










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versión On-line ISSN 2411-9717
versión impresa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.114 no.7 Johannesburg jul. 2014
PHYSICAL BENEFICIATION
Maximizing haematite recovery within a fine and wide particle-size distribution using wet high-intensity magnetic separation
M. Dworzanowski
Anglo American Mining & Technology, Technical Solutions Research
SYNOPSIS
The physical beneficiation of iron ore that has a wide particle-size distribution is problematic, regardless of the process applied, whether dense medium separation, gravity concentration, magnetic separation, or flotation. The problem of particle size is further compounded when there is a significant -10 µm fraction. Generally the approach to a wide particle-size distribution is to split into narrower size ranges and treat each separately. More often than not the -10 µm fraction is not treated but discarded. This approach results in a more complicated and expensive flow sheet and the loss of any potential value in the -10 µm fraction.
Wet high-intensity magnetic separation (WHIMS) bench-scale test work was conducted on a haematite-rich material with a particle size of -200 µm What made this material different was that it contained a 60% -10 µm fraction, hence discarding the -10 µm material was not an option. The objective of the test work was to determine how to maximize the recovery of the haematite across the full particle size range. Given the unusual particle size distribution, it was concluded that WHIMS would be the only practical beneficiation route. The -200 +10 µm and -10 µm fractions were treated separately and together under varying WHIMS conditions. For a given concentrate grade, the mass yield obtained was greater when the total particle-size distribution was treated. The inferred optimum conditions, using the same material, were tested on a pilot-scale WHIMS and similar results were obtained.
Keywords: WHIMS, haematite recovery, particle size distribution, -10 µm fraction.
Introduction
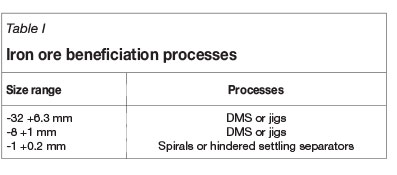
The beneficiation of iron ore in the size range of -32 +0.2 mm is well established globally. Dense medium separation (DMS) and gravity concentration are the beneficiation processes used. Iron ore production in this size range is almost exclusively based on haematite. Table I provides a summary of the processes commonly used for various size fractions.
The beneficiation of -200 µm iron ore will become more important as lower grade resources will require liberation of the contained iron ore at finer sizes. Currently, the treatment of -200 µm haematite-based iron ore is predominantly via flotation, specifically in Brazil and the USA. For -200 µm magnetite-based iron ore, treatment is predominantly via wet low-intensity magnetic separation (WLIMS).
The physical beneficiation of iron ore that has a wide particle-size distribution is problematic, regardless of the process applied, whether DMS, gravity concentration, magnetic separation, or flotation. The problem of particle size is further compounded when there is a significant -10 µm fraction. Generally the approach to a wide particle-size distribution is to split into narrower size ranges and treat each separately. More often than not the -10 µm fraction is not treated but discarded. This approach results in a more complicated and expensive flow sheet and the loss of any potential value in the -10 µm fraction.
Kumba Iron Ore's Sishen Mine currently produces over 3 Mt/a of -200 µm iron ore, which is sent to final tailings. This material contains 50-80% by mass of largely liberated haematite, representing a mineral resource from which no value is recovered. The viable beneficiation of this material would result in extra iron ore production as well as reducing the mine's tailings footprint and water consumption.
The beneficiation of -200 µm haematite-based iron ore can be accomplished in principle using gravity concentration, flotation, or magnetic separation. However, in this case 60% of the material is finer than 10 µm, which makes magnetic separation the only viable option.
The difficulty in recovering -10 µm haematite
The recovery of -10 µm mineral particles is extremely difficult in most cases and haematite is no exception. There are only two practical options for recovering -10 µm haematite, namely magnetic separation and flotation.
Iron ore flotation is practised extensively in Brazil and test work there has shown (Ma, Marques, and Gontijo, 2011) that regardless which flotation option is considered, the inclusion of -10 µm material in the flotation feed is not recommended due to the substantial increase in reagent consumption, which makes this option uneconomic. This is why most iron ore flotation plants deslime their feed at 10 µm.
Because of the low magnetic susceptibility of haematite, wet high-intensity magnetic separation (WHIMS) is applied to the magnetic recovery of -1 mm haematite. In 1982 a study was conducted (Forssberg and Kostkevicius, 1982) in which a number of different WHIMS machines were compared in terms of haematite recovery with decreasing particle size. Down to 20 µm all the machines managed good recoveries. Below 20 µm there was a noticeable drop in recovery, and below 10 µm there was a substantial drop in recovery. In 1989 a WHIMS circuit was installed at the Goldsworthy iron ore beneficiation plant in Australia (Miller, James, and Turner (1983) and the feed was deslimed at 10 µm, since test work had shown that treatment of this fraction by WHIMS would not be economical due to low recovery.
The issue of competing forces
The recovery of -10 µm haematite using magnetic separation, specifically WHIMS, is dependent on the probability of the haematite particles coming into contact with the magnetic matrix and the probability of the captured particles adhering to the magnetic matrix. The current design of WHIMS magnetic matrices ensures that the probability of the haematite particles coming into contact with the magnetic matrix is high, but adhesion to the matrix is a problem.
Paramagnetic particles, like haematite, adhere to a magnetic matrix by virtue of the magnetic force on the particles. Svoboda and Fujita (2003) represented the magnetic force by the following relationship:

where k is the volumetric magnetic susceptibility of the particle, µ0 is the magnetic permeability of vacuum, V is the volume of the particle, B is the external magnetic induction, and ▼B is the gradient of the magnetic induction. Magnetic force is thus proportional to the product of the external magnetic field and the field gradient. Modern WHIMS designs are able to generate a substantial magnetic force. However, the magnetic force is also proportional to particle volume and magnetic susceptibility. Therefore, for a -10 µm haematite particle with low magnetic susceptibility the magnetic force will be substantially reduced.
In WHIMS the magnetic force holding the -10 µm haematite particle will be competing with other forces, namely force of gravity, inertial force, hydrodynamic drag, and interparticle forces. In this particular case, hydrodynamic drag will have by far the greatest impact. The hydrodynamic drag is given by Svoboda and Fujita (2003):

where η is the dynamic viscosity of the fluid, b is the particle radius and, vp is the relative velocity of the particle with respect to the fluid. Hydrodynamic drag is thus mainly proportional to the viscosity and velocity of the slurry entering the WHIMS machine.
Therefore, to increase the probability of the -10 µm haematite particles adhering to the magnetic matrix, one must increase the magnetic force and reduce hydrodynamic drag.
Promoting a favourable balance of competing forces
Magnetic force on a particle can be increased in two ways. Firstly, by increasing magnetic field strength and gradient, which are functions of WHIMS operation. Secondly, by increasing particle size. The size of very fine particles can be increased by chemical flocculation. Although it is possible in principle to selectively flocculate haematite particles using sodium oleate (Roy, 2012), this method is not practical because the presence of very fine gangue particles will result in entrainment, thus lowering potential product Fe grade. This process also requires the addition of sodium silicate (dispersant) and sodium hydroxide (pH modifier), thus making the operating costs very high. The only other way of 'increasing' particle size is to ensure that there is a reasonable quantity of +10 µm haematite particles in the solids feed to the WHIMS. The coarser haematite particles will have a higher probability of adhering to the magnetic matrix and will tend to act as 'shields' for the finer haematite particles, thus increasing their probability of adhesion.
To decrease hydrodynamic drag in a WHIMS would require two actions. Firstly, decreasing the viscosity of the WHIMS slurry feed would require a reduction in the feed solids concentration. As a guideline, the WHIMS slurry feed density should be no more than 30% solids by mass. Secondly, to decrease the velocity of the WHIMS slurry feed it is essential that the WHIMS magnetic matrix comes into contact with the slurry in a relatively 'quiescent' manner. In other words, the feed slurry stream directly impacting the matrix will be detrimental. This is where vertical carousel WHIMS machines have a distinct advantage over horizontal carousel WHIMS machines.
Methodology
Sample characterization
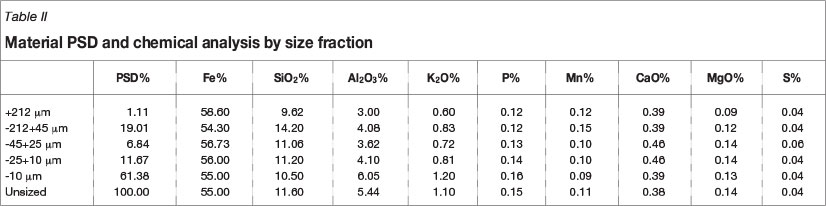
A composite sample of -200 µm iron ore was taken from the slimes thickener underflow at Sishen's DMS plant. The particle size distribution (PSD) of this material as well as chemical analysis by size fraction is shown in Table II. The PSD was determined by using sieves down to 25 µm, and the 10 µm screening was done using screen cloth in an ultrasonic bath. The chemical analysis was by X-ray fluorescence (XRF).
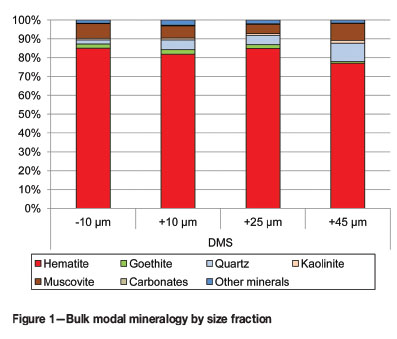
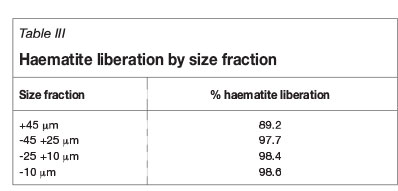
The bulk modal mineralogy by size fraction, as determined by X-ray diffraction (XRD) analysis using the Rietveld method, is shown in Figure 1. The liberation of haematite by size fraction is shown in Table III. In this case, liberation is defined as the percentage of total haematite that occurs as particles with 95% or greater haematite content. The liberation was determined using QEMSCAN. QEMSCAN uses energy-dispersive spectra (EDS) from X-rays emitted by the sample when it interacts with an electron beam. These X-rays give the chemical composition of the mineral phases and the spectra are used to build up mineral maps, from which the liberation and mineral associations can be determined.
As part of the mineralogical investigation, particle shape was examined to determine if there was any significant difference in haematite particle shape between the size fractions. Particle shape was assessed by determining particle aspect ratio (AR), which is the ratio of the longest axis of the particle to the shortest axis. The distribution of particle shapes between the various size fractions is shown in Table IV.
The material characteristics of this -200 µm iron ore stream can be summarized as follows:
► There is no significant difference in chemical composition between the size fractions, which means that the recovery of all the size fractions will contribute to product quality
► There is no significant difference in bulk modal mineralogy between the size fractions. The minerals that are not iron oxides are non-magnetic. Therefore, there are no mineralogical obstacles to the application of magnetic separation to this material
► Haematite liberation is extensive across all the size fractions. The liberation in the +45 µm fraction is almost 10% lower than the other fractions, but in terms of magnetic recovery this will be compensated by the coarser particle size
► There is no significant difference in haematite particle shape by size fraction. Therefore, particle shape will not influence magnetic recovery.
Test work to demonstrate the effect of magnetic force on the recovery of -10 µm haematite
The test work was conducted using a SLON 100 bench-scale WHIMS (Figure 2).

The SLON 100 allows magnetic field strength to be varied by varying the electrical current to the electromagnet. Magnetic field strengths of up to 13 000 G (1.3 T) were used.
The matrix is in the form of stainless steel rods with differing diameters, namely 1 mm, 1.5 mm, 2 mm, and 3 mm. A decrease in rod diameter results in an increase in magnetic gradient. Pulsation of the sample is also used to promote rejection of non-magnetic particles. For the purpose of this test work, pulsation was kept constant at a relatively low setting of 95 r/min for all the tests, since pulsation has no direct influence on the impact of magnetic force.
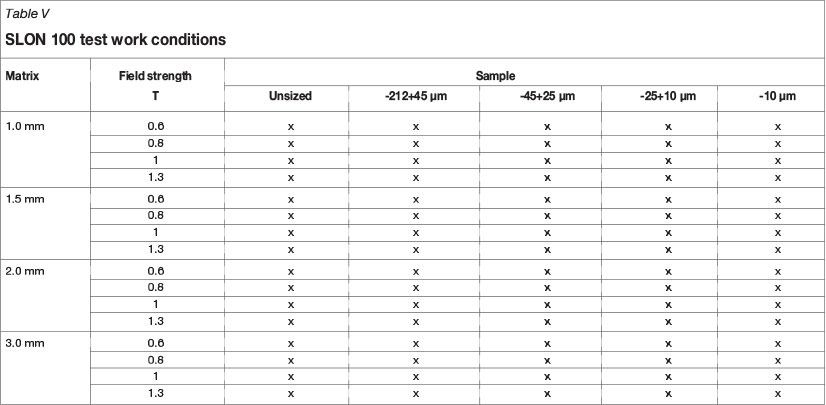
A matrix block with a given rod diameter was inserted into the SLON 100 feed chamber. The required magnetic field strength was set together with the fixed pulsation rate. For each test a 100 g sample was slurried to 25% solids by mass and placed in the feed chamber. The SLON 100 can accommodate a sample size of up to 300 g, therefore with a 100 g sample there is little chance of saturating the matrix. A total of 80 tests were conducted under the conditions shown in Table V. The unsized material and the four size fractions (-212 +45 µm, -45 +25 µm, -25 +10 µm, and -10 µm) were each tested under 16 different magnetic force settings.
Results
The results of the SLON 100 test work on various size fractions are presented in.Tables VI to X
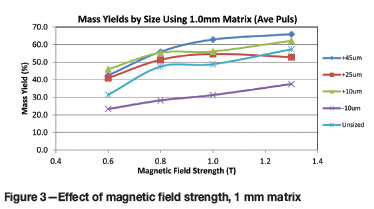
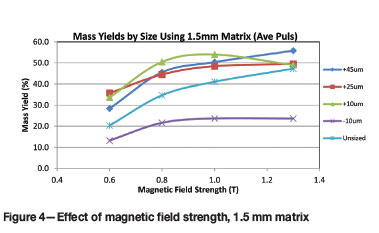
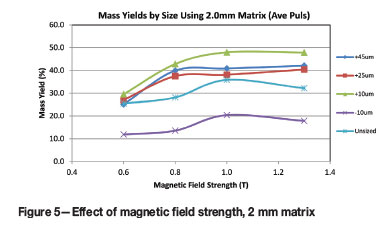
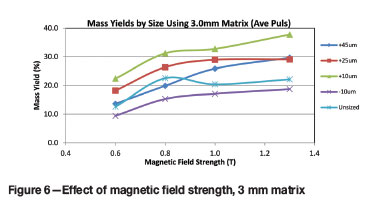
Figures 3 to 6 show the effect of increasing magnetic field strength on mass yield for a given matrix rod diameter for the unsized material and the four size fractions.
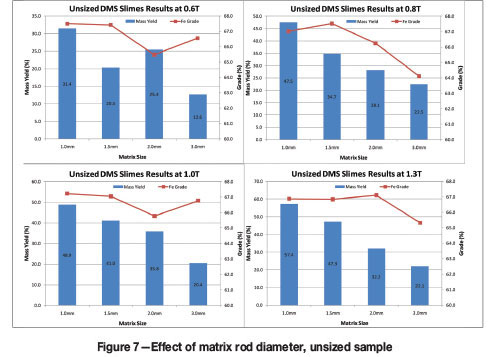
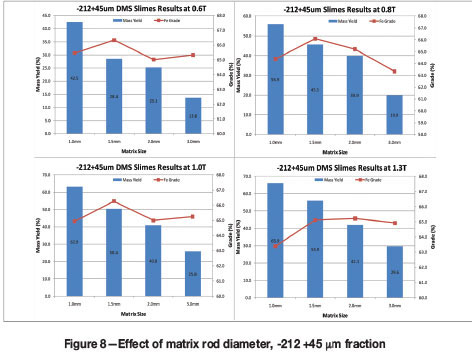
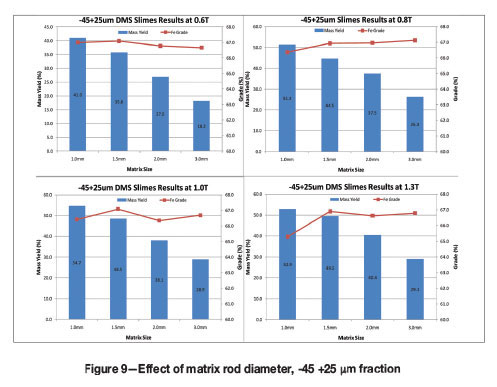
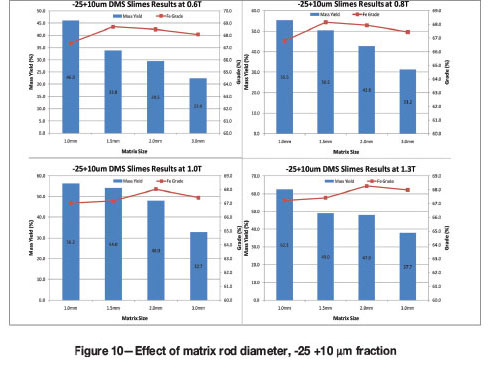
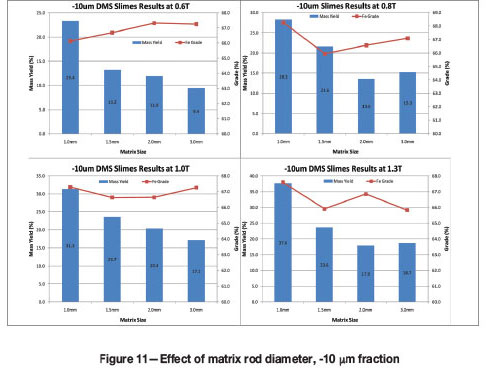
Figures 7 to 11 show the effect of matrix rod diameter on mass yield and Fe product grade for a given magnetic field strength for the unsized material and the four size fractions.
Discussion
In magnetic separation, magnetic field strength is increased with decreasing magnetic susceptibility of the target mineral, and magnetic gradient is increased for decreasing particle size. In this investigation the test work results show that fine haematite recovery is clearly dependent on maximizing the magnetic force. The results also clearly demonstrate that treating the -10 µm haematite together with the coarser haematite significantly improves the recovery of the -10 µm haematite when compared to treating only the -10 µm fraction. Although the results suggest that operating at 1.3 T and using a 1 mm matrix would maximize mass yield, there are practical problems with this operating regime.
Most commercial WHIMS operate at a maximum of 1 T. Although some manufacturers can offer WHIMS with a 1.3 T capability, the extra capital and operating costs will be significant and the metallurgical benefit at a larger scale is unlikely to be achieved. This is because the recovery of paramagnetic minerals by WHIMS is subject to a recovery peak. As the magnetic field strength increases, the matrix loading increases to the point where further paramagnetic mineral recovery is not possible (Svoboda, 2004). The recovery tends to peak at around 1 T, which is corroborated by the results from this investigation (Figures 4 and 5).
Figures 3 to 6 illustrate what appear to be anomalies, in that higher yields are obtained from the +10 fraction than from the +25 µm and +45 µm fractions. This can be explained by differences in haematite liberation. With the same magnetic force conditions, a clear increase in yield with increasing size fraction will result only if the haematite liberation in each size fraction is similar. With Sishen slimes this is definitely not the case, because the material is not derived from a controlled comminution process.
The commercial application of the rod matrix in vertical carousel WHIMS is well proven down to a diameter of 1.5 mm. Although it is possible to install a 1 mm diameter rod matrix, the manufacturers at present are not prepared to guarantee performance because the mechanical stability of the matrix is poor. The wear rate of the matrix is very high and the rods become deformed at higher magnetic field strengths.
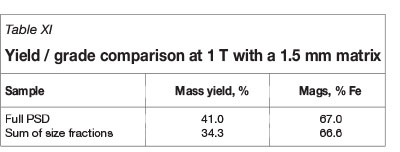
Therefore, taking into account practical considerations, the test work results point to a magnetic force requirement of 1 T with a 1.5 mm matrix. Under these conditions, the extra recovery of haematite obtained when treating the full PSD as opposed to individual size fractions is shown in Table XI. The results show that treating the full PSD will increase the mass yield to the concentrate by almost 20% at for the same concentrate Fe grade.
The prevailing conditions in a SLON 100 bench-scale WHIMS are very different to those of a full-scale vertical carousel WHIMS. The recovery of -10 µm haematite would therefore need to be studied on a pilot scale to determine the true magnetic recovery. A three-stage pilot plant circuit has been operated at Sishen using a pilot-scale SLON WHIMS with a 750 mm diameter vertical carousel to treat DMS slimes with similar material characteristics to the feed tested with the bench-scale SLON 100.
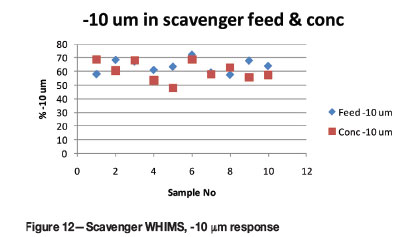
The scavenger WHIMS in this pilot-plant circuit was operated under the same optimum magnetic force conditions inferred from the SLON 100 bench-scale test-work, 1 T magnetic field strength and a 1.5 mm matrix. The scavenger feed slurry density was 15% solids by mass, thus slurry viscosity would not be an issue. Owing to the vertical carousel design of the SLON WHIMS, slurry velocity would also not be an issue. Figure 12 illustrates the response of the -10 µm fraction. This figure shows that there is consistent recovery of -10 µm haematite, since the average proportion of -10 µm in the concentrate is very similar to that of the feed. The relatively small and consistent difference between the -10 µm content of the feed and concentrate implies that because the feed comprises the full PSD the recovery of -10 µm is not critical, otherwise the difference between feed and concentrate would be considerably wider. The pilot plant data and bench-scale data cannot be compared directly because the operating environments are too dissimilar. However, the trends generated from the bench-scale and pilot scale testwork both confirm that maximizing the recovery of -10 µm haematite is dependent on treating a full PSD feed and applying a relatively high magnetic force.
Conclusions
The following conclusions can be drawn from the test work conducted:
► Although the beneficiation of material with a wide particle size distribution (PSD) is generally avoided, the same is not applicable to wet high-intensity magnetic separation (WHIMS). The bench-scale WHIMS test work conducted on -200 µm haematite-rich material demonstrated that separate treatment of different size fractions gave a concentrate mass yield of almost 20% less than the treatment of the full PSD
► The recovery of -10 µm haematite is considered problematic and generally is not practised. However, under the right conditions of hydrodynamic drag and magnetic force, reasonable recovery is possible
► Hydrodynamic drag can be reduced by decreasing slurry viscosity through the use of lower slurry feed densities (less than 30% solids by mass) and by reducing the velocity of the slurry impacting the WHIMS matrix, which is most effectively achieved by using a vertical carousel WHIMS instead of a horizontal carousel WHIMS
► The test work showed that a practical maximum magnetic force would be equivalent to 1 T magnetic field strength and the use of a 1.5 mm diameter rod matrix
► Repeating the bench-scale test work on a pilot scale with the same magnetic force and minimized hydrodynamic drag resulted in the same basic trend, with reasonable haematite recovery across the full PSD.
As a final summary:
► Generally, a feed particle top size of 1 mm is applied to WHIMS, whether horizontal or vertical carousel. With a feed top size of 1 mm or finer, classification of the feed ahead of WHIMS is to be avoided
► Apply a practical magnetic force - every material has a recovery peak
► The finer the feed PSD, the lower the feed slurry density should be
► A vertical carousel WHIMS is likely to produce better results than a horizontal carousel WHIMS.
Acknowledgements
The author would like to thank Anglo American Mining & Technology and Kumba Iron Ore for permission to publish this paper. To the staff at Anglo American Mining & Technology, Technical Solutions Research, who conducted the bench-scale test work, thank you for your diligent and hard work. To the staff at the Sishen WHIMS pilot plant, thank you for making your test work data available to support the work presented in this paper.
References
1. Ma, X., Marques, M., and Gontijo, C. 2011. Comparative studies of reverse cationic / anionic flotation of Vale iron ore. International Journal of Mineral Processing, vol. 100. pp. 179-183. [ Links ]
2. Forssberg, K.S. and Kostkevicius, N.R. 1982. Comparative pilot scale tests with wet high intensity magnetic separators. Erzmetall, vol. 35. pp. 285-293. [ Links ]
3. Miller, D.J., James, D.G., and Turner, J.H. 1983. Recovery of minus 100 micron hematite by wet high intensity magnetic separation. Proceedings of the XVIII International Mineral Processing Congress, Sydney, 23-28 May 1993. pp. 397-404. [ Links ]
4. Svoboda, J. and Fujita, T. 2003. Recent developments in magnetic methods of material separation. Minerals Engineering, pp. 785-792. [ Links ]
5. Roy, S. 2012. Recovery improvement of fine magnetic particles by floc magnetic separation. Mineral Processing and Extractive Metallurgy Review, vol. 33. pp. 170-179. [ Links ]
6. Svoboda, J. 2004. Magnetic Techniques for the Treatment of Materials. Kluwer Academic Publishers, Dordrecht.s [ Links ]


{kind=link}
{kind=link}
{kind=link}