










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.114 n.1 Johannesburg Jan. 2014
SAMPLING AND ANALYSIS PAPERS
P.E. Hand
Isandla Coal Consulting CC
SYNOPSIS
Coal is a complex heterogeneous commodity that can be mined in a number of ways and needs to be processed to a homogeneous quality that satisfies the customer's requirements, while attempting to maximize revenues.
Only a small proportion of coal is suitable for metallurgical use. Export coals cover a wide range of qualities and some coals can be used optimally in the raw state for energy production. Critical quality parameters vary and can be a combination of heat value, ash, volatiles, sulphur, phosphorus, sizing, amongst others. The level of beneficiation is generally dictated by the washability of the coal, mining contamination, and the target product quality.
The steps in the coal chain covered in this paper comprise exploration, mining selections, production, the washing process, and product delivery. Many points of sampling are needed to maximize yield at the correct quality, and some of these will be described in the paper.
Keywords: coal chain, coal beneficiation, sampling.
Introduction
In the design of coal mines, sampling often comes low in the priorities, and cutting it out is often cited as a way to save money. However, sampling is critical at all stages in the life of a coal mine. This paper will address the role of sampling from the first look at a reserve all the way through to the ongoing relationship with the market.
The coal chain is often described as spanning from when the coal is placed onto a mine's product stockpile until it is loaded onto a ship. While that approach encompasses a number of laboratory issues, it fundamentally involves a series of logistical and administration issues.
This paper is not intended as a litany of ISO coal sampling and analysis standards. It is a broad overview of the role of sampling and analysis in the coal chain, from starting a coal project, getting coal out of the ground, converting it into the correct product, and to its eventual, use, by a (hopefully) satisfied customer.
Coal is a heterogeneous bulk commodity and can be difficult to sample because it is inherently made up of material with a range of densities and sizes, even if it all has come from a single source. From this, a representative sample may need to be taken when a parcel of, say 50 000 t, is loaded into a ship.
The total error in a final analytical result is generally taken as comprising 85% due to sampling, 10% to sample preparation, and only 5 % due to analysis. Sampling is therefore the area in which most care should be taken.
Geology
The first person requiring coal to be sampled and analysed is usually the geologist.
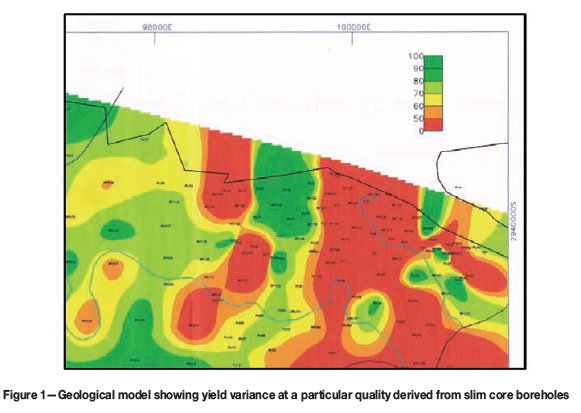
Geological model
The geologist needs to build a geological model, which is a spatial representation of the coal in situ based primarily on small-diameter core boreholes to comply with a standard such as JORC or SAMREC. To achieve this, boreholes are drilled, sparsely at first, but increasing on a closely spaced grid, as the build/no build decision point is approached (Figure 1).
Small-diameter cores
Small-diameter core boreholes provide the principal data for the determination of a resource. The exploration geologist chooses the sampling criteria, which include taking samples of sufficient size for proper testing.
The analysis at this point is often done on raw coal only. This can lead to a major problem later, when hopes of washing to produce a higher-grade product would necessitate re-drilling the reserve. This can be particularly galling, as drilling is usually more expensive than the analysis.
Coal is low in density, thus a greater volume of sample needs to be taken than for other minerals. However, coal does have the advantage that densimetric or, in coal jargon, washability, determinations are simpler as it is rare that densities greater than 2.0 are required. The laboratories doing the washabilities can use relatively benign and cheaper chemicals. Washability data is critical for determining what quality coal can be produced at what recovery or feed yield. A typical approach involves the following steps:
►Logging and sampling by the geologist
►Usually wireline logging to ensure core recovery is greater than 95% and to aid seam identification in a multi-seam environment
►'Layers', including both coal and 'partings', are sampled to enable modelling of the mine production characteristics, usually in lengths up to 2 m to ensure adequate sample masses
►Each sample is crushed to a standard size (generally -25 mm or -12.5 mm)
►Fines (-0.5 mm or -1 mm) are removed and analysed raw
►Coarse samples are subjected to washability testing, perhaps at SGs of 1.4, 1.5, 1.6, 1.7, 1.8, and 1.9
►Typical analysis on each density fraction is proximates, (proximate analysis is the determination of ash, volatiles, inherent moisture, and fixed carbon), calorific value (CV), and sulphur
►Additional analyses can be undertaken, either per sample or on a composite made up from multiple samples
►This information is used as a basis for developing plans and cross-sections of the reserve.
Market aspirations
Once the reserve is known, a determination can be made of the type of coal that can be produced e.g. metallurgical, export, local steam, relative to the likely plant yield and therefore the economic viability (Figure 2). For example, a very low phosphorus coal would usually be targeted at a metallurgical market, but there are a wide range of qualities and their importance can vary from site to site. In most cases, the decision is based on what yield can be obtained based on the primary qualities such as heat or ash content (Figure 2). Generally, a preliminary decision can be made on the basis of returns on revenue and marketability.
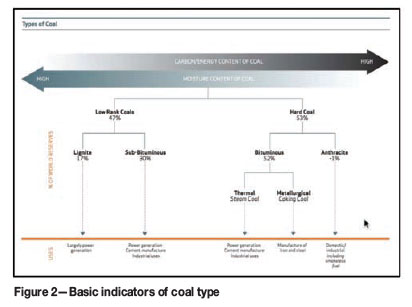
International coal markets have been more flexible on what is acceptable in terms of coal quality than 20 or 30 years ago, but there are still a remarkable number of criteria that coal has to meet even if the initial attributes are acceptable - the grindability, ash characteristics, trace elements etc. Each target product can be modelled after positive initial results are obtained and an effective hierarchy of test procedures is developed. Once the basic qualities and yields show promise, then exploration can move to the next level.
Large-diameter boreholes
Small-diameter core holes give very little indication of the differences in washability for different size fractions, how the material will break with handling and crushing, and if crushing will liberate more coal. Large-diameter cores are often drilled to obtain such information, which is particularly helpful in coal preparation plant design. However, largediameter cores are often expensive, hard to handle, slow to drill, and can have complex sample preparation and analysis requirements.
Drop shatter
Drop shatter tests are done to simulate the dry breakage of coal in mining, run-of-mine (ROM) sections, and ROM stockpiling.
Wet tumbling
Wet tumbling simulates the wet breakage of coal in the washing plant.
Particle size distribution
Particle size distribution (PSD) is impossible to estimate from small-diameter cores as the top size is reduced to less than 25 mm or 12.5 mm. A better estimate can be made from large-diameter boreholes.
Washability of multiple size fractions
Each size fraction, or at least coarse, small, and fine coals, can be washed to determine their individual washabilities (Figure 3).
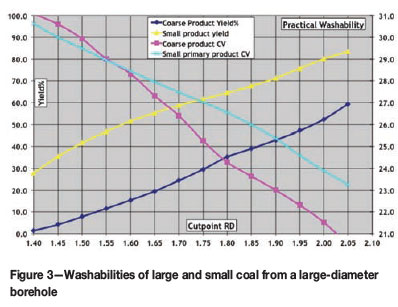
In addition, larger coal can be washed, then crushed and rewashed to determine the liberation characteristics, even down to relatively small sizes
Large product composites for typical specification determinations
The various size and density fraction samples can be recombined to produce a composite product. This can be analysed for all the characteristics required for a typical specification and even for combustion and gasification testing.
Geological model in operation
The original geological model is a starting point, but it becomes even more important and more accurate when the mine is in production. The model is constantly updated by in-pit drilling or underground face sampling, continuing exploration drilling, and feedback from plant sampling.
Mining
At project stage, the geological model is interpreted and a mining model or plan is developed (Figure 4).
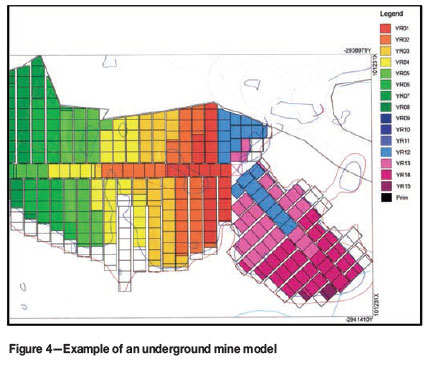
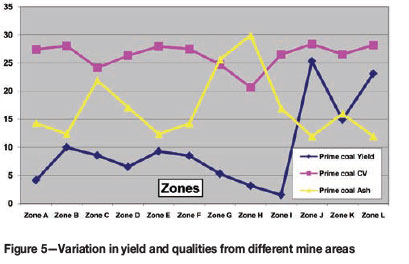
Coal from different areas and different seams, or mining horizons, can vary greatly (Figure 5), and furthermore, the degree of contamination, both intra and extra mining horizon, changes i.e. the amount of contamination within the seam, as well as extraneously as a result of mining conditions at each face. Customers require a consistent coal quality, so initial blending is the first part of the upgrading process. Blending can be carried out both prior to and after beneficiation. Additionally, careful mine planning can ensure the operation can be maintained for as long as possible by balancing different feed types.
Mine plan
A mine plan is developed on the basis of:
►The geological model
►Starting conditions
- Depth
- Mining height
►Mining equipment suitable for mining face.
Mine plan output
The first pass of a mine model often produces a mining output that is consistent in terms of feed tonnage but varies in product tonnage because of variations in yield at the selected quality. The mining model therefore becomes a time-based representation of the geological model (Figure 6). The different yields from different coals needs to be assessed, as relatively small changes in yield can impact the overall economics significantly.
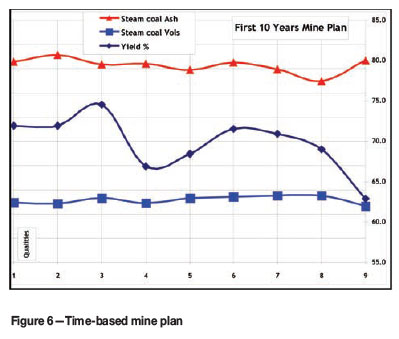
Multiple faces are mined, if possible, to limit variations in output, and the mining model is rerun until an acceptable outcome has been developed. During operation the geological and mine models can be updated using feedback of actual qualities and yields from the washing plant.
Multiple products
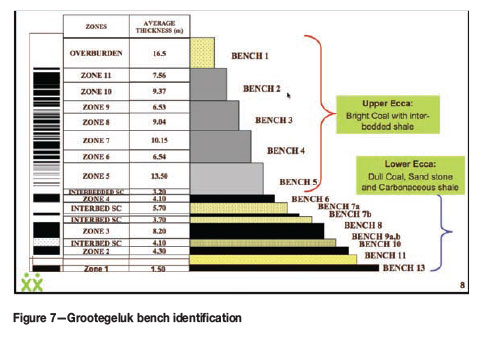
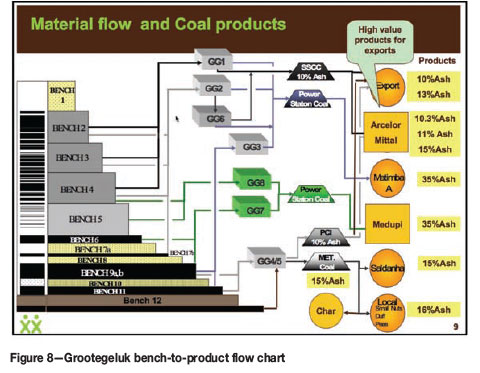
Figures 7 and 8 depict some aspects of the operation at Grootegeluk Colliery, which over the years has been able to delineate mining benches sufficiently well that dedicated washing plants have been built to accept specific feeds in order to produce multiple products with optimal efficiency.
Beneficiation
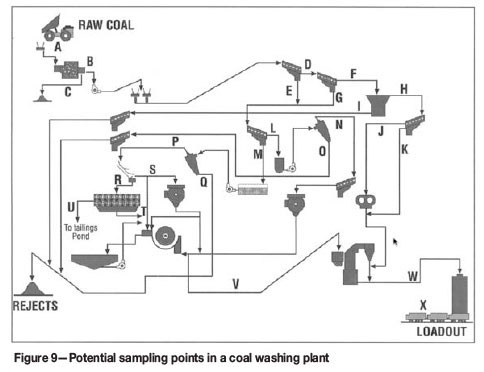
A washing plant's design is normally based on expected feed tonnages and an envelope of yields, i.e. from the geological and mining models. Additional information is used from sources such as large-diameter boreholes to determine, for example, whether differential size washing should be used. The plant design should cater for adequate sampling capacity (Figure 9), but this is often incorporated as an afterthought. Lack of sampling capacity is sometimes used to support claims of great efficiency - inefficiency cannot be proven in the absence of data.
Feed blending
The ROM coal is crushed and is delivered to the washing plant, preferably via a sampling plant. Normally, there should at least be minimal stockpiling capacity, but sometimes even this is not provided. It is ideal, though, as a minor plant stoppage can quickly bring mining to a halt if stockpiling facilities are limited.
Blending before the plant has the following advantages:
►Reduces feed size variability
►Reduces feed washability variability
►Allows sampling of feed to plant
►Decouples the mine and plant operations.
A well-thought-out system can also allow feed-forward control in a plant by pre-determining coarse and fine SG cut-points. At the very least it should allow proper reconciliation between expected and actual plant feed. This may be critical if contractors are used for mining or plant operations. Again, with a few percentage points on yield impacting the economics, ensuring that the forecasts agree with the actuals, and therefore having a reliable system, is critical in mine design.
Operational sampling
The shape of the washability curve of typical southern African coal in particular, and in general for any coal that is difficult to wash, dictates that over- and under-washing will result in a lower yield than if a consistent quality is produced.
Product samples are normally taken to produce hourly results for each product, e.g. coarse, small, fine, and total for ash and CV only. These are then composited to give daily samples that are analysed for proximates, CV, and sulphur. Cumulative product quality graphs will show the operating staff when the coal quality is moving out of product specification.
A particularly important analysis is that of percentage total moisture. Almost all coal is transported and moisture is therefore a cost. In addition, during the combustion of thermal coal, some of the heat is wasted in the removal of water. Penalties are normally applied by recalculating sales tonnage to a moisture basis or by adjusting the air-dried CV to a moisture-adjusted, heat-received base.
Typical samples produced, and some of the questions they are used to answer, are outlined in the following sections.
Feed composite
What yield should have been achieved from the target quality and from the actual quality achieved? What should have been delivered to the plant?
Product composite
Shows the variability in the coal produced and determines the difference between the target quality and the quality actually produced. It can also show how correlations between parameters change as, certainly in the case of southern African coal, CV, ash, volatile etc. relationships change from seam to seam and area to area.
Discard composite
Determines whether misplaced material is within acceptable limits, and if not, the reason. It also can be used to ascertain whether a further stage of washing could produce another, lower grade product. The retreatment of discarded material has been a significant development over the last 20 years.
Magnetite quality
Ensures that the magnetite received is of the correct quality so the washing units can operate efficiently.
Washing unit efficiency
Determines the efficiencies of baths, cyclones etc. The standard EPM test is normally used.
Products
Typically, coal is mechanically sampled before loading to produce a composite sample for each train. For small consignments or truck loading a composite sample will often be taken over the course of the day, which is deemed to represent the total quality for all small deliveries.
Basis of calculation
Coal is sold against pre-agreed contracts that specify the qualities to be delivered, as well as the bonuses and penalties that may apply so that revenue can be calculated. Each coal analysis, particularly that of heat value, is normally calculated on the basis of air-dry, gross as-received (i.e. at the product moisture) or bone dry (i.e. moisture-free). The values are therefore contingent on the accuracy of multiple analyses.
For example, the formula to calculate net calorific value as-received (NCVAR) is:
NCVAR (kcal/kg) = (ADCV- (0212 * Hyd) -(TM * 0.0245)) * (100 - TM) / (100 - IM) * 238.84 where:
ADCV = calorific value on an air-dried basis in MJ/kg
TM = total moisture %
IM = Inherent moisture (moisture remaining when coal is in an air-dried state) %
Hyd = hydrogen, %
Typical specifications
These are developed during the project phase, but are updated continually once the actual coal is being delivered. An example of a reasonably comprehensive range of analyses for a thermal coal is as follows:
►Moisture: total and inherent
►CV, ash, volatiles, fixed carbon %, sulphur reported as air dry, as-received, and bone dry and fuel ratio calculated
►Ultimate analysis, i.e. C, H, N, O
►Phosphorus, chlorine, Hardgrove Index
►Ash fusion temperatures, reducing conditions, deformation, hemisphere and flow
►Ash analysis: SiO2, Al2O3, Fe2O3, CaO, MgO, TiO2, Na2O, K2O, P2O5, SO3
►Fluorine (ppm) and chlorine/fluorine calculated
►Percentage base, percentage acid, base/acid, slagging index, fouling index calculated
►Forms of sulphur: pyritic, organic, sulphate
►Size analysis
►Petrographic analysis: % vitrinite, % exinite, RSF, inertinite, visible minerals, ROV random, ROV max.
►Trace elements: antimony, arsenic, barium, beryllium, bismuth, boron, cadmium, chromium, cobalt, copper, fluorine, gallium, germanium, Hg@450°C, Hg@850°C, Hg in coal, lead, manganese, molybdenum, nickel, niobium, rubidium, selenium, silver, strontium, thorium, tin, tungsten, uranium, vanadium, yttrium, zinc, zirconium
►Radionuclides: Ra, Th2281, K40, U238.
Reconciliation
As with any operation, the monthly reconciliation of the ROM produced versus the valuable coal that the plant has discarded can often lead to contention. Accurate sampling should at least reduce some of the wilder opinions and even improve future operations.
Coal mines have usually provided on-site laboratory facilities in the past, but these services are being increasingly being outsourced to independent contractors.
On-mine reconciliations
On-mine reconciliations are used to ensure that the coal mined was what was planned and that the maximum amount of coal was extracted, as well as to pay bonuses and contractors.
Some of the reconciliations conducted are:
►Geological to mining
- What was received
- What was produced
- Why the difference?
►Mining to plant
- What was received
- What was produced
- Why the difference?
These reconciliations are all based on the samples that have been taken throughout the relevant time period. They reflect the accuracy of the system and the ability of the mining department to actually mine as planned, which may not always be possible.
The transport chain
This comprises what is often referred to as 'the coal chain': storage and loading at the mine, transport to the port, and loading of the ship.
Transport chains and how they are operated differ all over the world. This is a driver of coal mining and plant philosophy, and examples can be given for the difference in philosophy of exporting from Richards Bay Coal Terminal (RBCT) and from most Australian ports.
As previously stated, southern African coals are difficult to wash due to the very high quantities of near-dense material. It is best to wash these coals as close to the actual quality required as possible to maximize yield. RBCT has very large stockpiles so that multiple parcels can be loaded onto ships from stockpiles for multiple mines.
Australian coal tends to be simple to wash, so a density can be set and each day's products stocked at the mine at whatever quality has been produced. The port stockpiles are generally small, so each mine rails to a ship, blending coal onto trains as needed.
One system rails to stockpiles at the port, the other rails to a ship at the port. Different systems, and different philosophies, but both still need good sampling systems at each end of the transport chain.
The various interactions in the transport chain can be shown as follows.
Export
About 10% of the world's coal is sold to export, usually by sea. In an export scenario, the links that are set up and sampling agreed and reconciled on a continuous basis are:
►Mine to transporter
- Rail, trucks etc.
- Mass
- Moisture
►Mine to port
- Mass
- Moisture
- Quality determination
►Transporter to port
- Logistics
►Mine to customer
- Payment
- Analysis
- Consequences of failure to produce agreed qualities
• Reject a cargo ...
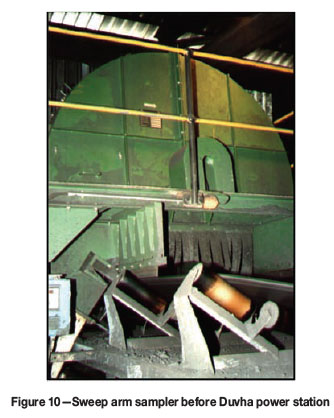
Eskom
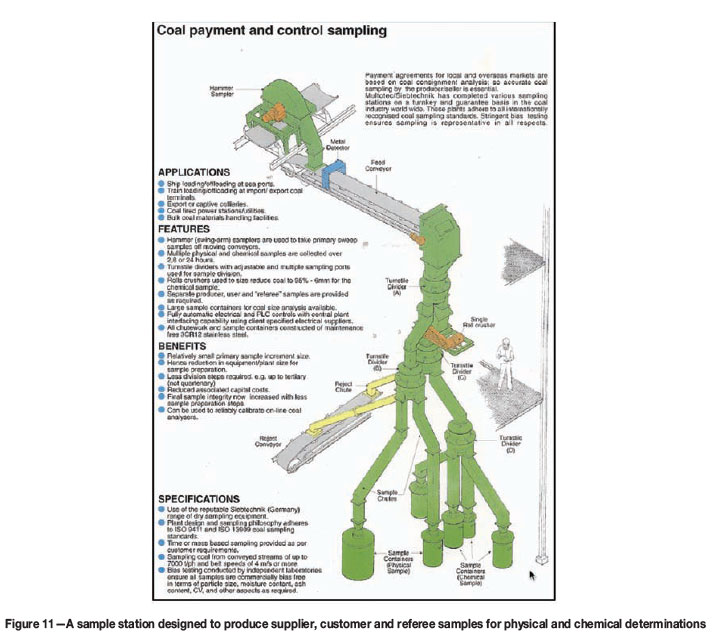
If Eskom is being supplied sporadically, the sampling may be done on the mine or truck-top sampling may take place at the point of delivery. In a tied mine, sampling is done on mine or on the conveyors between mine product stockpiles and Eskom stockpiles (Figures 10 and 11). Although the quality may be more variable due to less washing, power stations are still designed for a specific coal quality, so variations from contractual specifications need to be minimized
Depending on the project stage, i.e. existing infrastructure or completely greenfield, sampling will be done through a falling stream or by using a hammer sampler on the belt. Generally, hammer samplers are used as retrofits, but whatever method is used, extensive bias testing is normally carried out.
The sampling is often very sophisticated and has to produce a representative, manageable sample from a large mass, which can be used for the determination of physical and chemical attributes.
Physical samples
Some analyses will be affected by crushing and the sample must be taken with minimal degradation. Sub-sampling can take place without crushing to the calculated representative sample size. These types of analyses are:
►Particle size distribution (PSD)
►Moisture
►Abrasiveness.
Chemical analysis
The typical analyses for CV, proximates etc. will not be affected by further crushing. So generally, stage crushing is followed by further subdivision until the appropriate sample mass is obtained that is representative for its final size.
Sample apportionment
The two types of sample, physical and chemical, are very different, and in addition, each sample is divided for delivery to each customer, namely:
►Mine
►Customer
►Referee sample retained in case of disputes.
On-line analysis
There is a trend towards using on-line analysis, which in many cases is justified. However, on-line analysis can be misleading if the exact reason why it is being used is not understood. A number of issues need to be examined:
►Calibration is against conventional sampling and analysis, so those facilities must still be available
►For analyses other than ash and moisture the machines need to use correlations, but coal in southern Africa is sourced from multiple areas and mining horizons, so correlations change constantly
►On-line methods for the determination of washabilities are being developed to give yield, but not quality per density fraction, so using them on plant feed is pointless.
Conclusions
The cost of sampling and analysis is often criticized, but compared to the cost of not sampling, it pales into insignificance. If only one party possesses the correct equipment and procedures, any arguments about quality are won almost by default. Manual sampling leads to generally inferior results as well as being potentially unsafe, but in some cases may be better than no sampling at all.
The coal industry is large, and errors of quality or yield loss very quickly translate into huge losses. The South African coal industry has been known historically for the consistency of coal production in terms of tons and quality, even though the absolute coal quality is not as good as that from elsewhere. The drive to sample properly and run world-class laboratories must continue in order to keep South Africa competitive.
References
Laurila, M.J. and Corriveau, M.P. The Sampling of Coal. Intertec Publishing, Chicago, IL. [ Links ]
Osborne, D. 2010. Value of R&D in coal preparation development. XVI International Coal Preparation Congress, 25-29 April, Lexington, Kentucky, USA. [ Links ]
Venter, E. 2008. Will Waterberg multigrade exports become a reality? Coaltrans, September. [ Links ]
World Coal Association. www.worldcoal.org [ Links ]


{kind=link}
{kind=link}