










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.114 n.1 Johannesburg Jan. 2014
SAMPLING AND ANALYSIS PAPERS
Mechanical sampling - a manufacturer's perspective
R.C. SteinhausI; R.C.A. MinnittII
IMultotec Process Equipment (Pty) Ltd
IISchool of Mining Engineering, University of the Witwatersrand, Johannesburg, South Africa
SYNOPSIS
With the advent of the First World Conference on Sampling and Blending (WCSB1) in Denmark in 2003 and the subsequent biannual meetings, together with other sampling conferences held on a regular basis, the central tenets of sound sampling practice and theory are spreading throughout the minerals industry. End-users and project houses, or groups who execute the projects, are all now better-informed about the principles of 'correct' sampling and preparation.
To support this, many large mining companies now have their own in-house champion who will advise and ensure that the supply of sampling equipment is correct in terms of design and application, which further contributes to improved metallurgical accounting. The presence of a sampling champion also ensures that consistent and acceptable standards in regard to sampling practice are maintained throughout the group. This has, in turn, placed a greater degree of responsibility on the shoulders of sampling equipment suppliers, in terms of their equipment designs and product offerings, as well as applications knowledge for effective installation of equipment on client plants.
This paper attempts to highlight the significant challenges that sampling equipment manufacturers often face with regard to complying with the newly understood requirements of best practice and sampling equipment design. Manufacturers invariably face issues with end-users or project houses, including project cost control, restricted headroom for samplers in plant layouts, and a lack of knowledge in certain quarters. These all have a potentially negative effect on the final outcome of a proposed sampling solution or implemented project.
In reality, what is intended by all parties and what is ultimately installed are at times very different, with undesirable consequences for all concerned. Against this challenging background, there are, however, a number of instances where intent and implementation are complementary, with very satisfactory results.
Keywords: sampling, mechanical samplers, design, installation, sampling theory.
Introduction
Much has been written, published, and presented in recent years in terms of the theory of sampling (ToS), principles of sampling correctness, grade control, process quality control, international sampling standards, etc., but there is a relative paucity in terms of best practice implementation guidelines for sampling equipment manufacturers (SEMs) and necessary sampling project execution or modus operandi. This is especially true in respect of suitable and acceptable equipment designs in the mining and minerals industries. The focus of this paper, related to a particular application, is installation minimum requirements and understanding sampling compromises where they may need to be made in a non-ideal plant layout environment. What is the SEM's role and responsibility in all this?
What are some of the key elements that will ensure a successful sampler installation in a mining operation, mineral process plant, or product stockyard from a SEM's point of view and something that could be readily validated by a knowledgeable third party? Does a SEM have a contribution to make here, and if so, what credentials or experience need accompany any of the SEM's input for it to be meaningful? Currently, SEMs have a voice that is often muted, because they wage a continuous struggle to secure business based on lowest cost procurement, like many other equipment suppliers trying to make a living. What responsibility do SEMs need to take and how do they prepare themselves to ensure they are taken seriously when providing proposals for sampling solutions? How does lowest cost procurement by end-users contribute to or aggravate the implementation of a lasting and reliable sampling solution?
Many of us may have seen presentations on incorrect sampler designs (Holmes, 2009) at various conferences, providing a source of amusement and diversion from some of the 'meatier' aspects of conference agendas, but what are the key circumstances that have contributed to the woeful sampler designs or installations, causing great commercial cost and loss of reputation to all concerned.?
This paper endeavours to shed light on 'correct' sampler design and installation practice, not from an expert point of view, but rather based on many years of practical experience. A new paradigm is needed to overcome the major challenges faced by end-users' project companies and the SEMs themselves. Surmounting these obstacles is critical if future sampling solutions for process or mineral plants are to be optimized, providing potentially huge benefits for all stakeholders. We demonstrate that even the best sampling solutions are difficult to implement if the importance and position of sampling in the overall scheme of plant operation and quality product delivery are not considered early in the design and construction of the plant.
Sampling knowledge
Sampling knowledge is the first important starting point for the SEM. A deficiency in knowledge about sampling practice and the principles of the ToS can be very costly when planning and implementing a sampling solution for a process plant. This applies to plant feed, tailings, and product applications and even for the monitoring of unit process efficiencies. Unfortunately, many critical and financially expensive decisions in industry are based on poor quality data that is generated by improper sampling techniques, improper equipment, or improper sampling practices.
Much has been written on the subject of sampling and the various related aspects by specialists and consultants over the years. This information is readily available as books, sampling course notes, and conference papers including those from the various bi-annual WCSB forums since 2003 and now also the Australian sampling conferences held in Perth in alternate years. Sampling and Analysis: Best-practice in African mining, held in Muldersdrift in June 2013, was the first such conference in South Africa since 2005 and was thus long overdue. Events like these play a very important role in making key people aware of the principles and aspects of correct sampling, and also making them aware of its critically important role. If we do not know what the potential sources of sampling error are, how on earth can we begin to address them and prevent people from repeatedly making the same mistakes? SEMs must themselves keep abreast of developments and be aware of sampling theory. SEMs do gain a lot of specialized experience and practical knowledge out in the field when installing and commissioning mechanical samplers, and should maximize the use of this knowledge. It should preferably not be a trial-and-error activity but form the basis for applications knowledge. This 'hardware' knowledge is complementary to the sampling theory in the literature, and both are relevant to new sampling projects. A SEM cannot design equipment that is compliant, unless it takes both these aspects into account.
In the absence of anything better, various ISO sampling standards are used by SEMs as guidelines for the sampling of bulk solids. These standards are particularly comprehensive for coal and iron ore, and reasonable good for base metals. They provide valuable information regarding frequency of sampling (for a desired precision level), minimum sample sizes for chemical and physical increments and composite final sample sizes, and even some basic guidelines on equipment design. There are no ISO sampling standards for gold and platinum, both of which are extensively mined in South Africa. Reliance is thus placed on in-house standards developed by the mining companies involved, based on recommendations made by consultants. Sampling of manganese relies heavily on the ISO 3082 sampling standard for iron ore and manufacturers need to use the latter guideline when preparing design proposals for clients. SEMs need have these sampling standards available as a minimum in order to design compliant sampling plants and purchase the relevant documents from the ISO and SABS when needed. ISO sampling specifications provide strict guidelines to be followed.
Sampling consultants often provide courses of up to 5 days' duration covering a wide range of mineral industries on an annual basis to companies or individual employees. SEMs need to attend these as a matter of necessity if they are to gain any credibility or effectiveness in the industry and obtain basic understanding concerning sampling matters.
SEMs must remain informed of mineral industry developments or process advancements, and so adapt to meet the needs of new applications, if they are to provide optimized solutions. This is a minimum responsibility to ensure satisfactory service levels to project houses and end-users alike and to ensure that the composite samples generated from the samplers that they supply have the required integrity.
Sampling standards
Sampling standards come in many forms and from many different sources. SEMs must be familiar with the critical aspects of their contents, particularly relating to minimum increment masses, quality variations, minimum number of increments per lot or consignment, etc. SEMs must know what standards are available and what alternatives are applicable in the absence of a definitive or exclusive standard for a particular mineral, and know how to use them to provide an optimized sampling regime and protocol together with a technical proposal for clients based on a suitable design.
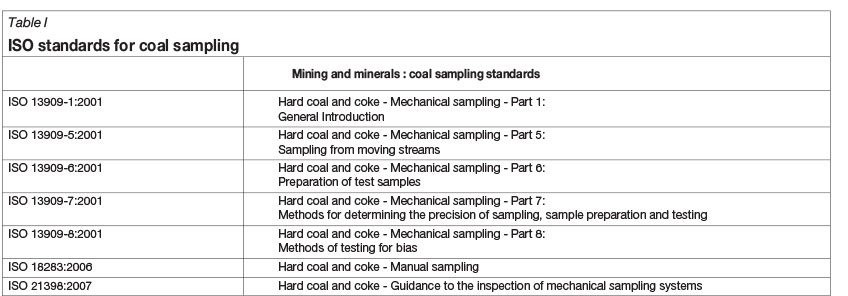
ISO sampling standards with respect to bulk material sampling and preparation of iron ore (ISO 3082:2009) and coal (ISO 13909:2001, parts 1 to 6) are very comprehensive. A listing of the ISO standards for coal sampling is presented in Table I. This is understandable, considering the very large tonnages produced, contractually sold, and shipped daily throughout the world. Manganese is often found in very similar geological areas to iron ore in South Africa. Guidelines for increment sampling and preparation of manganese ores are stipulated by ISO 4296 - 1/2:1983/4, but prescriptions are relatively sketchy. This standard refers to the iron ore standards for evaluation of quality variation and for checking for precision and bias. Mn and Fe occur in nature often as oxides and are element numbers 25 and 26 respectively in the periodic table of elements. Thus sampling installations and quality control recommendations are very similar when ores of the two metals are mined and processed.
On the other hand, no ISO sampling standards exist for gold and platinum, which are relatively abundant in South Africa. In-house standards have thus been developed by clients interested in these commodities. Sampling consultants have contributed to the development of these standards by presenting seminars or sampling courses exclusively to clients, and by providing inputs into draft documents. There are often practical and theoretical difficulties when sampling for precious metals and the 'one shoe fits all' ISO standard approach cannot do justice to a particular mineral, particularly in the case of mineral heterogeneity in the ore mined and processed. Non-optimized sampling protocols lead to poor precision and hence poor reconciliation between mine and process plant head grades (Pitard, 1993).
The ISO sampling standards for slurries for iron ore and base metals are ISO CD 16742 and 11794:2010, respectively. The former is still in a draft form. There is a coal slurry standard, which Australia has put together.
An AMIRA document 'Code of Practice for Metal Accounting' (AMIRA P754 Project February 2007, release 3) has been widely used, particularly by precious metal and base metal operations, for the purposes of corporate governance and investigating causes of 'unaccountable losses' and bias, uncertainties in mineral process measurement, and related investment risk. Some other ISO sampling standards exist for copper, zinc, and lead (ISO 17432:2006) as these metals also often occur together geologically. Standards for chromium ores (ISO 6153/4) and aluminium ores (ISO 8685:1992) are two others worthy of mention.
When no specific commodity standard is available, the generic Australian standard 4433.1/2/3/4/5/6 can be used for a wide range of minerals when mechanically sampling from moving streams or from stationary situations. Sampling procedures, preparation of samples, estimating sample precision, checking for bias, sampling of slurries, and inspection of mechanical sampling systems are all well covered, and these documents can further assist a SEM in the quest to provide sound advice and supply effective equipment when detailed requirements are not stipulated by the end-user.
A 'horizontal' standard (Esbensen et al., 2010), being developed for representative sampling of any mineral ore and currently in draft form, will allow for a practical and self-controlling approach by end-users whereby appropriate levels of accuracy and precision are outlined for primary sampling, as well as sample preparation procedures. This is an exciting development for SEMs and end-users alike when making recommendations for less common minerals, because identifying and quantifying heterogeneity of a lot or consignment is a key element to this standard.
SEMs now have a wide array of guidelines to follow and draw attention to, although these standards are not always fully understood or appreciated by potential clients. Importantly, SEMs now have the responsibility, at the very least, to ensure that the correct designs and methodology are practically employed in the quest for successful sampler installations.
Sampler design and improvements
This is an activity which is driven largely by a combination of new sampling applications, feedback from clients on existing equipment limitations (including failures), and the continual pressure to reduce project and hence equipment costs without compromising the integrity of what is supplied. Clients often need a custom-designed sampler to fit into an existing plant and into headroom that is invariably restricted. This is the 'Number One Enemy' to good sampling solutions and shows no sign of going away, despite detailed sampling consultant reports at inception and early project discussions with SEMs about the optimum design layout for a satisfactory solution (Figure 1). The fraction of sampler projects thus affected is as much as 75% (for dry applications), and often they have little chance of providing a reliable or consistent result. They turn out to be poor investments and do nothing more than temporarily appease the conscience of management into believing that the interests of sampling have been adequately served at minimum cost.

Feedback from clients on SEM original designs is critically important to support the continuous improvement cycle. For example, feedback on hoses for the wash water system where kinking occurs, bursting (due to high pressure), and solenoid blockages due to dirty water all assist in continuously improving products. SEMs need to design for existing plant conditions and not for ideal conditions, which very seldom exist.
As SEMs gain applications knowledge, they need to make continuous improvements to their designs in order to make them more versatile and reliable. Each material characteristic, location, material stream, and throughput application present a whole new set of challenges. SEMs rely on their collective knowledge to date and their experience in those applications to provide better informed recommendations and solutions into the future.
Consultants or sampling experts can play a key role via an accreditation process, reviewing sampler designs submitted to them to ensure basic minimum compliance. This was initiated by members of the WCSB committee some years back. They critically review detailed drawings of SEM offerings and comment or approve as may be required. There are some basic guidelines to equipment design in the ISO standards, but these carry very little detail and are not always necessarily 'correct' and do not always reflect best practice.
Comparison between cross-belt and cross-stream sampling
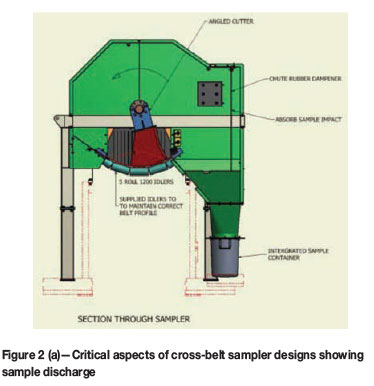
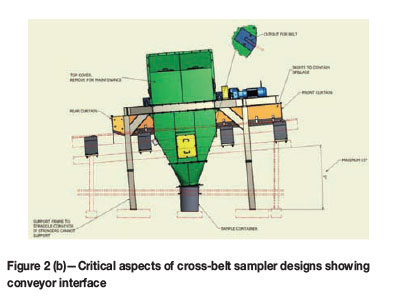
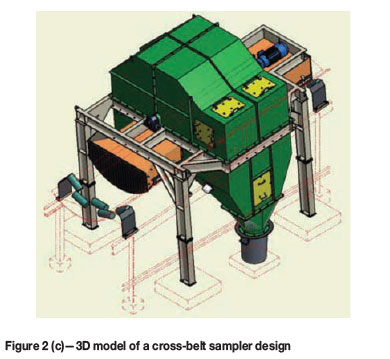
In the bulk materials sampling arena, and with particular relevance to the coal industry, comparisons have been made between cross-belt samplers and more classical belt discharge cross-stream samplers for 50 years. Both of these are accepted in the ISO 13909:2001 coal standard for mechanical sampling from moving conveyors (Table I). No self-respecting SEM can avoid making some relevant comments on the two designs in an endeavour to create a better understanding of the design challenges of the one versus the installation challenges of the other. The hammer cross-belt sampler technology (Figures 2a-2d), was designed and developed by Siebtechnik GmbH in 1964, initially to much acclaim as the saviour in one-dimensional conveyor sampling situations where a cross-stream design was not possible or was impractical to install. The unit is now better understood, particularly as a result of DEM work at the CSIRO (Robinson, 2005, 2007). Despite its obvious mechanical and installation advantages, the cross-belt sampler has faced a stiff headwind of criticism concerning sample integrity, and rightfully so, in some instances.
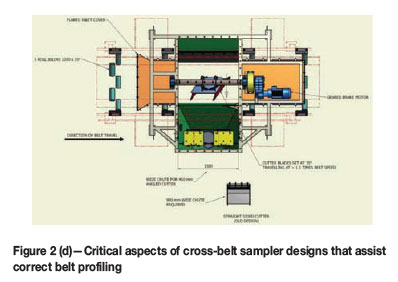
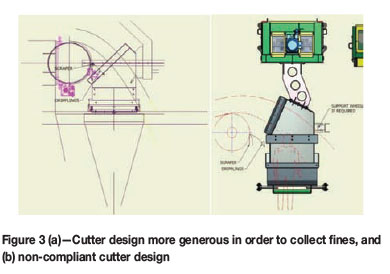
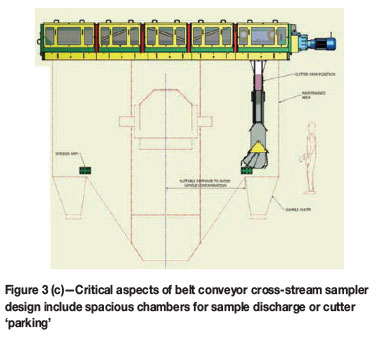
Cross-belt samplers are mechanically more reliable, as expected, as the mechanical parts (e.g. cutter box) rotate around a shaft (Figure 2a). They are relatively easily retrofitted to a belt conveyor. Cross-stream samplers have an availability of typically 5% less, due to the fact that the cutter with carriage runs on rails between proximity sensors and the cutter box has to make physical contact with striker plates or an S-rail guide at the end of its travel before 'parking', leading to increased wear and tear and risk of failure if maintenance is not conducted on a planned preventative basis (Figure 3c). The cross-cut sample has been proven where installations are totally compliant in terms of e.g. cutter speed below 0 6 m/s, cutter box volume with preferably 50% spare capacity, full stream cross-cut and fines also collected from belt scraper, cutter width at least three times nominal top size, 'correct' geometry of cutter blades, stream is not diverted into sample chute discharge area as cutter moves through stream, etc. (Figures 3a and 3b). The cross-cut sampler can be statistically less biased than a cross-belt sampler, but this is not readily observed on bias or validation test outcomes (Rose, 2012). In fact, results published for 120 coal validation tests (with 90% of the installations being at least 2 years old) show that cross-stream systems fared little better than cross-belt systems in terms of bias. This is an amazing fact which is also borne out by the first author's personal experience over the last 18 years (compare Figures 2d and 3a). The difference in the proportion of samplers found to be biased was reported as 40.3% and 27.9%, respectively, with the difference attributable largely to inadequate design on the earlier generation cross-belt samplers. The proportion was lower for current designs with correct cutter speeds, belt profiling, and improved geometry. The differences are due mainly to the integration of equipment into the plant, and less to the equipment designs themselves.
Cross-stream samplers cannot be installed easily directly above large stockpiles where products may be stored (Figure 1), and cross-belt solutions are sometimes the only other possibility. If conveyors are slow moving (less than 1.5 m/s) and carry particle sizes of less than 30 mm nominally (but with little -2 mm material), primary sample results from cross-stream and cross-belt samplers can be almost indistinguishable from an integrity point of view.
SEM responsibilities
When SEMs receives sampler enquiries, they need to ensure that their recommendations are consistent with design-accredited, expert-recommended, or ISO-accepted sources. Proposals must be given from an experienced or informed basis, which can come only from involvement in the many sampling forums, reading available published literature, and site experience. If there has to be a compromise, e.g. crossbelt sampler recommendation versus a cross-cut preference, or single-stage sampling versus multi-stage recommendation, the SEM should know the extent of the compromise and implications for the application (particularly distinguishing whether the sampler is needed for internal control purposes or for metallurgical accounting).
SEM responsibility rests in essentially three areas with respect to sampler supply: supplying 'correct' equipment, at a reasonable cost, and to an excellent quality. Equipment must have integrity in terms of approved design parameters as laid out by sampling consultants or approved literature, which clearly define and motivate dimensional criteria. Validation test work should be conducted and is expected to bear out these sources. As the years progress, SEM expertise is based on continuously improving applications knowledge and a SEM can become an authority in its own right, perhaps with a specialization such as sampling gold head and tailings or platinum concentrate sampling equipment designs. Such expertise is likely to be related particularly to mechanical and design integrity or long-term effectiveness of the sampler equipment. Photographs and reliable data from end-user sites can be very difficult to come by for SEMs. This can restrict progress in sampler development, but a free flow of information within the limits of client confidentiality is highly desirable.
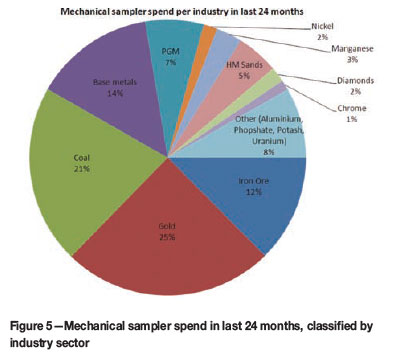
Poorly designed and poorly installed equipment can never provide accurate or reliable results; yet many important decisions are often made using such bad data. The costs of sampler supply are often governed by design (custom versus standard design) with 'tailor made' comprising over 90% of the supply to clients. Design costs can be anything from 9% up to 30% of the sales price of a machine, and are often under-stated because the duration of this activity exceeds the planned duration (Figure 5).
Much invaluable SEM applications knowledge is unintentionally gained at the 'University of Hard Knocks' but proves increasingly beneficial to all concerned, particularly on subsequent sampling projects. On the other hand, SEMs are manned by experienced sampling specialists who live with high frustration levels because they cannot convince clients to implement 'best practice' on new sampler projects, and are unsure how to facilitate needed changes. Creating awareness can often be an achievable short-term goal.
Project houses and engineering companies
On receiving orders from project houses for samplers, SEMs are often called in for project kick-off meetings where the requirements of scope of supply are clarified, specifications are confirmed, and schedules for deliverables are agreed.
Sometimes non-certified or non-approved drawings from previous orders are used to speed up overall project delivery. Such compromise in the name of urgency might later be regretted if custom design or newer generation samplers, better suited to the application, can no longer be accommodated. Some projects cannot afford to wait for tailor-made sampler engineering to be conducted at the end of the plant design phase, because fabrication and overall project site construction is already in progress, and this is often another major reason (besides restricted headroom) why the integrity of sampler installations can be compromised. SEMs need to clearly communicate when issuing drawings during an enquiry stage (to better define the scope of supply) that these are for quotation purposes only. A simple precaution is to submit these drawing to the client as PDF documents, because AutoCAD drawings are too readily incorporated in current and future overall plant layouts and then suppliers are held to this design.
Project decisions not always based primarily on sampling knowledge (even when volunteered by SEMs or others), but greater emphasis is often given to cost and speed, which is another big enemy of effective sampler installations. There is seldom a quality solution when there is this sort of trade-off.
Sometimes sufficient experience exists in-house and senior or lead process engineers provide the necessary impetus to a satisfactory sampling solution. They may even have a copy of a sampling audit or other report from a consultant whom the client has employed to assess the best sampling solution. This makes the life of SEMs easier as the guidelines are quite clear to all concerned. Importantly, they need to be understood and implemented by the SEM and project staff.
Traditionally, SEMs spend less time listening to presentations at sampling conferences or courses from project house project or process engineers than they spend listening to end-users. In the long run, attention to such training and involvement would improve sampling solutions for clients.
By way of an example, Figures 6a and 6b illustrate illustrates a typical enquiry document received by a SEM after a project for a materials handling facility or process plant is underway. The conveyor and transfer tower designs are well advanced before the sampling aspect is even considered, let alone included on layouts; and then sampling is shown only as a block on the drawing where other detail is frequently much more evident and known and already fixed in position in many cases. This can be absolutely catastrophic. It may be impossible to reach a 'correct' final sampler installation solution.
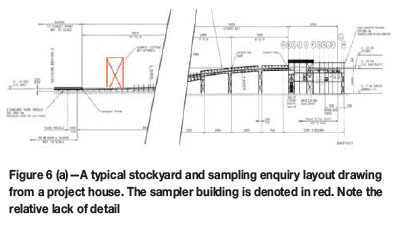
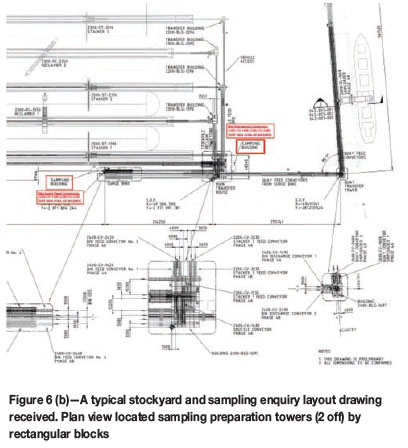
It now behoves the SEM to scope the work based on finding a location for the sample preparation tower (without impinging on other infrastructure or future intended expansion, etc.). This often proves a challenging task within the constraints of project budget, building footprint, and acceptable overall sample plant layout. The costs to raise a conveyor transfer tower by, say, 3 m to accommodate a compliant and adequately sloped cross-stream cutter for high material throughputs of anything up to 10 000 t/h, are prohibitive. Cross-belt samplers now have to be considered because the implications were not previously considered by representatives of (often a few) project companies in discussions with end-users.
Customers and end-users
For the SEM, the client can be either the project house that is executing a project on behalf of a mining company, or the owner of the mineral process plant who requires the sampling solution for control purposes or metallurgical accounting.
Quality control is an increasingly important component of daily process plant operations as managers endeavour to further optimize either final product yields to within agreed specifications and/or grades to ensure long-term operational sustainability and acceptable profitability for their shareholders. SEMs play their role in trying to provide mechanical sampling equipment that is both compliant and suitable for the various metallurgical applications as well as mechanically reliable.
The process QC department is normally headed up by a knowledgeable individual who ensures there is compliance with client-specified sampling standards in terms of equipment selection and sampling installation modus operandi. This person needs to be freed from direct laboratory management responsibilities for him to be most effective in the sampling arena, otherwise sampling practice does not receive the priority it so critically deserves.
These client in-house sampling champions play a key role in keeping SEMs 'on their toes' in terms of their product and service offering, ensuring the samplers supplied for metallurgical accounting are 'correct' in design and application and hence more effective and reliable in the longer term, and providing needed integrity to daily plant operations results.
Sampling audits are normally done on an annual basis for samplers situated at contractual payment stations or at bulk materials export terminals, where there are formal agreements in place between supplier and customer. Guidelines for inspections of coal sample stations prior to the audit are clearly provided in ISO 21398, which is a very useful document whose design and operating guidelines can be applied to all sampling stations. ISO 11790:2010 Copper, lead, zinc and nickel concentrates - Guidelines for the inspection of mechanical sampling can similarly be used. Visual inspections and identifying bias triggering mechanisms have now become relatively simple for bulk materials such as coal and iron ore.
Management buy-in and commitment is imperative, not only to ensure creditable sampling installations but also to the SEM, to ensure that sufficient budget is allowed for and that the samplers do not then become the neglected, ineffectual, and misrepresented plant items that we have all so often observed.
Project budget overruns are always a major threat to sampler supply for a brownfields process plant project, because samplers are normally procured fairly late in the project life cycle, and are often compromised as a convenient way to reduce costs. Their role in plant optimization and control is difficult to assess in monetary terms at the time when they are being installed, whereas the cost of sampling equipment is readily apparent.
A SEM and an end-user should ideally have a symbiotic relationship or partnership to ensure that both parties benefit by the supply of an effective sampler design and installation. Sampler product development will develop naturally from such relationships. Mechanical sampler equipment cannot easily be optimized in a SEM workshop without a belt conveying system for bulk sampling and slurry pipe columns, etc. Samplers are often tailor-made for an application and their ultimate performance can be optimized only on-site during hot commissioning. Equipment improvements can be as simple as improved maintenance access, covered electrical motors for protection against spillages from floors above, and increased wash water sprays to reduce material build-up.
A vibrant interaction between end-user and SEM helps fuel innovation for each particular application to ensure there is continuous improvement There is a whole range of minerals out there, each in a different geological setting and subject to different sizing and moisture conditions when treated and presented for sampling, which all add to the challenges when trickle feeding these relatively small quantities of material through a sample preparation plant or secondary division steps without system blockages, buildups, moisture losses, or contamination The end-user should not be treated as a guinea pig, but as a vital link to achieving optimized sampling solutions. A 'one shoe fits all' approach is not the best way to achieve representative sampling. The end-user must set the new design standard for his particular application.
Equipment installation
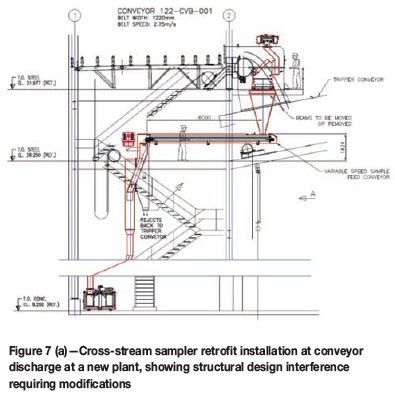
Why should installation be of interest? End-users and project managers, have a lot of influence on some of the outcomes, which in turn can greatly influence the final result and its value add. Increased awareness is never a bad thing, but whether we do something, or can do something, about it is another matter (Figure 7).

Once equipment has been designed (often with subsequent delays in approvals of drawings, with or without changes) the manufactured equipment is then assembled, inspected, and factory acceptance-tested at the supplier's premises before dispatching to site.
Installation of equipment on site may follow only months later (if the project is not halted), with commissioning a further number of months thereafter for larger projects. This delay impacts in turn on the operability of the equipment if, for instance, it is sent to sub-zero temperature destinations and site storage is not as per specification.
Validation of the sampler installation is necessary after sampler hot commissioning and includes a bias test, the methodology of which is clearly documented by the ISO. ISO 13909:8 clearly defines bias testing for coal sampling from moving conveyors. This is also comprehensively covered for iron ore. Bias testing is often repeated on an annual basis to provide process guarantees for contractual payment stations. Third-party laboratories or the in-house quality control department conduct these bias tests to ensure that no consistent errors are indicated in composite sample results and that bias is within minimum tolerable levels specified in agreements between customer and commodity supplier.
Continued longer term reliability of sampler installations and their worth to clients is largely dependent on service contracts provided by SEMs. If maintenance is done in-house, samplers are often neglected relative to, say, production units such as mills, crushers, filters, screens, etc. It is wrongly perceived that samplers do not directly contribute to the bottom line of a company and are simply additional mechanical units requiring repetitive maintenance. Clients have spoken about a 6-month ROI based on subsequent reduced delivered specifications and improved yields due to better control on supplier contract specifications. They had previously over-compensated during production by providing above-specification consignments. Valuable applications and sampler performance feedback from site allow the SEM to continuously improve their product offering (in terms of grade and yield obtained) and allow clients to be confident of the measurement accuracies or at least optimum operability of a sampler installation and their own process plant.
Maintenance
For automated process plant samplers, as with all mechanical equipment, there is a need for periodic attention to wear and tear of components and even occasional failure, either premature or when equipment is working to incorrect specifications or subjected to abuse.
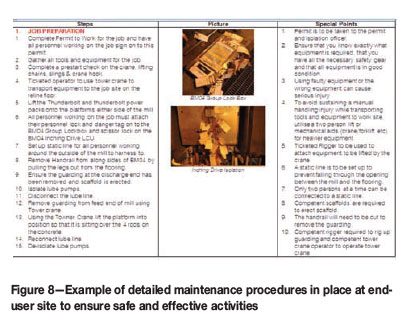
Maintenance contracts, which are becoming ever more popular, are often set up with clients, particularly in the coal and iron ore industries. These involve the full-time presence of a mechanical aide as for contractual payment stations or 3monthly visits by workshop technicians or millwrights. Contracts can run from one to three years. Sampler equipment maintenance and adjustments are carried out to ensure effective sampling is maintained(Figure 7b). This is a mutually beneficial relationship whereby the client is assured of reliable results (assuming the installation is 'correct' in design and installation in the first place) and the equipment is working optimally, allowing for some peace of mind. A site service report is submitted monthly to the client providing detail of all the activities carried out as per an inspection checklist. Preventative maintenance is the objective, and the SEM knowledge base also grows together with that of end-user once the written report is circulated monthly with sampler feedback (Figure 8).
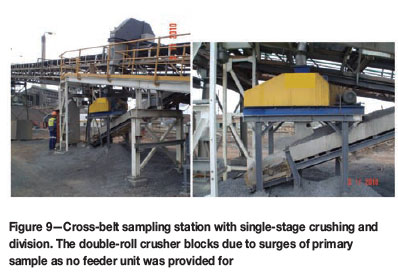
In worst-case scenarios, rework may even be required to address design inadequacies for a particular application (Figure 9). This is a bigger risk where equipment is retrofitted into existing plant where no overall plant layouts are available, or where the existing plant is very old with many modifications or additional structures and fitments have been made over time.
ISO 21398 Hard Coal and Coke - Guide to Inspection of Mechanical Sampling System for Moving Stream (Table I), is a very useful guideline to assist with maintenance inspections not only on coal, but also iron ore, manganese, chrome, cement, heavy mineral sands, base metals, and aluminium industry installations associated with moving belt conveyors. The document covers pre-audit inspections prior to any validation or bias test work of sampler equipment or sampler multi-stage installation, and incorporates inspection check lists emphasizing all the necessary inspection detail so that nothing is overlooked. Doing expensive bias tests, when using accredited third-party laboratories, is a potential waste of time and money if the inspections and correction of deviations or non-conformances reported have not been attended to beforehand. Clients, we are sure, wish to validate the integrity of samplers and not the productivity of operational or maintenance staff.
RBCT has of the best maintenance programmes and teams on site in the industry, as it is crucial that ship loading is not interrupted due to unplanned breakdowns or stoppages. Ship loading is stopped if OUTGO sampling plants are not 100% available during this period. Maintenance access often has a major influence on equipment design and clients have assisted SEMs on the 'redesign' of their equipment once installed.
Industry illustrations
Incorrect approaches to sampler procurement, design, and application occur very often in industry, despite the best intentions by all (or certainly most) parties concerned. This is often the result or a combination of ignorance, budget constraints, inexperience, and improper project execution that leads to incorrect installations.
Partnership - the key to sampling success
Staff of a SEM often feel caught between a rock and a hard place - striving towards the virtues of sampling correctness on the one hand, but not being able to completely avoid some of the pitfalls of constrained plant headroom or clearance and even tighter client budgets on the other.
A SEM should not simply be seen as another source of a low-cost quotation. A successful bid based on this assumption is often followed by supply of a compromised sampler. Industry needs to move beyond this, to where the sampler scope of supply quoted on, and is knowledgeably assessed in terms of 'correctness' of design, quality, robustness, and suitability for the application. A partnering approach needs to be adopted to ensure successful sampler design, supply, and installation, where all the hurdles are ironed out, so the sampler aspect of the project has every reasonable chance of success.
A SEM will find it easier in the longer term to work with end-users who know the essentials of sampling theory and practice in preference to those with little or no knowledge except that a sample (which at times is no more than a specimen in Gy's terminology) need be collected from a mineral product or stream. The real difference here is sampler affordability and lack of human resources or funding, together with ignorance around process quality, hindering this important education process. It is noted that larger mining operations have the means and human resources to implement what is needed (Minnitt, 2011). SEM credibility is also crucial in achieving lasting professional partnerships that can lead to significant contributions to client processes and desired efficiencies.
Conclusions
It is clear that there are a number of key factors which, if addressed by all concerned, could positively influence sampler installation and project execution. Not all areas can be addressed for all sampler projects, but concerted efforts by all role players in their respective responsibilities can make a significant difference to sampler installation trends, to the benefit of all concerned.
If we do not collectively change from our relatively low emphasis on 'correct' sampling practice by utilizing compliant designs and providing for optimized installation conditions, we cannot hope to reverse the current industry situation of inoperable, mechanically unreliably and non-compliant sampling installations.
There is a communication and knowledge gap which SEM sampling specialists can usefully help bridge by providing application-specific advice and equipment design at an early stage in the project. This is particularly relevant where project houses or clients do not have the resources or expertise to ensure that their best interests are protected. Fit-for-purpose equipment and layout can be recommended, and whether costlier custom designs may be needed.
Appropriate and timely interventions are needed early in a project to ensure that overall layouts make adequate provision for identified sampling points and their space and footprint requirements. Although this happens from time to time, process quality management remains, for whatever reason, largely a neglected area in the project concept and even at the execution stage. It is recognized as being important only when a product consignment or mineral grades are out of specification or unacceptably low, long after the project has been handed over to the client.
The sampler engineering-related service that the SEM can offer, where the expertise or experience exists, can usefully augment the inputs from sampling consultants and help in implementing sampling theory in a practical and acceptable way.
References
Cleary, P.W. and Robinson, G.K. 2009. Bias of cohesive bulk materials sampled by falling-stream cutters. Proceedings of the Fourth World Conference on Sampling and Blending, Cape Town, South Africa, 21-23 October 2009. Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 129-136. [ Links ]
Cleary, P.W., Robinson, G.K., and Sinnott, M.D. 2005. Use of granular flow modelling to investigate possible bias of sample cutters. Proceedings of the Second World Conference on Sampling and Blending, Twin Waters, QLD, 10-12 May 2005. Australasian Institute of Mining and Metallurgy, Melbourne. pp. 69-81. [ Links ]
ESBENSEN, K.H., PITARD, F.F., MlNKKINEN, P., FRANCOIS-BONGARÇON, D., PaOLETTI, C., Petersen, L.J., and Larsen, A. 2010. Horizontal - a matrix-independent standard for representative sampling. Unpublished report DS F/DS 3077, Dedicated to Pedro Carrasco, Champion of the Theory of Sampling. 90 pp.
Holmes, R.J. 2009. Sampling mineral commodities - the good, the bad and the ugly. Proceedings of the Fourth World Conference on Sampling and Blending, Cape Town, South Africa, 21-23 October 2009. Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 203-210. [ Links ]
Holmes, R.J. 2005. Design of sample plants - Getting it right first time. Proceedings of the Second World Conference on Sampling and Blending, Twin Waters, QLD, 10-12 May 2005. Australasian Institute of Mining and Metallurgy, Melbourne. pp. 103-110. [ Links ]
Minnitt, R.C.A. 2010. The state of sampling practise in the South African mineral industry. Sampling 2010 Conference, Perth, WA, 11-12 May 2010. Australasian Institute of Mining and Metallurgy, Melbourne. pp. 31-50. [ Links ]
Pitard, F.F. 2005. Sampling correctness - A comprehensive guideline. Proceedings of the Second World Conference on Sampling and Blending, Twin Waters, QLD, 10-12 May 2005. Australasian Institute of Mining and Metallurgy, Melbourne. pp. 55-66. [ Links ]
Robinson, G.K., Sinnott, M.D., and Clearry, P.W. 2009a. Summary of results of ACARP project on cross-belt sample cutters. Proceedings of the Fourth World Conference on Sampling and Blending, Cape Town, South Africa, 21-23 October 2009. Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 113-120. [ Links ]
Robinson, G.K., Sinnott, M.D., and Clearry, P.W. 2009b. Understanding bias for cross-belt cutter sampling of coal - ACRARP project C15072m. CSIRO Report Number CMIS 2009/47. Australian Coal Association Research Program, Brisbane, QLD. [ Links ]
Rose, C.D. 2012, Bias testing of mechanical sampling systems for coal - a review of test results. Sampling 2012: The Critical Role of Sampling, Perth, WA, 21-22 August 2012. Publication series no. 7/2012. Australasian Institute of Mining and Metallurgy, Melbourne. pp 185-191. [ Links ]a
Vieira, F. 2007. Discharge sampling - observed practice. Proceedings of the Third World Conference on Sampling and Blending, Porto Alegre, Brazil, 23-25 October 2007. Felipe, J. and Koppe, J.C. (eds.). pp. 391-403. [ Links ] ♦


{kind=link}