectivity during leaching.
Materials and methodology
Three classes of WC-6 wt% Co materials were studied in this research, namely materials produced from (a) new, un-recycled powders, (b) zinc recycled mining scrap metal powders, and (c) acetic acid recycled powders. The new powders (NP) were produced from a blend of 94 wt% tungsten carbide and 6 wt% cobalt powders, milled in a 600-litre production stainless steel mill, using a 3:1 ratio of cemented carbide milling media to powder load, with 13.65 wt% ethanol. The powder was milled to an Mv grain size range of 1.6-2.0 μm, measured using a Microtrac s3500 particle size analyser. After milling, the powders were spray-dried under a constant 7 bar pressure using a Niro HC 120 mixed flow spray dryer.
The zinc recycled powders (PRZ) were produced using a commercial PRZ process, in which graphite crucibles containing pure zinc and cemented carbide mining tool scrap components were inserted into a furnace, which was then evacuated of air and filled with argon. The temperature of the furnace was raised to 930°C and held for 24 hours to allow for zinc infiltration. Removal of the zinc was accomplished by a powerful vacuum and distillation process at 960°C over a 36-hour time period, after which the load was gradually cooled to room temperature. The recycled product was then milled and spray-dried using the same production conditions as for the NP. Prior to milling, the PRZ powder composition was adjusted to a 60:40 ratio; 60% zinc recycled scrap powder plus 40% NP. The reason for the dilution is that recycled mining scrap typically contains greater than 6 wt% Co (usually 8-12 wt% Co on average), thus requiring blending to return the batch composition to 6 wt% Co.
The acetic acid recycled (AC) powders were produced from acid-leached, zinc-recycled 'oversize materials'. The PRZ process often produces recycled products larger than 15 mm in diameter, which are referred to as 'oversize materials'. These products have generally been only partially attacked by the molten zinc. It is deemed neither energy- nor production-efficient to subject these oversized products to the milling process described above to produce suitable powders. One alternative is to subject these oversized products to a second cycle of the PRZ process. However, on a commercial scale this is not feasible, as the amount of oversized material produced is small, which would entail storing the recycled product until a production-size batch is ready for processing. The effects of long-term storage on the recycled product are unclear at this stage. Therefore the option of using acetic acid leaching on a laboratory scale, as a complementary recycling process, was investigated. The powders produced from this process would also be used for the commercial production of new tools, if deemed suitable. An acetic acid recycling plant, capable of leaching approximately 150 kg of material, was constructed for this study.
The plant operated at atmospheric pressure and 80°C, with an air flow rate of 120 litres per minute. The pH was kept below 4 at all times to maintain cobalt extraction, in accordance with the work of Edtmaier et al. (2005). The recycling process was run for 21 days, after which the acetic acid was extracted, and the recycled product was washed with water repeatedly until the purple hue of the cobalt acetate was removed and the material was clean. The leached scrap was then dried, and crushed in an 80-litre stainless steel ball mill with ethanol, with some new cobalt added to bring the batch composition back to 6 wt % Co. These AC powders were milled to the same Mv grain size range (1.62.0 μm) as the NP and PRZ powders.
All three powders, NP, PRZ, and AC, were examined using a Carl Zeiss field emission scanning electron microscope (FESEM) and the powder morphologies compared. It is well known that the properties of the powders used to produce sintered tools have a significant influence on the production processes used to achieve the final sintered microstructure and material properties, which directly influence the industrial performance of the tools (Walker, Reed, and Verma, 1999). One important powder property is slurry rheology, which is defined as the deformation and flow of the slurry under applied stress or strain (Steffe, 1996). The powder's slurry rheology directly impacts the formation and properties of the spray-dried granules, the density and size distribution of which has a major effect on the ease of compaction and subsequent shrinkage of the pressed compacts (Bertrand, 2003; Walker, Reed, and Verma, 1999; Walker and Reed, 1999). A detailed analysis of the slurry rheology of the NP and PRZ powders was presented in a previous publication (Freemantle and Sacks, 2015). In the current research, the slurry rheology of the AC powders was investigated and compared to that of the NP and PRZ powders.
Slurry rheology tests were performed using a Brookfield R/S Plus rheometer equipped with a Pt-100 thermocouple and temperature control jacket regulated by a Lauda Eco RE-420 temperature control bath. A CC40 coaxial cylinder spindle geometry was used for all experiments. The temperature of the slurry was held constant at 25°C and the slurries were allowed to equilibrate to temperature while gently agitated using an IKA Eurostar 40 digital mixer equipped with a non-bubble generating turbine, inside a temperature control bath; after which 71 ml of sample was extracted from the mixing cup and rheologically tested. Shear stress as a function of shear rate was measured over 120 seconds, during which the spindle accelerates from 1 s-1 to 500 s-1 during the first 60 seconds, and then decelerates to zero, at the same rate, in the final 60 seconds. Using the plot of shear stress against shear rate, approximate yield stress values were extrapolated from the y-intercept of the straight-line graphs of the spray-dried slurries, as for the Bingham plastic method (Darbouret et al., 2005; Lewis, 2000). To further understand the rheology results, the zeta potential of all three powders was tested using a Malvern Nano-ZS Zetasizer at 25°C.
To assess the influence of the two recycling methods on the final sintered material properties, the spray-dried, new (NP), and recycled powders (PRZ and AC) were compacted into test pieces and sintered using commercial production methods. Comparisons were made to benchmark values of sintered alloys manufactured using new, unrecycled powders. Cylindrical test pieces of 10 mm diameter were uniaxially compacted using a Fette MP-250 hydraulic press, which resulted in a 20% shrinkage. The green compacts were sintered at 1430°C in an Ultratemp sinter-HIP furnace for 75 minutes. During the last 20 minutes of sintering, the pressure was increased to enable hot isostatic pressing. The sintered test pieces were then subjected to standard quality control tests used during commercial production. Sintered sample densities were determined using the Archimedes principle on a Shimadzu AY120 scale equipped with an automatic density suspension and reporting system. The magnetic saturation of the sintered samples was measured using a Setaram 6461 cobalt magnetic saturation machine, equipped with a Sigma-meter digital controller and a Scout Pro SPU402 digital balance. Magnetic coercivity of the sintered samples was measured using a Dr. Foerster-Koerzimat coercimeter. Vickers hardness was measured using a Mitutoyo AVK-CO hardness tester with an indenting load of 30 kg force applied to the sample for 10 seconds.
Results and discussion
The particle size distributions and zeta potential values of each powder slurry are reported in Table I. The mean volume average particle size of the NP powder slurry is 1.43 μm, compared to 1.89 μm and 1.65 μm for the PRZ and AC powders respectively. Despite having the finest mean volume average particle size, the NP powder has the highest D10 value and the lowest D90 value, indicating that the particle size distribution of this powder is narrower compared to the PRZ and AC powders. This is illustrated in Figure 1. The AC powder possessed the finest particles with D10 approaching 0.4 μm, as well as coarse particles, which approached the maximum size (D90) of the PRZ particles, giving the AC powder the broadest overall particle size distribution. The FESEM micrographs in Figure 2 corroborate this, showing that > 3 μm particles were present in both PRZ and AC powders, while the NP powder particles reflect the narrower distribution range. Figure 2(c) shows that the AC powder contained many extremely small particles, which is clearly indicated in the overall particle size distribution curves (Figure 1) from which it can be seen the AC slurry contained a notable fraction of material less than 0.2 μm in diameter.



The zeta potential (Table I), which represents a slurry's stability and tendency to agglomerate, indicated that the most unstable (close to zero zeta potential) slurry was the NP powder, while the PRZ and AC powders showed more negative zeta potentials, which implies greater dispersion in suspension. Figure 3 shows the shear stress versus shear rate graph for the various slurries, in which apparent viscosity (in Pa.s) is given by the gradient of each graph. NP slurries exhibited a higher viscosity than the AC and PRZ slurries, which means increased capability of producing dense granules when spray-dried; ideal for the compaction of green components prior to sintering (Freemantle and Sacks, 2015; Walker and Reed, 1999).

The PRZ slurry recorded the lowest shear response because of its coarser particle size distribution, and consequently a lower volume per cent solids (due to a lower total surface area of the larger particles). The size of the particulates within a slurry dominates slurry rheology because of the exponentially increasing surface area with decreasing particle diameter and a corresponding exponential increase in slurry viscosity (Freemantle and Sacks, 2015; He et al., 2004; Sun et al., 2010; Zhang et al., 2014). This, combined with the charge repulsion of the predominantly negatively charged suspended particles within the slurry (as indicated by the zeta potential in Table I), reduced the viscosity of the PRZ slurry further. The AC slurry has a similar zeta potential to the PRZ slurry, and thus the presence of coarse particles (Mv) could lead one to expect the AC slurry to have a shear response close to that of PRZ. However, this was not found, and instead the shear response was close to that obtained for the NP slurry. This behaviour was attributed to the large number of extremely fine partic-ulates, which greatly increased the surface area of the AC slurry (see Figure 2c) and hence the effective volume per cent solids, thereby increasing the slurry viscosity, despite the negative zeta potential.
The yield stress of each slurry was extrapolated by using the y-intercept of the straight-line graphs in Figure 3, in accordance with the Bingham-plastic model (Freemantle and Sacks, 2015; He et al., 2004, 2006; Turian, 1997). Yield stress is a dominant factor in determining whether spray-dried granules will emerge as solid or hollow particles (Bertrand et al., 2003; Walker and Reed, 1999). Previous work found that a yield stress of approximately 10 Pa resulted in solid granules, while values far below 10 Pa yielded granules with internal voids. The AC powder (yield stress of 7.6 Pa) and the NP powder (yield stress of 9.2 Pa) both resulted in predominantly solid granules, while the PRZ powder (yield stress of 0.83 Pa) resulted in granules having large internal voids. Ideal, dense spray-dried granules are known to produce tools of a higher standard, compared to tools produced from powders with a high internal porosity (Eckhard and Nebelung, 2011). Hence, the NP and AC slurries produce ideal powders, while the PRZ slurries require operational adjustment to produce suitable powder granules.
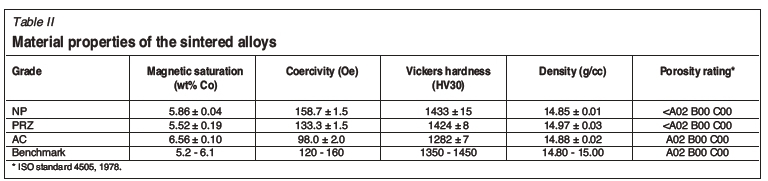
The sintered properties of the materials are listed in Table II, and the FESEM images of the microstructures are shown in Figure 4. The benchmark values for the commercially accepted property ranges for a WC-6wt%Co mining tool grade are also listed in Table II. As expected, the NP alloy is within the benchmark specifications, but with a slightly higher than ideal coercivity due to the fine grain size resulting from over-milling. The dependence of magnetic coercivity on grain size and its use in quality control is a well-documented phenomenon in cemented carbides (Love et al., 2002; Upadhyaya, 1998; Vekinis and Bartolucci-Luyckx, 1987). The fine-grained WC microstructure of the NP material is visible in Figure 4a. The PRZ alloy properties were within all the benchmark ranges. The PRZ alloys had a coarser microstructure than the NP alloy, but finer than the AC alloy, with a few isolated large WC grains. The AC alloy properties did not meet most of the benchmark values; they had an unacceptably high magnetic saturation value, low coercivity and Vickers hardness, but an acceptable density. Each of the sintered compacts had A02 porosity or less (which is acceptable commercially), and no B-type porosity or free carbon present.
The magnetic saturation of the AC alloy was high due to iron contamination originating from the repeated milling cycles (in stainless steel mills) to which the powder was exposed during its material lifespan. The first series of milling cycles were during production of the new alloy (before recycling), then the scrapped tool was subjected to the zinc recycling process which included crushing and milling to break down the recycled product, from which the oversize material was extracted and subjected to acid leaching, after which the recycled product was milled to the required production grain size and further homogenized with the addition of extra cobalt powder to achieve the required composition. The coercivity was low for two reasons, namely the presence of too much magnetic material (Co and Fe), and the coarse sintered grain size of the alloy. The large number of very fine (< 0.5 μm) grains in the green compact, which have a large surface area and a tendency to react and dissolve, were consumed by the coarser grains during liquid-phase sintering, as per Ostwald ripening. This process resulted in the coarse-grained microstructure depicted in Figure 4c, which is directly responsible for the low Vickers hardness. The AC alloy had an acceptable density and porosity (A02), which is attributed to the predominantly solid powder granules produced from the slurries.
Based on the sintered material properties, the PRZ powders are suitable to be used for the production of the specified mining-grade tools, but the AC powders are unsuitable for this specific mining tool application. However, based on the sintered properties, the AC powders may be used for alternative applications, e.g. components that require high fracture toughness, where the coarser grained hardmetals are generally used. Benchmark ranges for existing hardmetal grades include a Vickers hardness of 1150-1290 HV30 and a coercivity of 80-120 Oe. The composition of the AC powders could be adjusted as necessary to increase the cobalt content, to produce even tougher grades that are suitable for applications such as milling media, shims, and possibly coal and hard-rock mining (Morrison, 2015).
Advantages and disadvantages of the two recycling processes
The PRZ process has a high recovery rate, produces powders with low impurity levels, and is an overall environmentally friendly process. The Zn may be re-used for multiple recycling runs before requiring replacement. However, its disadvantages include high electricity consumption; the material chemistry and composition can change through multiple recycling runs; and the material to be recycled does not always break down into powder in the first recycling run (Barnard et al., 1970; Karhumaa and Kurkela, 2013). The latter phenomenon was observed in the current study where coarse, oversize particles were produced from partial Zn infiltration. This would require a second recycling run (or more) to reduce it to useable feedstock for manufacturing, thereby increasing powder consumption and production costs. Despite the negative aspects, it is a widely used technique. From their work, Karhumaa and Kurkela (2013) predicted that the zinc recycling process will gain market share in the future as they believe that it has not yet realized its full potential.
The advantages of the acetic acid leaching process are that it can be conducted at low temperatures and pressures, and selectively leaches out the cobalt binder from between the tungsten carbide grains. A further advantage is that the acetic acid can be regenerated by reclaiming the cobalt, using oxalic acid addition to produce cobalt oxalates (which can be converted back into cobalt) and leaving the acetic acid behind. One of the main disadvantages of the leaching process used in the current study was the significant time period (21 days) required to produce the recycled product. While the leaching process can be accelerated by, for example, using pure oxygen, instead of air, and increasing the pressure, this would increase the overall production costs (Edtmaier et al., 2005). Based on the current study, the main advantage in employing the current acetic acid leaching process is that it can be used in combination with the PRZ process, where its primary function would be to recycle the oversize byproduct of the PRZ process. This byproduct usually emerges from the PRZ process in a porous, semi-decomposed state, and would be easier to recycle than 'pure' scrap metal. Using low energy input, the supplementary acetic acid process could convert the oversize material into useable powder without having to perform a second run in the zinc recycling plant, which is very costly.
Conclusions
The zinc recycling process (PRZ) and the acetic acid leaching (AC) technique were successfully employed to recycle hardmetal mining tool scrap for re-use as production powder. The main success of the PRZ process was that it produced powders that can be used to manufacture sintered alloys having properties within the commercial benchmark ranges for WC-6wt% mining-grade tools. Although the powders produced from the AC process were deemed unsuitable for manufacturing the same grade of mining tools, the process cannot be viewed as a failure, since the recycled powders are suitable for different commercial applications. Throughout the study comparisons were made between the two types of recycled powders and the results compared to the properties of newly purchased powder (NP). The NP powders produced the narrowest grain size distribution during milling, had the least 'stable' (i.e. most agglomerating) zeta potential, and highest slurry viscosity and yield stress, which ultimately led to ideal, dense powder granules after spray-drying; highly suited for optimal compaction behaviour. The PRZ and AC powders had coarser grain sizes than the NP powders, with broader particle size distributions. Both recycled powders also had negative zeta potentials and were more dispersed within the slurry. The PRZ process produced hollow granules, requiring further slurry optimization to produce the correct granules for further production. The fraction of extremely fine grains in the AC powder increased the slurry viscosity and yield stress, producing high-quality solid spray-dried granules ideal for compaction.
Acknowledgements
The authors wish to acknowledge the financial and technical support received from Pilot Tools (Pty) Ltd, the Department of Science and Technology, and the National Research Foundation, South Africa.
References
Barnard, P.G., Starliper, A.G., and Kenworthy, H. 1970. Reclamation of refractory carbides from carbide materials. US patent 3595484. [ Links ]
Bertrand, G., Filiatre, C, Mahdjoub, H., Foissy, A., and Coddett, C. 2003. Influence of slurry characteristics on the morphology of spray-dried alumina powders. Journal of the European Ceramic Society, vol. 23. pp. 263-271. [ Links ]
Brookes, K.J.A. 1990. Reclaimed tungsten powders with 'virgin' properties. Metal Powder Report, vol. 45, no. 2. pp. 131-132. [ Links ]
Darbouret, M., Cournil, M., and Herri, J-M. 2005. Rheological study of TBAB hydrate slurries as secondary two-phase refrigerants. International Journal of Refrigeration, vol. 28, no. 5. pp. 663-671. [ Links ]
Eckhard, S. and Nebelung, M. 2011. Investigations of the correlation between granule structure and deformation behavior. Powder Technology, vol. 206, no. 1-2. pp. 79-87. [ Links ]
Edtmaier, C., Schiesser, R., Meissl, C., Schubert, W.D., Bock, A., and Schoen, A. 2005. Selective removal of the cobalt binder in WC/Co based hardmetal scraps by acetic acid leaching. Hydrometallurgy, vol. 76, no. 1-2. pp. 63-71. [ Links ]
Freemantle, C.S. and Sacks, N. 2015. The impact of zinc recycling on the slurry rheology of WC-6wt.9O Co cemented carbides. International Journal of Refractory Metals and Hard Materials, vol. 49. pp. 99-109. [ Links ]
He, M., Wang, Y., and Forssberg, E. 2004. Slurry rheology in wet ultrafine grinding of industrial minerals: a review. Powder Technology, vol. 147, no. 1-3. pp. 94-112. [ Links ]
He, M., Wang, Y., and Forssberg, E. 2006. Parameter studies on the rheology of limestone slurries. International Journal of Mineral Processing, vol. 78, no. 2. pp. 63-77. [ Links ]
Ishida, T., Itakura, T., Moriguchi, H., and Ikegaya, A. 2012. Development of technologies for recycling cemented carbide scrap and reducing tungsten use in cemented carbide tools. SEI Technical Review, vol. 75. pp. 38-46. [ Links ]
ISO 4505. 1978. Hardmetals: Metallographic determination of porosity and uncombined carbon. [ Links ]
Karhumaa, T. and Kurkela, M. 2013. Review of the hard metal recycling market and the role of the zinc process as a recycling option. Proceedings of the 18th Plansee Seminar, Reutte, Austria. Kneringer, G., Rodhammer, P., and Wildner, H. (eds). pp. 13/1-13/11. [ Links ]
Kinstle, G.P. and Magdics, A.T. 2002. Process for recovering the carbide metal from metal carbide scrap. uS patent 6395241. [ Links ]
Kojima, T., Shimizu, T., Sasai, R., and Itoh, H. 2005. Recycling process of WC-Co cermets by hydrothermal treatment. Journal of Materials Science, vol. 40, no. 19. pp. 5167-5172. [ Links ]
Lewis, J.A. 2000. Colloidal processing of ceramics. Journal of the American Ceramic Society, vol. 83, no. 10. pp. 2341-2359. [ Links ]
Love, A., Luyckx, S., and Sacks, N. 2010. Quantitative relationships between magnetic properties, microstructure and composition of WC-Co alloys. Journal of Alloys and Compounds, vol. 489, no. 2. pp. 465-468. [ Links ]
Morrison, J. 2015. Director, Pilot Tools Pty Ltd, South Africa. Personal communication. [ Links ]
NÜTzel, H.G. and Kuhl, R. 1979. Process for decomposing hard metal scrap. US patent 4349423A. [ Links ]
Paul, R.L., TE Riele, W.A.M., and Nicol, M.J. 1985. A novel process for recycling tungsten carbide scrap. International Journal of Mineral Processing, vol. 15, no. 1-2. pp. 41-56. [ Links ]
Reilly, K.T. 1983. Recovery of refractory metal values from scrap cemented carbide. uS patent 4406866. [ Links ]
Ritsko, J.E., MacInnis, M.B., and Henson, T.L. 1982. Method of recovering metal carbides. US patent 4348231A. [ Links ]
Seegopaul, P. and Wu, L. 1998. Reclamation process for tungsten carbide/cobalt using acid digestion. uS patent 5728197A. [ Links ]
Steffe, J.F. 1996. Rheological methods in food process engineering. 2nd edn. Freeman Press. Lansing, MI, USA. [ Links ]
Sun, L., Zhang, X., Tan, W., Zhu, M., Liu, R., and Li, C. 2010. Rheology of pyrite slurry and its dispersant for the biooxidation process. Hydrometallurgy, vol. 104, no. 2. pp. 178-185. [ Links ]
Trent, E.M. 1946. Process of separating hard constituents from sintered hard metals. US patent 2407752A. [ Links ]
Turian, R.M., Ma, T.W., Hsu, F.L., and Sung, D.J. 1997. Characterization, settling, and rheology of concentrated fine particulate mineral slurries. Powder Technology, vol. 93, no. 3. pp. 219-233. [ Links ]
Upadhyaya, G.S., 1998. Cemented tungsten carbides - production, properties and testing. Noyes Publications, New Jersey. [ Links ]
Vanderpool, C.D. and Kim, T.K. 1991. Electrolytic method for producing ammonium paratungstate from cemented tungsten carbide. US patent 5021133A. [ Links ]
Vekinis, G. and Bartolucci Luyckx, S. 1987. The effects of cyclic precompression on the magnetic coercivity of WC-6wt.%Co. Materials Science and Engineering, vol. 96. pp. L21-L23. [ Links ]
Walker, W.J. Jr., Reed, J.S., and Verma, S.K. 1999. Influence of granule character on strength and Weibull modulus of sintered alumina. Journal of the American Ceramic Society, vol. 82, no. 1. pp. 50-56. [ Links ]
Walker, W.J. Jr. and Reed, J.S. 1999. Influence of slurry parameters on the characteristics of spray-dried granules. Journal of the American Ceramic Society, vol. 82. pp. 1711-1719. [ Links ]
Zhang, X., Du, H., Gong, X., Hu, X., and Zhang, D. 2014. The importance of surface hydration and particle shape on the rheological property of silica-based suspensions. Ceramics International, vol. 40, no. 4. pp. 5473-5480. [ Links ]
Paper received May 2015
Revised paper received Oct. 2015.


{kind=link}
{kind=link}