










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 n.8 Johannesburg Aug. 2015
http://dx.doi.org/10.17159/2411-9717/2015/V115N8A15
Investigation of factors influencing blending efficiency on circular stockpiles through modelling and simulation
Z. LoubserI; J de KorteII
IPartners in Performance International (previous, 2013 - BHP Billiton Energy Coal South Africa)
IICSIR, South Africa
SYNOPSIS
The aim of a blending stockpile is to minimize the natural variation in properties of a material. Two simulation models were written, for coneshell and chevcon stacking, and used to investigate the influence of different stockpile parameters on blending efficiency. The coneshell model is used to show that blending efficiency is highly sensitive to stacked height, with lower output variances observed for higher capacities. Output variance in both models also decreased when the stacker movement increment was decreased. For chevcon stacking, increasing stacker speed significantly increases the blending efficiencies. Increasing the length of the blending tail also reduces output variation, but this parameter would need to be weighed against the accompanying decrease in buffer capacity.
Keywords: stockpiles, blending efficiency, modelling, simulation, stacking mode
Introduction
Even in the most uniform deposit of materials in nature, material properties will vary. The degree of variation can be measured, and usually resembles a normal distribution. The aim of blending and homogenization operations is to minimize the standard deviation of this normal distribution (De Wet, 1994). In general, the reduction in variation will result in a more efficient and cost-effective downstream process. Cement plants need a precise blend of raw materials to ensure desired kiln performance; boilers used in power generation are optimized for fuels of a constant specification; and even though the separation density in a coal washing plant can be adjusted, a constant product quality cannot be produced from highly variable feed (Denny and Harper, 1962). The process efficiency, product quality, and environmental compliance depend on consistency of characteristics in the material fed (Kumral, 2005).
Many industries involved in minerals processing require a level of raw material homogenization as part of their process. Product homogenization can also be needed if the process yields a product that is not sufficiently uniform (Van der Mooren, 1962). One of the most widely used methods of homogenization is stockpiling.
Homogenization is not the only function of a stockpiling system. Stockpiles act as buffers between two processes, so that either can continue without being constrained by the other. More often than not, the buffering function is the primary economic consideration in stockpile design, so when homogenization options are evaluated only minor adjustments to the existing system can be considered (Robinson, 2004). If a consistently blended feedstock is provided, the following advantages can be expected (De Wet, 1983):
> Stable process operation, resulting in lower operating costs and higher product quality
> The process plant can be optimally sized for a given throughput rate, as the grade of feedstock can be more accurately predicted
> Product yield is higher, therefore raw material consumption (and consequently costs) is lower
> Product quality is controlled within smaller tolerances. This has cumulative advantages, as the product from one process is often used as input to another.
Homogeneous blending on circular stockpiles
Circular blending piles have been used worldwide since the late 1970s, notably in the coal, steel, and cement industries (Gerstel, 1989). On a circular stockpile (Figure 1) the stacker and reclaimer rotate about a central axis in the same direction, with one end being stacked while the other is reclaimed. The operation is therefore continuous, which is why circular stockpiles pose the advantage of not exhibiting the end-cone effect. This effect is observed in linear piles as a high degree of variation in material properties at the ends of the piles caused by an over-representation of the last-stacked material (Robinson, 2004).
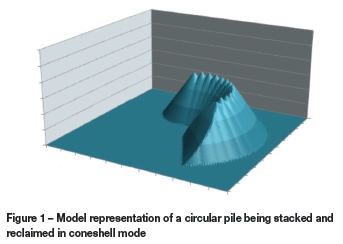
Circular stockpiles are stacked in one of two ways, either in coneshell or chevcon mode. Coneshell stacking is the most common method for storage systems that do not have a homogenization purpose (Wintz, 2011). The stacker starts discharging material at a single point, forming a cone. It then moves incrementally to form successive cones in shells over the first cone. Bond, Coursaux, and Worthington (2000) note that this method should not be used when a high degree of variability is present in the raw material feed.
In chevcon stacking, the stacker travels at almost constant speed back and forth within a preset angle of rotation, continuously discharging material (Figure 2). At the same time, the stacker moves up and down from the top of the existing stockpile to ground level, forming a blending tail. The angle of incline chosen for this motion needs to be the same as, or smaller than, the angle of repose of the material, and the length of the blending tail is determined by homoge-nization requirements (Hurwitz and Ackermann, 1999).
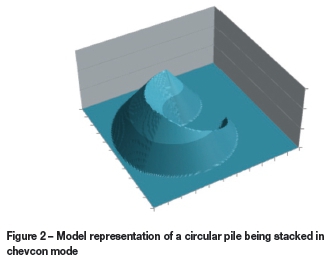
Material is reclaimed by a full-face harrow reclaimer, scraping the cross-section of the pile at an angle approximately equal to the angle of repose of the material. Since the cross-section of the pile will consist of increments from different stacked layers, the discharged material is a blend of the stacked material. Reclaiming using a full-face reclaimer results in the highest homogenization efficiency (SACPS, 2011).
A homogeneously blended stockpile has the same composition throughout, and the properties of any smaller sample of material will apply to the pile as a whole.
Homogenization implies that the fluctuations of a property in the input flow are smoothed in the output, which results in a reduced standard deviation (Cerstel, 1989). The degree of homogeneity can be expressed as the standard deviation of a material property relative to its mean value (Denny and Harper, 1962).
According to Kumral (2006), the efficiency of a blending system is dependent on three factors:
> Stockpiling method. This is the way in which material is placed onto the stockpile by the stacker. The stacker is mostly responsible for homogenization, not the reclaimer (SACPS, 2011)
> Stockpiling parameters. These include the length, width, number of layers stacked, equipment properties of the stacker and reclaimer, and raw material characteristics, among others
> Input variability. The frequency and amplitude of the variation of material properties in the input stream.
A stockpile is successful in homogeneous blending if the instantaneous analysis of reclaimed material closely resembles the average value of the whole pile. This, according to De Wet (1994), will depend on the storage capacity of the bed, the nature of variation in the input material, and the degree of quality control exercised. According to Bond, Coursaux, and Worthington (2000), blending efficiency can be increased by increasing the volume of the stockpile or increasing the stacking speed (i.e. stacking more layers).
Determining blending efficiency
One way of measuring blending or homogenization efficiency is the variance reduction ratio (VRR), where:

In Equation [1], a2outand σ2ηare the output and input variances respectively. Input and output variances should be calculated on the same base, i.e. identical weights or volumes(Kumral, 2006).
De Wet (1994) stated that, subject to certain statistical assumptions, the homogenizing effect of a blending pile can be estimated as:

where S is standard deviation and N is the number of layers the reclaimer cuts into. In the second part of the equation, V is the stacker travel speed in m/min, F is the stockpile cross-sectional area in m2, and Q is the stacking rate in m3/h.
Previous work on stockpile modelling and simulation
Although much work has been done on the simulation of blending (Robinson, 2004; Gerstel, 1989; Hurwitz and Ackermann, 1999; Kumral, 2006; Gerstel, 1979; Pavloudakis and Agioutantis, 2003), it has been focused mostly on linear stockpiles. Modelling is often of a statistical nature, which requires some prior knowledge of the input grade variation. Statistical models are also based on many assumptions, some of which are not applicable to most material-handling applications.
Gerstel (1989) developed a mathematical model, based on statistical approximation, to offer a reasonable estimation of the homogenization that can be obtained by using a circular blending pile if constant stacker feed is assumed. Hurwitz and Ackermann (1999) registered a patent for a bed-blending optimization model that created a database of the grades of materials in the pile and predicted the aggregate output composition of vertical sectors when they are reclaimed. Important stockpile modelling work was done by Robinson (2004), who used statistical and geometrical modelling to predict the expected variation in output properties from different linear stockpile configurations. The model used a matrix of proportions representing the amount of material from a layer that is contained in an inclined reclaimer slice, again assuming constant stacker feed. Kumral (2006) used Robinson's modelling principle to build a stockpile simulator, modelling a stockpile as a set of blocks created by the intersection of reclaimed slices and stacked layers. The simulator is used to build a multiple regression model for optimizing stockpile parameters by minimizing VRR for different scenarios. Pavloudakis and Agioutantis (2003) developed a simulation model that uses properties of stacked material combined with stockpile geometry to predict the output from a linear stockpile. The end-cone sections were ignored, and only the triangular prism-shaped part of the pile was modelled.
No published simulation model could be found that accurately estimates the blending efficiency and output characteristics of a circular stockpile when little is known about the input characteristics. The available literature also lacks a comparison between the blending efficiencies that can be achieved for chevcon and coneshell stacking methods, although this comparison has been investigated repeatedly for linear stacking methods.
Simulation model development
From a perusal of the literature available it is clear that the simulations documented so far used a degree of assumption and approximation in the model development. This will, of course, always be the case in modelling and simulation. Although these approximations are, for the most part, an accurate enough indication, they could be adjusted to better reflect reality. The development of this simulation model aimed to eliminate two important assumptions. Firstly, almost all of the published simulations that were found use a vertical 'slice' to model the action of a full-face reclaimer. In reality the reclaimer is cutting into the stockpile at an angle, therefore the proportions of each stacked layer represented in a reclaimed section will be significantly different from those predicted for a vertical cut. Secondly, most of the simulations assume a constant material flow from the stacker, which is rarely the case in practice. Modelling of the stacked layers can be made more accurate by accommodating variation in the material feed rate.
Stockpile modelling, as discussed in this framework, can be used to predict any additive material property, but in most cases consistent 'grade' of material will be the main driver for plant optimization. 'Grade' can refer to any one of a range of material properties, depending on the material being processed and the downstream application.
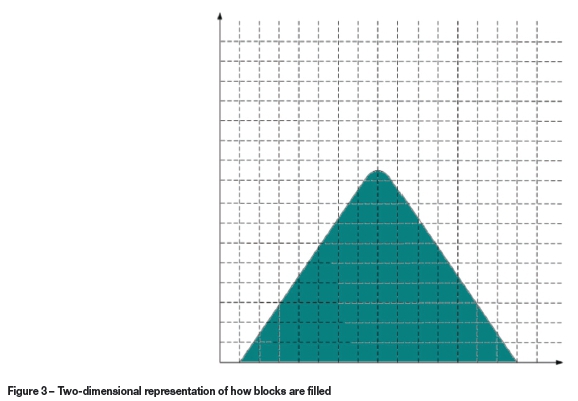
The principle behind the model design is that the entire stockpile volume can be envisioned as being made up of many small blocks. This echoes the ideas of Robinson (2004) and Kumral (2006), but is approached in an entirely different way. Instead of stacking individual blocks of set volume, and reclaiming them in another order to achieve a blend, a Cartesian coordinate system is used to model the placement and properties of each block.
A three-dimensional grid can be drawn; large enough for the entire stockpile to fit inside. The grid corresponds to three Cartesian axes, with the x- and y-axes forming the base of the stockpile and material being stacked upwards in the increasing z-direction. Therefore every block in the grid has an address, which can be represented by using the position of the block in the Cartesian coordinate system.
The grid is divided so that blocks have side lengths of 1 m, thus each block has a volume of 1 m3. This is equal to roughly one ton of material, depending on the material type and bulk density. Since feed rates to stockpiles are in the order of 1000 t/h, it is reasonable to assume minimal variation of grade within each of these blocks. When material is stacked, the blocks fill up according to stockpile geometry, with each block being assigned the grade of the stacked increment. When blocks are later reclaimed, the grades of the blocks in each reclaimed 'slice' are aggregated to generate predictions of grade variation in the stockpile output.
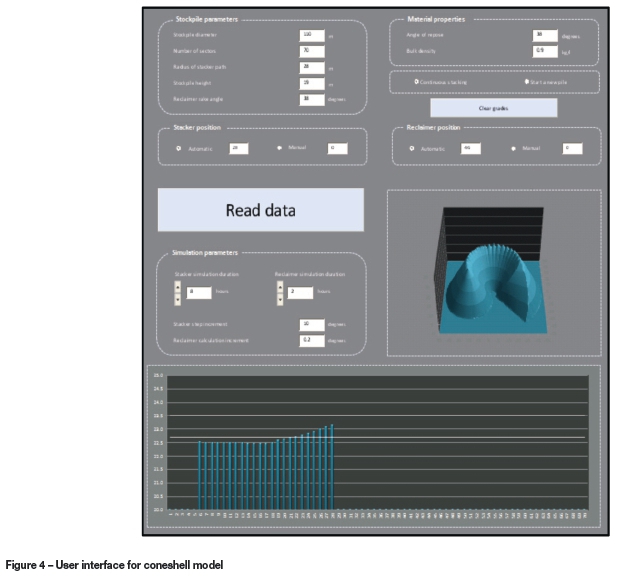
Visual Basic for Applications (VBA) was used to develop two simulation models, one each for circular stockpiles stacked in coneshell and chevcon mode. Sheets are provided for data entry, and a central user interface (Figure 4) controls the simulation parameters.
Model validation
In order to prove the model's validity, its predictions are compared to known outputs. For this purpose data was collected from a South African coal processing facility. The simulation model was used to predict the output grade variation of a stockpile, which was compared to the actual grades recorded. The case study facility uses a circular product stockpile with a live capacity of 45 000 t, and material is sampled before it is stacked and after it is reclaimed, at 2-hour intervals. The data-set included information on tonnage per hour and grade results from samples.
Two different data-sets were used for simulations, each generating hour-on-hour predictions of the stockpile running continuously for 1 month, using stacker feed rates and stacked grades as input. The predictions were then compared to real production data from the given month, recorded by the reclaimer sampler. The validation process indicated that the simulation models provide reasonably accurate predictions of grade variation in the stockpile output. Despite challenges to validation, such as missing data and output contamination, the predicted values fell within 5% of the recorded grades. The models were deemed suitable to be used for comparison of stockpile parameters in the interest of increasing blending efficiency.
A detailed description of the model development and validation is provided in the unpublished thesis preceding this paper (Loubser, 2012).
Simulations performed
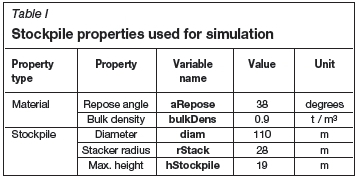
Once it is confirmed that the simulation model offers a reasonable approximation of reality, the model can be used to evaluate the influence of some operational parameters on the blending performance of the stockpile. This is a useful function of a simulation model; the effect of changes can be investigated without actual implementation, and potential negative outcomes can be avoided. Users can therefore optimize their process through risk-free experimentation. Table I details properties of the stockpile used in the simulations to follow.
The starting condition for each simulation was an empty stockpile with no material present.
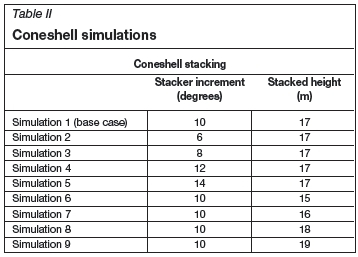
For the coneshell model two variables were chosen for the purpose of investigation. The increment that the stacker moves between successive cones can be varied and could possibly influence the efficiency of blending. The variation of blending efficiency with changes in stacked height was also investigated. Table II shows the list of coneshell simulations performed.
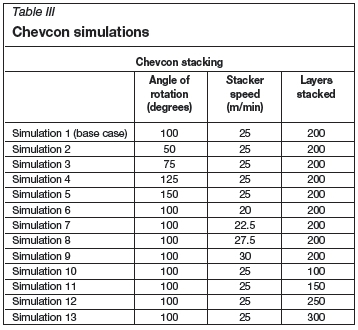
The influences of three variables were investigated for the chevcon model. These were the length of the blending tail (i.e. the angle of stacker rotation), the stacker movement speed, and the number of incremental layers contacted by the reclaimer when cutting into the stockpile cross-section. When the number of layers is increased, the increment that the stacker moves between consecutive layers is decreased. Therefore varying this parameter can also be seen as varying the stacker step increment. Details of the experimental simulations performed on the chevcon model are shown in Table III.
Once all simulations are complete, the results are compared on the basis of blending efficiency (VRR) in order to assess the influence of each variable. The results obtained for the chevcon and coneshell methods are also compared in order to quantify the difference in potential blending efficiency achieved by using either method.
Simulation results
Findings from the simulation results are discussed in this section, and further related to work by other authors in the conclusions.
Coneshell model
As noted in the previous section, two parameters were evaluated in the coneshell stacking model.
Figure 5 shows how the VRR varies in relation to the stacker movement increment. As the distance the stacker moves between cones is increased, the VRR can be seen to increase almost linearly. This is an expected result, as smaller increments between cones is analogous to more layers being stacked in any given space, which would result in better blending efficiency. The increment between cones should thus be minimized as far as possible. Another important result from Figure 5 is that as the stacker increment tends to zero, the VRR tends to 0.25, implying a minimum achievable VRR.
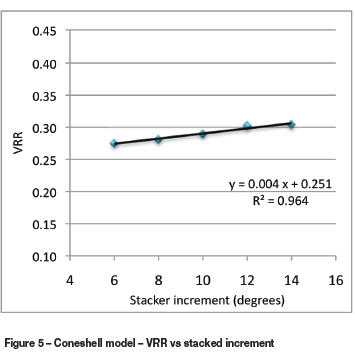
Figure 6 shows how VRR varies with stacked height. Although the data points resemble a straight line, a linear relationship is not possible. If VRR were to decrease linearly with an increase in stacked height, at a point before 25 m stacked height the line would cross the x-axis, implying zero variance. Since completely consistent output from a blending pile is not practically achievable, it makes more sense to approximate the relationship between VRR and stacked height as an exponential function.
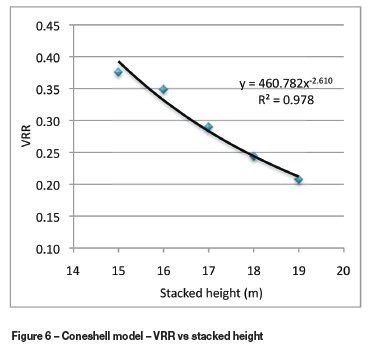
An increase in maximum stacked height of an existing pile will rarely be possible, since the diameter of the stockpile would have to increase accordingly. Insights about the influence of pile capacity on blending efficiency can, however, be useful when weighing the advantages of different stockpile designs.
Variation in output grades as generated by the coneshell model has proven to be highly dependent on stacked height, with only a slight dependence on changes in the stacker movement increment.
Chevcon stacking
The influence of three different variables on the expected output variance from the chevcon model was investigated. The results are displayed and discussed below.
Gerstel (1989) stated that in order for sufficient blending to take place on a chevcon-stacked circular blending pile, the tail length had to be at least four times the horizontal length of the reclaimer harrow, i.e. the horizontal distance between points A and B in Figure 7.
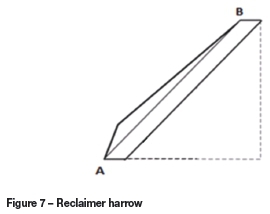
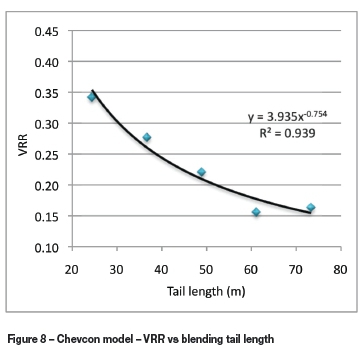
Figure 8 demonstrates how output variance decreases with increasing blending tail length. The relationship between VRR and tail length can also be approximated as an exponential function. According to Gerstel's rule of thumb, the blending tail for the stockpile in question would need to be at least 87 m, but Figure 8 would suggest that increasing the blending tail beyond 60 m would not yield a significant further decrease in variance. When evaluating this parameter one must also keep in mind that increasing the size of the blending section decreases the stockpile storage capacity. Incremental improvements in grade consistency must thus be weighed against buffering needs.
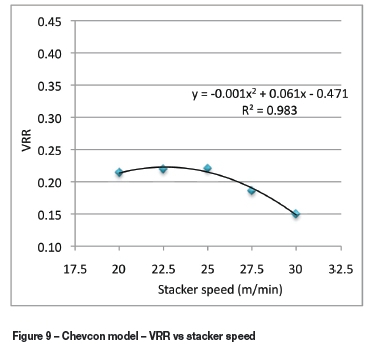
From the work of Bond, Coursaux, and Worthington, (2000), an increase in stacker speed is expected to yield a decrease in output variance, as faster stacker movement means that material from each time increment is stacked into more layers. Figure 9 shows that when VRR is plotted as a function of stacker speed, the data can be fitted to a parabolic curve. Although this would imply that values of stacker speed exist for which variance equals zero, which has been established as a practical impossibility, the parabolic shape seems a viable result for this section of the graph. The curve suggests that for low stacker speeds there is little difference in the resultant variance, but there exists a critical speed after which variance decreases dramatically. From this result it can be concluded that, as far as is practically viable, stacker speed should be maximized if a consistent output grade is desired.
The number of chevcon layers that contact the reclaimer face was related to the stacker step increment as shown in Equation [3].

The number of layers was used to specify the simulation parameters, but was exchanged for step increment in discussion of the results, as this is a more relatable parameter.
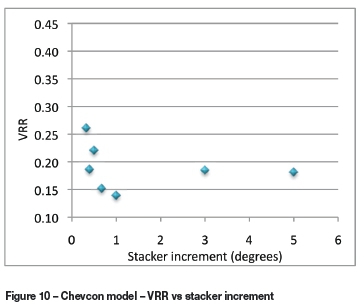
Figure 10 shows how VRR changes with increasing stacker movement increment between successive chevcon layers being stacked. The graph does not seem to follow a recognizable form, but some conclusions can be drawn. It appears that for very low values of the stacker increment (smaller than one degree) the model delivers inaccurate results. This could be because the layer increment is not sufficiently large in comparison to the calculation increments used by the modelled stacker and reclaimer, which would indicate that some of the approximations used are insufficient. These inaccuracies induce false variance in the results. A solution to the problem would be to use smaller calculation increments to model the behaviour of the stockpile for very small values of stacker increment. For values of stacker increment greater than or equal to one degree, the relationship to VRR has a more expected form: variance is reduced if smaller increments of stacker movement are used (as concluded for the coneshell model). For this situation it appears that the optimal value of stacker increment is one degree, but the result would need to be investigated further by running the model on a PC with more processing power.
A reduction in variation of output grades from the simulated chevcon stockpile has proven to be highly dependent on the stacker speed. Although increasing the blending tail length would increase blending efficiency, significant changes would be seen only in the lower ranges of tail length, i.e. there exists a limit after which negligible additional benefit will be seen from an increase in tail length. Unfortunately, no conclusions could be made about the level of dependence of the chevcon model on stacker movement increment.
Coneshell vs chevcon stacking
In order to compare the output variance generated by the coneshell and chevcon methods for the same input, one additional simulation was run for each model. These simulations used the optimal values of each of the parameters as identified in the first part of this section. For the coneshell model, a stacker movement increment of six degrees was combined with a stacked height of 19 m. In the chevcon simulation, the stacker rotated about an angle of 150 degrees for every layer, stacking speed was set to 30 m/min, and a stacker increment of one degree was used. The results are shown in Table IV.
For the coneshell model a VRR of 0.232 is obtained. This is not significantly lower than most of the other coneshell stacking results, which seems to imply that variation of the stockpile parameters has a limited influence on the blending efficiency for a stacker in coneshell mode. The result leads to the conclusion that, for the stockpile used in simulations, VRRs of less than 0.2 are unlikely to be achieved while stacking in coneshell mode. For the chevcon stacking mode, however, a large reduction in variance is obtained by optimizing the stacker parameters. The very low output variance indicates that, for the right stockpile configuration, near-perfect blending can be achieved by stacking in the chevcon mode. The result will, of course, be subject to induced variances, like that caused by sampling (Robinson, 2004).
From the results discussed, chevcon stacking has proven to deliver much better consistency in the output grades reclaimed from a circular stockpile. As reported by Bond, Coursaux, and Worthington, (2000) and Wintz (2011), coneshell stacking is best reserved for when homogenization is not an important requirement.
Conclusions
Simulation models have been developed for coneshell and chevcon stacking, and used to investigate the sensitivity of blending efficiency on circular stockpiles to various input parameters. It was found that for coneshell stacking, a smaller increment between stacked cones will result in lower output variance, with a close to linear relationship being observed. The results also suggested that a minimum output variance exists, which corresponds to a VRR of approximately 0.25 for the range of parameters investigated. The influence of stacked height on blending efficiency was also evaluated for the coneshell stacking model. It was found that in order to minimize output variance the stacked height must be maximized. The impact of this operating variable will be limited, as the stacking height of an existing stockpile cannot be arbitrarily increased. In order to increase stockpile height, a new stockpile must be designed. Both of these results confirm findings from the literature. Denny and Harper (1962), De Wet (1983, 1994), and Petersen (2004) all noted that increased blending efficiency can be obtained by stacking more layers or increasing the stockpile capacity. Stacking more layers in coneshell mode is analogous to decreasing the distance between cones, while an increase in stacked height would result in an increase in stockpile capacity.
For a chevcon-stacked pile a decrease in output variance is observed for longer blending tails. The results suggest, however, that beyond a blending tail angle of about 125 degrees no significant decrease in VRR will be obtained. It is important to weigh the increased blending efficiency against the decrease in available stockpile volume when considering this factor. A rotation angle of 125 degrees means that more than a third of the stockpile volume will not be available as buffer capacity. Simulation results for varying stacker speeds indicate that there exists a critical speed of about 25 m/min for the simulated stockpile, above which a large reduction in output variance can be achieved. Therefore the stacker speed should be maximized as far as is practical. The last parameter that was evaluated is the increment that the stacker moves between chevcon layers. For very small values of the movement increment, smaller than 1 degree, the model proves to be inaccurate. This could be because the layer increment is not sufficiently large in relation to the calculation increments used by the stacker and reclaimer, which means that some of the approximations used would prove to be insufficient. For movement increments greater than 1 degree, an increase in layer increment results in an increase in output variance.
In order to compare the output variance generated by the coneshell and chevcon stacking methods for the same input, additional simulations were run for each model. The simulations used optimal values of stockpile parameters as identified in the sensitivity analysis. It was found that for coneshell stacking, optimization of the input parameters yields little improvement in blending efficiency, as the reduction in output variation that can be obtained is limited. It was concluded that, for the stockpile simulated, VRRs of less than 0.2 would unlikely be achieved while stacking in coneshell mode. This is an expected result, as Bond, Coursaux, and Worthington, (2000), Erasmus (2001), and Wintz (2011) all report high output variation for the coneshell stacking mode, and deem it unsuitable for applications requiring high blending efficiency. The output variance generated by the chevcon model was half of that achieved with coneshell stacking, a VRR of less than 0.1, proving that the investment in chevcon stacking infrastructure is one that every production facility seeking improvement in output grade consistency should consider. This also confirms Bond's approximation of a 10:1 reduction in variance for a stockpile stacked in chevcon mode and reclaimed with a full-face reclaimer (Bond, Coursaux, and Worthington, 2000).
References
Bond, J.E., Coursaux, R., and Worthington, R.L. 2000. Blending systems and control technologies for cement raw materials. Industry Applications Magazine, vol. 6, no. 6. pp. 49-59. [ Links ]
De Wet, N. 1983. Homogenizing/blending plant applications in South Africa with special reference to Gencor's Hlobane and Optimum plants. Bulk Solids Handling, vol. 3, no. 1. pp. 49-59. [ Links ]
DE WET, N. 1994. Homogenizing/blending in South Africa - an update. Bulk Solids Handling, vol. 14, no. 1. p. 93. [ Links ]
Denny, R.J. and Harper, W.G. 1962. The homogenisation of raw coal. Fourth International Coal Preparation Congress, Harrogate, uK, 28 May-1 June 1962. [ Links ]
Erasmus, J.H. 2001. Bulk raw materials storage selection. Beltcon. South African Institute of Materials Handling. [ Links ]
Gerstel, A.W. 1979. The homogenisation of bulk material in blending piles. Unpublished thesis, Delft University of Technology, The Netherlands. [ Links ]
Gerstel, A.W. 1989. Blending in continuous piles. Bulk Solids Handling, vol. 9, no. 4. p. 413. [ Links ]
Hurwitz, M.J. and Ackermann, R.E. 1999. Real-Time Optimization for Mix Beds. European patent EPo943565 A3. Gamma-Metrics [ Links ]
Kumral, M. 2005. Quadratic programming for the multivariable pre-homogenization and blending problem. Journal of the South African Institute of Mining and Metallurgy, vol. 105, no. 5. pp. 317-322. [ Links ]
Kumral, M. 2006. Bed blending design incorporating multiple regression modelling and genetic algorithms. Journal of the South African Institute of Mining and Metallurgy, vol. 106, no. 3. pp. 229-236. [ Links ]
Loubser, Z. 2012. A decision support tool for circular stockpile management using simulation. Unpublished thesis. Stellenbosch University, Stellenbosch, South Africa. [ Links ]
Pavloudakis, F.F. and Agioutantis, Z. 2003. Simulation of bulk solids blending in longitudinal stockpiles. International Journal of Surface Mining, Reclamation and Environment, vol. 17, no. 2. pp. 98-112. [ Links ]
Petersen, I.F. 2004. Blending in circular and longitudinal mixing piles. Chemometrics and Intelligent Laboratory Systems, vol. 74, no. 1. pp. 135-141. [ Links ]
Robinson, G.K. 2004. How much would a blending stockpile reduce variation? Chemometrics and Intelligent Laboratory Systems, vol. 74, no. 1. pp. 121-133. [ Links ]
SACPS. 2011. Materials handling. Coal preparation in South Africa. England, T., Hand, P.E., Michael, D.C., Falcon, L.M., and Yell, A.D.(eds.). South African Coal Processing Society, Pietermaritzburg. [ Links ]
Van der Mooren, A.L. 1962. The homogenisation of streams of coal. Fourth International Coal Preparation Congress, Harrogate, uK, 28 May-1 June 1962. [ Links ]
Wintz, S. 2011. Bed storage and blending applied to gypsum. Global Gypsum. http:// http://www.globalgypsum.com/magazine/articles/432-bed-storage-and-blending-applied-to-gypsum. [ Links ]
Paper received Jan. 2015
Revised paper received Apr. 2015


{kind=link}