










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 n.6 Johannesburg Jun. 2015
GENERAL PAPERS
Introduction to the production of clean steel
J.D. SteenkampI; L. du PreezII
IMintek
IIArcelorMittal Saldanha Steel
SYNOPSIS
This paper introduces the concept of clean steel production from a pyrometallurgist's perspective to the broader metallurgical community. A simplistic overview of the steelmaking process from iron ore to car body manufacturing is followed by an introduction to the South African steel industry and the technologies that it utilizes. The process is illustrated by an overview of the flow sheet and technologies for the production of clean steel at Saldanha Steel, South Africa.
Keywords: ironmaking, steelmaking, clean steel.
Introduction
When confronted with the term clean steel, my friend - who is an expert in minerals processing - conjures up images of washing his car. Although, in pyrometallurgical terms, steel cleanliness affects the body of his car, clean steel production does not include soapy water. This paper presents an overview of what clean steel means to a pyrometallurgist, as well as an explanation of its relevance to South Africa.
(Very) simplistic process overview
Car manufacturing
In car manufacturing, the mass of the steel body structure typically ranges between 200 and 400 kg (WorldAutoSteel, 2013). Hydroforming is the manufacturing process used to convert a sheet of steel into the panel of a car door or other shape required (Singh, 2003). In a typical hydroforming process cycle, the sheet metal blank is placed onto the lower tool, the die is closed, and fluid pressure applied to one side of the blank. The pressure is sufficient to cause the blank to deform plastically and take the shape of the tool cavity (Singh, 2003). During plastic deformation, nonmetallic inclusions will cause the steel to deform. Typical nonmetallic inclusions are Al2O3 as a product of deoxidation - explained later on - and a solid solution of the spinel MgAl2O4 and Al2O3 (Pistorius, Verma, and Fruehan, 2011). These inclusions form during the steelmaking process.
Iron ore
In iron ore, iron (Fe) is present in an oxidized state as Fe3+ in haematite (Fe2O3) or a combination of Fe2+ and Fe3+ in magnetite (Fe3O4) (Poveromo, 1999). To produce steel, the oxygen is removed from the Fe in order to reduce its oxidation state to zero, Fe0. In pyrometallurgical processing the principles of chemistry are applied to achieve this objective.
Ironmaking
To reduce the oxidation state of Fe, the iron ore is contacted with a reagent that has a greater affinity for oxygen. In commercial ironmaking, carbon (C) is used to achieve this objective (Sundholm et al., 1999) as oxygen (O) has a higher affinity for C than for Fe under certain conditions. These conditions are governed by the rules of thermodynamics (Turkdogan and Fruehan, 1999). According to the Oxford Dictionary (Oxford University Press, n.d.), pyrometallurgy is the branch of science and technology concerned with the use of high temperatures to extract and purify metals. Therefore, in pyrometallurgy, processing temperature is one of the parameters manipulated to exploit the rules of thermodynamics.
Carbon, when used to reduce the oxidation state of the Fe, is referred to as the reducing agent (Sundholm et al., 1999). C reacts with the O associated with the Fe when the C is present as solid carbon, as carbon dissolved in a metal phase, or as carbon present in a gaseous phase as carbon monoxide (CO) gas (Burgo, 1999; Turkdogan and Fruehan, 1999). Different technologies are available (Feinman, 1999) to exploit these reactions, with the blast furnace being the main technology (Burgo, 1999). The liquid pig iron tapped from the blast furnace is saturated in C, with typical contents of 3.5% to 4.4% (Burgo, 1999).
Unfortunately, iron ores contain not only Fe but also other elements, all present at higher oxidation states in the form of minerals. These elements include silicon (Si), manganese (Mn), phosphorus (P), aluminium (Al), magnesium (Mg), calcium (Ca), titanium (Ti), potassium (K), sodium (Na), and sulphur (S) (Burgo, 1999; Poveromo, 1999). During the ironmaking process, the oxidation states of some of these elements - especially Si, Mn, and P - are reduced to zero as well. Apart from Fe and C, the liquid pig iron tapped from a blast furnace therefore also contains Si (1.5%), Mn (1.0-2.0%) and P (<0.4%) as major components (Burgo, 1999).
In ironmaking, coal and anthracite, or products derived from them, are used as sources of C (Sundholm et al., 1999). As in the case of iron ores, the coal and anthracite contain not only carbon, but also other elements in the form of gangue minerals - most importantly S. This S, together with the S present in the iron ore, will report to the pig iron, resulting in S contents of 0.05% or less, typical for liquid pig iron tapped from a blast furnace (Burgo, 1999).
Steelmaking
To produce steel suitable for car body manufacturing, the liquid pig iron tapped from a blast furnace has to be refined to reduce the C, Si, Mn, S, and P content.
In the first refining step, O2 gas is blown under controlled conditions into the liquid pig iron, where it reacts preferentially with C, Si, and Mn (Fruehan, 1998), increasing their oxidation states from zero to C2+ or C4+ as CO or CO2 gas, and to Si4+ as SiO2, and Mn2+ as MnO, both of the latter reporting to a liquid slag phase. By controlling temperature and slag chemistry, P is also oxidized from zero to a higher oxidation state, and S to S2+ by forming CaS, both reporting to the slag phase (Miller et al., 1998). As with ironmaking, different steelmaking technologies are available (Fruehan and Nassaralla, 1998; Jones, Bowman, and Lefrank, 1998; Miller et al., 1998) to exploit these reactions, with the basic oxygen furnace (BOF) being widely applied in the treatment of liquid pig iron (Miller et al., 1998).
During tapping of the BOF, the refined steel is separated from the slag. After O2 blowing, the dissolved O content of the steel is too high for casting purposes and has to be reduced. This reduction is achieved by adding Al or Si, which react with the dissolved O to form Al2O3or SiO2 (Kor and Glaws, 1998). Under ideal conditions the reaction products report to the slag phase. Under non-ideal conditions, the reaction products remain in the steel as nonmetallic inclusions. Therefore, steel producers actively manage the inclusion content and morphology of their products through the introduction of Ca additions and soft purging with Ar gas. The treatment of the steel described here occurs in the ladle furnace (LF) (Kor and Glaws, 1998). Treatment in the LF also includes further reduction of the S content of the steel through synthetic slag additions as well as final adjustments to the chemical composition of the steel (Kor and Glaws, 1998).
During tapping of the steel from the primary vessel (typically a BOF) or arcing at the ladle furnace, nitrogen (N) in the air dissolves into the steel. Many of the alloys and synthetic slag components added to the steel at the ladle furnace contain water, which has the potential to increase the dissolved hydrogen (H) content of the steel. In many instances the levels of these gases have to be reduced with vacuum oxygen degassing (VOD) technology - one of the technologies available (Kor and Glaws, 1998). VOD technology is also used to reduce the carbon content of ultralow carbon steel grades (Kor and Glaws, 1998).
Summary
Figure 1 presents a summary of the iron- and steelmaking processes.
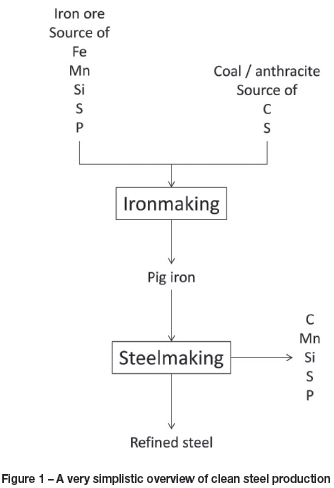
➤ In iron ore, Fe is present in an oxidized state. Iron ore contains not only Fe but also other components, such as Si, Mn, P, and S present in gangue minerals.
➤ During the ironmaking process the desired Fe is reduced from ore together with Si, S, P, and Mn. The pig iron product is saturated in C.
➤ During the steelmaking process, different refining steps drastically reduce the levels of acceptable elements dissolved in the iron, such as C, Si, and Mn, as well as unacceptable elements such as S, P, N, and H, while at the same time mitigating the effect of nonmetallic inclusions.
Iron- and steelmaking technologies applied in South Africa
In South Africa, iron and steel are produced at a number of steelmaking plants (Jones, n.d.) using various technologies. ArcelorMittal South Africa operates four steelworks named after the towns they are based in. EVRAZ Highveld Steel is based in Emalahleni, and Columbus Stainless in Middelburg; SCAW Metals operates a steelworks in Germiston, Cape Gate in Vanderbijlpark, and SA Steelmakers in Cape Town (Delport, 2014).
The largest integrated steel plant is the ArcelorMittal South Africa Vanderbijlpark Works (ArcelorMittal, n.d.-a). The Vanderbijlpark Works utilizes blast furnaces for the production of pig iron and rotary kilns for the production of direct reduced iron (DRI) - a product in the solid state (ArcelorMittal, n.d.-b). Both pig iron and DRI are produced from a combination of lumpy iron ore and sintered ore fines. Basic oxygen furnaces (BOFs) are applied for the production of primary steel. The electric arc furnaces (EAFs) were decommissioned in 2012 (Mathews, 2012). Secondary steelmaking is conducted in ladle furnaces, followed by degassing in either a Ruhrsthal Heraeus (RH) degasser or vacuum arc degasser (VAD).
ArcelorMittal South Africa operates three other plants (ArcelorMittal, n.d.-b): Saldanha Works, Newcastle Works, and Vereeniging Works. The process flow sheet and technologies applied at Saldanha Steel are discussed in the next section in more detail. At the Newcastle Works, iron is made from lumpy and sintered iron ore in a blast furnace. BOF technology is used for primary steelmaking, and ladle furnace and RH degasser technologies for secondary steelmaking. The Vereeniging Works does not have an ironmaking facility. During the primary steelmaking step, scrap is melted in EAFs. Secondary steelmaking technologies applied are the ladle furnace and vacuum degassing.
At EVRAZ Highveld Steel, iron is made using a combination of rotary kilns for solid-state reduction and open-bath furnaces for final reduction and melting (Steinberg, Geyser, and Nell, 2011). The choice of technology was driven by the high levels of titania (TiO2) present in the magnetite ore. As the pig iron tapped from the open-bath furnaces contains high levels of vanadium, primary steelmaking is conducted in two steps: a soft oxygen blow at the shaking ladles to remove the vanadium, followed by treatment in BOFs. Ladle furnace technology is the only secondary steelmaking technology applied.
The only facility for the production of stainless steel in South Africa is Columbus Stainless, which uses EAF technology to melt recycled steel scrap together with metal alloys containing Cr and Ni, and an argon-oxygen decarburizer (AOD) for refining (Columbus Stainless, n.d.). No secondary steelmaking technologies are described.
Production of clean steel at Saldanha Steel
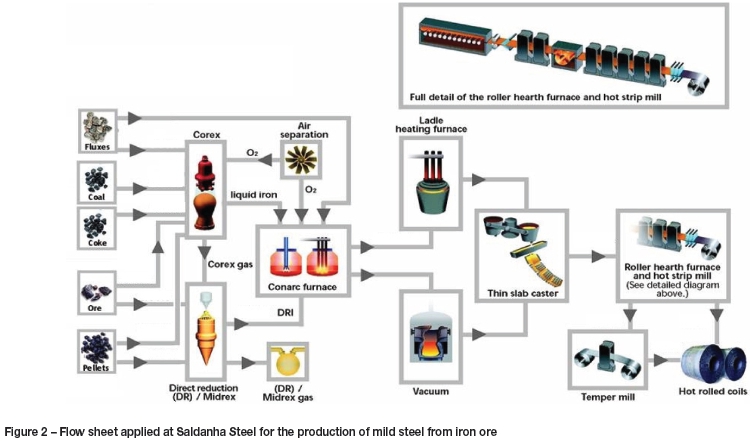
ArcelorMittal Saldanha Works was commissioned in 1998, with a unique combination of production units (Figure 2).
A Corex unit produces hot metal, and the surplus gas is fed into a Midrex unit that produces DRI. Both products are fed into a twin-shell Conarc furnace, which is a hybrid EAF/BOF. The steel is then treated in a ladle furnace where final chemical adjustments are made before being sent to a thin slab caster (TSC). Slab temperatures are equalized in a roller hearth furnace (RHF) where surplus gas from the ironmaking units is burned. In a seven-stand hot strip mill (HSM), the slabs are reduced to their final thickness, mainly ≤1.5 mm. A temper mill (TM) improves the flatness of the strip, and a packaging unit puts strapping around it for shipment to customers mainly in East and West Africa.
The Corex unit produces hot metal in a configuration of a split blast furnace. In the bottom section, the melter-gasifier, coal and coke are gasified with 95% pure O2 to form CO gas and energy. The gas is fed upwards into the second section, a shaft pre-loaded with iron ore, iron pellets, and coke moving downward. The gas strips the extra oxygen from the iron ore, and the metallized pellets gravitate into the high-temperature zone of the melter where they are further reduced and melted. In the process, some C, Si, P, and S from the coal goes into solution into the molten iron. Most of the SiO2and Al2O3from the coal is removed by the lime and dolomite added to make a fluid slag.
The excess gas is cleaned by a wet scrubber, and the CO2is removed by vacuum pressure swing adsorption (VPSA).
The gas is then heated and passed into a shaft containing iron ore and pellets, similar to that of the Corex unit. Here the oxygen is more thoroughly stripped by the gas, resulting in >90% metallization (typically 90-92%), and DRI is produced. All impurities from the ore and pellets remain in the DRI. The DRI is cooled by injection of liquefied petroleum gas (LPG), a mixture of propane and butane, which 'cracks' and deposits carbon on the DRI.
The hot metal can then be desulphurized by the addition of calcium carbide (CaC2), which combines with the S dissolved in the hot metal to form CaS in a slag on top of the ladle. From here the hot metal is charged into one of the twin shells of the Conarc. The name is derived from 'converter and arc furnace'. In converters, steel is produced from hot metal by the injection of oxygen via a top lance. In an arc furnace, steel scrap and DRI are melted using electrical energy delivered by carbon electrodes.
The Conarc at Saldanha Works consists of two refractory-lined vessels that share one oxygen top lance and one electrode gantry between them. In the first step, oxygen is blown to combine with the Si, P, and C to form oxides that report to the slag floating on top of the iron, or as gaseous CO. Burned lime (CaO) and dolomite (CaMgO2) are added to help with removal of P, and to protect the MgO refractories. The CO gas is withdrawn from the furnace and combusted with air before being sent to the baghouse for the removal of fine particles.
After the blowing phase, DRI is charged while electrical energy is added via three electrodes. Once again, lime and dolomite are added to form the slag together with SiO2 from the DRI. At the same time, a door lance blows oxygen into the metal to oxidize the remainder of the carbon in the bath. To help promote a foaming slag, carbon is blown into the slag to react with the oxidized iron (FeO) that inevitably forms when oxygen is injected. The foam protects the refractories from arc flare and increases the energy transfer from the arc to the bath. When the steel reaches 1630°C it is tapped into a ladle, taking care not to transfer the furnace slag with the steel. During tapping, additions of lime, dolomite, and alumina form a new synthetic slag. Carried-over furnace slag will lead to an increase in silicon when aluminium additions reduce the SiO2.
The ladle furnace consists of two stations where the steel in refractory-lined ladles is stirred by argon injected from the bottom of the ladle. The temperature is once again increased through the use of an electric arc. Aluminium additions remove the dissolved oxygen from the steel and the CaO from the lime combines with sulphur to remove the sulphur from the steel. At the ladle furnace, alloy additions take the steel to the final specification.
No late addition of aluminium is allowed as it can form smaller oxide inclusions that are difficult to float out. For 10 minutes before calcium injection, low stirring with argon is carried out to help float out inclusions. Just before the ladle is sent to the TSC, calcium is injected to combine with alumina particles present in the steel bath to form a lower melting point calcium-aluminate that will remain liquid during the casting process. Another 5 minutes of soft stirring helps to remove some of the aluminates.
The TSC utilizes a water-cooled copper mould to freeze the liquid steel and produce slabs for the rolling mill. The as-cast thickness of the slabs is 85 mm. To prevent oxidation of the steel or aluminium in the steel, contact with the atmosphere is limited. A refractory shroud with argon around it protects the steel during transfer from the ladle to tundish. The tundish serves as a buffer between ladles to enable continuous casting. An artificial slag covers the top of the steel in the tundish to prevent oxidation and decrease energy loss.
During transfer from the tundish to the mould, the steel is protected with a submerged entry nozzle (SEN) made from alumina. Owing to the alumina construction, there is a risk that small alumina inclusions, products of earlier oxidation, could stick to the perimeter of the hole and reduce steel flow by clogging. Besides shielding from the atmosphere at the TSC, several steps at the LF ensure that the steel is clean enough to be cast and rolled to a 1 mm sheet.
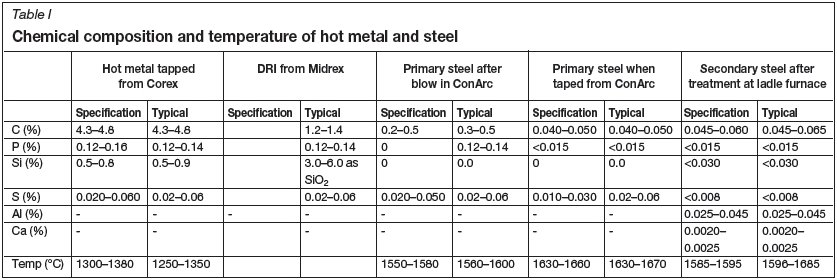
Table I summarizes the typical chemical compositions and temperatures of the hot metal and steel at the different production stages.
School on production of clean steel
The Center for Iron and Steelmaking Research at Carnegie Mellon University (CMU) in Pittsburgh, Pennsylvania, USA has a proud history in iron- and steelmaking. Collaboration between CMU and the South African iron and steel industry has included a school on steelmaking presented by Professor Richard Fruehan in Vanderbijlpark in 1996. Professor Chris Pistorius from the University of Pretoria joined Professor Fruehan in 2008 and is now the POSCO Professor of Iron and Steelmaking in the Department of Materials Science and Engineering at CMU.
Professor Pistorius continues the collaboration between CMU and the South African iron and steel industry by addressing a number of topics under the headings 'controlling dissolved elements' and 'controlling micro-inclusions'. The work done by Professor Pistorius describes the relevant process conditions (temperatures, oxygen activity, slag basicity, stirring) in the blast furnace, steelmaking converter, EAF, ladle furnace, and caster; and investigates ways in which dissolved elements are controlled both on a theoretical and on a practical level. On the topic of micro-inclusions, Professor Pistorius has examined the principles of control, sources of micro-inclusions, and techniques used to assess micro-inclusions.
A future 'Clean Steel' event would not only benefits South African steel producers, but also allow suppliers of raw materials and consumables to obtain a better understanding of their clients' perspectives on iron- and steelmaking; and inform downstream consumers of the challenges faced by their suppliers.
Conclusions
The conversion of iron ore to steel requires several processing steps. For each processing step, different types of technologies are available and applied in South Africa. The plant at Saldanha Steel is an example of an integrated mini-mill that produces steel from iron ore.
For a pyrometallurgist producing steel, the term clean steel refers to the control of the dissolved elements and the nonmetallic inclusions in the steel. A school focusing on the transfer of knowledge on both aspects would be beneficial not only to pyrometallurgists producing steel, but also to their suppliers and clients.
Acknowledgements
This paper is published with the permission of Mintek. Thanks are due to Elzaan Behrens for flow sheets of the different steelworks, and to Professor Chris Pistorius for his helpful comments.
References
ArcelorMittal. Not dated (a). Vanderbijlpark works overview. www.arcelormittalsa.com/Operations/VanderbijlparkWorks/Overview.aspx Accessed 17 Nov. 2014. [ Links ]
ArcelorMittal. Not dated (b). Operations production processes. www.arcelormittalsa.com/Operations/ProductionProcesses.aspx Accessed 17 Nov. 2014. [ Links ]
Burgo, J.A. 1999. The manufacture of pig iron in the blast furnace. Making, Shaping and Treating of Steel - Ironmaking Volume. 11th edn. Wakelin, D.H. (ed.). AISE Steel Foundation, Pittsburgh, Pensylvania. pp. 699-740. [ Links ]
Columbus Stainless. Not dated. Simplified process for making stainless steel. www.columbus.co.za/processes.html Accessed 17 Nov. 2014. [ Links ]
Delport, H.M.W. 2014. Personal communication. [ Links ]
FEINMAN, J. 1999. Direct reduction and smelting processes. Making, Shaping and Treating of Steel - Ironmaking Volume. 11th edn. Wakelin, D. (ed.). AISE Steel Foundation, Pittsburgh, Pensylvania. pp. 741-780. [ Links ]
Fruehan, R J. 1998. Overview of steelmaking processes and their development. Making, Shaping and Treating of Steel - Steelmaking and Refining Volume. 11th edn. Fruehan, R.J. (ed.). AISE Steel Foundation, Pittsburgh, Pensylvania. pp. 1-12. [ Links ]
Fruehan, R.J. and Nassaralla, C.L. 1998. Alternative oxygen steelmaking processes. Making, shaping and Treating of Steel - Steelmaking and Refining Volume. 11th edn. Fruehan, R.J. (ed.). AISE Steel Foundation, Pittsburgh, Pensylvania. pp. 743-759. [ Links ]
Jones, J.A.T., Bowman, B., and Lefrank, P.A. 1998. Electric furnace steelmaking. Making, Shaping and Treating of Steel - Steelmaking and Refining Volume. 11th edn. Fruehan, R.J. (ed.). AISE Steel Foundation, Pittsburgh, Pensylvania. pp. 525-660. [ Links ]
Jones, R.T. Not dated. Pyrometallurgy in Southern Africa. http://www.pyrometallurgy.co.za/PyroSA/ Accessed 17 Nov. 2014. [ Links ]
Kor, G.J.W. and Glaws, P.C. 1998. Ladle refining and vacuum degassing. Making, Shaping and Treating of Steel - Steelmaking and Refining Volume. 11th edn. Fruehan, R.J. (ed.). AISE Steel Foundation, Pittsburgh, Pensylvania. pp. 661-713. [ Links ]
MATHEWS, C. 2012. Steel producers - prolonged downturn. www.financialmail.co.za/business/money/2012/11/14/steel-producers-prolonged-downturn [ Links ]
Miller, T.W., Jimenez, J., Sharan, A., and Goldstein, D.A. 1998. Oxygen steelmaking processes. The Making, Shaping and Treating of Steel - Steelmaking and Refining volume. 11th edn. Fruehan, R.J. (ed.). AISE Steel Foundation, Pittsburgh, Pensylvania. pp. 475-524. [ Links ]
Oxford University Press. Not dated. Pyrometallurgy, n. http://www.oxforddictionaries.com/definition/english/pyrometallurgy Accessed 17 Nov. 2014. [ Links ]
Pistorius, P., Verma, N., and Fruehan, R.J. 2011. Calcium modification of alumina and spinel inclusions in aluminum-killed steel. http://saimm.co.za/about-saimm/branchessaimm/58-saimm-pretoria/173-calcium-modification-of-alumina-inclusions-in-steel-reaction-mechanisms [ Links ]
Poveromo, J.J. 1999. Iron ores. Making, Shaping and Treating of Steel -Ironmaking volume. 11th edn. Wakelin, D.H. (ed.). AISE Steel Foundation Pittsburgh, Pensylvania. pp. 547-642. [ Links ]
Singh, H. 2003. Introduction to hydroforming. Fundamentals of Hydroforming. Society of Manufacturing Engineers, Michigan. pp. 1-17. [ Links ]
Steinberg, W.S., Geyser, W., and Nell, J. 2011. The history and development of the pyrometallurgical processes at Evraz Highveld Steel & Vanadium. Southern African Pyrometallurgy 2011. Jones, R.T. and Den Hoed, P. (eds). Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 63-76. [ Links ]
Sundholm, J. L., Valia, H. S., Kiessling, F. J., Richardson, J., Buss, W. E., Worberg, R., Schwarz, U., Baer, H., Calderon, A., and DiNitto, R.G. 1999. Manufacture of metallurgical coke and recovery of coal chemicals. Making, Shaping and Treating of Steel - Ironmaking volume. 11th edn. Wakelin. D.H. (ed.). AISE Steel Foundation, Pittsburgh, Pensylvania. pp. 381-546. [ Links ]
Turkdogan, E.T. and Fruehan, R.J. 1999. Fundamentals of iron and steelmaking. Making, Shaping and Treating of Steel - Ironmaking volume. 11th edn. Wakelin. D.H. (ed.). AISE Steel Foundation, Pittsburgh, Pensylvania. pp. 37-160. [ Links ]
WorldAutoSteel. 2013. Steel elimnates weight gap with aluminium for car bodies. http://www.worldsteel.org/dms/internetDocumentList/press-release-downloads/2013/Steel-closes-gap-with-aluminium-for-car-making/Steelcloses gap with aluminium for car making.pdf. [ Links ]


{kind=link}
{kind=link}