










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 n.5 Johannesburg May. 2015
PYROMETALLURGICAL PAPERS
Modelling and optimization of a rotary kiln direct reduction process
H.P. Kritzinger; T.C. Kingsley
Hatch Goba, South Africa
SYNOPSIS
Rotary kilns are used for a variety of mineral processing operations. Hatch makes use of a kiln model developed from first principles to evaluate designs for its clients. This tool has been applied to a variety of pyrometal-lurgical applications, including ferrovanadium, nickel carbonate, nickel laterite, iron ore reduction, and spodumene (lithium) production. This paper illustrates the application of numerical optimization techniques in combination with the kiln model in the interrogation of a generic iron ore reduction process. The fundamental modelling concepts are explained, followed by a description of the optimization approach. The results show how the combination of the two methods, with modern computing power, can generate a large number of viable design and operating candidates.
Keywords: direct reduction, DR process, rotary kiln, modelling, numerical optimization
Introduction
Rotary kilns are used for a range of mineral processing operations. Kilns range in size from 2-6 m in diameter and can be 50-225 m long with an operating mass of up to 3000 t. Two of the most common applications are cement production and sponge iron production. Hatch uses a proprietary one-dimensional kiln model to evaluate designs for clients (Haywood et al., 2009). This tool has been utilized for a variety of pyrometallurgical applications including ferrovanadium, nickel carbonate, nickel laterite, iron ore reduction, and spodumene (lithium) production. In this paper the direct reduction of iron ore to sponge iron is used as an example.
The model incorporates a large number of variables covering, amongst others: feed properties and rates, combustion options, kiln operating information (speed and fill level), blower locations and flow rates, and the environmental conditions. Owing to the high level of detail included in the model, a large number of variables may influence the results and it becomes challenging to find optimal designs through trial and error. Numerical optimization techniques are ideally suited to automate the calculations and allow the analyst to investigate a large number of scenarios and goal functions.
The first part of the paper presents an overview of the kiln modelling method. The second part shows how the process is automated and combined with a numerical optimization scheme. The result is a powerful approach to kiln operational optimization. Illustrative examples are included for the case of iron ore reduction in a generic rotary kiln.
Rotary kiln model
Kiln modelling consists of two steps. Firstly, an Excel®-based calculation is used to determine the kiln bed profile and residence time based on specific operating conditions and the kiln configuration. This is followed by a calculation of the kiln operating characteristics with a FORTRAN program based on a one-dimensional model of the kiln's mass and energy transfer.
The FORTRAN model provides information on the solids and gas temperature evolution along the kiln, as well as a prediction of the reduction profile and off-gas composition. The bed profile and residence time from the Excel calculation form part of the input required by the FORTRAN program. The program allows comparison of results for a variety of geometric and operating conditions, including bed profiles, mass flow through the kiln, residence time, air profiles, ore and coal composition, and others parameters (a total of 108 input variables were defined for the example in this paper).
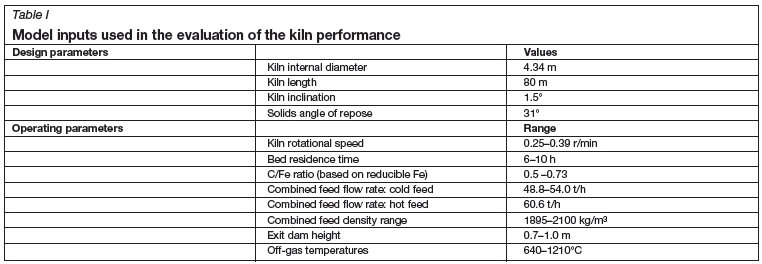
In the case of a generic iron ore reduction kiln (Figure 1), Table I provides an overview of the parameters (and ranges) that are considered.

Kiln residence time and fill level
Kiln residence time and fill level affect the progress of chemical reactions, as well as the maximum throughput for a rotary kiln. This is determined by (i) the maximum flow rate of the proposed burden through a kiln, and (ii) the residence time at temperatures that would allow sufficient reduction to take place.
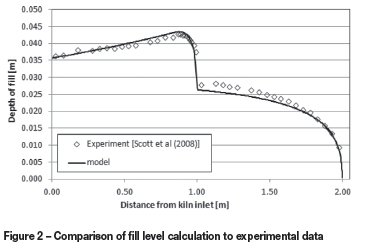
A calculation method was developed that allows for the prediction of the bed profile and residence time in a rotary kiln. The method is based on the principle of granular movement in a kiln as described by Saeman (1951) and Scott et al. (2008). It assumes the kiln is operating in the rolling regime, the active layer has zero thickness, and the bed is locally flat. The experimental results provided by Scott et al. (2008) were used to validate the calculation method for different kiln and dam configurations. Figure 2 shows an example of the correlation between the model results and experimental data.
The method allows for the treatment of a number of geometrical parameters related to the kiln, including:
> Variations in kiln length, diameter, inclination, and rotation speed
> Straight or conical inlet and outlet configurations
> Stepped sections in the shell
> Conical or cylindrical-shaped dams inside the shell.
The limitations of the model include:
> No provision for density changes or material loss along the kiln length
> Lifters or chain sections cannot be considered
> The effects of gas velocity are neglected
> Transient effects in the bed are neglected.
The kiln under investigation does not have lifters or a chain section. Based on the good correspondence with experimental data, the other limitations in the model were not deemed to be critical for calculating bed profiles in the current investigation. Should greater accuracy be required, a discrete element method simulation of the bed flow would be recommended.
One-dimensional kiln model
The kiln model applied in this work was developed by Hatch over a number of years and has been used for several rotary kiln projects. It has its roots in a FORTRAN program that was developed by Venkateswaran (1978) to study the reduction of iron ore. The original software was used to model the operation of a 35 m pilot kiln at the Stellco company in Canada. A number of enhancements to the original Venkateswaran code have been added to increase the reliability and fidelity of the model. Examples of these enhancements include, but are not limited to:
> Incorporation of a bed level profile calculation along the length of the kiln
> Improved radiation modelling to account for view factors and gas participation at each axial node
> Extensive development of a comprehensive material database
> Inclusion of several additional chemical reaction schemes and kinetics (including ferrovanadium, nickel carbonate, nickel laterite, and spodumene)
> Code optimization to improve solution time by taking advantage of advances in modern compilers.
The kiln model is a one-dimensional finite-volume representation of the governing equations for mass and energy conservation, which are approximated by integration over discrete control volumes along the kiln length (i.e. axial slices). The solution of these discrete equations provides the local gas and solids temperatures and mass fluxes at each axial location along the kiln length.
In the bed phase the reactions may include the removal of moisture (free and bound) from the feed material, calcination of dolomite, as well as the Boudouard and Fe reduction reactions. The moisture removal from the bed is modelled with Arrhenius rate equations which describe the progress of the free and fixed moisture removal. The rate constants for moisture removal have been validated in earlier projects and were not modified for the presented calculations.
Where dolomite is included in the feed, it is assumed to consist of CaCO3 only. Calcination occurs according to the reaction:
CaCO3(s) - CaO(s) + CO2(g)
The reaction rate is effected through the use of an Arrhenius rate equation with constants as per previous applications of the model.
The Boudouard reaction is included as:
C(s) + CO2(g) -2CO(g)
The reduction reaction is modelled with a single step from haematite to metallic iron:
Fe2O3 + 3CO - 2Fe + 3CO2
The rates of the Boudouard and reduction reactions are prescribed by appropriate rate terms and determine the evolution of species concentrations and energy along the kiln.
The energy required for material heating, endothermic reactions, and heat losses is provided by the combustion of coal volatiles and char, combustion of CO gas from the Boudouard reaction, as well as a portion of the lance coal injected with ambient air at the discharge end of the kiln. The kiln model solves a comprehensive set of reaction equations using a Gibbs free energy minimization technique at the prevailing gas-phase temperature that yields realistic speciation of the reaction products. The effect of local conditions within the kiln, where thermal effects and chemical reactions in the bed may produce different species in the gas phase, is included in the model.
Application of optimization
The multivariable nature of a kiln operation can make it somewhat difficult for the analyst to find optimal combinations of operational or design variables through trial and error. Solution trends can be nonlinear and variables coupled in their influence on the solution. This calls for a more rigorous exploration of the design space through design of experiments and associated numerical techniques. Due to the need for the evaluation of a large number of design points, these techniques are well suited for use in combination with the one-dimensional kiln code, due to its relatively short solution time. LS-Opt software (LSTC) is used to coordinate the numerical optimization techniques and the automation of the solution evaluation.
One simple example of the use of this technique is the determination of the optimal distribution of secondary air introduced along the length of the kiln. The objective is to achieve a high level of metallization while respecting upper limits on the solids bed temperature. The aim of the design exploration is to find a secondary air distribution that achieves these objectives while keeping the off-gas volumes and temperatures low.
The optimization function formulated here is described as follows:
The objective:
Minimize {f(x)}, the combined blow flow rate Considering the variables:
Blower rate on each of the 8 blowers, [x1;x8]
Coal feed rate, [x9]
Subject to inequality constraints:
Max. bed temperature < 1250°C, {g1(x)}
Max. outlet gas temperature < 850°C, {g2(x)}
Metallization > 95%, {g3(x)}
Outlet char > 10%w, {g4(x)}
and side constraints:
Blower rate on each of the 8 blowers: 1000 < x1;8 <7500 Nm3/h, {g5(x)}
Coal feed rate: 5 < x9 < 13 t/h, {g6 (x)]
Results
Kiln model simulation
The base case operation of the kiln was established by running the model with the design values for all operating parameters. The temperatures distributions in the bed, freeboard (gas), inner wall, and outer shell are shown in Figure 3 along the length of the kiln.

The feed material (bed) enters the kiln at ambient temperature and rapidly heats up due to the hot gas in the freeboard. At about 10 m into the kiln the volatiles are released from the coal, resulting in a local temperature spike due to combustion of the volatiles in the freeboard. At the discharge end (80 m) the air injected into the kiln is rapidly heated by the burner. Despite the high freeboard temperatures, the shell temperature remains at about 200°C due to the refractory lining on the inside of the kiln.
The progress of mass transfer along the kiln length is presented in Figure 4. The metallization curve shows the start of metallization at around 20 m into the kiln, where the ore is reaching the required reduction temperatures. The exit value is 94% of the available Fe in the model (the model considers only 67% of the total Fe in the feed to take part in the reduction). In terms of the total Fe content in the feed, this represents a conversion of 63% Fe.
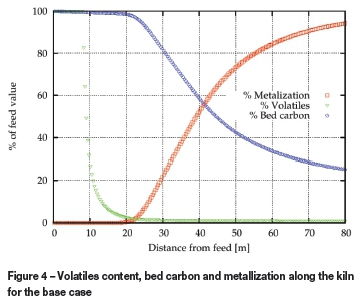
The curve representing the percentage bed carbon tracks the mass of the carbon in the bed in relation to the carbon added to the kiln feed inlet. The consumption of carbon by the Boudouard reaction follows the reduction reaction progress. It is clear that in the present case the bed is not depleted of carbon when the material reaches the kiln discharge.
Volatiles release occurs rapidly from about 8 m into the kiln and is substantially completed at around the 25 m mark.
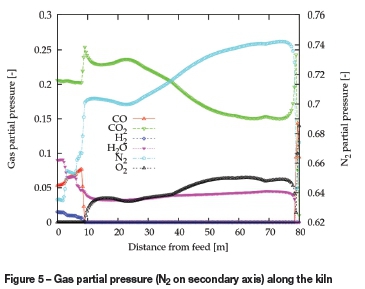
The gas composition in the freeboard is shown with gas partial pressure in Figure 5. The nitrogen partial pressure is plotted on the secondary y-axis and the rest of the components use the primary y-axis. The N2 and CO2 levels through the kiln are appreciably higher than other components.
Optimization
Considering the costs for a single experiment on a rotary kiln, minimizing the number of physical experiments is always an aim. Through formal design of experiments, this number is kept as low as possible and the most informative combination of the factors is chosen. In this example, five sequential design domains are considered, with sequential domain reduction. The space-filling point selection requires 83 design points per successive design space evaluation. The fully automated execution and evaluation of the 416 (83*5 + 1) design points is performed on a 12-core workstation within 70 minutes. Quadratic surrogate models are created for each set of results and provide a means to evaluate sensitivities and identify good candidate designs. A surrogate model, or metamodel (Gasevic et al., 2007), is a mathematical model that describes the behaviour of a system with respect to its variables. In the context of this paper, a quadratic metamodel is trained from the results of the individual analyses performed. This can be considered in much the same way as a quadratic trendline is fitted through data-points in a spreadsheet. Intuitively, the greater the number of analyses performed, the greater the confidence one has in the quality of the fit of the metamodel.
An illustration of this successive domain reduction (Stander et al., 2002) is shown in Figure 6, providing the results for the relationship between combined blower flow rate, outlet gas temperature, and maximum bed temperature. In the context of the confidence in the area of interest, the domain reduction ensures that sets of subsequent analyses are concentrated closer to the good candidate designs.
Results can be combined and good candidate designs shown within the complete cloud of results. Figure 7 provides point cloud plots for metallization with respect to combined blower flow, outlet gas temperature, and maximum bed temperature. The best candidate designs are highlighted to show their position in the cloud of results.
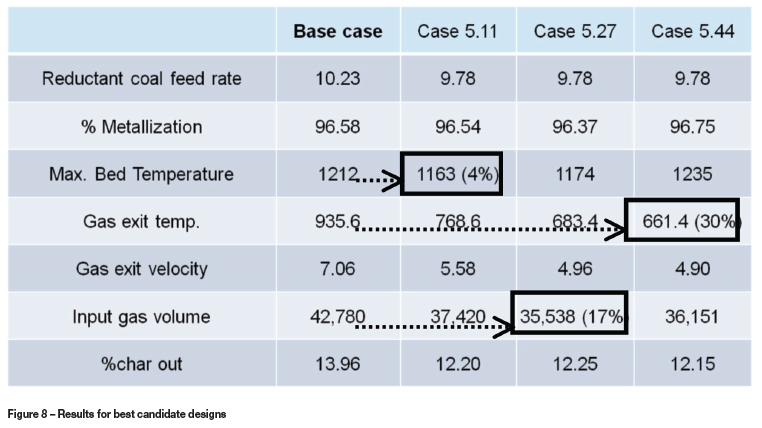
Figure 8 shows key performance indicators of the best candidate designs relative to the base case design. The percentage improvement is shown in parentheses. Based on the spread of results, a preferred design can be selected as a trade-off between the best candidates. The base case design was based on a blower flow distribution applied from good kiln rules-of-thumb practice. Without the use of numerical optimization, this design is likely to have been the chosen operating condition imposed on the kiln. From the results, case 5.27 provides improvement of all key indicators with a significant drop in overall gas volume, exit gas temperature, and maximum bed temperature.
Conclusions
The direct reduction one-dimensional kiln model can be modified to accommodate any direct reduction process (not just iron ore), but will require physical test work and baseline calibration. This is usually part of the process for large projects, but was omitted here for brevity. The model allows evaluation of a comprehensive set of factors that may influence the kiln performance.
A certain class of problem lends itself to formal design of experiments and subsequent numerical optimization as an elegant means of design optimization. This paper illustrates how the one-dimensional kiln model can be coupled to the appropriate numerical tools to yield a powerful tool for kiln design and optimization. A significant number of design variables and design objectives (not an intuitive combination of input variables) can be evaluated in an automated fashion.
Key components of the success of the optimization are the accuracy of the kiln model and sensible interpretation of the model outputs. At Hatch the first component is addressed by working in close collaboration with clients during the model calibration phases to ensure model outputs are consistent with real experience. The second component is covered by ensuring that people with actual operating experience on the relevant equipment are included in the design team for the duration of the project.
References
Gasevic, D., Kaviani, N., and Hatala, M. 2007. On metamodelling in megamodels. MoDELS'07. Proceedings of the 10th International Conference on Model Driven Engineering Languages and Systems. Springer-Verlag, Berlin. pp. 91-105. [ Links ]
Haywood, R., Taylor, W., Plikas, N., and Warnica, D. 2009. Enhanced problem solving; the integration of CFD and other engineering applications. 7th International Conference on CFD in the Minerals and Process Industries, CSIRO, Melbourne, Australia, 9-11 December 2009. [ Links ]
Livermore Software Technology Corporation (LSTC). LS-OPT user manual. http://ftp.lstc.com/anonymous/outgoing/trent001/manuals/lsopt/lsopt_50_manual.pdf [ Links ]
Saeman, W.C. 1951. Passage of solids through rotary kilns. Chemical Engineering Progress, vol. 47. pp. 508-514. [ Links ]
Scott, D.M., Davidson, J.F., Lim, S.-Y., and Spurling, R.J. 2008. Flow of granular material through an inclined, rotating cylinder fitted with a dam. Powder Technology, vol. 182. pp. 466-473. [ Links ]
Stander, N. and Craig, K. 2002. On the robustness of a simple domain reduction scheme for simulation-based optimization. Engineering Computations, vol. 19, no. 4. pp. 431-50. [ Links ]
Venkateswaran, V. 1976. Mathematical model of the SL/RN direct reduction process. MSc thesis, Department of Metallurgy, University of British Columbia. [ Links ]
© The Southern African Institute of Mining and Metallurgy, 2015. ISSN 2225-6253. This paper was first presented at the, Pyrometallurgical Modelling Principles and Practices, 4-5 August 2014, Emperors Palace Hotel Casino Convention Resort, Johannesburg.


{kind=link}
{kind=link}
{kind=link}
{kind=link}