










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versão On-line ISSN 2411-9717
versão impressa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.114 no.7 Johannesburg Jul. 2014
PHYSICAL BENEFICIATION
Current trends in the development of new or optimization of existing diamond processing plants, with focus on beneficiation
P. van der Westhuyzen; W. Bouwer; A. Jakins
ADP Group, Cape Town, South Africa
SYNOPSIS
Gone are the days of stock-standard diamond beneficiation and final recovery circuits that could, with minor modifications, be adapted to treat any diamond-bearing ore source. A new era has dawned, offering the opportunity to streamline existing diamond processing operations or develop simpler, more efficient, and economical diamond processing plants, with the focus on more efficient comminution, beneficiation, and final recovery. This change in scene has been brought about by:
► The introduction, rapid development, and maturation of multiple comminution, sorting, and recovery technologies
► The need to adapt to a new standard of project approach post the commodity super-cycle phase, where optimizing existing operations and developing scalable, 'fit for purpose' new mines are fast becoming the norm in diamond processing plants in both primary and alluvial operations
► The quest for energy efficiency and lower labour costs
► More remote and inaccessible reserves (under lakes, tops of mountains etc.).
This paper serves to identify some technology advances and demonstrates how these could be considered as replacements for or in combination with conventional technologies to arrive at an optimum techno-economic solution. To name a few applications/technologies:
► Comminution: conventional cone crusher, modified/specialized cone crusher, and the high-pressure grinding roll (HPGR). Although significant advances have been made in recent years, this paper only briefly covers comminution within the beneficiation circuit design
► Waste sorting: NIR (near-infrared) sorting, optical (colour) sorting, XRF (X-ray fluorescence)
► Primary concentration by combining dense media separation (DMS) with either XRT (X-ray transmissive), pulsed X-ray, jigs, or pan plants depending on the application, scale, and economics
► Final recovery of diamonds with either conventional X-ray technology, pulsed X-ray technology, or XRT.
From recent studies, it can be concluded that there is no longer a standard solution, but rather the 'right' or appropriate solution. Through combining a sound knowledge of the ore source (ore dressing studies or on-mine data gathering) and leveraging off the advances in technologies, one is able, through trade-off studies, to arrive at the ultimate techno-economic configuration, the 'right' solution. Emphasis is placed on maximizing diamond recoveries through appropriate technology selection and minimizing the associated costs in an effort to de-bottleneck or improve efficiencies of existing diamond processing plants, or to arrive at the ideal new diamond process plant design..
Keywords: diamond recovery, process design, diamond concentration, optimization.
Introduction
The development of any diamond resource project inevitably requires the investigation of a vast range of issues across engineering disciplines (mining, metallurgical, civil, electrical, mechanical, environmental, geological etc.). No two resources, whether kimberlite or an alluvial deposit, are identical, hence no two process flow sheets are the same (Mackenzie and Cusworth, 2007).
Although technical viability is a strong focus and tends to dominate the assessment of the development potential, the principal purpose is to determine whether the development opportunity makes good business sense (Mackenzie and Cusworth, 2007).
There are basic principles and areas of importance within a diamond beneficiation plant that require focus and thorough understanding of the intended objective to ensure that optimum throughput and recovery are achieved by matching the appropriate interrelated unit processes.
The plant is designed on the basis of recovering diamonds from a source (kimberlite pipe, low-grade kimberlite stockpile, kimberlite tailings, alluvial deposit, or marine deposit) at a pre-determined rate (small scale, marginal, or large scale), considering:
► The ROM material (nature and variability of the feed, hardness, entrained waste, grade, and reserves)
► Diamond characterization (size frequency distribution [DSFD], revenue profile, type etc.)
► Retention strategy (chasing diamonds as opposed to concentrating diamonds from source material)
► Safety protocol
► Product quality
► Footprint (time to construct and supporting infrastructure requirements)
► Overall cost (CAPEX and OPEX)
► Mining method
► Geographical location, availability of services (water and electricity/power), accessibility etc.
This paper does not focus on detailed or specific case studies. Any aspect of the general content of this paper would require a detailed, client-approved, and specialist study. The intention is merely to highlight the opportunities that new technology brings to the industry and to emphasize the importance of following an appropriate, impartial, and objective methodology in attempting to reach an appropriate design (be it for a brownfield optimization or greenfield project). The optimum solution is unlikely to reside in a single technology supplier, and will inevitably consist of the right combination of technologies leading to simple, flexible design, supported by an appropriate and sound techno-economic study that has considered all the technology options available.
Timeless principles of diamond plant design
Diamonds possess an enduring value, both visually and economically. As the value has endured the test of time, so have the principles that underpin the process design, which are discussed in the paragraphs to follow. The design process is reiterative in nature and requires constant evaluation of these principles during the project life cycle.
Business case
The first and foremost principle is quantifying and qualifying the business case, since the mineral industry is founded on the basic premise of business cases (Mackenzie and Cusworth, 2007). Investors, shareholders, and owners are in the business to realize profit commensurate with the risk.
The general factors that affect the profitability of an operation are typically cyclical commodity prices, declining grades, operating costs, and initiatives to upgrade and/or expand plants in order to maintain profit margins over the life cycle of the operation. Optimal unit process design requires delineating the flow sheet into logical business units, taking into account the following:
► Mass, water, and revenue balance
► Operating cost per unit time
►Efficiency parameters
►Performance indicators, i.e. recovery, grade, upgrade ratio etc.
►Realized revenue indicators (after subtracting operating costs).
Sight must never be lost of the business case during the process engineering design, and it should remain a key reference point during the project life cycle.
Diamond resource characterization
In the formulation of the business case, understanding (geology/mineralogy) and quantifying (grade and quantity) the source (kimberlite, alluvial deposit, tailings etc.) are key principles. For this purpose various drilling and/or sampling studies are undertaken.
Determination of the grade and revenue of the resource is central to the financial viability assessment. However, early characterization of the ore is vital to the assumptions around future treatment methods. As the project progresses through subsequent phases, the basic understanding of the resource is developed through more extensive drilling/sampling programmes, which ensure appropriate decision-making, translated into the most suitable techno-economic flow sheet.
Process design principles
Process design is founded on the availability and accuracy of information. A systematic approach is followed, and at concept level contains the following key elements:
►Ore dressing studies (ODS), which go hand-in-hand with the geological resource characterization and depend on ongoing drilling campaigns to secure ore samples. Samples are subjected to a myriad of metallurgical tests to develop an understanding of the ore. The aim of the characterization studies (on core or bulk representative samples) is not only to elucidate material character, but also to highlight potential problem areas in terms of the four stages in the diamond winning process, viz. comminution, concentration, recovery, and slimes handling. This information, although not definitive owing to the low sampling density at this stage of the project, can guide a more formal sampling programme during the subsequent phases of the project, geared towards developing a technically appropriate flow sheet to treat the material
►Development of the design criteria, which stipulate the basis of design and take into account the characteristics of the material to be processed and the desired product. In instances (early in the project development phase) where sparse information is available, assumptions are quantified
►Development of the flow sheet and associated mass balance, which typically begins with the selection of a beneficiation method. This process is driven largely by the business case and an understanding of the resource
►Various trade-off studies need to be conducted for the different unit processes and the combination of unit processes to determine the most appropriate flow sheet. It is imperative that the key findings of trade-off studies indicate the probability that material properties will vary in terms of important metallurgical indicators. Trade-off studies can therefore be indicative of upfront opportunities, which should ultimately decrease the operational risks associated with treating the resource. The trade-off studies will influence the design phase to reduce project risks and 'right-sizing' of the design, thus increasing the confidence in the approved detailed design solution.
The process design principles, whether for an alluvial deposit, hard rock (kimberlite), or tailings retreatment, remain unchanged in terms of the design criteria, and this, together with ore characterization test work on representative samples, continues to be the backbone of the design.
The process engineering value proposition is developed through the contextualization of recommendations in order to reduce the risks associated with realizing new opportunities, and to maximize the potential revenue generated from these opportunities for the various flow sheets or unit processes within a flow sheet.
Why a new era in diamond process design?
If the principles are timeless, what has changed and why is this a new era? The answer to this lies largely in the fact that exceptional technologies have come to maturation over the last decade. Although this has made the process engineer's workspace exciting, it has brought more complexity due to the fact that more combinations and permutations are possible.
Plant operating knowledge across the unit operations has improved significantly in the past few years. Simulations that track revenue across streams and incorporate the variability in revenue efficiency of different unit processes have aided in this understanding. Sub-optimal operating conditions can more easily be identified and theory and practical knowledge are ever closer, ensuring that even small changes in operating conditions can result in revenue efficiency changes.
The sections to follow assume that the reader has a basic understanding of the four main process areas (feed preparation, concentration, final recovery, and slimes handling) within a typical diamond process plant.
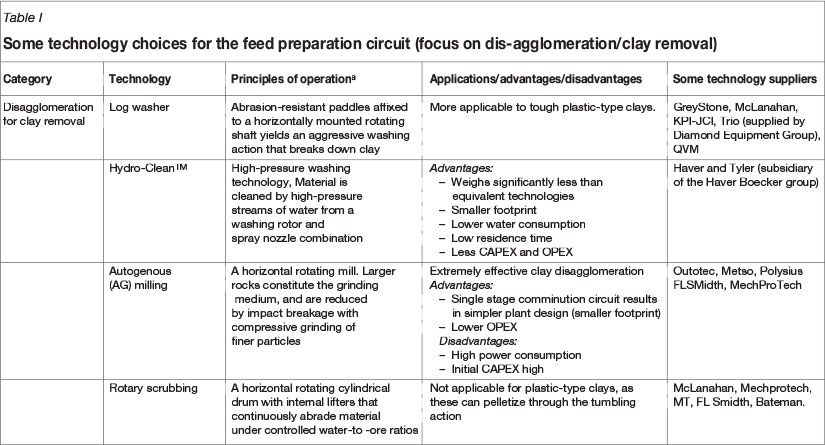
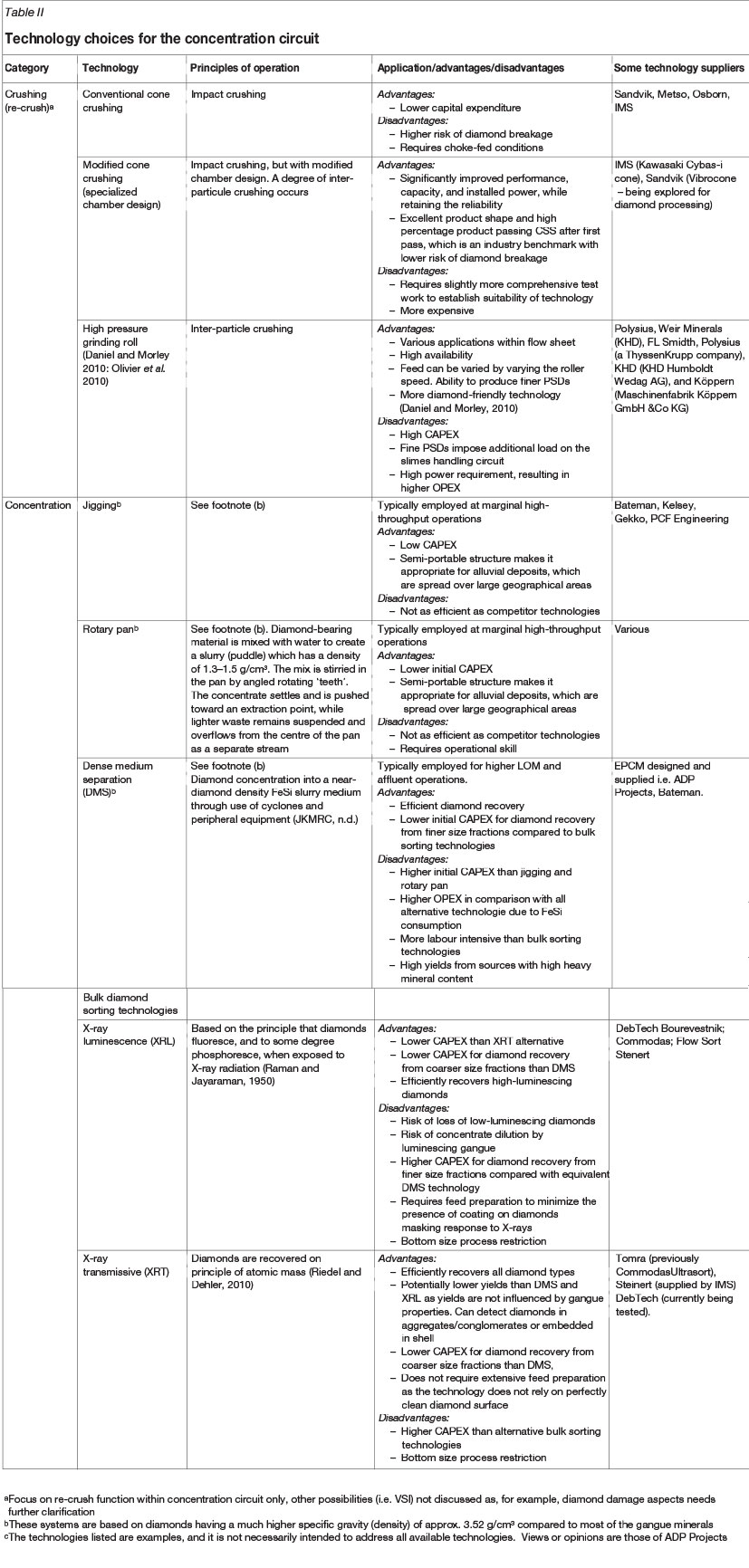
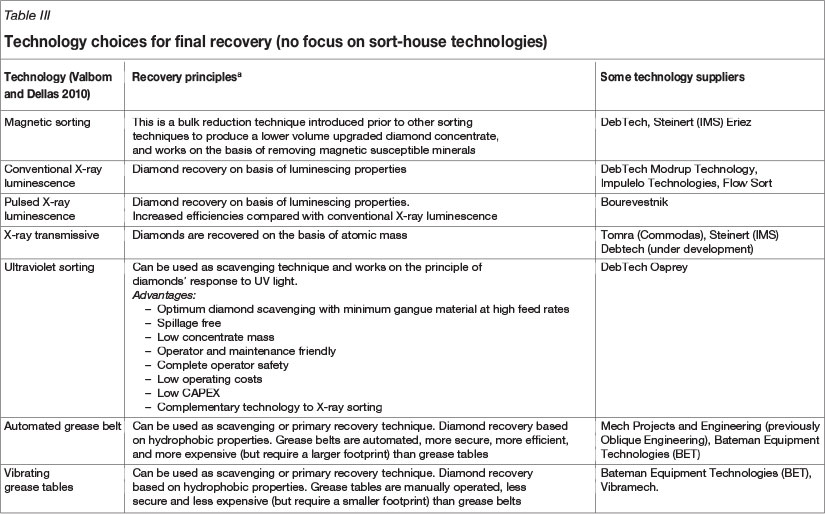
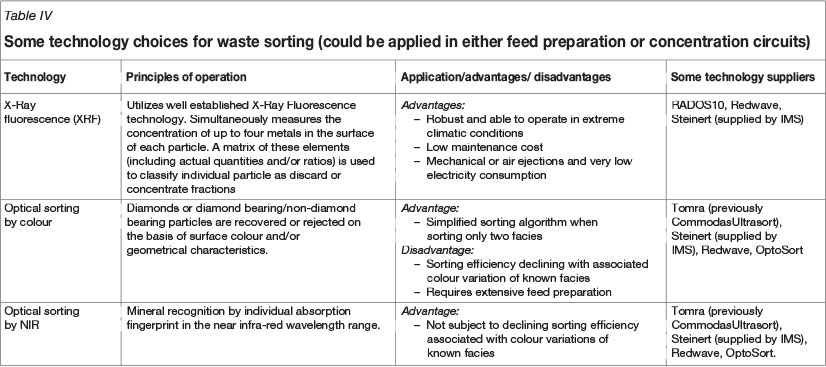
The following tables depict some of the conventional and more recently developed technologies that are to be considered within the new-generation diamond process plant design arena. Limited focus is given to feed preparation (Table I), more focus on concentration (Table II) and final recovery (Table III), and some focus on waste sorting technologies (Table IV). The latter could be applied as part of either the feed preparation process or the concentration circuit. Slimes handling is omitted. The technologies listed are examples, and it is not necessarily intended to address all available technologies. Views or opinions are those of ADP Projects.
Thickening and disposal are not specifically covered in this paper. The latest technology for the optimal recovery and re-use of water is the ATA process, developed by Soane Mining and Soane Energy. This is a polymer-based technology capable of eliminating the requirement for tailings impoundment. Furthermore, significant improvements have been realized in fine screening (e.g. Bivitech, Derrick etc.).
These newly matured technologies (or the case of DebTech and Bourevestnik, only recently made commercially available to the broader diamond industry) will undoubtedly result in significant value being brought to bear on diamond projects in the future. The challenge is to appreciate the resultant complexity, opportunities, and associated risks (including the cost of poor decisions) and to perform the appropriate study work that precedes the projects (no matter their scale).
Tailored solutions
It is not a simple case of 'out with the old and in with the new'. There is a critical balance to be found between conventional and more recently developed technologies, especially given the varying degrees of maturity of these technologies in the diamond industry.
The authors have participated in many diamond process plant development studies/projects, and it is unquestionable that each project is unique and is deserving of a detailed and methodical application of knowledge, skills, understanding, and experience to arrive at the solution that will justify the expenditure and secure the revenue, taking into account human resources and skills available, as well as services (water and power availability and the cost of these).
To illustrate this statement, some elements that relate to the project definition and associated technology selection considerations are discussed briefly (mining methods have been excluded from this discussion).
Project scale
Technology selection cannot be considered in isolation from the intended scale of operation, since the scale is inherently linked to the risk profile, or rather the adverseness to risk, which in turn is linked to the funding mechanism.
► Small-scale operations will require cost-effective 'off-the-shelf capital-sensitive solutions, possibly to the detriment of efficiencies, to ensure that risk is minimized and steady income is generated. Ore dressing studies are generally not undertaken for this scale of operation
► Marginal-scale operations can bear more risk. These follow the middle path of higher capital outlay against increased returns, but still involve a minimization of risk to the detriment of efficiency. Ore dressing studies are limited to the bare necessities
► Large-scale operations tend to tolerate the least risk, since these are coupled to formal funding mechanisms requiring high initial capital investment. Investors require a secure understanding of the reserve and confidence in the diamond recovery process selection to assure the desired return on capital. These typically require extensive exploration, drilling, and ore dressing studies to facilitate the decision-making process.
Classification of the diamond resource
The classification of the diamond-bearing resource is mentioned here for consideration. This relates to the matrix of the material from which the diamonds are to be recovered:
► Alluvial/marine resources require little or no comminution, as the diamonds are generally liberated. The challenges are the possible higher levels of clay and lock-up of diamonds in shells or conglomerate. When selecting the appropriate concentration technique, the presence of shells potentially creates many challenges, one being increased FeSi consumption due to FeSi entrapment when DMS is utilized. If bulk sorting technologies are considered, the encapsulation of diamonds in shells could render them invisible to X-ray technology. These considerations will require careful CAPEX and OPEX trade-offs against the life of the resource
► Hard rock (kimberlite) requires comminution to liberate diamonds. Comminution technology selection is critical to minimize diamond damage, but diamond size frequency distribution (DSFD), diamond revenue per sieve class, as well as CAPEX and OPEX trade-offs of the technology against the life of mine (LOM) also have to be considered. The comminution circuit and water treatment and slimes/slurry disposal go hand-in-hand
► Tailings reclamation has been receiving renewed emphasis in recent years and involves a unique cluster of conditions that are fundamentally different from treating hard-rock material: a finer feed distribution, potentially finer diamond distribution, and potentially un-liberated diamond prevalence will require special consideration of alternative technologies to the primary processing techniques that were employed on the source material. Again, sight should not be lost to the CAPEX and OPEX implications against the estimated life of resource.
Diamond resource considerations
Grade and volume
Resource grade and volume relate directly to the LOM and require special emphasis on OPEX vs. CAPEX trade-offs when technology selections are made. For example:
► Short LOM prospects may not be able to bear the implementation of capital-intensive technologies, even though these might offer the benefit of increased diamond recoveries and lower OPEX. The net effect may not be justified over a short LOM as returns on investment may not be maximized
► Longer LOM prospects, however, present an entirely different picture as the increased revenue due to more efficient recoveries, improved liberation, and potentially lower OPEX (XRT and HPGR combination vs. DMS and cone crushing combination) against excessive initial CAPEX will make financial sense only over an extended LOM when the net profit will be maximized.
The LOM is, however, highly dependent on many other factors (mining method, nominal throughput, waste-to-ore ratio etc.) which are not covered in this paper. These are criteria that receive considerable emphasis during technology/flow sheet trade-off studies.
Waste-to-ore ratio
This section relates to kimberlitic ores and not alluvial deposits. Diamond recovery processes have traditionally struggled to treat feed sources with excessive waste content. The increase in waste material present in ROM feed normally causes increased internal recycle loads, for example:
► An increased secondary crushing recycle load due to harder waste material and the fact that the crushers cannot maintain the normal operating closed-side setting
► An increased recovery plant recycle load due to inflated DMS yields, placing unnecessary treatment constraints on the final diamond recovery process.
Although waste sorting techniques have been used in many other industries, waste sorting is an emerging technology in the minerals processing industry, receiving renewed attention in a variety of commodity applications. If applied appropriately, it offers the benefit of bulk reduction of the ROM ore by selectively removing the waste component. The objective of waste sorting is to upgrade low-grade kimberlite ROM sources and, in doing so, ensure the economically viable treatment of these sources by:
► Maximizing the revenue per hour by avoiding processing of a diluted ore of inferior grade
► Lowering the overall operating expenditure by minimizing the re-circulation and processing of high volumes of entrained waste
► Improving the overall process energy efficiency.
Diamond characteristics and occurrence
Diamond type has a direct impact on the applicability of certain concentration technologies e.g. a high prevalence of low-luminescing diamonds makes the selection of X-ray based technologies less attractive. Nevertheless, there are cases where the project cannot necessarily bear the excessive capital outlay associated with alternative transmissive technologies.
Diamond size frequency distribution, revenue distribution, and extent of liberation impact on the:
► Top, middle, and bottom cut-off size selections. Some resources may contain a large percentage of small diamonds that may be of very low value, and others may contain a small percentage of very large diamonds that constitute the bulk of the value. This is a critical element that impacts directly on technology selection and on the project value proposition
► Balancing of the overall circuit with suitable technologies, respecting the cut-off size selections and technology constraints
► Appropriate selection and positioning of comminution technologies, specifically within regards to the re-crush function. Cognisance needs to be taken of diamond damage/breakage if the resource has a high prevalence of large diamonds.
Retention strategy
Investments in treatment processes are based on the financial model of a company, and it is imperative to characterize the 'net worth' and applicability of a particular unit process. Particular attention is given to the retention strategy of the mineral or valuable resource, both within a unit operation and within the overall plant (i.e. revenue in circulation). Every unit process can be characterized according to the value-add and should contribute positively to the overall financial model (Petersen, n.d.)
In the diamond treatment process the valuable stones should be recovered as soon as practically possible post-liberation, and not retained, in order to minimize revenue in circulation. In addition, the risk of damage or losses increases dramatically the longer the stones remain in circulation. Therefore, the technology selection within various processes, as well as the operability, must be taken into account, understood, and integrated to ensure the business case is sound.
Some technology evaluation scenarios
The following examples of technology trade-off scenarios are not client-specific, but have been generalized for the purpose of demonstrating how technology advances have influenced the diamond process design playing field.
Primary hard rock/kimberlite
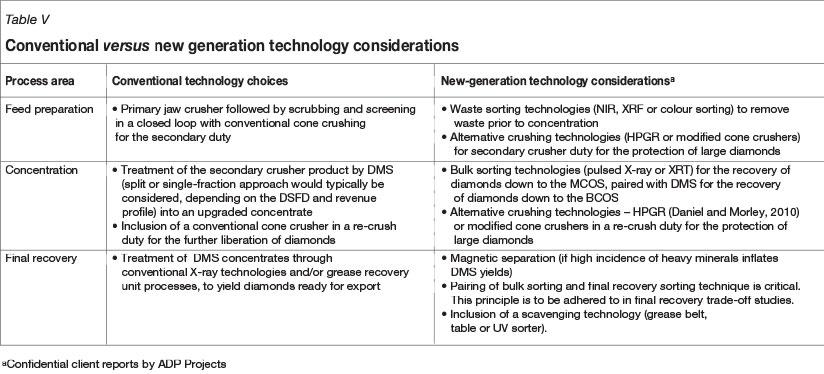
New plant design
Consider a new treatment plant design for a primary kimberlite with large diamond incidence, coarse DSFD, and high waste-to-ore ratio. Table V outlines the technology selections for the conventional process design versus new-generation technology choices that could be considered in finding the optimal techno-economic solution.
Trade-off/evaluation criteria that are to be considered in order to maximize the revenue per hour and minimize recirculation of revenue within unit processes (ADP Projects -confidential technical client reports):
► CAPEX (including equipment cost, support structure requirements, civil requirements, footprint etc.) and OPEX (labour requirements, reagent - e.g. FeSi in the case of DMS, power requirements of the technology selection)
► CAPEX outlay and potential revenue realization (a function of OPEX and diamond revenue) in relation to LOM
► Circuit balancing in terms of DSFD and revenue profile to achieve the optimal cut-off size selections, respecting technology restrictions while maximizing diamond revenue (consider diamond damage and/or liberation associated with comminution technologies and revenue losses when performing cut-off size trade-offs in terms of concentration technology limitations)
► Yields of the concentration technologies (DMS, XRL, XRT) in relation to ore characteristics, impacting on the final recovery throughput requirement
► Complexity
► Materials handling requirements
► Plant service requirements
► Operational challenges (including labour and skills availability)
► Flexibility to treat ore if resource characteristics change over LOM (e.g. clay content, breakage characteristics, waste-to-ore ratio, diamond grades, magnetic susceptibility profile etc.). Impact on downstream tailings handling requirements
► Diamond security challenges.
Existing plant optimization
Consider an existing plant treating an ore with finer DSFD and increasing incidence of waste with a typical flow sheet configuration consisting of primary crushing, scrubbing, screening, and closed-loop secondary crushing feeding multiple split fraction DMS modules (i.e. fines DMS modules treating the 1-12 mm size fraction and coarse DMS modules treating the 12-32 mm size fraction) (JKMRC, n.d.).
When tasked to find a solution to handle increased throughput requirements due to increasing waste dilution while minimizing the capital investment and maximizing recoveries, the following options could be considered and the capital investment phased to accommodate cash flow constraints (ADP Projects, confidential technical client reports).
► Inclusion of waste bulk sorting (NIR, XRF, or colour sorting) in the feed preparation as well as in the concentration re-crush/tertiary circuits to eliminate unnecessary load on the concentration and final recovery circuits. The net effect will be an overall increased ROM throughput capability, more efficient recovery of diamonds in downstream processes, and improved overall economics
► Converting all DMS circuits into fines DMS modules (with minor modifications), and bulk sorting techniques (XRL or XRT) to recover diamonds from the coarser size fraction
► Combining the abovementioned technologies with other changes to an existing plant can create additional head feed capacity, reduce unit costs, and optimize the operation as a whole.
Trade-off/evaluation criteria that are to be considered include (ADP Projects, confidential technical client reports).
► CAPEX (including equipment cost, support structure requirements, civil requirements, footprint, expansion requirements to downstream processes - slimes handling, final recovery etc.), and OPEX (labour requirements, reagent e.g. FeSi in the case of DMS, power requirements of the technology selection, downstream process expansions to accommodate additional throughput, slimes handling)
► Revenue realization in relation to LOM
► Circuit balancing, leveraging the benefits of technology selection while respecting limitations
► Yields of the concentration technologies (DMS, XRL, XRT) in relation to ore characteristics, impacting on the final recovery throughput constraints
► Complexity
► Materials handling requirements and incorporation of these into an existing plant
► Plant service requirements in relation to availability (power, water etc.)
► Operational challenges
► Flexibility to treat ore if resource characteristics change over the LOM (e.g. clay content, breakage characteristics, waste-to-ore ratio, magnetic susceptibility profile)
► Impact on downstream tailings handling constraints and final recovery constraints
► Expandability of existing plant infrastructure (e.g. final recovery building)
► Opportunity to incorporate bulk sorting technologies within final recovery building
► Impact on security philosophy
► Compatibility with downstream processing techniques (i.e. sorting technologies that are considered for the concentration circuit in relation to the existing final recovery process).
Alluvial examples
Consider the following alluvial type plants:
► Small-scale high-grade gravel (typically remote African operations):
- The typical circuit would comprise a scrubbing and screening module followed by DMS and wet X-ray processing as the final recovery technique
- The new-generation approach would consider combining DMS with bulk sorting technologies (XRT, XRL) or simply replacing the entire DMS module with bulk sorting.
► High-capacity low-grade gravel with low clay content (typically Orange River, South Africa)
- The typical circuit will consider dry screening followed by rotary pans, feeding pan concentrates into DMS, followed by diamond recovery by wet XRL
- The new-generation approach would consider bulk sorting (XRT/XRL) instead of, or combined with, DMS.
► Conglomerate, clay, and shell-rich gravel (typically South Africa West Coast):
- The typical circuit configuration would include scrubbing/milling and screening, followed by a combination of jigs and DMS to produce concentrates that would be treated by wet XRL in the final recovery circuit
- The new-generation approach would consider bulk sorting technologies (XRT or XRL) either exclusively or in combination with conventional techniques for the concentration circuit.
General trade-off/evaluation criteria that are to be considered:
► Requirement for mobile modular configuration
► CAPEX (including equipment cost, support structure requirements, civil requirements, footprint etc.) and OPEX (labour requirements, reagents e.g. FeSi in the case of DMS, power requirements of the technology selection)
► Cognisance to be taken of the fact that bulk sorting techniques are to be paired with final recovery techniques. If XRT is employed, diamonds that are locked up in conglomerates or shells have a fair chance of being detected and will report to concentrate. If the final recovery circuit makes use of XRL, these will report to tailings since the technology relies on a clean diamond surface to ensure detection
► Downstream tailings handling requirement
► Risk of diamond loss (technology limitations with regard to bottom size that can be treated).
Conclusion
Although new technologies have brought the opportunity for improvements in diamond recovery, they have also increased the probability of poor decision-making. The level of complexity has increased, requiring a systematic factual approach versus one that is riddled with traditions and inappropriate assumptions. New technologies, no matter how attractive in principle, are not always applicable or appropriate. This reality has been borne from experience, but must not deter the inexorable improvement to plant design that technology always can, and mostly does, bring.
The selection of the appropriate unit processes and/or the combination of these is reduced to the analysis of the tradeoff between efficiency considerations and capital/operating costs. Various simple quantifications of the potential efficiency improvements over the life of mine versus the capital savings/increases must be included to aid in decisionmaking. In addition to the financial aspect, consideration must be given to practical operating, maintenance, and security aspects. These include the existing operating and maintenance culture. Unit processes should not be introduced to act as a safety net for inappropriate operating and maintenance culture, since culture within an operation is something that can be re-established or changed.
It is contingent on all process design engineers to apply themselves fully to understanding the technologies to the extent necessary to be able to make objective decisions on their potential applicability on projects. That, in turn, requires keeping an open mind, being impartial, and engaging meaningfully with and listening carefully to the technology suppliers at all times. Most importantly, it requires doing the 'hard yards' on the study work, never pre-judging the optimal flow sheet solution at the outset, and allowing the facts to speak for themselves whenever possible through thorough front-end engineering design work.
References
Daniel, M.J. and Morley, C. 2010. Can diamonds go all the way with HPGRs? Colloquium: Diamonds - Source to Use, Gaborone International Convention Centre, Botswana, 1-3 March 2010. Southern African Institute of Mining and Metallurgy, Johannesburg. [ Links ]
Fickling, R.S. 2011. An introduction to the RADOS XRF ore sorter. 6th Southern African Base Metals Conference, Phalaborwa, South Africa, 18-20 July 2011. Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 99-110. [ Links ]
JKMRC. Not dated. DMS Workbook (Samancor). Indooroopilly, Queensland, Australia. [ Links ]
Mackenzie, W. and Cusworth, N. 2007. The use and abuse of feasibility studies. Project Evaluation Conference, Melbourne, Victoria, 19-20 June 2007. Australasian Institute of Mining and Metallurgy, Carlton, Victoria. [ Links ]
Olivier, D., Bornman, F., Roode, L., and Acker, A. 2010. Finsch Mine treatment plant upgrade project. Colloquium: Diamonds - Source to Use, Gaborone International Convention Centre, Botswana, 1-3 March 2010. Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 253-266. [ Links ]
Petersen, K.R. Personal communication. [ Links ]
Raman, C.V. and Jayaraman, A. 1950. The luminescence of diamond and its relation to crystal structure. Proceedings of the Indian Academy of Sciences, vol. A32. [ Links ]
Riedel, F. and Dehler, M. 2010. Recovery of unliberated diamonds by X-ray transmission sorting. Colloquium: Diamonds - Source to Use, Gaborone International Convention Centre, Botswana, 1-3 March 2010. Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 193-200. [ Links ]
Valbom, D.M.C. and Dellas, G. 2010. State of the art recovery plant design. Colloquium: Diamonds - Source to Use, Gaborone International Convention Centre, Botswana, 1-3 March 2010. Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 243-252. [ Links ]
Disclaimer
The SAIMM recognizes that the list of technologies and suppliers described within this paper are not comprehensive and as such there will be other technologies and suppliers available and it is incumbent on the reader to research their availability in their specific geographic location. The paper talks rather to principles that should be considered when designing Diamond processing plants.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}