










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 n.6 Johannesburg Jun. 2015
PLATINUM CONFERENCE PAPERS
The application of pumpable emulsions in narrow-reef stoping
S.P. Pearton
BME, a division of the Omnia Group
SYNOPSIS
Pumpable emulsion explosives have been available to surface and underground massive mining operations for decades, and their unique properties offer significant advantages in terms of improved safety, reliability, and performance. However, the benefits of pumpable emulsions have been unavailable to narrow-reef mining operations due to the lack of technology necessary for their successful implementation in this challenging environment. Despite efforts to promote and enhance the safety and performance of bulk emulsions for narrow-reef stoping, little research has been undertaken to advance the pump technologies required for their implementation. This has resulted in a gap in knowledge and technology, and as a consequence the successful implementation of a pumpable emulsion system has consistently eluded the narrow-reef environment.
The purpose of the following investigation was to evaluate the viability of pumpable emulsion explosives for use in South African narrow-reef mining operations. By approaching the problem from multiple perspectives, this research aimed firstly to propose a theoretical framework and suite of equipment suitable for the implementation of pumpable emulsions within the narrow-reef environment. Through the development of this suite of pumpable emulsion technology, tests could be undertaken on the proposed narrow-reef emulsion formulation and pumpable emulsion technology to obtain the necessary understanding of the performance of the system under controlled operating conditions prior to its implementation in the broader mining industry.
Keywords: blasting technology, explosives, pumpable emulsions
Introduction
Bulk emulsion explosives have been used in large-scale mining operations across the globe for decades. The reason for their extensive use lies primarily in the advantages of bulk emulsion explosives over alternative explosive technologies, both in terms of safety and blast performance. Despite these benefits having been attainable for some time, the scale and cost of equipment required for the implementation of such technologies has resulted in their use being limited to large-scale mining operations. This limitation continues to exist, despite the ever-growing demand for increased levels of safety and security in the narrow-reef environment.
As pumpable emulsions are insensitive to initiation prior to sensitization they are classified as UN Class 5.1, and as such are free from many of the regulations imposed on Class 1 explosives. The increase in safety and security obtainable through this classification, together with the physical properties of pumpable emulsions, allows for significant advantages over alternative explosives technologies available for use in the narrow-reef environment. In addition to the improved safety during transportation, storage, and handling, pumpable emulsions can be pumped between transport vessels, through shaft pipelines, and into the blast-hole, thereby reducing labour requirements.
Given the possible benefits available through the implementation of pumpable emulsions within narrow-reef operations, a study was undertaken in order to gain an understanding of the factors essential to their successful implementation. Through this understanding, a project was formulated that would allow for the development of a suite of underground emulsion technologies and UN class 5.1 pumpable emulsion formulations suitable for application in the South African narrow-reef environment.
Explosives selection for narrow-reef blasting applications
In order to understand the benefits available through the implementation of pumpable emulsion systems, a discussion of available explosives is important for comparative purposes.
Toward the end of the 20th century the use of dynamite explosives was phased out of narrow-reef mining operations in favour of various forms of ammonium nitrate (AN)-based explosives. Despite the commonality of AN in the various explosives, considerable differences in physical properties and performance characteristics still exist between the various types of AN-based explosives. As the results obtained in blasting operations are, in part, dependent on the physical properties and performance characteristics of the selected explosive, the optimal choice of explosive will differ depending on the blast design, the desired outcome of the blast, and the geological and environmental conditions in which the blast takes place.
ANFO
ANFO was first introduced into South African underground tabular mining operations in 1963, and by 1975 accounted for approximately 60% of the commercial explosives consumption within the sector. Not only did ANFO increase the level of safety of commercial explosives, but it was less expensive than dynamites, 'less arduous' to handle, and as a result of its bulk form it allowed for 100% coupling within the blast-hole, improving the efficiency of energy transfer from the blast-hole into the surrounding rock mass. Although the bulk nature of ANFO initially appeared to be beneficial to mining operations, it allowed for the unprecedented overcharging of blast-holes. This high mass of fully-coupled low velocity of detonation (VOD) explosive increased the extent of damage to the hangingwall and increased levels of overbreak (Mosenthal, 1990). Due to the hygroscopic nature of ANFO it is also less sensitive to detonation when exposed to humid conditions and its use will result in poor and inconsistent blast results in wet mines. The combination of these factors reduces the efficiency of blasting operations and increases the overall cost of mining due to undesirable blast results and high levels of explosives waste.
Although ANFO is manufactured at an approximate bulk density of 0.8 g/cm3, the blow loading of ANFO in underground operations increases the density of the explosive, thereby increasing the relative bulk strength (RBS) of the explosive. As the air pressure available at the time of loading determines the force at which the ANFO granules are propelled through the charging lance and into the hole, the crushed particle size and compaction of the prill within the blast-hole will vary depending on the available air pressure, the strength of the prill, and the loading technique used. Loaded densities achieved through the use of pneumatic loaders commonly range from 0.94 to 1.1 g/cm3 depending on the abovementioned variables (Brinkmann, 1994). This high blow-loaded density further exacerbates the problem of the overcharging of blast-holes due to the increased energy within the blast-hole. As ammonium nitrate crystals undergo a phase change at 32°C, the control of product shelf life is important in order to limit the degradation of ANFO through temperature cycling (Mulke, 1966). Repeated cycling of ANFO across 32°C results in the degradation of the original prill and significantly increases the density achieved through pneumatic loading, as well as the quantity of ANFO blown into the air during loading operations.
As these factors affect the density of blow-loaded ANFO and this in turn affects the VOD, a broad and inconsistent range of VOD results will be experienced when using ANFO. In an attempt to reduce the extent of damage caused by the overcharging of blast-holes with ANFO, explosives manufacturers have reduced the relative bulk strength of ANFO. Despite these efforts, limited success is evident and ANFO has been largely excluded from consideration in mines with poor ground conditions (Kruger, 2010). In addition to the undesirable performance profile, the UN Class 1 classification of ANFO increases the burden on the transportation and storage of ANFO as required in accordance with South African law.
Cartridged explosives
The way in which an explosive is packaged has both practical and financial implications for mining operations. Two types of packaged AN-based cartridges exist for use in underground blasting applications, namely watergel (slurry) and emulsion cartridges. As packaged explosives such as cartridges are pre-sensitized at a manufacturing facility, better equipment and a higher level of control can be exercised in achieving consistent quality product. In addition, as cartridges are manufactured ready to load into the blast-hole, they are also easy to handle in confined and difficult underground conditions.
Despite these benefits, the use of packaged explosives entails numerous disadvantages. Owing to their pre-sensitized nature, most packaged explosives are classified as Class 1 explosives and as such are subject to the regulations of the Department of Mineral Resources (DMR), Chief Inspectorate of Explosives (CIE), and the Department of Labour (DOL) throughout manufacture, delivery to, and storage on mining operations. This is a significant disadvantage in the current South African environment given the stringent legislation regulating the transportation and control of Class 1 explosives. In addition to increased regulation, the manufacture of pre-packaged explosives necessitates increased investment and operating expenses on the side of the manufacturer, in turn resulting in higher prices than for packaged explosives than for bulk products. As packaged products also require additional labour for offloading and handling on the shaft, transportation throughout the operations, and during loading of the blast-face, considerable additional labour expenses are incurred.
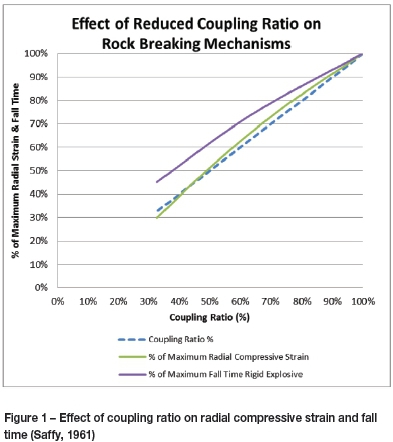
One consideration of great significance in the use of packaged explosives is the reduction in coupling experienced during the loading of the explosive. The degree of decoupling is dependent on a number of variables in the manufacturing and loading of the explosive. These factors include the manufactured stiffness of the cartridge, the thickness and strength of the wrapping or sleeving material, the elevation of the operation where it is used, the temperature at time of use, the ratio of the manufactured cartridge size to hole size, and specific operator practices such as the force applied to tamp the cartridge and the number of cartridges inserted in a hole prior to tamping (ISEE, 1998; Saffy, 1961). As a decrease in coupling ratio is directly proportional to the loss in shock energy or the strain wave delivered to the rock mass, a significant reduction in explosive efficiency results from the use of decoupled cartridged explosives (Figure 1). In order to compensate for the poor efficiency of shock transmission to the rock mass, a greater mass of explosive is necessary per blast-hole to break a fixed mass of rock, further compounding the additional time and labour required to load the blast-face.
Cartridged watergel explosives
Watergel or slurry explosives as they are also known were first implemented in South African opencast mines in 1968. Watergel explosives constitute 'a colloidal suspension of solid AN particles suspended in a liquid AN solution and gelled using cross linking agents' (Aimone, 1992). Gelling agents such as guar gum are used to thicken the explosive matrix while fuel oils are added to the matrix to enable detonation to take place. In order to increase the sensitivity of watergel explosives, sensitizing agents such as TNT, nitrostarch, Composition B, ethyl alcohol, and glass micro-bubbles are added to the formulation, while aluminium is added to increase the energy released during detonation.
Due to the comparatively poor intimacy of the fuel and oxidizer phases of watergel explosives, they have a lower VOD and as such a lower detonation pressure than emulsion explosives (Spiteri, 1998). Owing to the lower detonation pressure, the strain wave induced through the detonation of the charge will be lower than that of high-VOD emulsion explosives, while the period of time in which high-pressure gases act on the rock mass will be greater. Typical VOD values for smaller diameter watergel charges fall within the range of 3200 m/s to 3700 m/s (Brinkmann, 1990), while explosive densities may be as high as 1.35 g/cm3, allowing for a high energy concentration during loading (Spiteri, 1998). Due to the presence of water in the watergel formulation, the resistance of watergel explosives to accidental initiation is good.
Cartridged emulsion explosives
Emulsion explosives first entered South African underground tabular mining operations in cartridged form in the early 1980s. Emulsion explosives are composed of two immiscible liquids with an aqueous oxidizer phase and a fuel oil phase making up the explosive. During the manufacturing process, the aqueous ammonium nitrate phase of the emulsion is divided repeatedly through a blending process, forming microscopic droplets of oxidizer suspended within the oil matrix. As a result of the microscopic size and even distribution of oxidizer droplets within the matrix, the intimacy of the oxidizer and fuel within emulsion explosives is better than in ANFO and slurry explosives.
During detonation, the high degree of intimacy between the two phases of the emulsion explosive allows for a faster reaction between the fuel and oxidizer, thereby resulting in a higher VOD. As this intimacy allows for a more efficient reaction, smaller volumes of noxious gases are released during detonation (Svard and Johansson, 1999). Another benefit of the high intimacy between the fuel and oxidizer phase of an emulsion is that the addition of mechanically or chemically induced nitrogen gas bubbles is sufficient to sensitize the base emulsion to allow for detonation. For this reason no other sensitizing chemicals need be added to an emulsion, and as a result, the resistance of emulsions to accidental initiation is substantially less than even that of watergel explosives. Typical VOD values for emulsions in small-diameter blast-holes range from 4500 m/s to 5100 m/s (Brinkmann, 1990), with average density values in the region of 1.15 g/cm3 to upper limits as high 1.35 g/cm3 (Spiteri, 1998). As emulsions are insoluble in water, they are ideal for use in wet mining operations where they are able to displace water within wet blast-holes due to their high initial density.
Pumpable emulsion explosives
Pumpable emulsions represent the forefront in explosives safety and efficiency in underground mining operations due to their Class 5.1 classification and bulk form. In order to reduce the sensitivity to allow for the UN Class 5.1 classification, pumpable emulsions are manufactured with a higher water content than Class 1 cartridged emulsions. This, together with the larger bubble size introduced through on-site chemical sensitization, results a marginally lower VOD specific to the water content and overall sensitivity to initiation of the emulsion formulation. While pumpable emulsions share many of the performance characteristics of cartridged emulsion explosives, the physical properties of pumpable emulsions allow for greatly improved operational efficiency. Advantages of pumpable emulsions include a reduction in labour for the transportation and loading of explosives, a reduction in charging time due to the high loading rate of charging equipment, and a 100% coupling ratio between the explosive charge and the blast-hole wall. As full coupling increases the efficiency with which the detonation pressure and brisance produced in the detonation front are transmitted into the rock mass, the overall efficiency of the blast is improved (Saffy, 1961).
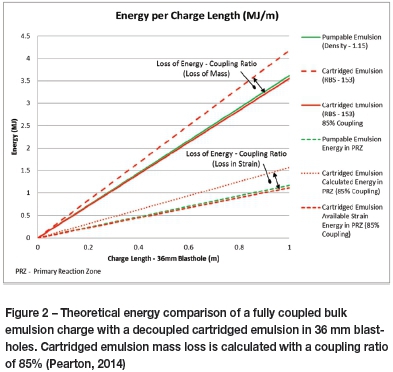
As cartridged explosives possess a coupling ratio of only 80% to 90%, they are unable to achieve the same blasting efficiency as bulk explosives. This is evident in Figure 2, where the shock energy delivered to the rock through the primary reaction zone (PRZ) is calculated and compared for a high-energy cartridged emulsion (RBS 153, VOD 4500 m/s) and average energy pumpable emulsion (RBS 132, VOD 3600 m/s) (Brinkmann, 1990). From the figure it is evident that the efficiency of decoupled explosive charges is impacted initially by a decrease in loaded mass per metre as a result of decoupling, and secondly by a loss in shock energy delivered to the rock mass as a result of the decreased efficiency in the transmission of the strain wave through the air cushion around the explosive charge. Pumpable emulsions are thus able to concentrate a greater proportion of the available explosive energy both at the bottom of the hole and throughout the length of the column, facilitating better breakout of the toe and increasing advance rates.
An additional advantage limited to bulk emulsions and other non-sensitized liquid explosives systems is the ability to adjust the density and therefore the energy available within each blast-hole. This can be achieved through the use of a single-base blasting agent coupled with a range of specified density sensitizing agents.
Although significant advantages are available through the use of bulk explosives systems, the sensitization of bulk explosives at the blast-face presents a degree of risk in daily blasting operations. The introduction of loaders or charging equipment necessary for the loading of the blast-face increases the opportunity for equipment failure or poor labour practices that could result in insensitive explosive, which would in turn result in undesirable blast results or the complete failure of the blast. In order to reduce the possibility of error, correct equipment selection and operator training is of greater importance with unsenzitised pumpable explosives systems than with pre-sensitized cartridged explosives.
The impact of poor explosive selection on mine profitability
The previous section discussed the range of commercial explosives currently available within the South African narrow-reef mining industry. As each of these explosives differs in physical properties and performance characteristics, the effect of each on the rock mass will differ. As underground operations and rock types are not all the same, the optimal explosive for each operation will differ according to the desired set of outcomes for each operation. Should an explosive and round design be chosen without consideration for the broader implications of the selection, the downstream financial implications of the decision could easily exceed the cost of explosives for the mining operations. As downstream implications affect almost all activities within the mine, rock breaking is arguably the single most crucial and influential area of the mining operation and as such will have the greatest impact on the generation of profits (de Graaf, 2010).
According to Brinkmann (1994), the three most important considerations in daily blasting operations include the advance achieved per blast, the fragmentation of ore, and the degree of overbreak experienced in stoping operations. These three considerations are influenced by geological and environmental conditions, the energy within the blast, the quality of drilling and blasting practices, and the performance characteristics of the explosive. While these factors may have the greatest influence on profits within a mining operation, they are often overlooked by production personnel due to lack of awareness, production pressure, and the demand for direct savings on explosives to meet short-term financial targets (Prout, 2010).
The importance of advance per blast and blasting rate
The advance achieved per blast is vital to the success of a mining operation as it is directly responsible for the liberation of payable ore from the solid rock mass (Cunningham and Wilson, 1991). Advance per blast is affected by multiple factors, including the properties of the rock mass, geological considerations, blast design, drilling accuracy, explosives selection, the initiation system, the timing of the round, and the use of effective stemming products (Prout, 2010). These factors when applied in the correct manner increase the breakout of the toe of the blast-hole and the overall efficiency of the blast.
Through calculation, Cunningham and Wilson (1991) proposed that for underground narrow-reef operations, only a small increase in advance is required to justify the use of a more expensive explosive in order to improve the general results of the blast. Given current commodity prices, this increase in advance is often no more than millimetres in length. Table I compares the cost of explosives to the revenue generated through a single blast on a 30 m production panel within a gold mining operation. It is evident from the calculation that with an average grade of 6 g/t, the cost of explosives will be recovered in the first centimetre of advance. From this calculation it can be seen that the best suited explosive should be selected for a blasting application, as the direct cost of explosives is negligible when compared to the financial implications of greater advance rates and improved blast efficiency.
As the advance achieved in blasting operations is a function of the performance and reliability of an explosive, factors such as the physical properties of explosives also need to the taken into consideration during the selection process. The use of water-soluble explosives such as ANFO in high humidity or wet operations presents the risk of blast failure and the loss of advance should the sensitivity of the explosive be reduced through the hydroscopic properties of the explosive (Mulke, 1966). Should only one blast in one hundred fail as a result of poor explosive selection, resulting in a loss in advance of only one metre, this would represent an equivalent loss in advance of one centimetre per panel per blast. Through the calculation above it can be seen that the loss of this single centimetre of advance per blast represents a financial loss greater than the cost of explosives for every blast and thus would have justified the use of an explosive at double the expense in order to prevent the failure of a single blast. From this, it is evident that the direct cost of explosives is negligible when compared to the financial implications of daily blasting operations. Any loss in advance experienced within a mining operation represents a piece of ground that needs to be drilled and blasted a second time (Brinkmann, 1994).
Fragmentation and mine call factor
As previously discussed regarding the advance per blast, multiple factors are responsible for the degree of fragmentation achieved in blast results. The most important factors in determining the fragmentation within a specific round design include the specific energy of the explosive, the powder factor within the round, the timing of the round, the quality of drilling and blasting practices, and the VOD of the selected explosive (Prout, 2010; Lindsay, 1991). While the mass and VOD of the explosive determine the extent of fracturing surrounding the blast-hole, Brinkmann (1994) found by experimentation that the specific energy within the round had by a significant margin the greatest effect on the size of fragmentation achieved in the blast. This is illustrated in Figure 3, where the specific energy per cubic metre is plotted against fragment size for 10%, 50%, and 90% screen pass rates (Brinkmann 1994). Due to the increase in pressure within the blast, rock particles will be accelerated to higher velocities and the size of rock fragments will be further reduced on collision with the excavation walls (Brinkmann, 1994).
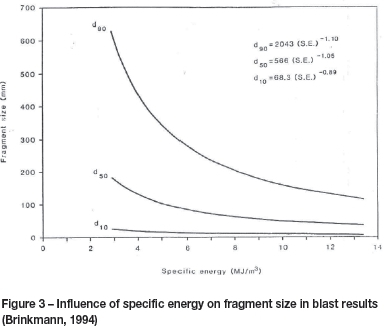
From his experiments Brinkmann (1994) noted a practical limit to the specific energy that could be applied in an attempt to reduce the maximum fragment size achieved in the blast. As indicated in Figure 3, only a small reduction in large particle size is experienced for increasing specific energy beyond approximately 8 MJ/m3.
In determining the required fragment size for a specific mining operation, logistical considerations, the geological properties of the rock mass, and the distribution of mineralization in the ore need to be taken into consideration (Brinkmann, 1994). Fragment size is of particular importance for carbonaceous gold reefs on the Witwatersrand due to the detrimental effect of excessive fragmentation on mine call factor. Several case studies have highlighted the severe financial implications that can result from the excessive use of high-energy explosives in such operations (Kruger, 2010; Brinkmann, 1994). Another repercussion of excessively fine fragmentation is increased operating expenses for autogenous mills due to the requirement for additional steel balls (Brinkmann, 1994).
Excessively large fragmentation will similarly have an impact on the operating costs of the mining operation. As the powder factor of the blast increases, within acceptable limits, the average fragment size produced by the blast will decrease, increasing the efficiency of handling and size reduction activities downstream.
Areas of low efficiency and increased expenditure as a result of oversize ore in the muck pile include (Prout, 2010; Cunningham and Wilson, 1991; Brinkmann, 1994):
➤ Damage to support and blasting barricades
➤ Secondary blasting activities
➤ Cleaning cycle times
➤ Efficiency and wear on scrapers
➤ Grizzly maintenance costs
➤ Orepass blockages
➤ Maintenance of loading boxes
➤ Equipment running costs
➤ Crusher throughput and maintenance.
From the above discussion it is clear that a fundamental understanding is required of the effect of fragmentation size on the profitability of a specific mining operation in order for the correct explosive and round design to be selected for the application. Given the financial implications of fragmentation on the profitability of an operation, it is essential to understand the effect of both excessive fines and oversize material on the profitability of the mine (Brinkmann, 1994).
Overbreak and dilution
One of the greatest areas of concern in narrow-stope mining operations is the degree of overbreak. Overbreak results from the penetration of high-pressure gases into the rock mass surrounding the excavation, resulting in the breakout of excess rock from the hangingwall (Brinkmann, 1994). As with advance and fragmentation, the primary factors responsible for the degree of overbreak include the energy of the explosive, the energy within the round design, the quality of drilling and blasting practices, sequential firing of blast-holes, and the VOD of the selected explosive. As the powder factor within a round design increases, the magnitude of the shock wave and the volume of high-pressure gases produced within the blast-hole increase. On detonation, these high-pressure gases penetrate the hangingwall resulting in the breakout of the hanging. As rock type and geology play a significant role in the extent of overbreak, these factors need to be taken into consideration during the selection of explosives and blast designs.
A study undertaken by Cunningham and Wilson (1991) on the comparative overbreak experienced through the use of Dynagel and ANFO explosives on a gold mining operation revealed an average overbreak of approximately 18% for Dynagel in comparison to approximately 33% for ANFO. Despite the similar VODs of Dynagel and ANFO explosives, a greater level of overbreak was experienced through the use of ANFO as a result of the overcharging of blast-holes (Cunningham and Wilson, 1991). This comparison illustrates the importance in controlling the energy within the blast in order to prevent overbreak. As higher VOD explosives produce a greater strain wave with a shorter period within the blast-hole, limited time is available for the penetration of high-pressure gases into rock strata surrounding the excavation. Higher VOD explosives can thus be applied together with lower overall energy and reduced burden sizes in order to control the extent of damage to the hangingwall in stoping operations (Lindsay, 1991).
Given their large width-to-height ratio, narrow-reef operations are particularly sensitive to overbreak due to the additional volume of rock that will be broken out as a result of only minor levels of overbreak in the hanging (Brinkmann, 1994). As overbreak is largely responsible for the liberation of waste, payable ore is diluted, decreasing the head grade and increasing all expenses associated with the downstream handling and processing of ore (Prout, 2010; Swart, Human, and Harvey, 2004; Brinkmann, 1994). Through overbreak, mine infrastructure is indirectly allocated to the handling and processing of waste rock and the production of gold is therefore restricted. This increases expenses incurred through activities such as tramming, shaft expenses and time limitations, mucking, and additional support requirements, all in proportion to the level of overbreak, thereby limiting potential revenue through reduced gold production (Prout, 2010; Cunningham and Wilson, 1991).
Due to ore processing inefficiencies, an increase in the volume of rock processed to recover a specific quantity of gold will in addition result in an increase in the total gold losses incurred (Pickering, 2005). This is a result of gold being trapped within the larger volume of rock and concentrate during the beneficiation process. As expenses related to the handling and processing of ore increase and the actual mass of gold extracted in the plant decreases, the effect of overbreak on the bottom line of a mining operation is significant. 'If mining width is not controlled the profitability of the mining operation will suffer' (Pickering, 2005).
Theft of explosives
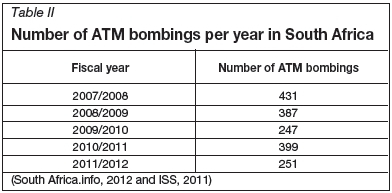
One of the greatest factors driving the implementation of Class 5.1 blasting agents within South African mining operations is the theft of commercial explosives for use in illicit activities. As cartridged explosives are pre-sensitized and easy to handle, they have become the preferred explosive for use in activities such as ATM bombings and illegal mining. In an attempt to reduce the extent of crimes committed with commercial explosives, the Inspector of Mines, under the auspices of the Department of Mineral Resources (DMR), has targeted the control of explosives throughout commercial blasting applications in an attempt to prevent the flow of Class 1.1 cartridged explosives from mines into the community. Despite the continued focus of the police on the theft of explosives and the increase in arrests seen in recent years, levels of ATM bombings are still high, presenting an unacceptable risk to the community. This trend, as evident in Table II, has become one of the greatest motivations behind the increase in Section 54 mine stoppages experienced in recent years.
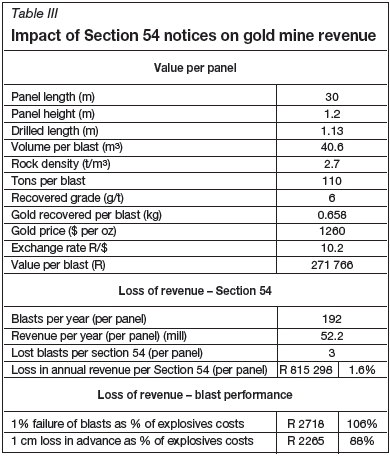
Should the improper control of a Class 1 explosive on the operation result in a Section 54 notice being issued to the mine a significant loss in revenue will be incurred. As the average downtime experienced through a Section 54 notice is 3.9 days and over this period three blasts are potentially lost per panel, the loss in revenue per notice totals 1.6% per annum. This equates to a loss in revenue of R815 298 per Section 54 per panel, thereby exceeding the total cost of explosives for the panel for the year.
As Class 5.1 blasting agents are not explosives until sensitized at the face it is not possible for them to be used in criminal activities without the correct components and equipment required for their sensitization. As the use of this equipment in such applications is highly implausible, criminals will continue to use pre-sensitized cartridged explosives until it is no longer possible to do so. The viscous nature of pumpable emulsions both before and after the sensitization process also prevents the relocation of sensitized emulsion without disturbing the chemically induced nitrogen gas bubbles within the sensitized emulsion. As the disturbance of these gas bubbles would return the emulsion to its non-explosive state, it would again become undetonable and impossible to use in illicit activities.
Given the implications of explosives selection and the importance of the leveraging effects of explosives as discussed above, the correct application of explosives through correct drilling and blasting practices is fundamental to the success of any blasting operation. As production personnel are often unaware of the broader implications of their decisions, significant financial implications often originate in daily blasting activities. The state of health of a mining operation is determined by the effectiveness of daily drilling and blasting activities on the operation (Cunningham and Wilson, 1991).
The development of new pump technology for tabular mining operations
Possibly the greatest challenge faced in the introduction of pumpable emulsion systems to narrow-reef operations is the management of pump technology required for their implementation. As pumpable emulsions are transported underground as a Class 5.1 oxidizer, the ability to 'manufacture' explosives in the underground environment is determined almost entirely by the reliability and consistency of the equipment used in charging operations. While it is comparatively simple to guarantee the quality of explosives manufactured at a central production facility, the ability to identify 'out of spec' sensitized emulsion in underground operations depends on the ability and training of the pump operator. Traditional emulsion charging units previously utilized for the implementation of pumpable emulsions on mechanized underground operations are complex machines, and as such necessitate the allocation and training of a skilled technician with each unit in order to ensure the correct performance of the charging unit.
Given the inflexibility of narrow-reef operations, a large number of pumps are necessary for the implementation of pumpable emulsions on such operations. As a result it is no longer possible for every portable charging unit (PCU) to be accompanied by a trained technician to ensure the quality of explosive manufactured at the blast-face. With this in mind, the reliability of the PCU and its ability to deliver consistent sensitized emulsion without continual calibration were deemed essential to the success of the project. Given the level of skills and training within the workforce, safe operation of the pump technology was paramount throughout all operating conditions and all possible failure modes. All possible risks were to be identified, and multiple fail-safe modes incorporated into the charging equipment design so as to eliminate the possibility of dangerous pumping conditions.
As technicians were no longer available during daily charging operations, it would no longer be possible for skilled personnel to check the quality of explosive delivered to each blast-hole during charging operations. For this reason a decision was made to remove the ability of individuals to adjust the manufacturing parameters of sensitized emulsion in the underground environment. In order to allow this to take place, it was essential that the charging equipment delivers consistent and repeatable results such that uniform settings applied to all charging equipment would produce consistent sensitized emulsion on all pumps in use throughout the operation. This outcome needed to be achieved despite variable operating conditions that included temperature fluctuations and changing air or hydropower pressure throughout the operation based on both workplace and time of day.
Operation of the narrow-reef emulsion system
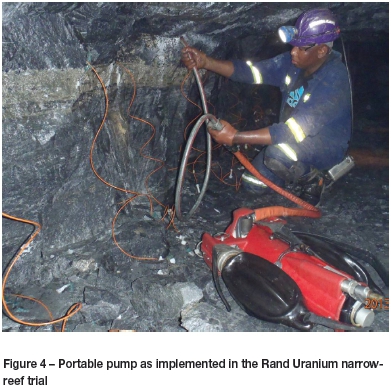
As shown in Figure 4, the narrow-reef emulsion system has been specifically designed for use in confined stoping operations. The system utilizes re-useable bags to supply emulsion and sensitizer to the pump, allowing the emulsion system to be used in previously inaccessible areas within mining operations. The PCU has a weight of only 14 kg, allowing the pump to be carried by a single operator, and is able to deliver a fixed mass of explosive per blast-hole through the activation gun on the charging lance. As the PCU utilizes sealed emulsion bags that do not require continuous re-filling by a charging assistant (such as in the case of open tanks), only a single operator is required for the operation of the PCU.
Distribution of emulsion
BME's Megapump emulsion is delivered to site in 30 t tankers and either stored in a silo on surface or pumped through a vertical pipeline to an underground storage facility. When applicable, the emulsion is pumped into emulsion transfer cassettes for transportation through the shaft before being transferred into refilling stations at the entrance to the working places. When required, emulsion bags can be refilled from the refilling stations and transported into the panel to be connected to the PCU for loading the stope face. One on the greatest advantages available through the use of the BME PCU is the Closed Emulsion SystemTM used to deliver emulsion to the pump. By eliminating the use of polyethylene bags and open containers for the transportation of emulsion to the pump, the Closed Emulsion SystemTM is able to eliminate waste during the refilling of emulsion containers and while transferring emulsion into the PCU. In addition to the considerable saving through the elimination of waste, BME's Closed Emulsion SystemTM also acts to prevent rock and foreign objects from contaminating the emulsion, reducing the risk of damage to the PCU.
Key to the success of the Closed Emulsion SystemTM is the high stability and long shelf life of BME's Megapump emulsion formulations. As Megapump can be pumped multiple times without damaging the integrity of the emulsion, it is possible for it to be pumped through multiple transfer tanks before being pumped into emulsion bags for transport to the blast-face. In addition, the high stability of Megapump emulsion allows for it to be pumped through the shaft, reducing the shaft time necessary for the transportation of explosives and increasing shaft availability.
The influence of equipment on the feasibility of the pumpable emulsion system
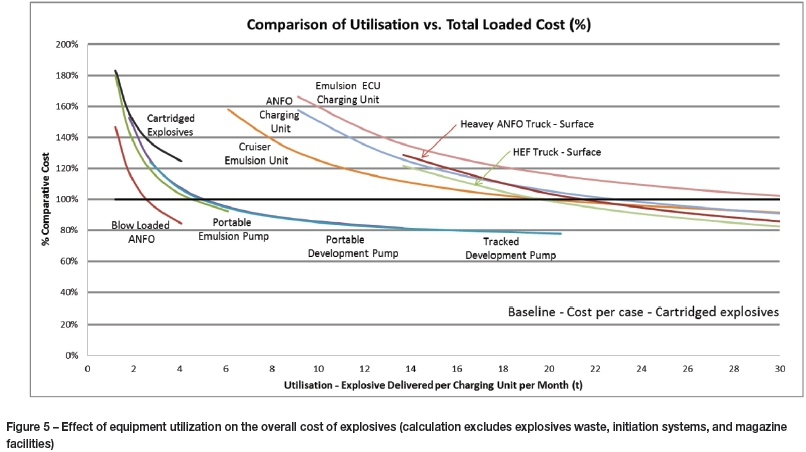
When considering the overall cost of an explosives system, three broad areas of costs need to be borne in mind. These three areas include the direct costs of explosives; the logistical, capital, and operating expenses for the system; and the downstream implications of the explosive system on daily mining activities and revenue generation. While bulk pumpable explosives systems are able to offer a reduction in the direct cost of explosives, logistics, and storage requirements, and allow for increased levels of efficiency throughout the mining cycle, initial capital is required for the procurement of charging equipment and storage facilities. In order to justify the increase in capital expenditure required for the implementation of the pumpable emulsion system, an adequate level of equipment utilization needs to be achieved in order to offset the costs incurred through the implementation of the system. The importance of utilization in the overall cost of the explosives system is illustrated in Figure 5. As the capital and maintenance expenses required for the implementation of a charging unit increase, the utilization of charging unit also needs to increase in order to offset the increase in fixed and operating expenditure. Although costs will vary for different mining operations, Figure 5 illustrates the importance of maximizing the utilization of charging equipment. Manufacturing and maintenance data used in the calculation of the cost curves was obtained from original equipment manufacturers (OEMs), and comparative labour and logistics costs include the cost of unit operators and technicians for mechanized equipment as well as the equipment necessary for the transport of explosives throughout the operation.
As charging equipment cannot easily be moved within the narrow-reef environment and blasts are limited in size and undertaken only once per day, the utilization of equipment in the narrow-reef environment will be inherently poor. Under such conditions, the quantity of explosive that can be pumped through a charging unit will be limited to a range of 1 to 5 t per month, depending on the requirements of the panel. In order to allow for the feasible implementation of the narrow-reef emulsion system, the system not only needed to achieve the technical requirements discussed previously, but also needed to cost considerably less than traditional charging equipment. For this reason design of the PCU was optimized on an ongoing basis such that manufacturing and maintenance expenses could be reduced to acceptable levels.
Conclusion
Through the comparison of commercial explosives available for use in narrow-reef mining operations, a number of improvements in safety and operational efficiency have been proposed through the implementation of pumpable emulsions. Arguably the greatest advantage of pumpable emulsions lies in their UN Class 5.1 classification. This classification has less stringent requirements for legislation and control than those applicable to Class 1 explosives, allowing for considerable advantages throughout the transportation and storage of blasting intermediates. Additional advantages of the non-explosive classification of the system are evident in the prevention of the theft of explosives and the downstream use of commercial explosives in criminal activities. Class 5.1 blasting intermediates can be transported with other materials, saving tramming and shaft time as well as allowing for longer storage periods underground.
The bulk nature of pumpable emulsions gives them a number of advantages over pre-packaged explosives systems. Of greatest significance in the use of bulk explosives is the full coupling of the explosive within the blast-hole. Through full coupling, pumpable emulsions are able to increase the energy available at the toe of the blast-hole, as well as the efficiency with which shock energy is transmitted from the explosive into the surrounding rock mass. From this study it is evident that pumpable emulsions are able to provide narrow-reef operations with increased levels of flexibility, efficiency, and control that are unavailable or limited through the use of alternative commercially available explosives. This increase in performance and efficiency throughout the mining operation renders pumpable emulsions a financially desirable alternative to existing explosives systems within the narrow-reef environment.
References
Brinkmann, J.R. 1990. An experimental study of the effects of shock and gas penetration in blasting. Third International Symposium on Rock Fragmentation by Blasting, Brisbane Australia, 26-31 August 1990. [ Links ]
Brinkmann, J.R. 1994. Controlled blasting and its impact on profits. School: Drilling and Blasting in the Narrow Reefs and their Effect on the Profitability of Gold Mines, Welkom, South Africa. South African Institute of Mining and Metallurgy, Johannesburg. [ Links ]
Canadian Industries Limited (CIL). 1968. Blasters Handbook. 6th edn. CIL Explosives Division, Montreal. [ Links ]
Cunningham, C. and Wilson, J. 1991. Blast surveys: getting to grips with realities at the rockface. Rescue '91: Survival Initiatives/or the Mining Industry, Welkom, South Africa, 16 June 1991. South African Institute of Mining and Metallurgy, Johannesburg. [ Links ]
De Graaf, W. 2010. Explosives. Drilling and Blasting2010, Muldersdrift, South Africa, 8 June 2010. Southern African Institute of Mining and Metallurgy, Johannesburg. [ Links ]
Dyno Nobel. 2006. Trench blasting with dynamite. Trench Blasting Guide. Dyno Nobel Inc. www.dynonobel.com [ Links ]
Hustrulid, W.A. 1999. Blasting Principles for Open Pit Mining, General Design Concept. AA Balkema, Rotterdam, Netherlands. [ Links ]
ISEE. 1998, Blasters Handbook. 17th edn. International Society of Explosives Engineers, Cleveland, Ohio. [ Links ]
ISEE. 2011. Blasters Handbook. 18th edn. International Society of Explosives Engineers, Cleveland, Ohio. [ Links ]
Kruger, D. 2010. Blasting explosives for narrow reef stoping of gold. Drilling and Blasting2010, Muldersdrift, South Africa, 8 June 2010. Southern African Institute of Mining and Metallurgy, Johannesburg. [ Links ]
Lindsay, R.A. 1991. Improved explosives technology, has it been worth the effort? Rescue '91. Survival Initiativesfor the Mining Industry. South African Institute of Mining and Metallurgy, Johannesburg. [ Links ]
Mulke, H.C. 1966. The measurement and analysis of the velocity of detonation of ANBA in small diameter drill holes. Thesis, University of the Witwatersrand. [ Links ]
Pickering, R.B.G. 1996. Colloquium:.Deep Level Mining - the Challenges. South African Institute of Mining and Metallurgy, Johannesburg. [ Links ]
Pickering, R.G.B. 2004. .The optimization of mining method and equipment. International Platinum Conference: 'Platinum Adding Value', Sun City, South Africa, 3-7 October 2004. Symposium Series S38. South African Institute of Mining and Metallurgy, Johannesburg. pp. 111-116. [ Links ]
Pearton, S. 2014. Evaluating the viability of pumpable emulsion explosives for use in narrow reef mining operations. MSc Research Report. Department of Mining Engineering, University of the Witwatersrand. [ Links ]
Prout, B. 2010. Choosing explosives and initiating systems for underground metalliferous mines. Drilling and Blasting 2010, Muldersdrift, South Africa, 8 June 2010. Southern African Institute of Mining and Metallurgy, Johannesburg [ Links ]
Saffy, A.A. 1961. An experimental Investigation of the factors influencing the efficient use of explosives in short drill holes. Thesis, University of the Witwatersrand. [ Links ]
Spiteri, 1998. A new gereration Watergel explosive. Colloquium, Explosives - What's New, University of the Witwatersrand, 29 July 1998. University of the Witwatersrand and South African Institute of Mining and Metallurgy. [ Links ]
Svard, J. and Johansson, C. 1999. How environmental and transport regulations will effect blasting - explosives of the future. Fragblast 1999. Sixth International Symposiumfor Rock Fragmentation by Blasting, 8-12 August 1999. South African Institute of Mining and Metallurgy, Johannesburg. [ Links ]


{kind=link}
{kind=link}