










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 n.7 Johannesburg Jul. 2015
http://dx.doi.org/10.17159/2411-9717/2015/V115N7A5
IFSA CONFERENCE PAPERS
Gasification of low-rank coal in the High-Temperature Winkler (HTW) process
D. Toporov; R. Abraham
Gas Technology Division, ThyssenKrupp Industrial Solutions AG, Dortmund, Germany
SYNOPSIS
Gasification is a process of thermal conversion of solid carbonaceous materials into a gaseous fuel called syngas. Coal gasification is an efficient technology for a range of systems for producing low-emission electricity and other high-value products such as chemicals, synthetic fuels, etc.
The paper presents the High-Temperature Winkler (HTW) gasification process, which is designed to utilize low-rank feedstock such as coals with high ash content, lignite, biomass etc. The process is characterized by a bubbling fluidized bed, where coal devolatilization and partial oxidation and gasification of coal char and volatiles take place, and by a freeboard where partial combustion and gasification of coal char take place.
The recent development of the high-pressure HTW process is reviewed. Gasification of low-rank, high-ash coals with respect to gasification temperatures, conversion rates, and syngas quality is also discussed. The main HTW design steps required for an industrial-scale design are presented. Special attention is given to the process modelling, including global thermodynamic calculation as well as detailed CFD-based simulation of a reacting fluidized bed. Three-dimensional numerical results of the HTW process are also provided and discussed.
Keywords: coal gasification, high-temperature Winkler process, HTW, reacting fluidized bed simulation, high-ash coal, low-rank coal, biomass, peat, municipal solid waste.
Introduction
During the last three decades, primary energy consumption has increased worldwide by about 70% (Figure 1), reaching 11 Gt oil equivalent (Gtoe) at the end of 2009. There was a rapid increase in oil and natural gas consumption, sharing 35% and 25% respectively of the total consumption.
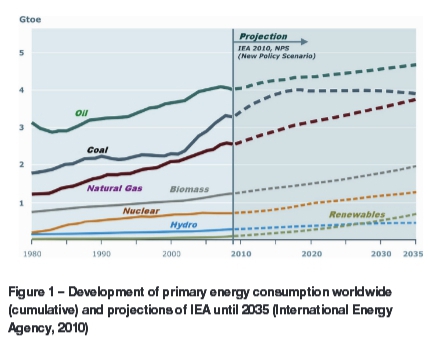
Global coal demand growth under the New Policies Scenario (International Energy Agency, 2010) will be around 20% between 2008 and 2035, with 100% of this increase occurring in non-OECD countries. Global coal demand is expected to peak around 2025 and begin to decline slowly, returning to 2003 levels by 2035 due to the restrictions imposed by climate policy measures.
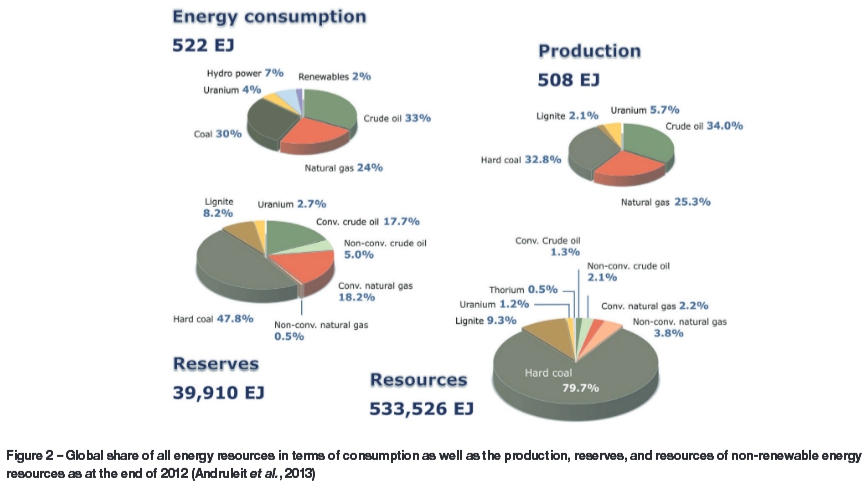
Coal possesses the largest potential of all non-renewable fuels and provides 56% of the reserves and 89% of the resources worldwide (Andruleit et al., 2013) (Figure 2). Coal, being the most abundant, available, and affordable fuel, has the potential to become the most reliable and easily accessible energy source and thus to provide a crucial contribution to world energy security.
The major challenges facing coal are concerned with its environmental impacts both in production and in use. Various pollutant control systems have been developed over the past few decades and are continually evolving. These new technologies, which facilitate the use of coal in a more environmentally friendly way by drastically reducing pollutant emissions, are commonly known as clean coal technologies (CCTs). Within this concept two different approaches can be considered, namely (i) reducing emissions by reducing the formation of pollutants during the coal conversion process, and (ii) developing systems with higher thermal efficiency, so that less coal is consumed per unit power generated, together with improved techniques for gas cleaning and for residues use or disposal.
Nowadays, state-of-the-art combustion systems can reach plant net efficiencies of 43-45% (LHV) (Klauke, 2006; ABB Ltd, n.d) utilizing high-rank coals. With some exceptions (Germany), the use of low-rank coals is still problematic due to the low plant efficiency and high pollution potential.
Coal gasification, being a CCT, provides an environmentally friendly and efficient solution not only for power production, but also for the production of a variety of chemicals such as methanol, ammonia, and hydrogen, as well as synthetic fuels such as synthetic natural gas (SNG), gasoline, and Fischer-Tropsch liquids.
Gasification of low-rank coals is even more attractive due to the low prices of coal, its local availability, and high prices or even nonavailability of other resources such as natural gas and oil.
The High-Temperature Winkler (HTW) gasification process was specially developed for utilization of low-rank feedstock such as lignite, biomass, sub-bituminous coals with high ash content etc. The technology development steps, the process description, as well as the design steps are discussed in detail in the following sections.
Description of the High-Temperature Winkler (HTWTM) gasification process
Historical
The HTWTM fluidized-bed gasification process is based on the Winkler generator, which was developed in the 1920s in Germany by Industrie Gewerkschaft (IG). From 1920 to 1930 IG investigated the possibility of using low-rank local coals, such as brown coal, instead of expensive coke, for synthesis gas production and subsequent production of ammonia and methanol. Dr. Winkler in 1921 conceived the idea of using a 'boiling' bed, i.e. using particles of fuel small enough to be almost gas-borne and hence comparatively mobile. Under such conditions the fuel bed behaves very much like a liquid; the gas passing through the fuel gives an appearance as if the bed were boiling, the bed finds its own level, as does a liquid, and circulation of particles within the bed is such as to give substantially equal temperatures throughout the bed. This is what we nowadays call a fluidized bed.
The first Winkler generator was put into operation at Leuna, Germany in 1926, making power gas and having a capacity of 40 000 Nm3/h. In 1930 the production of nitrogen-free water gas began, which was obtained by continuous blast of pure oxygen with steam (Figure 3).
Commercial-scale Winkler gasifiers were operated at atmospheric pressure in over 40 applications around the world. Since 2000 more than 40 new atmospheric units have been built in China alone. Thus, the Winkler gasification process became a widely used technology, characterized by the following advantages:
➤ Low oxygen consumption due to moderate temperatures
➤ Optional use of air or pure oxygen as an oxidant
➤ Simple coal preparation
➤ Good partial load behaviour over a wide range of operating conditions
➤ Simple start-up and shut-down procedure
➤ High operational reliability
➤ No by-products in the raw gas, such as tars, phenols, and liquid hydrocarbons, etc.
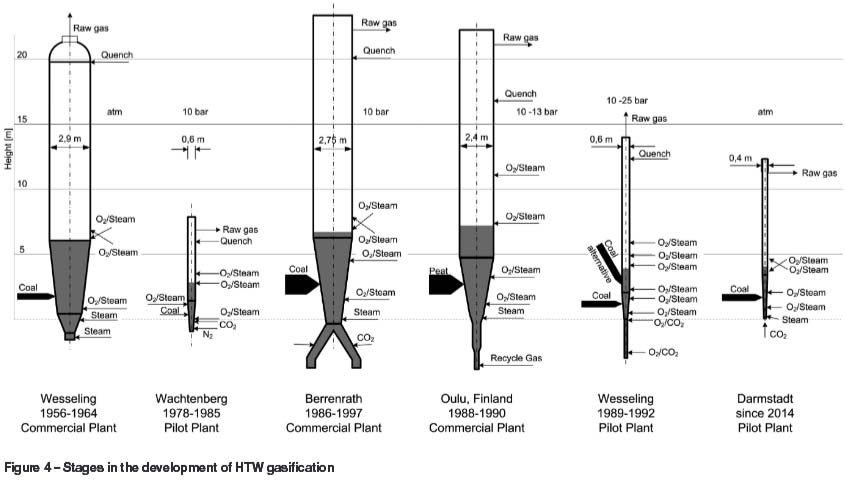
In the 1970s, ThyssenKrupp Industrial Solutions (former Uhde) together with Rheinische Braunkohlenwerke AG (now RWE AG) commenced with the development of a pressurized version of the Winkler gasifier - the High-Temperature Winkler (HTWTM) gasification process. The development process went through several steps that involved building and operating pilot, demonstration, and commercial plants operating at increased pressure, as shown in Figure 4.
This development led to several major enhancements to the advantages of the atmospheric Winkler gasifier.
➤ By increasing the pressure to 10 bar, the reaction rates were increased and thus the specific performance per unit cross-sectional area of the gasifier was increased, while the compressive energy required for the subsequent chemical synthesis was reduced
➤ By increasing the temperature, the methane content in the raw gas was reduced and the carbon conversion rate, and thus the gas yields, increased
➤ By recirculating the dust fines entrained from the fluidized bed it was possible to increase the carbon conversion rate
➤ Inclusion of proven and robust systems such as dry dust filtration and waste heat recovery
➤ Ability to handle a great variety of feedstock (coal, peat, biomass, municipal solid waste (MSW) etc.) and high flexibility regarding particle size of the feedstocks
➤ High cold gas efficiency
➤ Stable and smooth gasifier performance with great inherent safety due to the large carbon inventory.
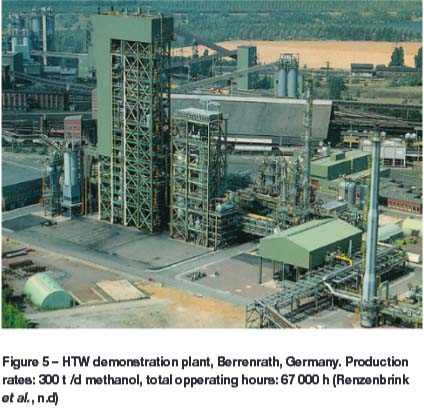
HTW gasification plants, like the Oulu plant (Finland) gasifiying peat for ammonia, the Niihama plant (Japan) gasifying MSW for power, and the Berrenrath plant (Germany) gasifying German brown coal for methanol production, have been operated on a commercial basis, which has resulted in the technology attaining industrial maturity. The Berrenrath plant was in operation for more than 12 years and is an excellent reference for the HTWTM gasification technology (shown in Figure 5).
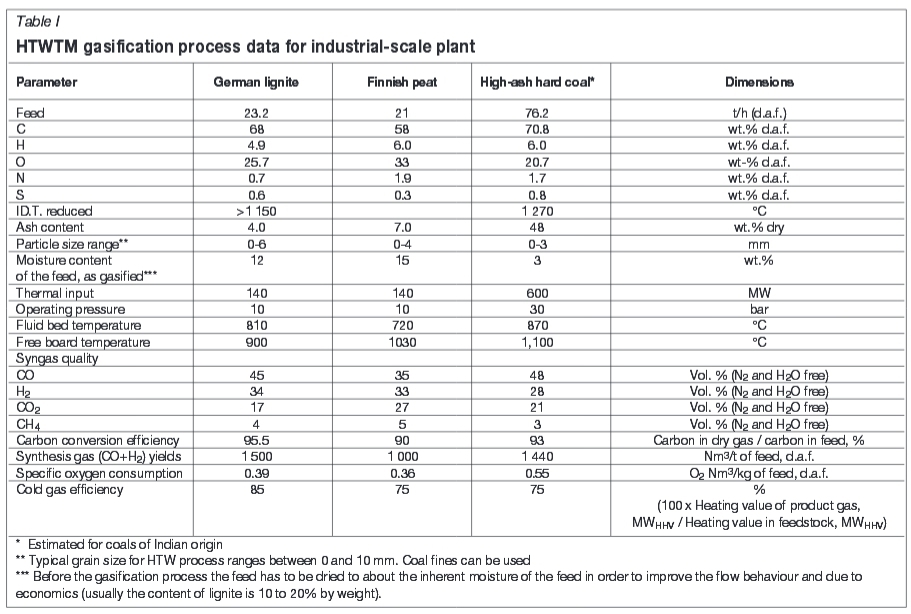
Some typical operating figures, obtained for industrial-scale HTWTM gasification of different feedstock are listed in Table I.
The HTWTMprocess
The HTWTM process involves (Figure 6) a gasification unit consisting of a feeding system, the gasifier itself, a bottom ash removal system located below the gasifier, and a gas exit in the head of the gasifier with a cyclone. In the subsequent steps the raw syngas is cooled and de-dusted and then further treated in accordance to the needs of the downstream processes. Screw conveyors or gravity pipes (according to the feedstock) supply the feedstock to the HTWTM gasifier. Due to the gasifier pressure, feeding and bottom ash removal have to be performed by lock-hopper systems.
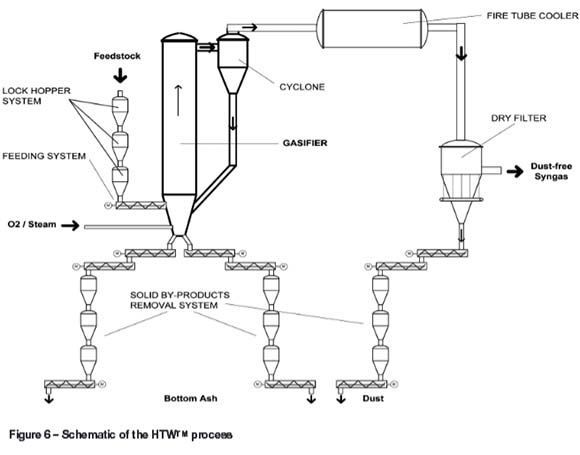
The gasification is controlled using the gasification agents steam and oxygen (or air), which are injected into the gasifier via separate nozzles. The nozzles are arranged in several levels which are located in both the fluidized bed (FB) zone and the freeboard zone (also called the post-gasification zone). A high material and energy transfer rate is achieved in the FB and this ensures a uniform temperature distribution throughout the fluidized bed. In order to avoid the formation of particle agglomerations the temperature is maintained below the ash softening point.
Additionally, the gasification agents are injected into the post-gasification zone in order to improve the syngas quality and the conversion rate by increasing the temperature.
In summary, the industrial-scale pressurized HTWTM process is characterized by two temperature zones, namely the fluidized bed with an operating window between 800-1000°C and a post-gasification zone with temperature levels between 900 and 1200°C.
The cyclone separates approximately 95% of the entrained solids from the syngas and returns them to the FB of the gasifier, thus increasing the overall carbon conversion rate. Downstream of the gasifier, the raw syngas is cooled in the raw gas cooler and the heat is used to produce saturated steam that can be exported to external steam consumers. After the raw gas cooler the remaining fine ash particles are removed from the syngas in the ceramic filter. The fly ash is further cooled and then discharged from the pressurized system using a lock-hopper system. Subsequently, the syngas is sent to the scrubbing system, where it is quenched with water to remove the chlorides. The syngas is saturated, thus making further chemical treatment like the CO-shift easier.
Mathematical modelling of the HTWTM gasification process
The gasification of solid fuel (coal, peat, biomass, MSW etc.) is a complex process governed by a number of physical and chemical phenomena. The principal steps by which the reaction progresses are the thermal decomposition of the raw fuel and the subsequent burnout of the char and the volatile matter. The following main reaction steps (Equations [1]-[10]) typically summarize the process of coal gasification:
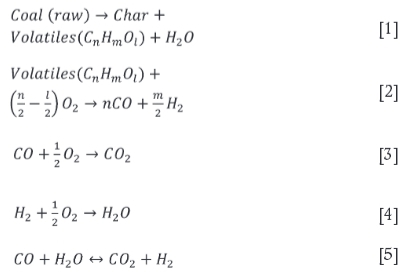
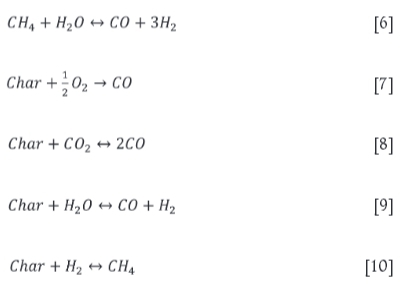
When heated, coal decomposes into char and volatile material (Equation [1]), the former reacting slowly in the fluidized bed and in the post-gasification zone (Equations [7]-[10]), while the volatile material, consisting mainly of water, CO, CO2, CH4, tars, H2, and some other light hydrocarbons conditionally named as CNHMOL, is assumed to rapidly form CO and H2 (Equations [2], [3], and [4]) as the most simple reaction mechanism. Gasification temperatures are normally so high that no hydrocarbons other than methane can be present in any appreciable quantity (Equations [2], [6], and [10]).
Numerical simulation of a reacting fluidized bed reactor is not a trivial task. Prediction tools based on three different model approaches for simulation of gasification of solid fuel in a fluidized bed are used at ThyssenKrupp Industrial Solutions AG. These are based on the following methods:
➤ Black-box methods (BBM): a zero-dimensional model resolving the overall mass and heat balances over the entire gasification reactor
➤ Fluidization methods (FM): a one-dimensional steady-state model, which avoids the details of complex gas-solid dynamics but still maintains the fluid dynamic effects by assuming (using externally derived empirical correlations) a multiphase pattern in the bed. Here the particle-particle interactions are not accounted
➤ Computational fluid dynamics methods (CFDM): a three-dimensional unsteady model, which considers the fluid dynamics, gas-particle, and the particle-particle interactions entirely.
HTWTM process simulation as a design tool
The BBM approach
Normally the BBM approach is based on the equilibrium model, assuming that equilibrium is attained in the outlet streams. Equilibrium simulations yield almost no oxygen, solid carbon (above 800°C), or tar. In practice, however, the contents of hydrocarbons and char in the gas are far from zero, thus showing a strong kinetic limitation. Therefore, for calculation of the HTWTH process the so-called 'pseudo-equilibrium' approach, implemented in HTW-specialized in-house software, is used. This method 'supports' the equilibrium method with empirical correlations accumulated during long-term operation of the HTW gasifier. A simplified schematic diagram of this approach is shown in Figure 7.
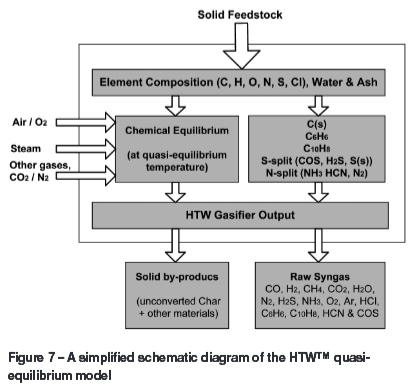
The pseudo-equilibrium approach allows solid carbon (present in the bottom ash product and in the dust), H2S, COS, HCN, NH3, and some heavy hydrocarbons like C6H6 and C10H8 to be contained in the outlet gas and the corresponding quantities of carbon, sulphur, nitrogen, and hydrogen are discounted from the feedstock. This approach is supported by a large empirical database containing operational data from different HTW gasifiers.
Thus the remaining feedstock elements and the gasification agents react to attain equilibrium. The outlet gas is then obtained by summing the gas components given by the equilibrium and those taken off initially. The underlying reason for this approach is that the decomposition of tar and the char conversion by gasification, as well as the sulphur and nitrogen chemistries, are mainly kinetically limited.
For this reason the reaction mechanism and the reacting species participating in this mechanism are pre-defined based on experimental data obtained at the HTW pilot or demonstration plant.
Additionally, the equilibrium of the reactions is evaluated at a lower temperature, a 'quasi-equilibrium temperature', than the actual process temperature. In this way the discrepancies of the equilibrium predictions are attributed to temperature gradients from the bubbling fluidized bed to the post-gasification zones by which the HTW gasifier is characterized. Therefore, the temperature is modified to obtain a reasonable correlation with the existing HTWTM empirical data.
Furthermore, the split between bottom ash and dust as well as their elemental compositions is made on the basis of empirical correlations taken from real operating conditions.
In case there is no empirical data available for a specific feedstock quality, the following pre-design steps are required:
➤ Laboratory determination of key feedstock parameters, such as ultimate and proximate analysis; coal ash analysis; ash softening temperature in a reducing atmosphere; coal char reactivity; physical properties (such as bulk density and true density); bulk fluidization behaviour; calorific values etc.
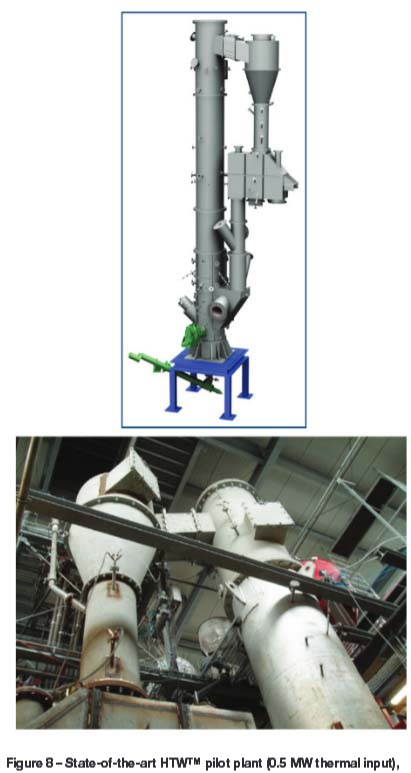
➤ Determination of the key operational parameters. Real gasification tests are performed at the state-of-the-art HTWTM pilot plant (0.5 MW thermal input) shown in Figure 8. These tests are required in order to obtain real data about the gasification temperature in both the fluidized bed and in the post-gasification zones, the composition of syngas, bottom ash, and dust (including trace elements, tars etc.), carbon conversion, agglomeration limits, fluidization behaviour etc.
After obtaining the key feedstock and operational parameters, the HTW-specialized in-house software using the quasi-equilibrium approach as described above can be used for obtaining information about:
➤ Syngas composition, production rates, and HHVs
➤ Bottom ash and dust composition, production rates, and HHVs
➤ Cold gas efficiency, carbon conversion
➤ Utilities (air or oxygen, steam, carbon dioxide, water, etc.)
for a given industrial-scale HTW geometry, operating pressure, and temperature.
In practice, this relatively simple approach is very helpful for quick estimation of the performance of an industrial-scale HTW gasifier for a given feedstock, load, gasification agents, pressure, and temperature.
The FM approach
The FM-based Pressurised Fluidised Bed Gasification (PFBG) program was developed at Siegen University, Germany (Hamel , 2001; Dersch and Fett, 1997) in a research programme with ThyssenKrupp Industrial Solutions (TKIS) AG.
The program divides the computational domain into several zones arranged in series (cells) along the main gas-particle flow path. Each cell is subdivided into a solid-free bubble phase and an emulsion phase. The emulsion phase is assumed to contain some gas and all the solid; the gas and particles are perfectly mixed in this phase, whereas the gas phase is considered to be in plug-flow. The flow pattern in each cell is defined using semi-empirical correlations to determine the distribution of gas species and reacting particles, the rising velocity, minimum fluidization velocity, terminal velocity, bubble size, bubble void fraction, bubble velocity, bubble-to-emulsion mass transfer, starting particle velocity and other relevant variables. A system of one-dimensional conservation equations for each species is solved by neglecting diffusion. The cell temperature is calculated from the energy balance for each cell, whereas the mass balance equations are formulated separately for bubble and emulsion phases in each cell as shown in Figure 9.
The program uses kinetic data for drying, devolatilization, char conversion, and homogeneous reactions. The parameters for these reactions can be changed according to the specific feedstock. Normally the kinetic data is taken from the literature or (better) from experiments performed at the pilot plant or in similar operating conditions to those in the gasifier.
The program is validated using the composition of the gas at the gasifier outlet. The freeboard temperature profile was validated against measurements in laboratory-scale and full-scale gasifiers, as can be seen in Figure 10. The validations show reasonably good agreement for the main species at the outlet. The deviations between the measured and the calculated values for the CO, H2, H2O, and CO2 mole fractions point to an insufficiency of the implemented reaction models and can be attributed to the kinetic data available, in particular for the water-shift reaction.
According to the literature (Gomez-Barea and Lekner, 2010), the model from Siegen is among the most advanced FM models developed to date.
In practice, this much more complex approach compared to the BBM approach is helpful for estimation of the influence of the kinetic data on the performance of an industrial-scale HTW gasifier for a given feedstock, load, gasification agent, pressure, and temperature.
The CFD approach
Three-dimensional simulation of coal combustion/gasification systems is based on a complex mathematical model, which includes modelling of the fluid flow, turbulence, chemical reactions, and heat transfer in an Eulerian framework, and modelling of the coal particles transport, heterogeneous reactions, and the associated momentum, heat, and mass transfer with the surrounding reacting fluid in a Lagrangian framework. This approach is widely used for pulverized fuel combustion and gasification systems. However, it cannot be applied for flows with a high volume fraction of solid matter, which are typical for fluidized bed systems.
Modelling of particle-dense flows such as in fluidized beds requires the introduction of new model approaches that consider the particle-particle interactions. Therefore in comparison with other applications such as entrained flow combustion and gasification, three-dimensional simulation of a reacting fluidized bed is still in the very early stage of development and application.
TKIS AG is currently using two commercial CFD software packages and also develops open-source code for 3D simulations of the HTW gasification process. The models are based on a simplified discrete element method (DEM) approach assuming particles that have similar physical properties to form a cluster of a so-called 'numerical' particle. Thus the total number of the simulated particles can be reduced and simulations can be performed in an acceptable time schedule. Such simulations are unsteady by their nature and therefore unsteady Reynolds-averaged Navier-Stokes (URANS) or large eddy simulation (LES) methods are used for turbulence modelling. The chemistry is modelled using kinetic data for both homogeneous and heterogeneous reactions.
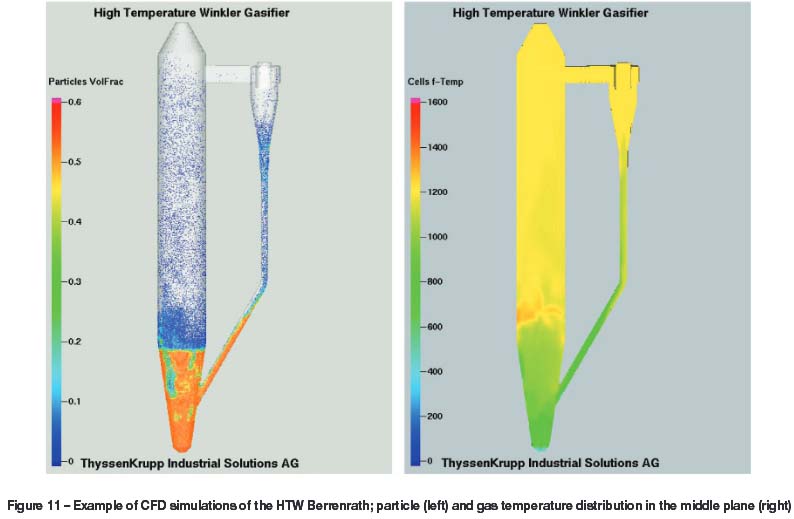
TKIS AG is actively using the CFD technique for design, assessment, and optimization of the operating conditions of new HTW gasifiers. Some preliminary CFD results, obtained by the authors, for the HTW gasifier in Berrenrath can be seen in Figure 11.
As can be seen from the distribution of the particle volume fraction, shown in Figure 11 (left), the coal after entering the gasifier undergoes fast devolatilization. Small particles are entrained to the freeboard where they have a residence time of approximately 10-15 seconds and can react with gasification agents before being separated by the cyclone and returned to the fluidized bed. The larger particles, together with the bed material (typically coal ash), form a fluidized bed with a height about the same as the height of the conical section of the gasifier. The residence time of the particles inside the fluidized bed is long enough to achieve high carbon conversion rates.
The gas temperature distribution in the middle plane of the gasifier (Figure 11, right) clearly shows two temperature zones: (i) lower temperature and uniform temperature distribution inside the fluidized bed, and (ii) higher temperature in the post-gasification zone above the fluidized bed. The higher temperature is achieved with a controlled supply of oxygen just above the fluid bed. Thus several effects are achieved, namely (i) the volatiles (hydrocarbons such as tars), which are released during the devolatilisation inside the fluid bed, are oxidized and/or cracked, and (ii) faster endothermic gasification reactions take place in the post-gasification zone.
In practice, the CFD predictions of the HTW process can be used for estimation of the influence of kinetic data on the performance of an industrial-scale HTW gasifier for a given feedstock, load, gasification agent, pressure, and temperature. Furthermore, the 3D information obtained from such predictions can be successfully used for process optimization, improved design of the cyclone, finding the optimum number of nozzles and their position, local temperature control inside the fluidized bed and also in the post-gasification zone, etc.
Conclusions
The High-Temperature Winkler (HTWTM) gasification process is characterized by a reacting bubbling fuidized bed operated at elevated pressure and temperatures, thus achieving high efficiency and high flexibility in terms of feedstock quality, reaction conditions, throughput, and syngas quality. The use of nozzles for supplying the gasification agents (oxygen, steam, and CO2) provides the opportunity to achieve uniform fluidization conditions and high flexibility in temperature and stoichiometric conditions along the gasifier height.
HTWTM is a mature gasification technology for utilization of low-rank solid feedstocks such as high-ash sub-bituminous coals, lignite, peat, biomass, and MSW. More than 30 years of intensive R&D has led to building and operation of several industrial-scale gasifiers producing syngas on a commercial basis for many years.
Recent developments made by ThyssenKrupp Industrial Solutions AG are focused on widening of the feedstock portfolio and improving the design by an intensive research and development programme based on both experiments at the HTW pilot plant and numerical simulations using the newest achievements in modelling of reacting fluidized bed processes.
References
ABB Ltd. Not dated. The State of Global Energy Efficiency. Global and Sectional Energy Efficiency Trends. Corporate Communications Report, ABB Ltd, Zurich, Switzerland. www.abb/energyefficiency [ Links ]
Adlhoch W., Sato, K., Wolff, J., and Radtke, K. 2000. High Temperature Winkler gasification of municipal solid waste. Gasification Technologies Conference, San Francisco, CA, 8-11 October 2000. [ Links ]
Andruleit H., Bahr, A., Babies, H-G., Franke, D., Messner, J., Pierau, R., Schauer, M., Schmidt, S., and Weihmann, S. 2013. Reserves, Resources and Availability of Energy Resources 2013. Energy Study, Bundesanstalt für Geowissenschaften und Rohstoffe (BGR), Hannover. [ Links ]
Dersch J., and Fett, F. 1997. Anleitung zur Benutzung des Simulationsprogramms PFBG ..Pressurised Fluidised Bed Gasifier". University of Siegen. [ Links ]
Gomez-Barea, A. and Lekner, B. 2010. Modelling of biomass gasification in fluidised bed. Progress in Energy and Combustion Science, vol. 36. pp. 444-509. [ Links ]
Hamel, S. 2001. Mathematische Modellierung und experimentelle Untersuchung der Vergasung verschiedener fester Brennstoffe in atmosphârischen und druckaufgeladenen stationâren Wirbelschichten. PhD thesis, University of Siegen. [ Links ]
International Energy Agency. 2010. World Energy Outlook 2010. [ Links ]
Klauke, F. 2006. Moderne und umweltfreundliche Kohlekraftwerke als essentieller Baustein zur globalen CO2-Reduktion. Workshop at RWTH Aachen University, 13 July, 2006. [ Links ]
Renzenbrink W., Wischnewski, R., Engelhard J., and Mittelstadt, A. Not dated. High Temperature Winkler (HTW) Coal Gasification - A Fully Developed Process for Methanol and Electricity Production. Rheinbrawn AG. [ Links ]
Von Alberti, H-J. and Rammler, E. 1962. Technologie und Chemie der Braunkohleverwertung. er Deutsche Verlag für Grundstoffindustrie, Leipzig. [ Links ]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}