










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 n.10 Johannesburg Oct. 2015
http://dx.doi.org/10.17159/2411-9717/2015/v115n10a12
The influence of niobium content on austenite grain growth in microalloyed steels
K.A. Annan; C.W. Siyasiya; W.E. Stumpf
Department of Materials Science and Metallurgical Engineering, University of Pretoria, South Africa
SYNOPSIS
The relationship between niobium content and austenite grain growth has been investigated through hot rolling simulation on a Bähr dilatometer. The effect of delay time between passes during rough rolling in Nb-microalloyed steels with nitrogen contents typical for electric arc furnace (EAF) melting was studied. The results indicate that the grain growth constants n, Q, and A increase with an increase in Nb content. The activation energy for austenite grain growth Q was found to be in the range of 239 to 572 kJ/mol, the exponential constant n ranged from 2.8 to 6.2, and the material and processing condition constant A from 4.24 χ 1012 to 4.96 χ 1028, for steels with niobium contents ranging from 0.002% Nb to 0.1% Nb. A general constitutive equation for the prediction of austenite grain growth in these Nb-microalloyed steels under rough rolling conditions has been developed. Good agreement between the experimental and the predicted values was achieved with this constitutive equation.
Keywords: constitutive equation, austenite grain growth, microalloying, deformation.
Introduction
Grain refinement has been found to increase both the strength and toughness of steels (Gao and Baker, 1998; Sharma, Lakshmanan, and Kirkaldy, 1984; Seok et al., 2014; Maalekian et al., 2012). It is also known that the austenite grain size directly influences the microstructure, and thus the mechanical properties, of the steel (Maalekian et al., 2012; Yue et al., 2010). Effective grain growth control is reported to be achieved through addition of precipitate-forming elements, such as Nb that, slow down the grain boundary migration through pinning and solute drag mechanisms (Yu et al., 2010; Olasolo et al., 2011; Alogab et al., 2007). Much work has been carried out on austenite grain lsize control by the addition of precipitate-forming elements that have a strong affinity for interstitial elements, such as carbon and nitrogen, which form the dispersed pinning particles to inhibit the austenite grain growth (Alogab et al. 2007; Hodgson and Gibbs, 1992; Nanba et al., 2003; Flores and Martinez, 1997; Rollett, Srolovitz and Anderson, 1989). Austenite grain growth can be described using a conventional or a modelling approach. With conventional approaches (e.g. metallography), in-situ monitoring of austenite grain growth at high temperatures is impossible. Modelling the grain growth behaviour based on available data is the ideal option. To quantitatively describe austenite grain growth therefore requires development of a sound mathematical austenite grain growth equation that accounts for the effects of the varying microalloying elements in inhibiting austenite grain growth. Numerous attempts have been made to develop an empirical model based on the general equation developed by Sellars and Whiteman (1979). Many of these models do not account for the direct effects of the microalloying elements such as Nb in austenite grain growth control [Fu et al., 2011; Wang and Wang, 2008; Wang et al., 2006; Shanmugama et al., 2005; Banerjee et al., 2010; Pous-Romeroa et al., 2013). The current work has considered this limitation, taking into account the direct effect of niobium in grain growth control during thermal processing. This is done by incorporating the initial austenite grain size Do and the microal-loying element niobium in the development of a constitutive equation for grain growth prediction in Nb-containing microalloyed steels.
Materials and techniques
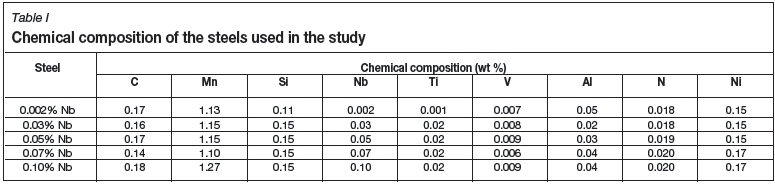
Table I shows the chemical compositions of the five microalloyed steels used in the study, which were cast by vacuum induction melting into ingots of 16 kg. The compositions were chosen to test the effect of the Nb content on the austenite grain growth while the other elements were kept approximately constant. Note, however, that the melting and casting procedure used for these laboratory steels resulted in somewhat higher nitrogen contents, which are nearer to those expected from electric arc furnace (EAF) than from basic oxygen furnace (BOF) steelmaking.
Compression test on a Bähr dilatometer
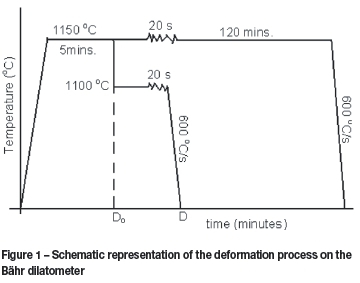
Cylindrical samples (5 mm diameter χ 10 mm length) machined from the laboratory cast slabs were heated by induction in the Bähr dilatometer to 1150°C at a rate of 5°C s-i and held at 1150°C for 5 minutes to achieve homogenization. The samples were then cooled at 5°C s-1 to the testing temperature (1000, 1050, 1100, and 1150°C) where a singlehit compression was applied after holding at the test temperature for 20 seconds. A strain of 0.4 was used at a strain rate of 0.1 s-1. After compression, the samples were then held at the deformation temperature in the Bähr dilatometer for times of 0, 10, 30, 60, 90, or 120 minutes to simulate the delay time after rough rolling, before rapid cooling at a rate of 600°C s-1 to room temperature. Oxidation of the specimens during compression was prevented by passing a continuous flow of high-purity helium through the system. The cooled samples were then tempered at 490°C for 72 hours to improve the response of prior austenite grain boundaries to etching. In this study, the grain size of the samples held for zero (0) minutes after deformation was used as the initial grain size D0for the steel at that temperature. The scheduled profile followed in the single hit compression tests is shown in Figure 1.
The samples were mounted, ground, polished, and then etched with picric acid solution containing 100 ml saturated aqueous picric acid, 100 ml distilled water, 4 g sodium tridecylbenze sulphonate, and 2-3 drops of triton. Etching was carried out at a temperature of 60-70°C for times ranging from 3 to 14 minutes. The samples were observed under an Olympus BX51MTM optical microscope to reveal the prior austenite grain boundaries. The austenite grain size was measured using the average linear intercept method according to ASTM E112 (Van der Voort, 1984). To obtain a statistically acceptable grain size distribution, more than 300 intercepts were measured on each sample.
Results
The solubility behavior of precipitates in microalloyed steels predicted by Thermo-CalcTM
The volume fractions of precipitates as a function of the temperature predicted by Thermo-CalcTM for the studied steels are shown in Figure 2. These show that the reheating temperature range of 800-1250°C will lead to dissolution of a substantial amount of Ti,Nb(C,N) carbonitrides but not to a complete dissolution of all of these precipitates. NbN precipitates within the temperature region of 1000-1200°C, while TiN does not go into solution at temperatures considered in this study. The higher dissolution temperatures shown for NbN in these microalloyed steels are due to their higher N content of about 0.019 wt%, which is more typical for steel produced in an EAF (N in solute-rich regions preferentially combines with Nb). The presence of precipitates means that a unimodal grain structure can be predicted if these precipitates are effective in pinning the grain boundaries (Fernandez, Illescas and Guilemany, 2007; Van der Voort, 1984; Zener, 1948 (as cited by Ringer, Li and Easterling, 1989).
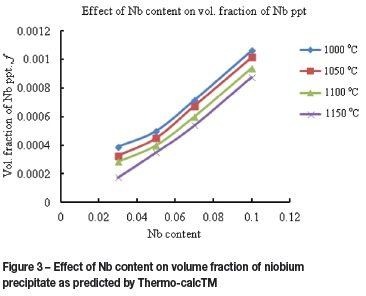
The volume fraction of Nb precipitates with respect to temperature as predicted by Thermo-CalcTM is shown in Figure 3. This shows that the volume fraction at a given temperature is highly dependent on the Nb content in the steel, thus the higher the Nb content, the higher the volume fraction of the precipitate at any given temperature.
Austenite grain growth behaviour in the steels after deformation
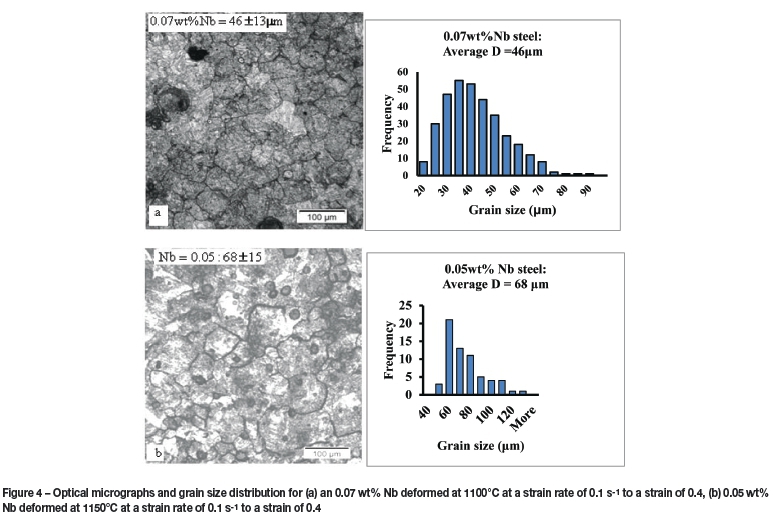
Figure 4 shows the grain size distribution in the Nb-bearing steels after high-temperature deformation followed by tempering at 490°C for 72 hours. The steels showed a unimodal grain structure during deformation. These distributions and structures attest to the fact that no abnormal grain growth, i.e. no bimodal distribution, was visible in these steels at the thermomechanical controlled processing (TMCP) conditions employed in this work, confirming the presence of pinning particles in the steels as predicted by Thermo-CalcTM.
Increased Nb content and austenite grain growth in the microalloyed steels
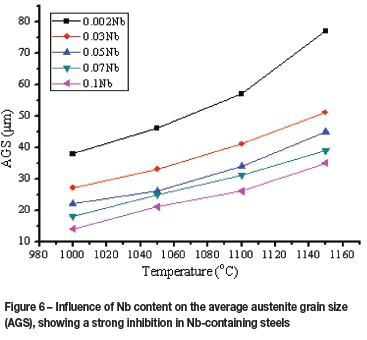
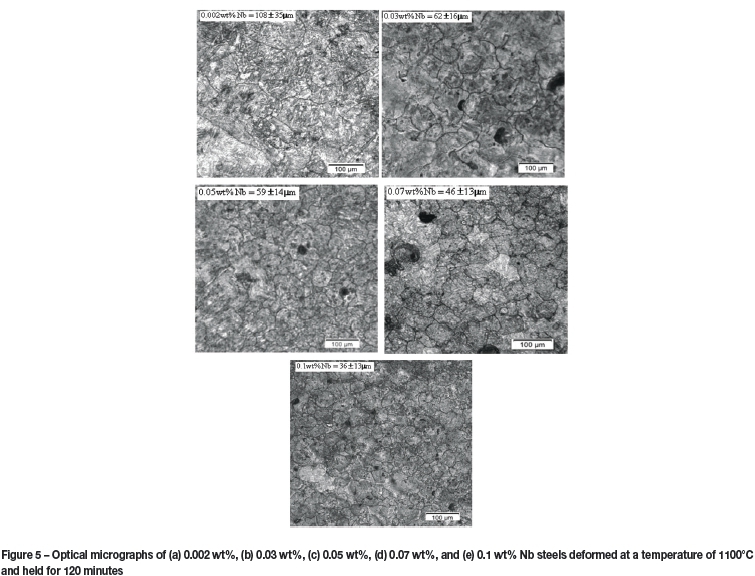
The observed effect of an increased Nb content in the microalloyed steels is shown in Figure 5. It is evident that there was limited grain growth in the steel containing 0.1 wt% Nb, as it produced the smallest final grain sizes, while the highest grain growth was seen in the 0.002 wt% Nb steel, thereby following the volume fraction of Nb precipitates in the steel. The observed results are in agreement with Zener's basic relationship for the pinning force of particles on grain boundaries

(Zener, 1948, as cited by Ringer, Li, and Easterling, 1989), which predicts a stronger effect of pinning with increased volume fractions of small precipitates at constant particle sizes. The higher Nb content accounts for a greater volume fraction of NbN precipitates as shown in Figure 3, providing a greater area fraction of solute-rich regions compared to the steels containing less Nb (Xu and Thomas, 2011; Brewer, Erven and Krauss, 1991; Deus et al., 2002; Akamatsu, Senuma and Hasebe, 1992). The quantitative analysis of the optical measurements of austenite grain growth, is shown in Figure 6, which confirms the substantial influence of an increased Nb content on austenite grain growth inhibition in these steels.
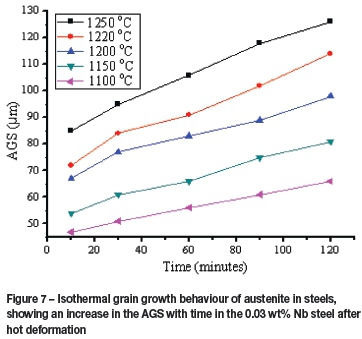
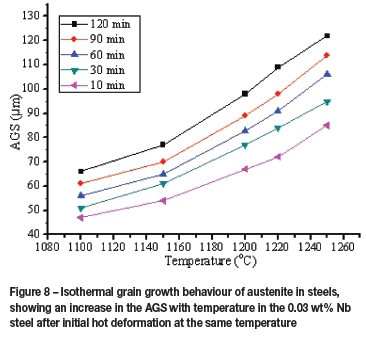
Quantitative evaluations of the average grain size as a function of austenitizing time and temperature in the 0.03 wt% Nb microalloyed steel are shown in Figures 7 and 8 respectively.A comparative analysis of Figures 7 and 8 indicates the expected greater effect of temperature compared with time on grain growth, as recorded by numerous studies (Seok et al., 2014; Yue et al., 2010; Nanba et al., 1992; Akamatsu, Senuma and Hasebe, 1992; Sha and Sun, 2009; Zhao et al., 2011)
Development of a constitutive equation
It is generally accepted that the grain boundary migration velocity (v) is proportional to the driving force (Seok et al., 2014; Maalekian et al., 2012; Yue et al., 2010; Olasolo et al., 2011; Alogab et al., 2007; Hodgson and Gibbs, 1992; Nanba et al., 1992), an approximation justified at the relatively small driving forces involved in grain growth. This velocity is given by the expression (Stumpf, 2010)

where M is the grain boundary mobility, Fdis the driving force for grain growth, and Fpis the pinning force induced by precipitates.
From the rate of movement:

The grain boundary mobility M is given by the expression
and the grain growth rate equation therefore becomes:

Under isothermal conditions

The differential solution to Equation [4] is given by (Sellars and Whiteman, 1979)

where T is the absolute temperature, t is the time, Q is the activation energy for grain boundary migration, A is a constant parameter dependent on the material and processing conditions, and R is the universal gas constant. A general solution to Equation [4] in a linear form is expressed in Equation [6]:

Equation [5] has been used by many authors (Seok et al., 2014; Maalekian et al., 2012; Nanba et al., 1992; Florez and Martinez, 1997; Rollett, Srolovitz and Anderson, 1989; Sellars and Whiteman, 1979; Fu et al., 2011; Wang and Wang, 2008; Wang et al., 2006) by assuming the value of Do to be zero or constant. This simplifies the plot of lnD as a function of 1/T. In the current study Do, which was experimentally measured, was not discarded or kept constant but was included and used in Matlab programming and an Excel solver to plot

as a function of 1/T in generating the constants used in the development of the constitutive equations. This was done through regression analyses of the first and second derivative orders of the experimentally derived regression value R2.
The grain growth constants n, Q, and A
The constant n was obtained by regression analysis of experimentally measured grain sizes through iterative tests of the straight-line regression coefficients R2, from a plot of Equation [6] where a second differential of the R2, (dR2)2/dn2with respect to n gave a maximum correlation value of n at (dR2)2/dn2= 0.
Figure 9 shows a plot of ln(-) as a function of the inverse temperature 1/T, which was used in determining the constants. Thus, a plot of Equation [6] provided a linear relationship between
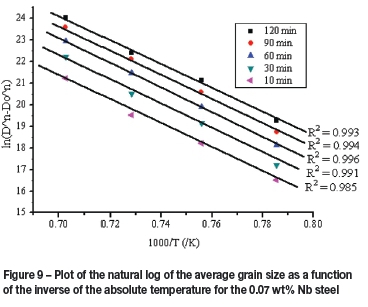

and 1/T. Comparison of Equation [6] with the equation of a straight line made it possible for the constants Q and A to be determined from the plots shown in Figure 9. Thus,

(while the slope is negative) and A = ec/t where, c is the intercept from the graph and t is the time.
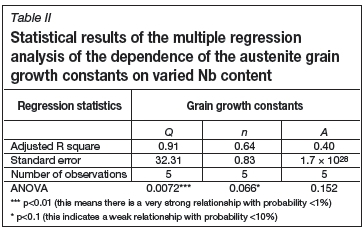
The dependence of the grain growth constants n, Q, and A on the Nb content was quantitatively analysed by multiple regression to obtain the following reliance equations, where [Nb] is the wt% in the steel:
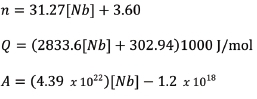
The statistical analysis resulting from the multiple regression analysis presented in Table II, showing that the activation energy Q has a strong linear relationship with the Nb content, while there is no linear relationship between A and the Nb content. There is, however, a weak linear relationship between the grain growth constant n and the Nb content.
The constants derived from experimentally measured grain sizes for the microalloyed steels under deformation conditions with and without taking Dointo consideration are presented in Table III.
General constitutive equation for austenite grain growth prediction in Nb-bearing microalloyed steels with high N contents
Based on the analysis of the isothermal grain growth kinetics in Nb-microalloyed steels, the following isothermal grain growth equation for austenite grain growth prediction in 0.002-0.1% Nb microalloyed steels during deformation within the temperature range of 1000-1150°C and delay times ranging from 0-120 minutes is constituted for DDef in μm:
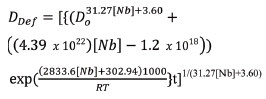
where Dois the initial austenite grain size in μm and [Nb] is in wt %.
Discussion
Austenite grain growth behaviour of Nb-bearing microalloyed steels
The grain growth rate was significantly slower in microalloyed steels with higher contents of Nb. Grain growth control in microalloyed steels has been shown to be dependent on the amount of microalloying additions (Alogan et al., 2007; Hodgson and Gibbs, 1992). The greatest inhibition here was recorded in the steel containing 0.1 wt% Nb. It was also found that the average austenite grain size decreased with increasing Nb content in the steels. Generally, it has been reported that increasing the N content in the steel leads to a beneficial increase in grain refinement (Alogan et al., 2007; Hodgson and Gibbs, 1992; Nanba et al., 1992), which without doubt results from the larger volume fraction of the precipitates that act as pinning particles. It should be noted, however, that while increased N content is beneficial for grain refinement, excessive levels of N dissolved in austenite may be detrimental to other properties of the steel, such as hardenability, through the decrease of the Nb fraction dissolved in the austenite, which is a key in improving most of the desired mechanical properties of the steel (Alogan et al., 2007; Hodgson and Gibbs, 1992; Nanba et al., 1992).
Predictive potential of the equation for grain growth in microalloyed steels in the current study
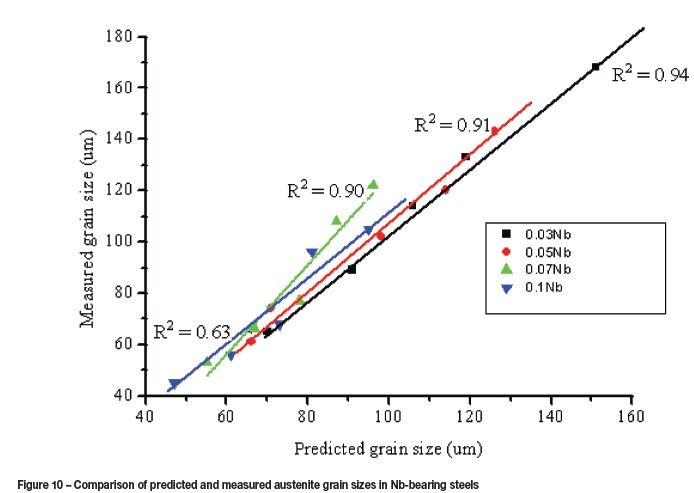
A logical degree of precision in predicting austenite grain growth in Nb bearing steels has been achieved by comparison of experimentally measured grain sizes with predicted grain sizes using the general constitutive equations developed in this study, as shown in Figure 10. The correlation R2 values obtained from the comparison of the experimentally measured grain sizes with the predicted grain sizes are 0.94, 0.91, and 0.90 for 0.03 wt% Nb, 0.05 wt% Nb, and 0.07 wt% Nb steels respectively. The 0.1 wt% Nb steel, however, recorded a poor correlation value of R2 = 0.63, showing the inability of the equation to predict grain sizes for steels containing 0.1 wt% Nb and also most likely for those with higher Nb contents. This is due to the inability of the developed equation to account for the excess precipitates that form owing to the high addition of the microalloying element.
Conclusions
►A general constitutive equation for predicting austenite grain growth in Nb-bearing steels that incorporates the Nb content and then the starting grain size Doafter simulated rough rolling has been developed
►There is a linear relationship between Nb content and the activation energy for grain growth
►The austenite grain growth exponent n, the activation energy Q, and the material and processing conditions constant A all increase with an increase in Nb content, most likely from increased effectiveness of grain-boundary pinning in the microalloyed steel with increased Nb content
►The constitutive equation shows a poor correlation for the steel containing 0.10 % Nb, with an R2 value of 0.63 recorded in the plot of measured against predicted grain sizes for the 0.1 wt% Nb steel. The equation is most likely not applicable at such high values of Nb.
References
Akamatsu, S., Senuma, K. and Hasebe, M. 1992. Generalized low carbon Nb (C, N) precipitation steel. ISIJInternational, vol. 32, no. 3. pp. 275-282. [ Links ]
Alogab, K. Α., Matlock, D. K., Speer, J.G. and Kleebe, H.J. 2007. The effects of heating rate on austenite grain growth in a Ti-modified SAE 8620 Steel with controlled niobium additions. ISIJ International, vol. 47, no. 7. pp. 1034-1041. [ Links ]
Banerjee, K., Militzer, M., Perez, M. and Wang, X. 2010. Non-isothermal austenite grain growth kinetics in a microalloyed X80 line pipe steel. Metallurgical and Materials Transactions A, vol. 55. pp. 112-119. [ Links ]
Brewer, A.W., Erven, K.A. and Krauss, G. 1991. Etching and image analysis of prior austenite grain boundaries in hardened steels. Materials Characterization, vol. 27. pp. 53-56. [ Links ]
Deus, A.M., Fortes, M.A., Ferreira, P.J. and Vander Sande, J.B. 2002. Α general approach to grain growth driven by energy density differences. Acta Materialia, vol. 50. pp. 3317-3330. [ Links ]
Fernandez, F., Illescas, S. and Guilemany, J.M. 2007. Effect of microalloying elements on the austenitic grain growth in low carbon HSLA steel. Materials Letters, vol. 61. pp. 2389-2392. [ Links ]
Flores, O. and Martinez, L. 1997. Abnormal grain growth of austenite in a V-Nb microalloyed steel. Journal of Materials Science, vol. 32. pp. 5985-5991. [ Links ]
Fu, L.M., Wang, H.R., Wang, W. and Shan, A.D. 2011. Austenite grain growth prediction coupling with drag and pinning effects in low carbon Nb microalloyed steels. Materials Science and Technology, vol. 27, no. 6. pp. 996-1001. [ Links ]
Gao, N. and Baker, T., N. 1998. Austenite grain growth behaviour of microalloyed Al-V-N and Al-V-Ti-N steels. ISIJ International, vol. 38. pp. 744-751. [ Links ]
Hodgson, P.D. and Gibbs, R.K. 1992. Α mathematical model to predict the mechanical properties of hot rolled C-Mn and microalloyed steels. ISIJ International, vol. 32. pp. 1329-1338. [ Links ]
Maalekian, M., Radis, R., Militzer, M. Moreau, Α. and Poole, W.J. 2012. In - situ measurement and modelling of austenite grain growth in Ti/Nb microalloyed steel. Acta Materialia, vol. 60. pp. 1015-1026. [ Links ]
Nanba, S., Kitamura, M., Shimada, M., Katsumata, M., Inoue, T., Imamura, H., Maeda, Y. and Hattori, S. 1992. Prediction of microstructure distribution in the through-thickness direction during and after hot rolling in carbon steels. ISIJ International, vol. 32. pp. 377-386. [ Links ]
Olasolo, M., Uranga, P., Rodriguez-Ibabe, J.J.M. and López B. 2011. Effect of austenite microstructure and cooling rate on transformation characteristics in a low carbon Nb-V microalloyed steel. Materials Science and Engineering A, vol. 528. pp. 2559-2569. [ Links ]
Pous-Romeroa, H., Lonardellia, H.I., Cogswell, D. and Bhadeshiaa H.K.D.H. 2013. Austenite grain growth in nuclear pressure vessel steel. Materials Science and Engineering A, vol. 567. pp. 72-79. [ Links ]
Rollett, D., Srolovitz, D.J. and Anderson, M.P. 1989. Simulation and theory of abnormal grain growth - anisotropic grain boundary energies and mobilities. Acta. Metallurgica Sinica (Eng. Lett.), vol. 37, no. 4. pp. 1227-1240. [ Links ]
Sellars, C.M. and Whiteman, J.R. 1979. Recrystallization and grain growth in hot rolling. Metal Science Letters, vol.13, no. 3-4. pp. 187-194. [ Links ]
Seok, M.Y., Choi, C., Zhao, Y., Lee, D.H., Lee, J.A. and Jang, J.I. 2014. Microalloying effect on the activation energy of hot deformation. Steel Research International, vol.85, no. 99. pp. 112-121. [ Links ]
Sha, Q. and Sun, Q. 2009. Grain growth behaviour of coarse-grained austenite in a Nb-V-Ti microalloyed steel. Materials Science and Engineering A, vol. 523. pp. 77-84. [ Links ]
Shanmugama, S., Tanniru, M., Misra, R.D.K., Panda, D. and Jansto, C. 2005. Microalloyed V-Nb-Ti and V steels part 2 - Precipitation behaviour during processing of structural beams. Materials Science and Technology, vol. 21, no. 2. pp. 165-177. [ Links ]
Sharma, R.C., Lakshmanan, V.K. and Kirkaldy, J.S. 1984. Solubility of niobium carbide and niobium carbonitrides in alloyed austenite and ferrite. Metallurgical Transactions A, vol. 15Α. pp. 545-553. [ Links ]
Stumpf, W.E., 2010. Advanced course on phase transformations in metals and their alloys. Lecture Notes: University of Pretoria. Pretoria, South Africa. pp. 5.1-1 - 5.7-3. [ Links ]
Vander VooRt, G.F., 1984. Metallography: principles and practice. McGraw-Hill, New York. pp. 440-465. [ Links ]
Wang, H.R. and Wang, W. 2008. Simple model for austenite grain growth in microalloyed steels. Materials Science and Technology, vol. 24, no. 2. pp. 112-121. [ Links ]
Wang, J., Chen, J., Zhao, Z. and Ruan, X.Y. 2006. Modelling of microstructural evolution in microalloyed steel during hot forging process. Acta. Metllurgica Sinica (Eng. Lett), vol. 19, no. 4. pp. 279-286. [ Links ]
Xu, K. and Thomas, B.G. 2011. Particle-size-grouping model of precipitation kinetics in microalloyed steels. Metallurgical and Materials Transactions A, vol. 43Α. pp. 1079-1096. [ Links ]
Yue, C., Zhang, L., Liao, S. and Gao, H. 2010. Kinetic analysis of the austenite grain growth in GCr15 Steel. Journal of Materials Engineering and Performance, vol. 19, no. 1. pp. 111-115. [ Links ]
Ringer, S.P., Li, W.B. and Easterling, K. E. 1989. On the interaction and pinning of grain boundaries by cubic shaped precipitate particles. Acta Metallurgica, vol. 37, no. 3. pp. 831-841. [ Links ]
Zhao, Y., Shi, J., Cao, W., Wang, M. and Xie, G., 2011. Kinetics of austenite grain growth in medium carbon niobium-bearing steel. Journal of Zhejiang University SCIENCE A, vol. 12. pp. 171-176. [ Links ]
Paper received Aug. 2015
Revised paper received Aug. 2015.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}