










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 n.4 Johannesburg Apr. 2015
STUDENT EDITION
Optimization of shuttle car utilization at an underground coal mine
P.R. Segopolo
University of the Witwatersrand, Johannesburg, South Africa
SYNOPSIS
The purpose of the project is to convert current shuttle car utilization on an underground coal mine to best practice by focusing on change-out points and tramming routes, which have a major influence on shuttle car away times. Time studies were an integral part of the project as these enabled the determination of shuttle car away times. An indirect proportional relationship between shuttle car away times and productivity is established. Through the time studies, it is deduced that a third shuttle car will make an insignificant contribution to production when there is only one split open. During this time, maintenance on the third car can be optimized. In order to satisfy the mine's key performance indicator of keeping shuttle car away times less than 75 seconds, a belt extension must be scheduled after the third split is open. It is established that at any given time, a minimum of two shuttle cars should be used. When cutting on the left-hand-side of the belt road with only two shuttle cars available, the centre and left (left of the feeder breaker) shuttle cars should be used for coal hauling. When cutting on the right-hand-side, the centre and the right-hand-side cars should be used. If only one shuttle car is available, the centre car is the most efficient to use. Alternative anchoring configurations can be employed so as to enable cars (left or right, especially) to reach the opposite extremities of the panel and hence minimize cable length restrictions.
Keywords: coal mining, underground transport, coal hauling, tramming, scheduling, optimization.
Introduction
Zibulo, meaning frst born in Zulu, is the first new mine in the Anglo American Inyosi Coal (AAIC) joint venture. It was formerly known as the Zondagsfontein coal project. The project is majority-owned (73%) by Anglo American and the remaining 27% by Inyosi, the black economic empowerment company formed in 2007 as part of Anglo Coal's second wave of empowerment in South Africa (Anglo American, 2007). The colliery is situated in Ogies in Mpumalanga Province. With a life of mine of 20 years, the project comprises of two operations; an opencast and an underground operation. This project was carried out at the underground operation.
Zibulo Colliery is sited within the Witbank Coalfields, which are usually comprised of five seams numbered (from the base upwards) No. 1 to No. 5 seam. The colliery extracts No. 2 seam. The disturbed and relatively shallow (depth approximately 100 m) coal seam is mined using the bord and pillar method due to the low capital investment and operating costs required, together with its level of selectivity and safety.
Project background
Coal hauling background at Zibulo
Coal is hauled by means of both battery haulers (BHs) and shuttle cars (SCs) at Zibulo Colliery's underground operation. The background of the coal hauling equipment at the eight sections of the mine is illustrated in Figure 1.
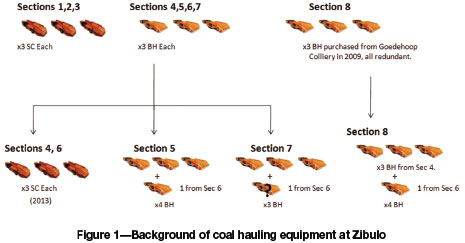
A total of 21 new coal haulers were initially purchased; 9 SCs and 12BHs. The SCs were employed in sections 1, 2, and 3. Sections 4, 5, 6, and 7 were using BHs. During this start-up phase, three redundant BHs were purchased from Goedehoop colliery, an Anglo American Thermal Coal underground operation. These machines had to be overhauled in order to get them into operational condition; they were then put into production in section 8 as a temporary solution (Anglo American, 2013). In 2013, they were deemed to have reached the end of their life cycle. They displayed low availabilities and thus had to be replaced with new SCs (Anglo American, 2013). Six new SCs came on stream in 2013. Sections 4 and 6 are currently using three SCs each. The BHs from sections 4 and 6, however, were split among sections 5, 7, and 8. The initial BHs from section 8 are no longer in production; section 8 currently uses the three BHs from section 4 and an additional hauler from section 6. A BH from section 6 was added to the three haulers in section 5. The other hauler from section 6 (added to section 7's fleet) is not currently operated.
It is clear that SCs have found favour at the operation. Zibulo Colliery currently employs a total of 15 Joy 10SC22-56C machines in five (sections 1, 2, 3, 4, and 6) of its eight sections. The SCs have the following specifications (Anglo American, 2013).
Supplier
Joy Mining Machinery
Drive
Dual conveyor motor drive
Control
VFD OPTIDRIVE traction system
Pump capacity
25 kW pump motor
Lubrication
Auto lubrication system
Traction power
2 x 85 kW traction motors
Capacity
20 t
Minimum seam height
1.96 m
Cutting sequence and roads
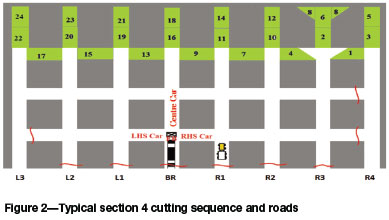
A typical cutting sequence from section 4 is illustrated in Figure 2. The road on which the feeder breaker (FB) is located is referred to as the belt road (BR). Roads on the left of the BR are the left roads (referred to as L1, L2, L3 to the further left of the belt road), to the right of the BR, roads are R1, R2, R3, R4. This particular sequence is characterized by eight roads; other sections have a different number of roads, depending on the panel width. Ventilation in a section is directed from right to left; it is for this reason that cutting in each section generally takes place from the right to the left of the section. Once the continuous miner (CM) has made its first cut between R3 and R4 it is trammed to the second cut on R3, thereby making way for roofbolting to be carried out where the first cut took place.
Through roads
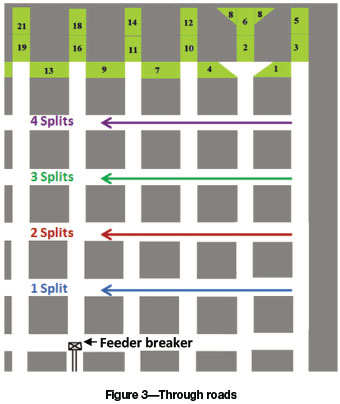
Through roads are also referred to as splits; these are illustrated in Figure 3. These are open roads between the FB and faces to be cut. Zibulo Colliery maintains a maximum of three through roads in each section. When three splits are open, the belt is extended (i.e. the FB moves towards the faces) two splits ahead.
Shuttle car change-out points, tramming routes, anchor points, and switches
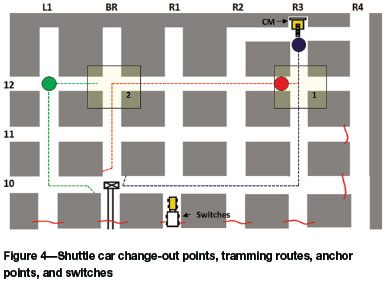
The green, blue, and red circles in Figure 4 represent three shuttle cars in a section. Their respective dashed lines represent their trailing cables and thus the way in which the shuttle cars tram towards and back from the CM at R3. These cables are anchored on the three points adjacent to the FB, where the SCs all tip from their three distinct points. About 20 m of the total SC cable slack is from the anchor point to the switches, which are placed parallel to the FB. The points where SCs interact with each other (indicated by squares 1 and 2 in Figure 4) are the change-out points. At any one of these points, a SC waits on the next before it proceeds towards the CM to avoid running over the next SC's cable. At square 1 in Figure 4, the red car waits on the blue car.
Problem statement and aim of project
Each section is equipped with a FB on which coal can be tipped from three distinct points. The mine took advantage of this by employing three SCs (each anchored at a distinct point) in each of five sections, with the aim of maximizing productivity. However, the overall SC utilization has decreased from 2010 to 2013. Furthermore, data gathered from CM operational reports reveals that CM waiting times (or SC away times) in all five sections employing SCs for coal haulage are rather long compared to the mine's key performance indicators (KPIs). The decrease in SC utilization and the longer SC away times leads to lower production rates. The project is therefore aimed at increasing productivity through the optimization of SC utilization.
Results and analysis
In each of the five SC sections, a considerable amount of time was spent near a CM recording SC away times as well as SC loading times. Away time in this study was taken as the time between completion of loading one SC and the arrival of next (or the same car if only one is being used) to be loaded. Before each recording session (or each time the CM had to tram to another cut) the numbers of SCs being operated in the section as well as their tramming routes was established. On a few occasions, the time it took for a SC to tip onto the FB was recorded. The results obtained were predominantly from direct time measurements. From these, the tramming distances and average tramming speed were obtained.
As a means of confirming the consistency and reliability of the results, they were compared to the Joy CM system that the mine uses to monitor whether the set production KPIs are being met. Although a great degree of similarity was observed from the comparison, data calculated from the tramming distances and the average tramming speed could not be confirmed. In an attempt to clear this hurdle, the Arena simulation software program was used. The program was able to confirm the findings from the studies.
Shuttle car away times
From observations, SC tramming routes were similar in all five sections. Long tramming routes lead to longer away times; longer away times lead to lower production rates. The inverse relationship between the tramming route distances and productivity is thus established. The main objective, therefore, is to keep tramming routes as short as practically possible with respect to the CM position, CM cables, and ventilation.
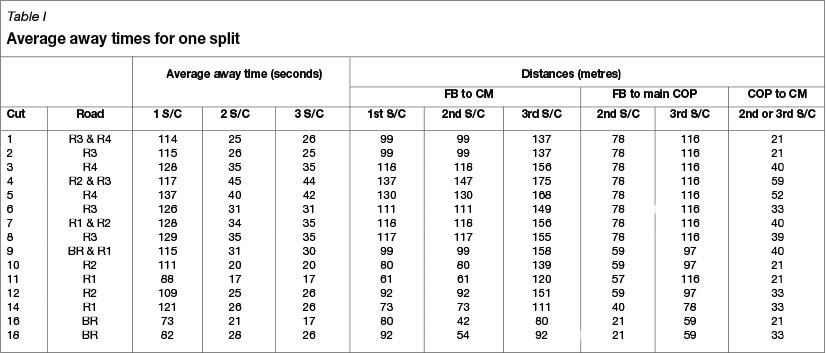
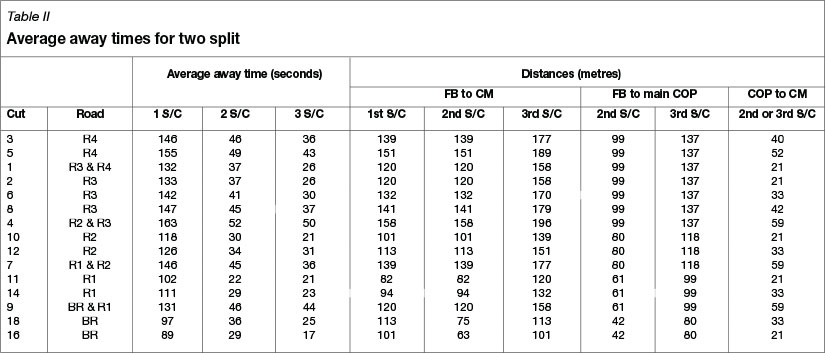
Tables I-IV represent the average away times that were obtained from the data. The mining height is approximately 3.5 m; the pillar and bord widths are 12 m and 7.2 m respectively. Approximate distances between the FB and CM, between the FB and the main change-out point (COP), and from the COP to the CM were determined using these bord and pillar widths. In Tables I, II, and III, S/C columns denote the following:
➤ 1 S/C: SC X
➤ 2 S/C: SCs X and Y
➤ 3 S/C: all three SCs (X, Y, and Z).
For the columns 'FB to CM', 'FB to main COP', and 'COP to CM':
➤ 1st S/C: SC X
➤ 2nd S/C: SC Y
➤ 3rd S/C: SC Z
The different routes to be trammed by the SCs are illustrated in Figure 5. Note that cycle time study results are tabulated for only the belt road (BR) to the R4, and not from the BR to the left-hand-side extremities of the panel. This is because mirrored results for cuts on the roads would be obtained for the BR to the L3 such that away times from the 2nd cut would be the same as that of the 22nd cut; away times from the 14th cut would be the same as that of the 21st cut. Mining is carried out from the right-hand extremities of the panel to the left for ventilation purposes.
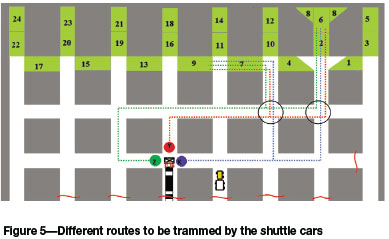
Tramming routes for cuts 9, 6, and 8 are illustrated in Figure 5. These are shown by the dashed lines with the respective shuttle car colours. The main COPs are indicated by the transparent spheres, at these points, all three SCs interact with each other. Note that there is no distance, for there is no change-out-point when the no. 1 SC is operated solely; it does not interact with the next car.
Zibulo Mine standards allow for a maximum of only three splits before a belt extension. Although contraventions of the standard were not observed in practice, away times when there were four splits between the FB and the face were not directly recorded. These were calculated from the data already obtained. The average speed at which SCs tram was determined; the tramming route distances to each cut were computed. Away times were then determined from dividing the route distances by the SC average tramming speed. The determination of away times when using two or three SCs, however, was rather complex. This involved manual simulations that were only carried out on paper.
With maximum SC cables lengths of approximately 230 m, it is evident from the table that SCs may not be able to reach certain cuts from their anchor points. The 3rd SC would not be able to reach cuts 1 to 9 as well as cut 12 because the maximum SC cable lengths are specified in the mine standards.
Analysis of shuttle car away times
As a means of analysis, three random cuts were selected. The effects of the number of SCs being operated for a number of splits were analysed from Figure 6, 7, and 8. A general trend from all three graphs was observed.
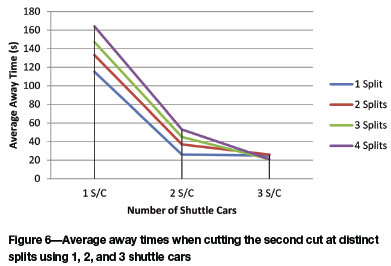
When using a second SC as opposed to just one, away times from all four split numbers decrease significantly. A second SC therefore adds significant value; a production rate increase is realized when using two cars rather than one. When a third SC is added, however, away times from splits 2, 3, and 4 decrease. From Figure 6, away times with split do not change when a third car is added to the two that are already being operated.
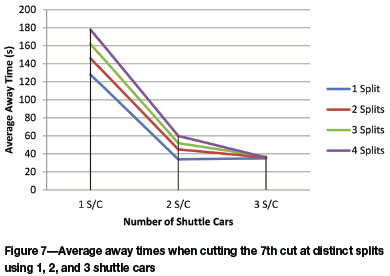
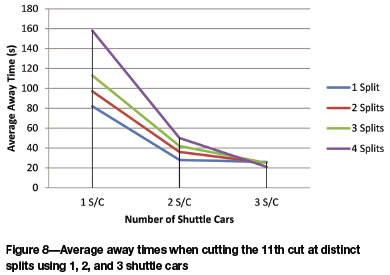
A similar trend is observed from Figures 7 and 8. Adding a second car considerably increases production rates, as it can be observed that away times decrease. A third SC adds value at splits 2, 3, and 4. In the case of a single split, the average away times between SCs 2 and 3 does not change. This suggests that adding a third SC when two are already operating in the section will not increase the production rate. It can therefore be deduced that maximum practical production can be achieved by using only two SCs, when there is a single split between the FB and the face being cut.
It is to be noted, on the other hand, that the average away times in the case of a single split decrease when a third SC is added to the operation only if the CM is cutting at the belt road. Average away time decreases from 21 seconds to 17 seconds when cutting the 16th cut by adding on a third SC at the first split. Therefore, a third SC adds production value only when the CM is cutting at the BR (cuts 16 and 18).
To check if the deduction is valid, Arena (mining simulation program) demonstrations were made available. According to Olivier (2014), 'the shuttle car on the right takes up two thirds of every 3 shuttle car loads when the CM is cutting on the right-hand-side of the belt road'. When the CM is cutting on the belt road, each of the three cars takes up a third of every three SC loads. Olivier's statement thus confirms that a third SC is rather insignificant when there is a single split between the FB and the face.
Safety implications
At Zibulo colliery, safety is a core value. It is common practice to have the change-out points as close as possible to the face being cut. Figure 9 illustrates change-out points A and B when the CM is cutting the 12th cut. The stars on both diagrams represent where the CM operators would stand during operation. Having a change-out point directly adjacent to the CM operators' position brings about the risk of a SC running into the operators as it attempts to make a tight turn to position itself in place for loading. For safety reasons, designing the change-out point to be at A is therefore not recommended. With the common practice borne in mind, it was deemed necessary to carry out a further investigation on the implications this may have on safety in relation to production.
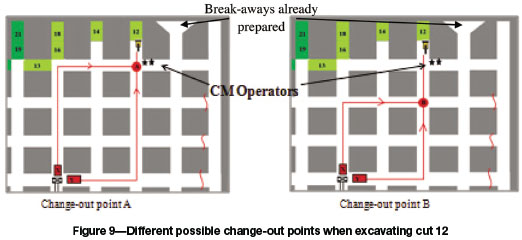
Time studies of the away time differences between change-out points A and B were conducted. The difference in these away times implied a 3.48% production loss from change-out point A to B. Siyanqoba section (section 4) had a production target of 1 Mt for 2014. Designing for change-out point B would lead to a production loss of only 34 800 t; the section may only produce 965 200 t. A 3.48% production loss is not of great consequence if it promotes safety.
Shuttle car configurations
Since each SC section employs three SCs, it has become generally accepted that all three cars should be running at all times in order to meet production requirements. Not only is this not necessarily the case, but utilizing all three cars at all times is somewhat impractical, due to factors including cable lengths and operator availabilities. It therefore becomes necessary to factor in SC configurations that will lead to maximum productivity. These should be used at all times if production targets are to be met.
Optimal car configurations determined from simulations
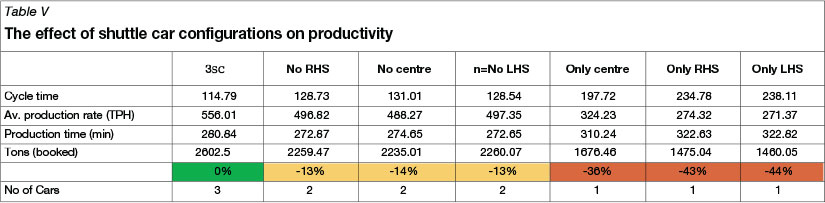
Table V highlights the effects of SC configurations on production, utilizing simulations run on the Underground Coal Mining Simulation (UCMS) program. Different numbers of cars and their configurations were simulated to run throughout the entire panel length from the 1st to the 68th cut, illustrated in Figure 10. The cutting sequence in Figure 10 was initially input as Zibulo's cutting sequence into the program. It is important to note, however, that this cutting sequence varies from that generally followed at Zibulo Colliery's underground sections. According to Olivier (2014), the data obtained from the program can still be relied on as cars are trammed to all different cut locations, only in a different sequence.
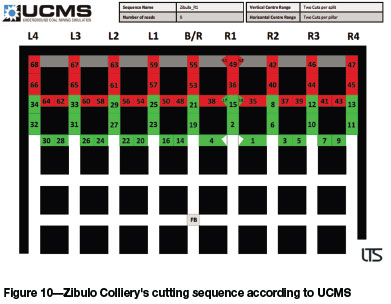
According to UCMS, 2 602.5 tons can be booked when all three SCs run for a production time duration of approximately 4 hours and 41 minutes. The benchmark was therefore assumed to be when running all three SCs, hence the zero production decrease indicated in Table V. Variations on this were then investigated in order to see how the results differ from the benchmark.
Using only the centre car together with either the right or left SC results in a 13% production decrease. When using both the right and left cars with no centre car, UCMS suggests that the tons booked will decrease by 14%. It does happen that a section has only one SC running at a given time due to maintenance, breakdowns, or operator availabilities. This case was also investigated. According to UCMS, a maximum of 44% of the benchmark tons booked can be lost when running only one SC. This is when the left-hand side (LHS) car is solely used. The least production loss when employing only one car is obtained when only the centre car is used.
From the 1st cut all the way to the 68th, all six configurations are applied (or rather as a result of breakdowns, car maintenance, or labour and cable management) at any given time.
Production improvements offered by different car configurations
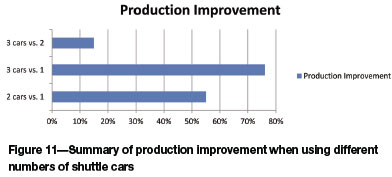
As summarized by UCMS, the maximum improvement in productivity is achieved when employing all three SCs instead of only one. This is illustrated in Figure 11; a summary of the improvement in production when comparing the usage of different numbers of cars running in the section. A 76% production improvement can be obtained when using three cars instead of just one. Employing two SCs instead of only one offers a 55% production improvement. The least production improvement is achieved when transitioning from using only two SCs to three; this offers a 15% production improvement. Although using all three SCs offers the greatest practical productivity, using two (even though to a lesser extent) cars is also viable.
Applicable shuttle car configurations determined from away time studies
It is one thing to understand the value that different car configurations add to production; it is another to determine when and which SCs to apply when extracting coal at any particular cut. SC average away times when the CM cuts at seven distinct points, illustrated in Figure 12, were analysed so as to identify which car configurations to apply.
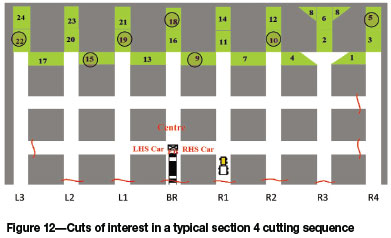
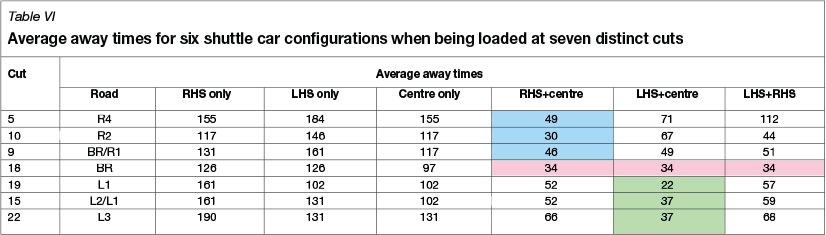
It has already been established that the effect of a third SC is rather insignificant when there is a single split between the FB and cut. With two splits, however, using all three cars offers maximum production. Using two SCs is the second-best option. Table VI shows the SC average away times when cuts 5, 9, 10, 15, 18, 19, and 22 are being excavated. It can be seen that minimum average away times are obtained when using the right-hand side (RHS) car together with the centre one; this is when the cuts on the RHS of the BR) are being mined. Average away times when using the LHS and centre cars are somewhat moderate; those of using both the LHS and RHS cars are the highest. This suggests that when cutting on the RHS of the BR, a configuration (involving the use of two SCs only) of the RHS and centre car is the most viable for meeting production targets.
When excavating cut 18, which is positioned on the BR, any pair of SCs is viable. This is due to the constant average away time (34 seconds) offered by any pair. When cutting on the LHS of the BR (cuts 19, 15, and 22), on the other hand, minimum average away times are achieved when using the LHS and centre SCs. Again, the average away times when employing both the RHS and the LHS cars are the highest.
It is not always possible to have either two or three SCs running at any given time in a section. It is therefore necessary to determine which single car should be employed, as well as when it should be applied. When cutting on the RHS roads of the BR, minimum average away times are achieved when using either the RHS or the centre cars, as both their average away times are equal. When cutting on the RHS split of the BR, such as cut 9, minimum average away times are obtained when using only the centre car. This is attributed to the fact that SC tramming routes when cutting at this point are not as straightforward as when cutting on the roads. As expected, the least average away times when cutting at the BR are achieved when using the centre car only. Using either the LHS or centre car offers minimum average away times when cutting on the LHS roads of the BR. Similarly, when cutting on the LHS splits of the BR, such as cut 15, the least average away times are achieved when the centre car only is operating. When cutting at this point, using the RHS car only offers the highest average away times.
Challenges and opportunities
Of course, the utilization of SCs in most of Zibulo colliery's underground sections presents more advantages than the cars' counterparts, the battery haulers. However, as De Lange (1988, p. 151) previously postulated about the future of underground transport on large coal mines, 'coal mining is a major transport business and hence there will always be new challenges to meet in underground transport'. SC operations involve the consideration of various factors, both technical and non-technical. A challenge presents an opportunity to improve or employ new techniques. The challenges of SC utilization and the associated opportunities they present are discussed in the following sections.
Tramming routes
A direct relationship between the tramming route distances and the average away times has already been established; it is therefore important to keep the tramming routes as short as practically possible. Not only should the distances be kept minimal; the following factors should be considered when designing or determining tramming routes.
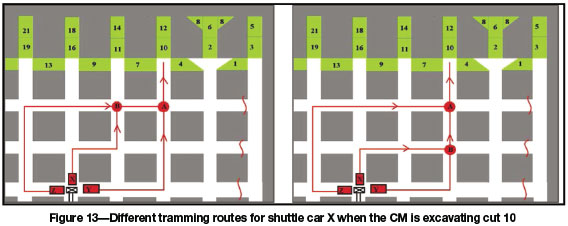
Avoiding turns as far as practically possible
Figure 13 illustrates the possible tramming routes that the centre SC (SC X) can follow when the CM is cutting at the 10th cut. The tramming route illustrated on the LHS diagram of Figure 13 shows that car X would have to make four turns to and from the CM to the FB . As stated by Smit (2014), 'a tramming route should have as little turns as possible'. Tramming routes with more turns are both unsafe and ineffective, such that car X on the LHS diagram will have longer average away times than car X on the RHS diagram of Figure 13 (Smit, 2014). Like any other trackless equipment, the tramming (or hauling) speed is reduced when turning. On the LHS diagram, the average shuttle car speed of 2.7 m/s (obtained from SC time studies) will be reduced. As the average away times consequently increase, the production rate decreases.
For any equipment, although training is offered, ease of operation should be the main objective. A tramming route with more turns compromises the ease of SC operation. The cars can easily collide with pillars. An operator may become fatigued relatively quicker compared with the operator operating car X on the RHS diagram.
Tramming route obstructions
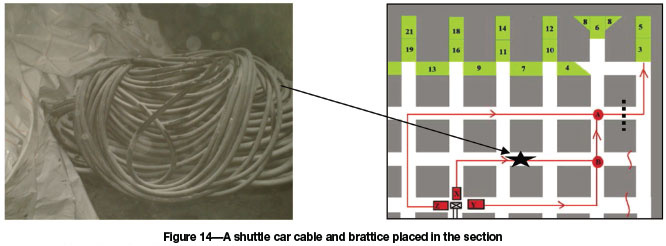
If the shortest tramming routes are to be used at all times, it is important to make sure that they are free of any obstructions. Figure 14 shows a SC cable and a brattice that were placed on the area indicated by the star on the RHS diagram. This implies that car X used the tramming route illustrated on the LHS diagram of Figure 13. This constitutes good housekeeping as well as thorough and effective planning. Brattices should be installed such that they do not obstruct the desired tramming routes. For example, the installation of the brattice indicted by the dashed line on the RHS diagram of Figure 14 should be delayed until cuts 3, 4, and 5 are excavated so as to clear the shortest, most practically possible and viable tramming routes to these points.
Floor conditions
Bad floor conditions can be as a result of an uneven floor (attributed to geological conditions or floors that are not swept), poor water drainage, and steep gradients. These conditions may significantly reduce the life of the cars' components and consequently cause premature failure, or the cost per ton of the operation may increase due to losses in efficiency and productivity (Callow, 2006, p. 821). At Zibulo Colliery's underground sections, coal extraction is carried out on a relatively flat gradient. Tramming routes are relatively flat and so shuttle cars tramming at high gradients is not a concern. The section floors are generally kept in good condition. During the rare cases of floor flooding, however, corrective measures to drain water should be taken as quickly and efficiently as practically possible.
Belt extension
To maintain overall short tramming distances, it is important to schedule a belt extension effectively. This means that there should be a maximum number of splits open before each belt extension. To determine this, the overall average away times when using all three SCs for five split scenarios were obtained. The graph in Figure 15 is a result of this analysis. According to Zibulo's KPIs, the maximum average away time that should be obtained at any particular time to reach the set production targets is 75 seconds. This KPI is indicated by the horizontal line on the graph. When there are one to three splits between the FB and the CM cut position, the average away times are below the KPI. During the transition from three to four splits, however, the KPI is reached and exceeded before the 4th split is entirely open. Thereafter, the average away times remain higher than the KPI.
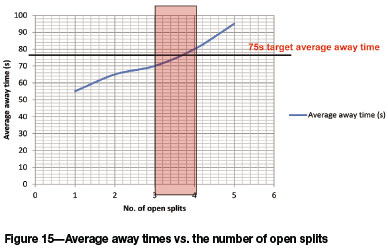
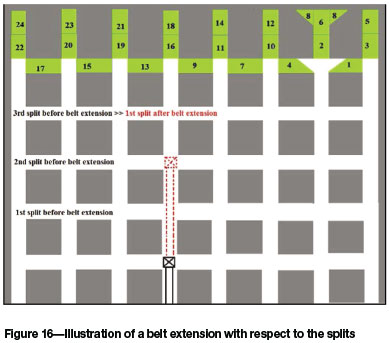
Figure 15 therefore implies that if the average away times are to be kept below the set KPI, then a belt extension is to be carried out before the 4th split is open. This should be done just after the 3rd split is fully open. At this point, the belt will be extended over two splits as illustrated in Figure 16 (by the red dashed line) such that after the belt extension, one split will be open, allowing for the effective use of only two SCs. This then becomes a cycle; the belt is extended two splits ahead with one split open between the FB and line of cut, the 2nd split is open and as soon as the 3rd is entirely open another belt extension should be carried out. The initial 3rd split will therefore become the 1st split after the belt is extended.
Cable management
At Zibulo Colliery, cable management is a major concern. The mine is relatively new and so the effective management techniques to be employed are still being determined. Unlike the more established Anglo American Thermal Coal underground operations such Goedehoop Colliery, Zibulo still outsources some of the crucial tasks that are directly linked to operational efficiencies. Cable repairs and maintenance are carried out by the contracting company, Lectropower (Smit, 2014). The company runs an underground mine workshop (referred to as the cable shop) to which cables are delivered for repairs.
The cable management system, according to the author and a student who conducted a project on cable management, is somewhat ineffective. The basic ideal handling of damaged cables at Zibulo Colliery is as follows:
(i) When a cable is damaged in a section, it is reported to the cable shop
(ii) The cable is then manually loaded onto a load haul dumper (LHD) at the section; the LHD transports the damaged cable from the section to the cable shop
(iii) At the cable shop, the cable is offloaded. A spare cable is then manually loaded onto the LHD, which returns to the section
(iv) Once the cable has been repaired and tested, the section is notified and the cable is then kept in the spare cable zone (Horstmann, 2014).
Some shortfalls were identified. The following are some of the findings that compromise the ideal procedure together with the operational system.
➤ Damaged cables are not always handled correctly; this consequently often leads to them not being repairable (Horstmann, 2014)
➤ No particular operator in the section is responsible for the transportation of damaged cables; this means that in the case of a damaged cable, any one of the section's operators (one of the two CM operators, one of the three SC operators, or any of the two roofbolt operators) is pulled out and assigned to the task of delivering the damaged cable to the cable shop. Normal operation is therefore disrupted
➤ The LHDs are shared between sections. No section has its own LHD. A section with a damaged cable usually has to wait for a relatively long period for the next section to deliver the LHD. This implies that valuable production time is not used effectively while the section waits on an LHD to deliver the damaged cable to the cable shop
➤ Cables are manually handled; the removal and installation of a new cable can take up to an hour
➤ In most cases, there are no spare cables in the section and so a section had to wait for a spare from the cable shop
➤ Old cables that can still be used are left in the old working sections during section moves (Horstmann, 2014)
➤ The cable shop floor space is insufficient; there is no space for the CM cables. These cables are then kept outside the shop, thus leaving them vulnerable to damage (Horstmann, 2014).
It is suggested that Zibulo investigates how the more established Anglo American Thermal Coal underground operations manage their cables and implement cable management initiatives.
Anchoring
Owing to continuous repairing of cables, cables lengths are usually shortened. From a maximum cable length of 230 m, a maximum of only 200-210 m remains for SC tramming from the anchor point at the FB to the loading zone and back. Therefore SCs may not be able to reach loading zones when there are three or more splits are between the FB and the cuts.
According to Smit (2014), SC anchoring requires a great deal of experience to redesign. In particular, due to shorter cable lengths (which consequently lead to cars not being able to reach certain cuts), the location of anchor points in the section can be altered so as to enable effective tramming even for the cars with relatively short cable lengths. All the Anglo American Thermal Coal underground operations employ a similar anchoring method to that used at Zibulo Colliery. Figure 17 illustrates the possible alternative anchoring points that can be explored.
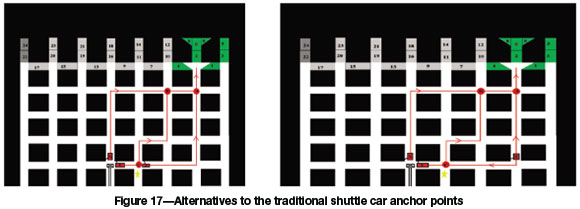
If car Z was anchored on the original position (on the LHS of the FB), it may not be able to reach the 2nd cut from the anchor point. To avoid this situation the car can be anchored a road away from car Y, on the RHS of the FB. This would significantly reduce the SC's tramming route distance to the 2nd cut. The reduction in the tramming distance implies a reduction in the shuttle car average away times and thus increased productivity rates.
SC Z can also be anchored midway between the FB and cut 2. In this case the SC uses an effective cable length that is half the cable length required to tram the car to the 2nd cut if it was anchored where car Y is anchored, for example. Smit (2014) suggests that the major concerns with the different anchoring systems are:
➤ The running over of a car cable by the next car to pass that point
➤ The increase in change-out points
➤ Increase in shuttle car away times.
It has been established that change-out points should be kept as close as practically and safely possible to the loading zone; they should also be kept as close as possible to each other. At a change-out point, one SC has to wait on the next to make way for it to tram to the loading zone or the FB. Moving an anchor point midway between the loading point and FB not only reduces the cable length requirements; it introduces more change-out points in the section as illustrated in Figure 17. This may lead to increased away times as cars are to wait on each other at more points. However, a constant number of SC anchor points can be maintained if all are anchored midway of their respective tramming routes.
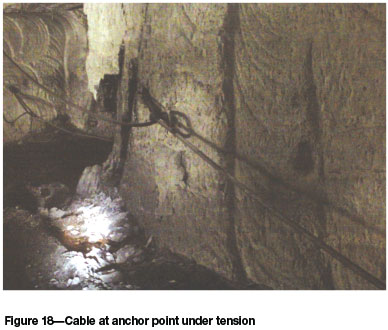
As a SC moves away from the anchor point, the cable and thus the anchor point are under tension. This is illustrated in Figure 18. This tension leads to pillar damage as illustrated. Pillar damage may extend to the anchor point and thus weaken the anchoring to the extent that the anchor is ultimately pulled off from the pillar. This becomes a safety hazard; it can also lead to cable damage.
To reduce anchor tension that is caused by the cable tension as the shuttle car moves towards the CM, a 'spring effect' can be introduced. A used tyre, for example, can be used to connect the anchor point and cable as illustrated in Figure 19. The tension in the cable will be absorbed by the tyre and thus the anchor point will not be greatly affected. A spring can also be used as an alternative.
Labour management
An average of 77.94% of the actual labour complement was utilized per section from April 2013 to December 2013. From a full complement average of 10.4, a labour complement of only 8.1 was achieved. Even though the full complement was reduced to 10 from 11 in August 2013, the labour complement target is still not being reached. A typical shift per section comprises the following:
➤ 2 CM operators
➤ 2 roofbolt operators
➤ 3 SC operators
➤ 1 miner (shift supervisor)
➤ 1 electrician
➤ 1 fitter.
Absenteeism is attributed to sick leave, absence without pay (AWOP), and planned absence. For a section to be barely productive, eight people (two SC operators less) are required. However, production targets may not be reached because only one SC will be operated. Thus, absenteeism is to be managed and provisioned for. Zibulo Colliery is currently running a project on discipline enforcement by frontline supervisors.
Conclusion
When there is only one split between the FB and CM, the use of a third SC has no effect on the production already obtained by using two SCs. Three SCs are collectively effective only when there is more than one open split between the FB and CM. However, due to the Zibulo underground operation standard, a maximum of three splits should be open before a belt extension. This is also due to cable length restrictions; shuttle cars may not be able to reach some cuts when four splits are open.
When only two SCs are used at any given time, it is effective to use the centre and either the right or left car, depending on whether the cut being excavated is on the right or left of the BR. Therefore, the centre car should always be in operation, even when only one car is being used. However, the use of at least two cars at any given time should be maintained.
The procedure for handling damaged cables should be revisited so as to improve cable management. Other cable anchoring options can be explored. The number of change-out points can be maintained if all three SCs are anchored midway between the FB and CM on their respective tramming routes. Different anchoring configurations can reduce SC cable restrictions to enable the cars to reach certain cuts. The average labour complement of 8.1 is sufficient to run a section; however, if production targets are to be met then absenteeism will have to be managed.
Recommendations
It is recommended that when only one split is open, two SCs should be used. The third can be scheduled for maintenance. When two splits are open, all three cars should be used. However, in cases where this is not possible, a minimum of two SCs should be used at any given time in the section. The belt should be extended after three splits are open. When cutting on the right-hand side of the BR and using only two SCs, use the right-hand and centre cars. When cutting on the left-hand side of the BR and running only two cars, use the left and centre cars. For safety reasons, pull the change-out point back to avoid shuttle cars turning onto CM operators. Especially in cases such as a left-hand side car not being able to reach the RHS extremities of the panel, other anchoring configurations should be employed. The car should be anchored midway between the FB and CM cutting point; this will reduce the cable length initially required for the car to reach such extremities.
Designated equipment and operators, particularly for cable transportation, are to be employed so as to avoid having operators being pulled out from a section to transport a damaged cable. It should be ensured that each car has three cables; one in use, one spare in the section, and one at the cable shop. Zibulo should continue with discipline enforcement by frontline supervisors. Consequence management should be timely, definite, and consistent.
References
Anglo American. 2007. Anglo American announces approval of the Zondagsfontein coal project. Press release: http://www.angloamerican.com/media/releases/2007pr/2007-12-07.aspx [Accessed 20 March 2014]. [ Links ]
Anglo American. 2013. Zibulo Colliery: Application for Capital Funding For the Purchase of Three New Replacement Shuttle Cars. Internal Report, Anglo American Thermal Coal Operations. [ Links ]
Callow, D.J. 2006. The impact of mining conditions on mechanized mining efficiency. Proceedings of the II Underground Operators Conference, Nacrec, Johannesburg, South Africa, 11-12 September 2006. Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 821-830. [ Links ]
De Lange, M.J. 1988. Underground Transport on Large South African Coal Mines. PhD thesis, University of the Witwatersrand, Johannesburg, South Africa. [ Links ]
Olivier, J. 2014. Techincal manager, Zibulo Colliery, Mpumalanga. Personal communication. [ Links ]
Horstmann, E. 2014. Cable management at Zibulo Colliery. Undergraduate report. University of Pretoria. [ Links ]
Smit, R. 2014. Section foreman, Zibulo Colliery, Mpumalanga. Personal communication. [ Links ]
Paper written on project work carried out in partial fulfilment of BSc. Eng. (Mining Engineering)


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}