










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.115 n.2 Johannesburg Feb. 2015
GENERAL PAPERS
A decision analysis guideline for underground bulk air heat exchanger design specifications
M. Hooman; R.C.W. Webber-Youngman; J.J.L. du Plessis; W.M. Marx
University of Pretoria
SYNOPSIS
This paper discusses a study that investigated different underground bulk air heat exchanger (>100 m3/s) design criteria. A literature review found that no single document exists covering all design criteria for different heat exchangers, and therefore the need was identified to generate a guideline with decision analyser steps to arrive at a technical specification. The study investigated the factors influencing heat exchanger designs (spray chambers, towers, and indirect-contact heat exchangers) and the technical requirements for each. The decision analysers can be used to generate optimized, user-friendly fit-for-purpose designs for bulk air heat exchangers (air cooler and heat rejection). The study was tested against a constructed air cooler and heat rejection unit at a copper mine1. It was concluded that the decision analysers were used successfully. This tool (decision analysers) can be used by engineers for the efficient and cost-effectively design of heat exchangers.
Keywords: mine refrigeration, water-air, heat exchanger design, decision analyser.
Introduction
Refrigeration systems are widely used in mines to provide air cooling for underground operations (Burrows et al., 1989). The installed refrigeration capacity is generally dictated by depth for hard rock mines where virgin rock temperature (VRT) and autocompression, among other heat sources, play a major role (Bluhm and Biffi, 2001). Refrigeration and the associated cooling installations at depth is essential to ensure that legal thermal requirements are maintained. Work done by Bluhm and Von Glehn (2010) indicates the relationship between mining depth and type of refrigeration and cooling system required (Figure 1).
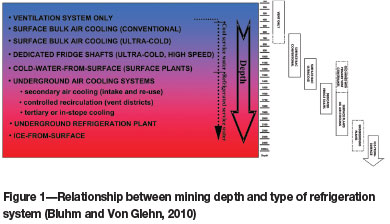
Figure 1 shows the VRT is a function of a surface intersects temperature in degrees Celsius (°C) and the geothermal gradient in °C/m (De Wet, 2012). The VRTs for specific mines are calculated using the intersect temperature and geothermal gradient. The graph in Figure 1 is only a guide to determine which refrigeration option would be best suited, and selection of a suitable system depends on the mining method, heat loads, mine depth, VRT, etc.
Refrigeration capacity requirements dictate the air cooling and heat rejection heat exchanger duties for surface or underground installations. Many of the design considerations for surface and underground cooling system installations are similar, but in practice there are many differences. Due to the potentially vast field of study in this regard, this study focuses on underground heat exchangers, using only bulk air heat exchanger installations exceeding 100 m3/s air flow capacity.
Bulk air heat exchangers in underground operations are used either to cool air when maximum legal return temperatures from the working areas (reject temperatures) are reached, or to cool water from underground refrigeration plants (heat rejection). These heat exchangers form part of two underground water refrigeration circuits, namely the evaporator circuit where chilled water is distributed to air coolers and the condenser circuit where heat is rejected to return air (Burrows et al., 1989).
Air cooling and heat rejection heat exchangers typically consist of three main types with very different design requirements and applications. Underground bulk air heat exchangers include direct-contact air-water horizontal spray chambers, direct-contact air-water cooling towers, or indirect-contact air-water banks of heat exchangers.
Background
Heat exchangers can be supplied with cold water from surface or underground refrigeration plants, but energy requirements versus life-of-mine total cost of ownership need to be compared during project start-up. Most recent designs incorporate underground refrigeration plants as they ensure energy-efficient designs, optimized positional efficiency, and lowest total cost of ownership (Marx et al. 2010).
This study provides a comprehensive summary of different heat exchangers from many resources. It further provides the mine ventilation and refrigeration design engineer with a user-friendly guideline for underground bulk air heat exchanger designs. All aspects pertaining to the design will be found in a single document to save the user time in finding solutions for the specific application. This document will be a technical specification that can be used to contact specialist engineers to complete 'for-construction' designs.
Du Plessis et al. (2013) indicated that energy-efficient designs are imperative with increasing electrical costs. This work further indicated that energy consumption will have a direct impact on carbon usage and need to be managed as carbon emission tax legislation is planned for the start of 2015.
Design constraints may impact the energy consumption of a mine and are an important part of the design process to consider. Poor designs can result in the safety and health of personnel being compromised, and this cannot be tolerated since mines are legally responsible for employee health and safety.
The objective of the study was to determine the requirements of underground heat exchanger designs. The study included:
➤ A detailed literature review
➤ Identification of the factors influencing the selection criteria for underground bulk air heat exchangers
➤ Quantifying the engineering and technical requirements.
Quick and easy decision analyser steps were then compiled to assist mine operating engineers to write design specifications for a specific heat exchanger type. These decision factors were tested on an existing bulk air heat exchanger design as part of a case study.
Factors influencing selection criteria for bulk air heat exchangers
The factors that influence the selection criteria for bulk air heat exchangers need to be identified and the effect on the design process quantified. If done correctly, this will ensure that the design is optimized and that an energy-efficient solution is derived. The following criteria must be considered:
➤ Reject temperature design criteria for the mine will determine how much cooling is required (DMR, 2001; 2002)
➤ Mine working depth (VRT) and effect of autocom-pression (Karsten and MacKay, 2012)
➤ Heat load, including influence of mining method, equipment, water used, etc. (Burrows et al., 1989)
➤ Excavation size and location to establish the number of heat exchanger locations and the size of new or existing tunnels
➤ Inlet conditions of heat exchangers, which determine the duty and ultimately the outlet temperature of the air to the working air (for coolers) and the outlet water temperature for condenser heat exchangers (heat rejection units) (Burrows et al., 1989)
➤ Environmental conditions, including air and water quality, define how many treatment facilities will be required and the maintenance schedule (Whillier, 1977)
➤ Rock engineering sign-off on the proposed excavations
➤ Surrounding activities such as blasting, crushing, conveying, etc. need to be considered, as these will impact on the heat exchanger design and maintenance frequencies
➤ Construction logistics are important to ensure that installations are in fresh air, with on-time delivered equipment and in a safe environment.
Engineering and technical requirements
The engineering and technical requirements for each of the heat exchangers were identified. Furthermore, the water reticulation system and positional efficiency for each type was calculated. The technical requirements associated with each of the types of heat exchanger are listed in the following paragraphs.
Indirect-contact heat exchanger banks are mainly used for cooling. The following selection criteria were considered:
➤ Log-mean temperature difference (LMTD) (Incropera and De Witt, 2002) versus number of transfer unit(s) (NTU) method (Ramsden, 1980; Kays and London, 1964)
➤ Air and water energy balances (heat capacities, and air and water inlet and outlet temperatures (Cabezas-Gomez et al., 2006)
➤ Air and water efficiencies (Burrows et al., 1989)
➤ Heat transfer coefficient (McPherson, 2007)
➤ Tube water velocity (Hendy Coils, 2008)
➤ Water design pressures (Burrows et al., 1989).
Direct-contact spray towers are mainly used for heat rejection. The following criteria were considered:
➤ Packed or unpacked alternatives (Burrows et al., 1989)
➤ Mechanical or natural draught towers (Perry and Green, 1997)
➤ Type of packing (Energy Efficiency United Nations Environmental Programme, 2006)
➤ Air and water mass flow rate (Burrows et al., 1989)
➤ Inlet air and water temperature (Mine Ventilation Society of South Africa, 2008)
➤ Air velocity through tower (Burrows et al., 1989)
➤ Height to diameter (McPherson, 2007)
➤ Water to air ratio (Stroh, 1982)
➤ Factor of merit (Burrows et al., 1989).
Direct-contact spray chamber can be used for air cooling and heat rejection. The following criteria were considered:
➤ Type of nozzle (Bluhm, 1983)
➤ Air and water mass flow rate (Burrows et al., 1989)
➤ Inlet air and water temperature (Mine Ventilation Society of South Africa, 2008)
➤ Water loading (Bluhm, 1983)
➤ Air velocity through chamber (Burrows et al., 1989)
➤ Water to air ratio (Reuther, 1987)
➤ Factor of merit (Burrows et al., 1989).
The listed engineering and technical requirements, together with the factors identified from the previous two paragraphs, were used to generate simple decision analysing steps to use during the heat exchanger selection criteria process. This selection criteria process will improve the technical specifi-cation(s) of bulk air heat exchangers.
Decision analyser steps
Step 1: determine heat exchanger requirement
The first step is to determine the thermal design criteria of the mine (Figure 2). Ventilation and cooling requirements need to be determined so as to establish whether more air is available to cool the underground environment to below the thermal design criteria. If this is possible, then no underground heat exchanger is required. In addition, the working depth of underground workings is required. A rule of thumb suggested that surface cooling is best utilized at critical depths up to 1 200 m and VRTs up to 50°C (Figure 1). The applicable mine's VRT may result in cooling being repaired at a particular mining depth. This decision will be dependent on the ore being mined and mining method utilized.
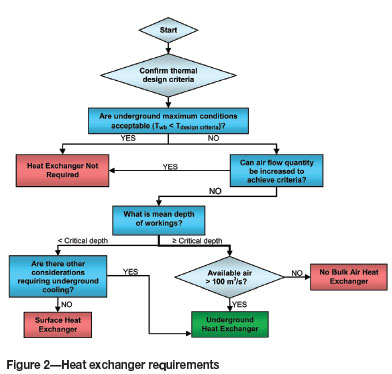
If the critical depth does not necessitate an underground heat exchanger, then other heat source considerations, such as heat from diesel vehicles and fragmented rock, need to be identified and included in this step. The additional heat sources may necessitate an underground air cooler.
In the event that underground heat exchangers are required, it needs to be established whether a bulk air flow of more than 100 m3/s is available for heat transfer. If this is true, continue to Step 2.
Step 2: determine heat exchanger size and location
The second decision analyser step starts by calculating the underground heat load (Figure 3). Heat load components include autocompression, the contribution from the VRT, vehicles and other artificial sources. If the air temperature is below the reject temperature the air carries a certain air cooling capacity (heat removal capacity). An additional cooling source is service water, and the capacities of both of these need to be determined.
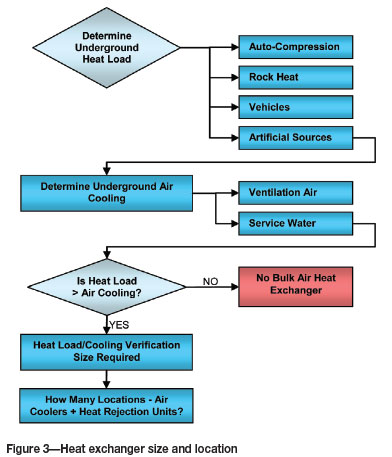
Mass and energy balances for the mine include the heat load and air and service cooling capacity, which determine the additional underground cooling required. Air flow and thermo-dynamic software simulation models (VUMA3D-network, Ventsim, or fully equivalent) can be used to confirm heat exchanger requirements.
The required air cooling and heat rejection heat exchangers can be divided into a number of units and the location for each needs to be determined in order to determine how many new excavations will be required. This is important for determining the most cost-effective option - whether to distribute smaller heat exchangers or fewer large heat exchangers in the available or new excavations.
Air coolers are generally placed adjacent to main intake airways and heat rejection units in or adjacent to the main return airways. Once the number of heat exchangers and their locations are determined, proceed to Step 3.
Step 3: inlet conditions and water loading
Once the number of locations to place air coolers and heat rejection units has been determined, the inlet conditions at each unit need to be confirmed (Figure 4). The inlet conditions will determine how much cooling or heat rejection can be achieved. For air coolers, the outlet air temperature needs to be within the minimum allowable air temperature. For heat rejection units, the maximum allowable water temperature that can return to the condenser heat exchanger need to be confirmed with suppliers. The input parameters of the air and water and, depending on whether air coolers or heat rejection units are used, the design criteria, need to be satisfied. When the design criteria are not met for these heat exchangers, the inlet air quantity needs be increased where possible.
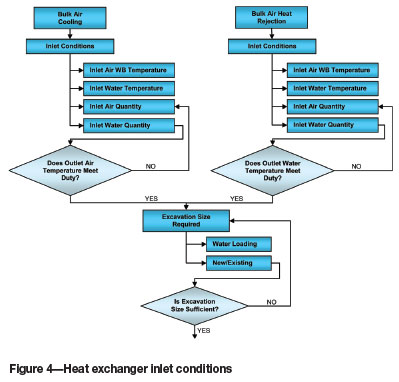
The excavation size for the heat rejection units needs to be known in order for the designer to determine the water loading factor. The area of the available or new excavations will determine the required length of each unit. In this manner the number of heat rejection units can be confirmed and correctly selected.
Step 4: environmental conditions and surrounding activities
The quality of air and water are important factors to evaluate when designing heat exchangers (Figure 5). Both parameters will impact on the maintenance frequency. In the event that fresh air is used, no problem should be anticipated. When air is re-used from certain working areas the quality of the air need to be investigated with respect to blasting fumes, dust, radiation, and other pollutants. These factors will impact on technical maintenance and design requirements of the heat exchangers in terms of conductivity of the water, blow-down rate, maintenance and cleaning frequency, make-up water rate, equipment selection, etc.

The location of the heat exchangers needs to be verified by the rock engineers to ensure stability of the excavation and surrounding strata.
Maintenance frequencies need to be determined based on the quality of the air and water, materials of construction, and equipment life.
The constructability logistics include all activities involving installing the equipment, from shaft time, crane installation to offload equipment, and actually commissioning the process system. A constructability manager is usually appointed for this purpose to assist with on-time delivery and installation.
Step 5: types of bulk air heat exchangers
In this step the type of heat exchanger will be determined. As stated earlier, three types of coolers - indirect-contact heat exchangers, spray towers, and spray chambers - are available to cool the air. Heat rejection can be achieved in spray towers and spray chambers. Banks of indirect-contact heat exchangers will be used mainly in closed-circuit water systems in clean air.
For indirect-contact heat exchangers two design options exist, namely the LMTD method and the NTU method. For direct-contact (open-circuit) heat exchangers, spray towers and spray chambers are possible options. Spray towers are classified under filled or unpacked units and the selection under each type is unique. Design processes for spray chambers, together with spray towers and indirect-contact heat exchangers, are discussed in a decision process. Figure 6 is a typical example of a decision analyser step as applied to various types of heat exchanger.
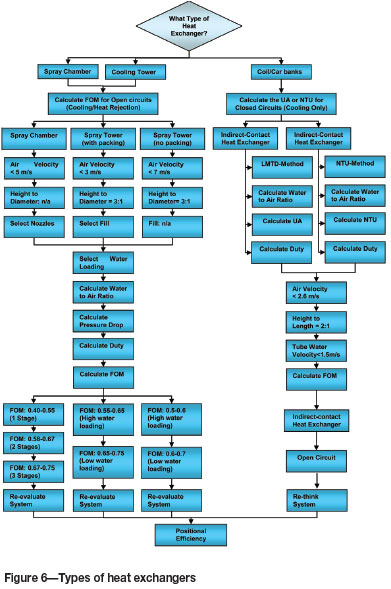
The factor of merit (FOM) and positional efficiency are two of the major contributors to the final selection of heat exchanger type. Indirect-contact heat exchangers, spray towers, and spray chamber heat exchangers can be selected for heat rejection and cooling.
The number of units, stages, and/or cells will give an indication of the size of the excavation required to install the heat exchanger. After this process, the heat exchanger type, location(s), quantities, air distribution, water distribution, etc. need to be verified to ensure that the correct unit will be installed.
Conclusions
A step-by-step guide to all factors contributing to underground bulk air heat exchanger technical specifications was developed. This guide was generated from environmental factors (including thermal design criteria, heat loads, excavation requirements, environmental conditions, and rock mechanics) and engineering and technical requirements (including types of heat exchangers, factor of merit, and hydraulics).
The step-by-step guide makes it possible to design a quick and easy fit-for-purpose technical specification for underground heat exchangers. This specification can be used by manufacturers and construction companies to design optimized 'for-construction' heat exchangers.
It can be concluded that the decision analysers do provide a guideline of the criteria required for technical specifications for bulk air heat exchangers. The overall aim was to provide operational engineers with a tool to quickly and easily specify optimized technical specifications for fit-for-purpose heat exchangers. The factors and technical requirements identified in this study could be applied to a real mine with the used of the decision analysers.
References
Bluhm, S.J. 1983. Spot cooling of air in direct contact heat exchangers. Report of Environmental Engineering Laboratory, Chamber of Mines Research Organization Johannesburg. [ Links ]
Bluhm, S.J. and Biffi, M. 2001. Variations in ultra-deep, narrow reef stoping configurations and the effects on cooling and ventilation. Journal of the Southern African Institute of Mining and Metallurgy, vol. 101, no 3. pp. 127-134. [ Links ]
Bluhm, S.J. and von Glehn, F. 2010. Refrigeration and Cooling Concepts for Ultra-Deep Operations, BBE Report No. 0310. [ Links ]
Burrows, J., Hemp, R., Holding, W., and Stroh, R.M. 1989. Environmental Engineering in South African Mines. Mine Ventilation Society of South Africa, Johannesburg. [ Links ]
Cabezas-Gómez, L, Navarro, H.A., and Saiz-Jabardo, J.M. 2006. Thermal performance of multipass parallel and counter-cross-flow heat exchangers. Journal of Heat Transfer, vol. 129, no. 3. pp. 282-290. http://heattransfer.asmedigitalcollection.asme.org/article.aspx?articleid=1448635 [Accessed 5 September 2013]. [ Links ]
Department of Mineral Resources (DMR). 2002. Guideline for the compilation of a mandatory code of practice for an occupational health programme on thermal stress. Reference no. DMR 16/3/2/4-A2. Pretoria, South Africa. [ Links ]
Department of Mineral Resources (DMR). 2001. Guideline for the compilation of a mandatory code of practice on minimum standards of fitness to perform work at a mine. Reference no. DMR 16/3/2/3-A1. Pretoria, South Africa. [ Links ]
De Wet, J.R. 2012. Ventilation and refrigeration of a deep platinum mine. BEng hons thesis, University of Pretoria. [ Links ]
Du Plessis, J.L.L, Hoffman, D, Marx W.M., and Van der Westhuizen, R. 2013. optimising ventilation and cooling systems for an operating mine using network simulation models. Association of Mine Managers South Africa, Johannesburg. [ Links ]
Hendy Coils. 2008. Cooling Coil Specifications. http://www.hendycoils.com.au/documents/Cooling_Coil_Design.pdf [ Links ]
Incropera, F.P. and De Witt, D.P. 2002. Fundamentals of Mass and Heat Transfer. 3rd edn. Wiley, Hoboken, NJ. [ Links ]
Karsten, M. and Mackay, L. 2012. underground environmental challenges in deep platinum mining and some suggested solutions. Platinum 2012. Fifth International Platinum Conference 'A Catalystfor Change' Sun City, South Africa, 17-21 September 2012. Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 177-192. [ Links ]
Kays, W.M. and London, A.L. 1964. Compact Heat Exchangers. 2nd edn. Mc Graw-Hill, New York. [ Links ]
Marx, W, Hooman, M, Botha, P., and Meredith G. 2010. Cooling system design for a block cave mine. Mine Ventilation Society of South Africa Conference, 2010. [ Links ]
Marx, W., Hooman, M., Botha, P., and Meredith, G. 2010. Refrigeration and cooling design case study: Palabora Mining Company. Journal of the Mine Ventilation Society of South Africa. [ Links ]
McPherson, M.J. 2007. Refrigeration plant and mine air conditioning systems. Subsurface Ventilation and Environmental Engineering. Chapman and Hall, London. [ Links ]
McPherson, M.J. 2007. The aerodynamics, sources and control of airborne dust. Subsurface Ventilation and Environmental Engineering. Chapman and Hall, London. [ Links ]
Mine Ventilation Society of South Africa. 2008. Mine Environmental Control (MEC). Workbook 2: Thermal Engineering, [ Links ] .
Perry, R.H. and Green, D.W. 1997. Perry's Chemical Engineers' Handbook. 7th edn, McGraw-Hill, New York. [ Links ]
Ramsden, R 1980. The Performance of Cooling Coils (Part 1 and Part 2). Environmental Engineering Laboratory, Chamber of Mines of South Africa Research Organisation. [ Links ]
Reuther, E.U., Unruh, J., and Dohmen, A. 1987. Simulation techniques for the optimization of high capacity refrigeration in German coal mines. APCOM 87. Proceedings of the Twentieth International Symposium on the Application of Computers and Mathematics in the Mineral Industries. Volume 1. South African Institute of Mining and Metallurgy, Johannesburg, pp. 307-317. [ Links ]
Stroh, R.M. 1982. Environmental Engineering in South African Mines. Chapter 24 (Refrigeration Practice) and chapter 25 (Chilled Water Reticulation. Cape and Transvaal Printers, Cape Town. [ Links ]
United Nations Environment Programme. 2006. Energy Efficiency Guide for Industry in Asia. wiww.energyefficiencyasia.org [Accessed 14 March 2012]. [ Links ]
Whillier, A. 1977. Predicting the performance forced-draught cooling towers. Journal of the Mine Ventilation Society of South Africa, vol. 30. pp. 2-25. [ Links ]
1 Marx, W., Hooman, M., Botha, P., and Meredith, G. 2010. Refrigeration and cooling design case study: Palabora Mining Company. Journal of the Mine Ventilation Society of South Africa

