










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versão On-line ISSN 2411-9717
versão impressa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 no.8 Johannesburg Ago. 2015
http://dx.doi.org/10.17159/2411-9717/2015/V115N8A13
Influence of medium particle size on the separation performance of an air dense medium fluidized bed separator for coal cleaning
S. MohantaI; B.C. MeikapII, III
IDepartment of Chemical Engineering, Indira Gandhi Institute of Technology, Sarang, India
IIDepartment of Chemical Engineering, Indian Institute of Technology, Kharagpur, India
IIISchool of Chemical Engineering, University of KwaZulu-Natal, Durban, South Africa
SYNOPSIS
Dry beneficiation of coal by air dense medium fluidized bed is an emerging trend. It is widely believed that the particle size of the medium has a significant effect on the separation efficiency. This investigation demonstrates that medium particle size has a major effect on separation efficiency. Experimental results show that different size fractions of the same feed respond differently to the same size fraction of medium solids. Furthermore, a particular size fraction of feed coal responds differently with different size fractions of medium solids. The Ep values and overall metallurgical performance parameters, obtained from experimental results, clearly indicate the superior performance of an air dense medium fluidized bed separator when using -150+106 μηι magnetite powder as the fluidizing medium. These observations reinforce the importance of sizing the medium particle size for the air dense medium fluidized bed.
Keywords: coal beneficiation, air dense medium fluidized bed, separation efficiency, partition curve
Introduction
In an air dense medium fluidized bed (ADMFB), a fluidizing bed of a particular density is created by suspending solid particles in an upward air flow. A feed containing coal particles of different densities is introduced into this fluidizing bed. The particles with relative density less than the bed density float on the top of the bed, while particles denser than the bed density sink through it. Since there is a general correlation between ash content and density of coal particles, it is possible to remove ash-forming impurities from a raw coal to the required level by regulating the density of the fluidizing bed. Recently, the ADMFB process has received significant attention world-wide for its specific advantages of low operating cost and less restrictive for small capacities (Luo and Chen, 2001; Houwelingen and de Jong, 2004; Dwari and Hanumantha Rao, 2007; Sahu et al., 2009; Mohanta et al., 2012). This process is not recognized as a well-established industrial practice because of the availability of efficient wet processing technology. However, with the revival of interest in dry beneficiation of coal in general, and ADMFB in particular, there is a concerted effort to improve the efficiency of the ADMFB process, and successive improvements have made the process a competitive and viable option for beneficiating coal.
It is widely believed that efficient benefi-ciation of coal in an ADMFB separator can be achieved only if the fluidized bed is a microbubble fluidized bed with a uniform and stable density, as well as with minimal back-mixing of the medium solids (Akiyama and Yoshikawa, 1999). However, several researchers (Yasui and Johanson, 1958; Baumgarten and Pigford, 1960; Rowe and Stapleton, 1961) have claimed that the bubble size increases with increased medium particle size, and that the formation of microbubbles in beds of large particles is difficult. On the other hand, uniform and stable fluidization of smaller particles is difficult because the interparticle forces are greater than the force that the fluid can exert on the particles. It is also realized that the size of the fluidizing medium plays an important role in the separation performance of an ADMFB separator. Therefore, in order to improve the separation efficiency, accurate determination of the appropriate size range of medium particles is of paramount importance.
Many researchers have studied the kinetics of the fluidization process and used different size ranges of magnetite powder; however, most of them (Luo and Chen, 2001; He et al., 2002; Choung et al., 2006; Zhao et al., 2010) suggest that the size range of 150 to 300 μηι is the most suitable for efficient beneficiation of coal by overlooking the size of coal to be processed. In actual practice, the mixing of medium solids in an ADMFB is caused by the disturbance created by the air bubbles passing through the bed. Moreover, the rate of growth of disturbance depends primarily on the size of the fluidizing medium solids. Therefore, to improve the separation efficiency, the use of medium or small size particles would be beneficial as it allows for a low superficial air velocity that is sufficient to minimize back-mixing of the medium solids. However, reducing the size of the medium solids increases the viscosity of the bed, thus restricting the separation of the coal particles. Furthermore, during benefi-ciation fine coal particles are accumulated in the bed and alter the fluidization behaviour of the magnetite particles.
Thus, during the beneficiation of coal, the appropriate size range of medium particles is required in conjunction with optimum superficial gas velocity to achieve full separation efficiency. This investigation aims to demonstrate that to improve the separation efficiency of an ADMFB in general, a distinct size fraction of medium is needed so that an ideal superficial gas velocity can be established. An ideal superficial gas velocity should be sufficient to create a stable pseudo-fluid medium bed, while low enough to avoid back-mixing.
Experimental
A schematic representation of the fluidized bed used in this study is shown in Figure 1. The fluidizing vessel is a Perspex vertical cylindrical column with 15 cm inside diameter and 150 cm height. A conical chamber 42 cm in height, situated at the bottom of the vessel and connected to an air inlet pipe, acts to create a uniform distribution of air throughout the entire cross-section of the fluidizing column. To prevent a direct air jet impinging onto the distributor and to ensure uniform fluidization, a dissipative structure is built onto the inlet air pipe. To generate the microbubbles, multiple layers of filter cloth with an aperture size of 3-5 μιη and 4.9% air permeability, supported on a wire mesh, are used as the distributor plate. A ruler is fixed along the length of the column to measure the fluidized bed height. A series of manometers are connected at different heights around the fluidization column to measure the pressure drop across the bed and to check the uniformity and stability of the bed. A bag filter is connected at the top of the fluidization column to collect the entrained dust particles from the outlet air.
The magnetite powder used in this investigation was prepared from a sample obtained from Bakla mines of Odisha, India. The particle size was reduced by a Blake jaw crusher, followed by roll crushing and ball milling. After size reduction, the magnetite was separated from nonmagnetic impurities using a hand magnet. The material was then screened to different size fractions and the particle size distribution of each fraction determined by Malvern particle size analyser (Model 2000E).
The fluidization characteristics of magnetite powder depend mostly on its size and size distribution. In general, fine magnetite particles tend to clump and agglomerate if their moisture content is above 4%. Moreover, the fine particles in a wide size distribution can be fluidized with a wide range of gas flow rates. On the other hand, beds of larger magnetite particles fluidize poorly, with bumping, spouting, and slugging. Therefore, magnetite particles of a particular size with narrow size distribution are required in an ADMFB for coal beneficiation. For a uniform and stable fluidized bed, the acceptable magnetite particle size range is selected from a Geldart fluidization classification. In order to achieve an effective separation, the magnetite particles and coal particles should be of different Geldart groups, and the magnetite particles need to be more readily fluidized than the coal particles.
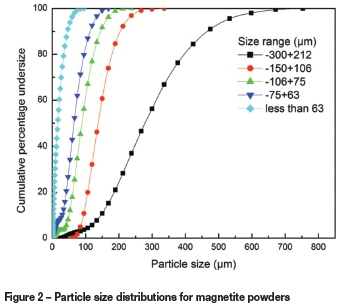
The effect of medium size on separation performance of the ADMFB separator was studied by considering five different size fractions of magnetite particles: -300+212, -150+106, -106+75, -75+63, and -63.0 μm. The size distributions of these fractions are shown in Figure 2. Two different size fractions of coal (-50+25 and-25+13 mm) obtained from Jagannath opencast mines of Odisha, India were considered for this investigation. To ascertain the correct magnetite size, coal samples with different characteristics were tested with the selected magnetite size.
All the experiments were conducted at room temperature. The magnetite particles were loaded on the air distributor to a height of 22 cm. Compressed air was supplied to the ADMFB column to fluidize the magnetite powder, and the air flow rate was adjusted to maintain the required bed height to achieve the desired bed density for separation. The air flow rate through the air distributor and the supplied air pressure were kept constant at 3.5 χ 10-3m3/s and 49 kPa, respectively. About fifteen minutes was allowed for the fluidized bed to stabilize. A weighted amount of feed coal was then slowly introduced into the top surface of the fluidized bed. After stratification for 30 seconds, the inlet air supply was suddenly shut off so that all the stratified/segregated particles were retained in their original position in the defluidized bed. The mixture of medium particles and coal particles in the separator was carefully collected into two fractions, from the top to the bottom, as product and reject respectively.
The coal particles from each test were separated from the medium particles by screening and subjected to float-sink analysis using a range of equally spaced density intervals from 1.2 to 2.0. Ultimate analysis of the coal in each density class was conducted by the recommended procedure IS: 1350 (Part I) (Bureau of Indian Standards, 1984). The yield of clean coal was determined by direct mass measurement. The float-sink data obtained from the clean coal and the reject samples were used to compute the so-called 'reconstituted feed'. The reconstituted feed reflects the washability analysis of the coal fed into the ADMFB unit.
Results and discussion
Both the collected coal samples were washed separately in the ADMFB using five different sizes of magnetite powder as fluidizing medium. As expected, the misplacement of low-density clean coal in high-density reject coal increases as the medium particle size decreases. More importantly, when the fluidizing bed consisted of -300+212 μm size magnetite powder, all the coal particles remained at the top surface of the fluidized bed, whereas with -63 μm size magnetite powder all the coal particles remained at the bottom surface of the bed. It is clear from the ADMFB separation test that a lower superficial gas velocity is required to fluidize the finer sized medium particles. At such a lower gas velocity, the upward drag of the rising gas bubbles is not sufficient to sweep the descending light coal particles back to the top surface of the bed. Therefore, the lighter clean coal particles descend into the bed and fall to the bottom, remaining there together with the heavy coal particles. The situation is quite the opposite for the -300+212 μm medium particles. The required higher superficial gas velocity exerts a lifting effort great enough to push the heavy coal particles towards the top of the bed, thus all the coal particles remain at the top surface of the bed.
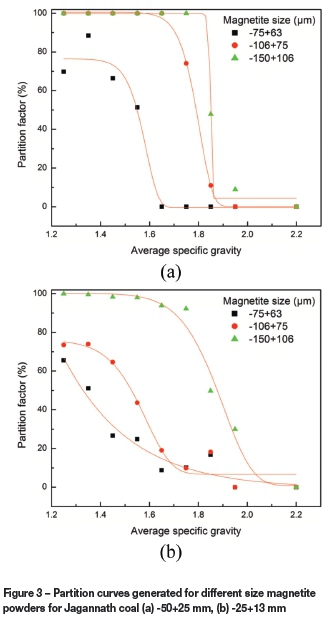
It is also expected that different size fractions of the same feed coal will respond differently to a particular size fraction of medium solids, which may affect the separation efficiency of the ADMFB. To study this aspect, partition curves were generated separately from the test results for both size fractions of feed coal. Figure 3 shows that the same size fraction of feed coal responds differently to different size fractions of medium solids. Also, the different size fractions of a given feed respond differently with the same size fraction of medium solids. The Ecart Probable Moyen (Ep) (Mohanta et al., 2011) values of -50+25 mm size coal for -75+63, -106+75, and -150+106 μm size medium solids are calculated as 0.09, 0.04, and 0.01, respectively. Similarly, the calculated Epvalues of -25+13 mm size coal for -106+75 and -150+106 μm size medium solids are 0.17 and 0.08, respectively. The lower the Ep value, the nearer to vertical is the partition curve between 25% and 75% and the more efficient the separation. It can be clearly seen from Figure 3, as well as from the Ep values, that magnetite particles in the size range -150+106 μm are the most suitable for beneficiation of both -50+25 and -25+13 mm size coals. However, for the same size fraction of medium solid the misplacement of clean coal in reject coal is greater for smaller size fraction coals. The apparent discrepancy is attributed to multibody interactions between bed particles and feed materials and to instability of the medium created by disturbing bubbles. Such disturbances are more severe in case of very fine medium solids.
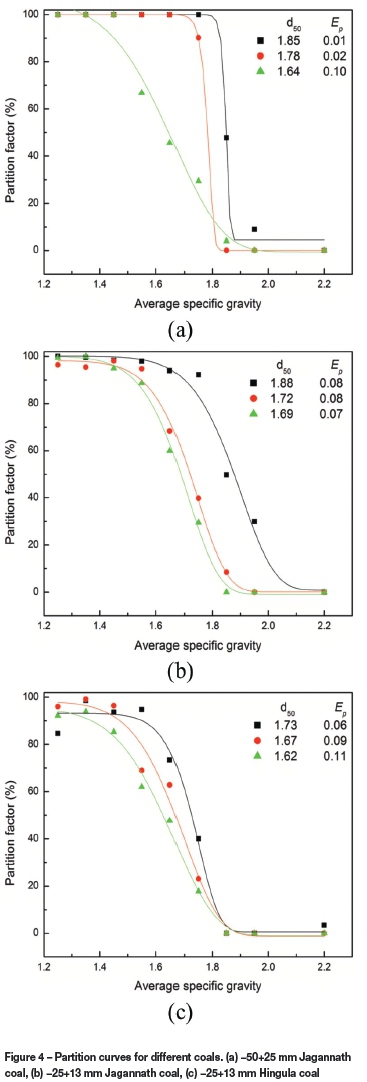
To ascertain the correct size range of medium solids, -50+25, and -25+13 mm size Jagannath coal and -25+13 mm size Hingula coal were washed in an ADMFB separator using -150+106 μm size magnetite powder as the medium solid. Fluidized beds of different densities were formed by mixing -150+106 μm magnetite powder and -300+212 μm coal powder in different proportions and maintaining appropriate experimental conditions. All the coals were washed at different bed densities, and the partition curves and separation efficiencies were calculated from the test results.
Figure 4 shows the partition curves generated for the three coal samples. It can be seen that excellent separation performance is achieved with the -150+106 μm size magnetite powder, and the misplacements of the clean and reject coals are minimal. Also, the separation performance at lower specific gravity of separation/cut-point (d50= 1.62) is quite satisfactory, with an Epvalue of 0.11. To assess the basic shape compatibility, it is important to compute and display the partition curve over a range extending well beyond both the upper and lower limits of the specific gravity of separation. Furthermore, sometimes even a small specific gravity error will cause a large equivalent partition error when the partition curve is very steep, as in the case of the partition curve for -50+25 mm size coal (Figure 4a). Therefore, to encompass a broad spectrum of distribution curves generated at different specific gravities of separation and to facilitate comparison between them, generalized partition curves are generated (Figure 5). A conventional partition curve can be obtained from this generalized curve simply by multiplying the reduced specific gravity (the abscissa) by the specific gravity of separation. An equation of the following form provides an extremely good fit for the generated generalized distribution curve data and may be used for simulation programs.
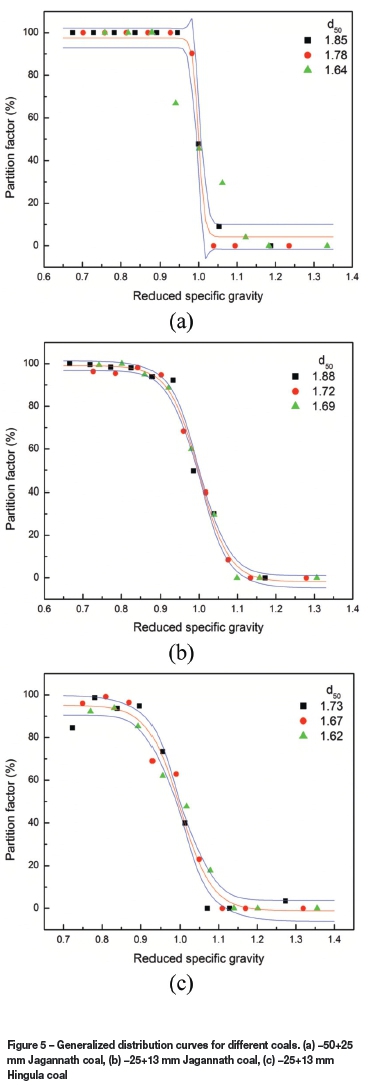

where y is the percentage distribution of clean coal corresponding to x; x is the normalized specific gravity; a, b, and c are parameters in the function. Parameters b and c are the low and high specific gravity limits of the partition function respectively, the parameter a is very closely related to sharpness of separation. Furthermore, 95% confidence limits are placed on the equation parameters, which gives an indication of the error involved in estimating them.
To compare the different medium size fractions, different metallurgical performance parameters are calculated for each size fraction of coal (Table I). The performance parameters can be defined as
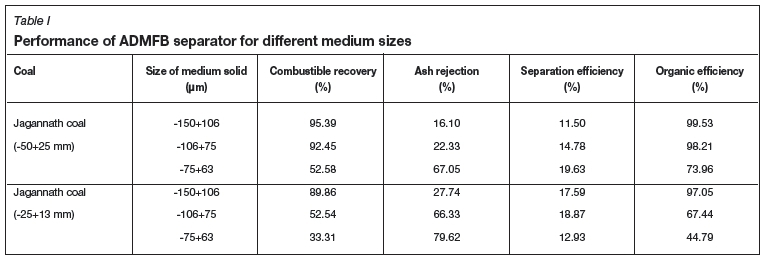

where Ycis the clean coal yield (%), and Acand Af are ash contents (%) of clean coal and feed, respectively.
The tabulated organic efficiency values indicate that the misplacement of the clean coal and the reject coal is minimum while using -150+106 μm size magnetite powder as fluidizing medium. The values of combustible recovery are quite high for this medium size, but the separation efficiency is significantly low due to the higher yield and thus lower ash rejection. The overall metallurgical performance parameters point towards the superior performance of the ADMFB separator while using -150+106 μm size magnetite powder as fluidizing medium.
Conclusions
In this study the effect of size of the fluidizing medium solid on the separator performance of an ADMFB was investigated, and an attempt made to determine the optimum size range over which the separator can operate satisfactorily. The results clearly show that different size fractions of the same feed coal respond differently with the same size fraction of medium solid and vice versa.The misplacement of low-density clean coal in high-density reject coal increases as the medium particle size decreases, thus reducing the separation performance. On consideration of the Ep values and different metallurgical performance parameters, -150+106 μm size magnetite powder is found to be the most suitable for washing of coal in the size range of -50+13 mm. However, it is important to note that this best medium size is subject to the particular design of the distributor plate.
It appears that the air dense medium fluidized bed method is not suitable for beneficiation of coal of -13+1 mm size, since the separation efficiency decreases sharply at coal particle sizes less than 13 mm and the process become uneconomical. Wet separators such as dense medium cyclones and water-only cyclones are more effective and economical over this smaller size range.
The design of a continuous air dense medium fluidized bed of rectangular cross-section with 1500 mm length, 1200 mm height, and 108 mm width with 600 kg/h capacity is currently in progress, and we have applied for funding for a pilot plant study.
References
Akiyama, T. and Yoshikawa, T. 1999. Effects of vessel material on the air pressure distribution within vibrating particle beds. Powder Technology, vol. 103. pp. 139-144. [ Links ]
Baumgarten, P.K. and Pigford, R.L. 1960. Density fluctuations in fluidized beds. AIChE Journal, vol. 6. pp. 115-123. [ Links ]
Bureau of Indian Standards. 1984. IS: 1350, (Part I). Methods of test for coal and coke (reaffirmed 2001). New Delhi. [ Links ]
Choung, J., Mak, C., and Xu, Z. 2006. Fine coal beneficiation using an air dense medium fluidized bed. Coal Preparation, vol. 26. pp. 1-15. [ Links ]
Dwari, R.K. and Hanumantha Rao K. 2007. Dry beneficiation of coal - A review. Mineral Processing and Extractive Metallurgy Review, vol. 28. pp. 177-234. [ Links ]
He, Y., Zhao,Y., Chen, Q., Luo, Z., and Yang, Y. 2002. Develoμment of the density distribution model in a gas-solid phase fluidized bed for dry coal separation. Journal of the South African Institute of Mining and Metallurgy, vol. 102, no. 7. pp. 429-434. [ Links ]
Houwelingen, J.A. and van and de Jong, T.P.R. 2004. Dry cleaning of coal: review, fundamentals and opportunities. Geologica Belgica, vol. 7. pp. 335-343. [ Links ]
Luo, Z. and Chen, Q. 2001. Dry beneficiation technology of coal with an air dense-medium fluidized bed. International Journal of Mineral Processing, vol. 63. pp. 167-175. [ Links ]
Mohanta, S., Daram, A.B., Chakraborty, S., and Meikap, B.C. 2012. Applicability of the air dense medium fluidized bed separator for cleaning of high-ash Indian thermal coals: an experimental study. South African Journal of Chemical Engineering, vol. 16. pp. 50-62. [ Links ]
Mohanta, S., Chakraborty, S., and Meikap, B.C. 2011. Influence of coal feed size on the performance of air dense medium fluidized bed separator used for coal beneficiation. Industrial and Engineering Chemistry Research, vol. 50. pp. 10865-10871. [ Links ]
Rowe, P.N. and Stapleton, W.M. 1961. The behaviour of 12-inch diameter gas fluidized beds. Transactions of the Institution of Chemical Engineers, vol. 39. pp. 181-187. [ Links ]
Sahu, A.K., Biswal, S.K., and Parida, A. 2009. Develoμment of air dense medium fluidized bed technology for dry beneficiation of coal - a review. International Journal of Coal Preparation and Utilization, vol. 29. pp. 216-241. [ Links ]
Yasui, G. and Johanson, L. N. 1958. Characteristics of gas pockets in fluidized beds. AIChE Journal, vol. 4. pp. 445-452. [ Links ]
Zhao, Y., Tang, L., Luo, Z., Liang, C., Xing, H., Wu, W., and Duan, C. 2010. Experimental and numerical simulation studies of the fluidization characteristics of a separating gas-solid fluidized bed. Fuel Processing Technology, vol. 91. pp. 1819-1825. [ Links ]
Paper received Aug. 2014
Revised paper received Oct. 2014


{kind=link}