










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versão On-line ISSN 2411-9717
versão impressa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 no.8 Johannesburg Ago. 2015
http://dx.doi.org/10.17159/2411-9717/2015/V115N8A3
Reconciliation along the mining value chain
A.S. Macfarlane
Tomahee Consulting
SYNOPSIS
Metal accounting and reconciliation is an increasingly important governance issue in all mining operations, in that it is required, from a risk management perspective, that the company is in control of its product throughout the whole mining value chain. Reconciliation is a grossly misunderstood term. It means different things to different people, and therefore one of the purposes of this paper is to ensure a holistic and integrated understanding of 'reconciliation'. Previously, where reconciliation was done, it was often for internal control purposes and loosely applied, sometimes with a low degree of confidence and understanding of the underlying parameters and their natural variability. In most mining operations, issues such as dilution, stope performance, and recovery are critical to profitability and long-term value, and thus understanding and control of these key value drivers is essential, not only from the governance perspective, but also from the perspective of maximizing shareholder returns. In order to implement a system for metal accounting and reconciliation, it is important that the cause and effect of these value drivers is understood, and that a systematic control system be established. While a number of off-the-shelf solutions exist for this work, it is the contention of this paper that a full understanding of the metal flow, its variability, its underlying loss potential, and its control points is necessary before a systematic approach to reconciliation can be undertaken. The paper also advocates that this approach should ensure that the reconciliation system clearly addresses the reconciliation needs, within a consistent framework. Such a framework has been developed by AMIRA, in terms of a metal accounting code. However, up until now, this code has been aimed at plant processes, whereas this paper shows how the concept can be extended to cover the full reconciliation requirements for a base metal mine.
Keywords: metal accounting, reconciliation, AMIRA, grade control
Introduction
Reconciliation is defined as 'the process of finding a way to make two different ideas, facts, etc., exist or be true at the same time'. In terms of a mining process, this refers to the comparison of measures and estimates along the value chain, and at different points in time, in order to track and optimize metal recovery.
This leads to the notion of having a system in place for accounting for the metal. The University of Cape Town defines metal accounting as the estimation of (saleable) metal in a mine and subsequent process streams over a defined time period. Comparisons of estimates, from different sources over a specific time period, are called reconciliation.'
Traditionally, metal accounting has consisted of geological reconciliations of mineral resource to mineral reserve conversion, mine planning reconciliation related to the reconciliation of long-term plans to short-term plans, grade control reconciliation of head grades to sampled or block grades, and mine survey reconciliation of tonnage discrepancies and mine call factors. In addition, metallurgical reconciliation has tended to be based on metal balancing, followed by some commercial metal accounting that links dispatched product to sales quality, quantities, and revenues. Miners disparagingly refer to this plant process as 'millmatics'.
These reconciliations are all done for the particular departmental purpose at hand, and have been done to varying levels of quality and effectiveness, but seldom integrated into an end-to-end process.
Recognizing this, AMIRA introduced the concept of an end-to-end metal accounting system through a series of global workshops in 2001, which culminated in the formation of the Metal Accounting Project P754 in 2003. As a result of global research work, the Code for Metal Accounting was published in its current version in 2007 (Morrison, Gaylard, 2008).
During the process of development of the Code, the University of the Witwatersrand was involved in an attempt to incorporate the geological and mining components into the study, in order to produce an end-to-end accounting system. Unfortunately, at the time, limited support for this was forthcoming from mining companies, with the result that the research and the Code itself have tended to concentrate on the mineral processing part of the value chain only. Hence, the traditional stumbling block, the reconciliation between the plant metal balancing system and the mine accounting system at the point of delivery from the mine to the plant, remains in place.
This paper attempts to show that the AMIRA Code principles and process can indeed be extended to the full value chain as an end-to-end reconciliation system.
Reconciliation as a governance issue
Corporate governance is no longer an issue associated solely with boardroom responsibility and fiduciary duty. Instead, it requires that corporate level governance and risk management is cascaded into the tactical and operational levels of the company, at the value chain and professional support levels respectively. This is supported and endorsed by the following:
> Sarbannes-Oxley requirements for risk management and reporting
> King III requirements for integrated reporting, which require integrated risk reporting
> Impending development of the ISO 31000 standard on risk management
> Increasing shareholder demands for control and optimization of product and earnings
> Moves towards more disclosure in terms of reporting of mineral resources and mineral reserves, and their valuation
> Reconciliation and metal accounting as essential components of effective mineral asset management (management of the principal asset of the company)
> Requirements for optimization of products where logistical or competitive advantage constraints exist.
The reason for metal accounting along the mining value chain
A diagrammatic representation of the value chain for a typical base metal operation producing copper and cobalt is shown in Figure 1 (Macfarlane, 2011).

The reasons for adopting an end-to-end approach to metal accounting along the value chain can be summarized as follows:
> To ensure that the value chain provides the basis for metal accounting
> To enable reconciliation of product mass between successive and relevant points along the value chain
> To 'protect' grade and product from loss along the value chain
> To ensure the mineral resource inventory is effectively converted into saleable product
> To identify acceptable tolerances and ranges of variability along the value chain
> To ensure that practical targets for 'modifying factors' such as dilution and recovery are identified through measurement and analysis
> To ensure that these factors are monitored and controlled within acceptable ranges
> To ensure that competence and control are exhibited on these critical variables
> To ensure reliable reporting of these variables in public reports
> To include metal accounting and reconciliation as essential components of the MRM and enterprise risk management system
> To ensure integration of reconciliation and metal accounting along the value chain.
Within the mining environment, specific and unique reasons exist that provide further compelling reasons for integrated reconciliation systems to be developed and implemented. These include the following.
> Base metal deposits vary internally in terms of their characteristics, often resulting in mineralogical changes as mining progresses through the orebody, from oxides through to sulphides, and through other mineralogical geozones
> Downstream processes are often seen as the value-creating parts of the chain. If this is the case, then at a minimum the plant needs a consistent feed in terms of volume, hardness, quality, size, and grade in order to perform to design. Alternatively, it should be recognized that value can be added upstream, where the total chain can be optimized, through a complete accounting and optimization process
> The array of different mining methods results in different challenges in terms of grade control and tonnage reconciliation. In most massive mining operations, grade control programmes must be specified in terms of protocols that define sampling points and methods, appropriate for the method, from the creation of the grade/block model to the final product dispatch. Grade variability in such operations is often high, and this variability must be understood from various phases of delineation drilling. Sampling methods and locations must then be determined, whether this be on the basis of sampling theory and semivariogram analysis to define sampling methods and densities, or practical considerations of the practicality of drawpoint sampling, and sample turnaround time. In all these instances, reconciliation of grade and tonnage to the block model and sampling data is critical for operational control
> Dilution control is particularly critical, as shown in Figure 2, which indicates the impact of dilution on the net present value (NPV) of a sublevel open stoping gold operation. In such operations, although planned dilution (through design) may be 10%, dilution in individual stopes of up to 70% is possible and not too uncommon. Reconciliation is essential in order to identify and control such dilution impacts
> Variance in grade and tonnage from the grade/block model or the ongoing face sampling results must be investigated in order to assess whether some geological or mineralogical change has occurred, or some change in draw control or mining sequence has resulted in a negative impact. This can be done only on the basis of sufficient information being available through a reconciliation system
> In platinum mining, strict control of product and mining mix is essential to improve PGE recoveries
> In gold mining, issues resulting in a poor mine call factor can be identified only through effective reconciliation systems
> In iron and manganese, optimization of dispatched grade and size can be managed only if a complete mine-to-market reconciliation system is in place
> In diamond mining, diamond recovery can be improved through reconciliation and optimization systems that control geometallurgical and liberation effectiveness
> In coal mining, control of value along the value chain is essential through effective control of calorific value, water and ash content, and discard percentage.

Adopting a systematic approach to reconciliation
In order to develop and implement a full end-to-end reconciliation system, a systematic approach is necessary. This is because of the multivariate nature of the problem, the complexities of the system, and the multidisciplinary approach necessary for full and integrated reconciliation.
The AMIRA framework provides such a system, and can be adapted reasonably easily as the basis for the system.
The main topic areas and sequence of such an exercise would be as follows, relying on the AMIRA Code principles.
Define the purpose and objectives of the reconciliation exercise
This requires the determination of the strategic, governance, and operational purpose, and the scope of the requisite programme. In other words, what is the reason for implementing the system, and what are the reporting requirements of the system? This is a strategic planning exercise that can be conducted using a multidisciplinary strategic workshopping approach to define the reconciliation charter.
Within this phase, it will be necessary to define the reconciliation boundaries that are appropriate for the operation at hand. Such reconciliation boundaries may be:
> Block model to sampling reconciliation
> Sampling to broken reconciliation
> Block model to broken grade reconciliation
> Plan to actual broken grade and tonnage reconciliation
> Plan to actual mining volume broken
> Ore broken tons and grade reconciled to ore tons and grade hoisted or trammed
> Hoisted ore tons and grade reconciled to plant feed head grade and tonnage
> Stockpiling tonnage movement reconciliation
> Plant balance reconciliation
> Plant to product reconciliation
> Dispatch to customer reconciliation (includes all logistical inventories, stockpiles etc.)
> Model to mine reconciliations
> Mine to plant reconciliations
> Plant to product reconciliations
> Resource to reserve reconciliation
> Period-on-period reconciliations.
Once these are defined, a picture such as the one in Figure 3 can be created, that indicates possible reconciliation arcs along the value chain.

Broadly, these reconciliations are subdivided into reconciliations that are required for management control, which are from the model to the plant delivery, and reconciliations that are required for commercial reconciliation between the plant dispatch and the customer. These are required in terms of commercial agreements and contracts, and in case of dispute and litigation.
Define all ore and product flows, now and in the future
This requires that a full and detailed process map from end to end be developed, that is from the geological model to the final product. Usually, these exist in some form of diagrammatic flow sheet, with detailed flow sheets in the mineral processing circuits. However, the mining flow sheet is usually loosely defined, and does not take account of illicit stockpiling possibilities, ore loss routes, and lock-up tonnages. Additionally, all opportunities for cross-tramming, cross-hoisting, and surface ore movements must be taken into account.
Furthermore, projects that are under development often show ore flows that are in transition, being temporary arrangements to be modified or changed later. Thus, 'as-is', as well as future, ore flow maps need to be developed.
Once a process map that shows all flows for each phase of the project has been developed, the next part of the process is to define on this map all current and future measuring points, and all transport arcs.
Conduct a full risk assessment
A risk assessment should be conducted on the current system and the process flow map, highlighting all the following risks. Once the mapping exercise has been completed, this can be done on the basis of either a fault tree analysis, or a cause-and- effect analysis. In the case of the fault tree analysis, the ore flow needs to be tested in terms of defining the risks of poor or inaccurate measurement at measuring points, or the risk of ore or metal loss along transport routes.
Thus, in each of these areas, the risks must be identified and quantified in terms of the following:
> Weighing, sampling, and analytical risks
> Weighing equipment, and methodology risks
> Possibility of incorrect recording of data
> Possibility/risks of inaccurate sampling
> Risks on sample security
> Risks on estimates of stockpiles
> Risk of arbitrary methods used to assess/calculate metal recoveries
> Risks of inclusion of illegitimate/biased data
> Risks of incorrect calculations
> Risks of real loss of product during transport
> Risks as a result of incompetency of operators.
Risks should be assessed on the basis that ore and waste flows through the value chain, along transport arcs, and between measuring points. Thus the fundamental questions to be asked of each arc is 'what is the likelihood of loss along the arc?' and at the measuring points, 'what is the likelihood of poor or inaccurate measurement?' A systematic approach, using process experts, will answer these questions, recognizing the tolerance/variability that is expected from the system.
Integrity of data
Once the ore flow and its risks have been identified, it is then necessary to define all data requirements and data capture systems and technologies throughout the end-to-end process. Data variability and tolerance levels must also be defined. In the case of sampling information and data, variability is defined from the sampling data itself. On the assumption that the sampling density and methods are appropriate for the variability of the deposit (by no means a sure assumption),
then the samples themselves can be used to define the natural variability of predicted grade, and the definition of short-range grade models for short-term planning processes.
Analysis of data can be done only on real-time data. Monthly averaging is of no use: data on critical variables must be based on real-time data analysis and trends and variability, to assess the natural 'noise' in critical variables.
Analysis of data, whether on the operation concerned or a similar operation, should allow an assessment to be made of the variability of the data. In the case of the mine call factor illustrated in Figure 4, this would allow assessment of the variability in terms of a statistical function, such as standard deviation or coefficient of variability, and the definition of 90% probability limits of the expected range of outcomes.

An example of such an analysis, based on the data in Figure 4, is illustrated in Figure 5, which shows the 90% confidence limits on the variability of the mine call factor.

The example chosen illustrates an extreme case, which is actually a diamond operation.
Assess mass measurement
The next step is to define mass measurement requirements and mass balancing in terms of:
> Accuracy, precision, and methods
> Mine tonnage assessments from all sources
> Mass flow measurement systems and calibration
> Assessment of all inventories and mass in process
> Assessment of relative density and moisture contents
> Assessments of fill factors and loading
> Definition of mass measuring points, technologies, and accuracies
> Mass balancing between points and over the whole process.
This part of the process defines the measuring points and technologies that should be implemented, based on critical control points and variability. This must include stockpiling operations, whether these are planned or illicit stockpiling that may be done to protect departmental interests, such as bonus payment. All these possible sources of tonnage discrepancy should have been identified in the process map.
Often, mass measurement technologies are not perceived as being robust enough to deal with mining conditions, but this is usually a preconceived notion that is aimed at avoiding the tight control that metal accounting and reconciliation systems require. For example, underground mechanized mining operations can easily provide greater precision on mass balancing, through the use of cavity monitoring systems, bucket and bowl weight indicators, and vehicle tracking and fleet management systems, all linked through to a full tonnage control system that measures and reports in real time.
Such a system was successfully introduced at Finsch Mine, where full real-time fleet management and dispatch systems were introduced, to the extent of developing an architecture to link mine planning, draw control, dispatch, and fleet management systems into an integrated management information system, driven through a central database.
Sampling
In terms of sampling, the following must be defined with respect to grade sampling:
> Appropriate sampling points, at the face and at points along the process flow (Figure 6)
> Sampling methods appropriate for the orebody at hand
> Sampling quality assurance and quality control
> Appropriate and reliable sampling technologies
> Sampling accuracy
> Sampling precision
> Sample storage, transport, supervision, and security
> Assay quality assurance.

Sample preparation and analysis
This includes the definition of sample splitting and assaying protocols and quality assurance, through the use of validation, checks, duplicate samples, standard samples, blank samples etc.
All of these considerations should be included in a grade control policy and protocol document that provides a governance policy on grade control to be defined.
The grade control protocol should include:
> Data collection
- Analysis methods
- Modelling procedures
- Planning for data collection
> Definition
- Cut-off grade application
- Level of selectivity
- Link and reconciliation to planning
> Monitoring and control
- Develop grade control plan
- Staking and delineation
- Monitoring of loading
- Load dispatch control
- Blending strategy
- Stockpiling strategy
- ROM sampling procedures
> Stockpiling allocation/definition
- Monitoring/control of stockpiles
- Truck/vehicle count
- Measurements
> Reconciliations
- Truck factors
- Reconciliation of model to actual to stockpile.
Stocktakes and inventories
It is necessary to define methods and frequencies for all stocktakes, stockpile measurements, inventory measurements, and work in progress tons and grade. This must be active, in that the regularity of measurement needs to be assessed. Month-end reconciliation is not enough: real time measurement of all stockpile measurements and reconciliations must be undertaken. This can be achieved through weighline control.
Metal balancing
Metal balancing boundaries and control points must be identified, in terms of mine outputs, representation/process and measurement bases, to include all factors, boundaries, recoveries, reconciliation requirements, and calculations and controls. This is throughout the whole length of the value chain.
Reporting
Data collection systems and information reporting and dissemination in terms of management controls, KPIs, and reporting must be established, as well as variability analysis, so that proactive control at the right level can be established.
Reporting must be based on the critical success factors that drive the process, and on the trends and ranges of the measured variables. This takes account of the natural variability that exists, and allows reporting on an exception basis when out-of-range trends start to emerge. This, however, is still based on continuous real-time measurement.
Furthermore, reporting must be defined at the right level, where reporting information is matched to organizational responsibilities and key performance indicators.
As far as possible, measurement should focus on leading indicators that show that a trend is emerging, so that proactive intervention and correction can be effected.
Responsibilities
Responsibility and accountability boundaries must be established so that performance management systems can be developed and implemented. AMIRA requires the appointment of a Competent Person for metal accounting, and this principle should be adopted whereby an overall Competent Person takes end-to-end responsibility for metal accounting and reconciliation, while individual persons in particular areas of expertise, form the Competent team.
The overall Competent Person should maintain an air of independence, and therefore it is logical for the mine surveyor to fulfill this role within the MRM organization.
Clearly, this does not mean that this person takes control of the numbers in, say, the plant. However, the person should have access to the plant, in order to collect and integrate the metallurgical numbers that have been derived by the metallurgist.
Accounting and auditing
The system developed and implemented must be auditable and transparent. Thus, data integrity is essential, and audit trails must be available to indicate and track metal flow along the value chain.
External audit and validation is desirable.
Data, controls, and systems must be linked to enterprise accounting and auditing systems to ensure best practice compliance on an ongoing basis. This will then form part of the company risk management process and governance procedures.
This is important where poor recoveries, dilution, or loss are occurring, in that investigative processes to rectify these discrepancies must be based on sound data and information. This may be done using a cause-and-effect approach as outlined in Figure 7, as applied to a dilution problem.

Once data is available, quantitative investigations can be conducted on real data, and sustainable improvement initiatives can be put in place.
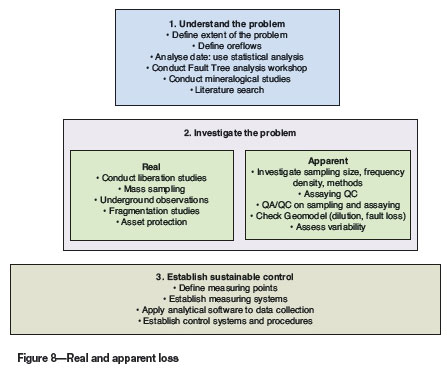
Further analysis can then be conducted to assess the real and apparent causes of metal loss (Figure 8), using the kind of fault tree analysis referred to earlier in the paper.
Optimization
Only once all of the above is in place, and the system is stable and under control, can true mineral resource throughput optimization opportunities be realized.
Base metal mining operations in particular usually exhibit opportunities for mine-to-mill optimization, whereby stable and consistent plant performance can be achieved. This may, for example, be in relation to ore feed size and mineralogy, resultant energy consumption in the mills, and acid consumption in the leach circuits. However, this balance can be achieved only once the full, quantitative ore flow control system is in place.
Conclusions
Full and complete metal accounting is essential for control and governance along the value chain. In order to establish such a system, a systematic approach that is common along the full value chain should be adopted. The AMIRA Code for Metal Accounting gives good guidance on how this should be achieved, in that it allows a process that includes the identification of practices, processes, people, and technologies that will allow such a system to be established.
Clear accountability must be established for the management of metal accounting and reconciliation, as an essential component of the mineral resource management function on the mine.
Only once a full, integrated system is in place, that captures and analyses information on a real time basis, can investigative work and optimization studies be put in place. Thus metal accounting and reconciliation provide an essential foundation for real value creation.
References
Morrison, R.D. and Gaylard, P.G. 2008. Applying the AMIRA P754 code of practice for metal accounting. MetPlant2008, Metallurgical Plant Design and Operating Strategies, Perth, WA, 18-19 August 2008. pp. 3-17. [ Links ]
Macfarlane, A.S. 2011. Metal accounting along the base metal value chain. Sixth Southern African Base Metals Conference, Phalaborwa, South Africa, 18-21 July 2011. The Southern African Institute of Mining and Metallurgy. pp. 429-42. [ Links ]

