










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versión On-line ISSN 2411-9717
versión impresa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 no.12 Johannesburg ene. 2013
GENERAL PAPERS
A review of real-time optimization in underground mining production
Z. SongI; M. RinneI; A. van WageningenII
ISchool of Engineering, Aalto University, Finland
IIKittilä Mine, Agnico-Eagle Mines Limited
SYNOPSIS
Real-time monitoring makes it possible to detect any disturbance occurring in production, while decision instruments can efficiently assist decision-makers to optimize production, reduce iterative workload, obtain better solutions, and preview possible results. Technologies for the above already exist and have been proven in the process industry, i.e. refining and smelting. Optimization is also essential for profitable and stable mining production. Real-time monitoring has already taken hold in mining operations, especially in surface mining, while optimization techniques have also been widely used in underground mining, particularly for planning and scheduling. This review is limited to the hard-rock mining production of metallic ores such as gold and copper. It reviews optimization techniques developed for mine planning and scheduling, and communication technologies suitable for underground applications. It also presents control features for individual operation units, and discusses the technical viability of a mining production real-time optimization (MPRTO) system for underground mines, with possible benefits and challenges. Operational disturbances always occur in mine production. An MPRTO system can be useful to maintain operational effectiveness and efficiency by allowing quick changes to short-term plans. This paper briefly describes the MPRTO system, including the input, output, and basic algorithms. The technical prerequisites for the system specified here are already available. Further studies that are required to improve the system are discussed.
Keywords: real-time optimization, underground mining, production, operation.
Background
Modern mining is the process of exploiting minerals from the earth to derive profits. Real-time optimization for plant-wide production has been implemented in the process industry; however, these systems have not yet been implemented for mine-wide production in the mining industry, particularly for underground mines. Real-time control systems have been applied to a few unit operations (e.g. conveying and hoisting), but these systems are only on a machine-level and not a mine-wide level. In the past, several unique features of underground mining limited the use of MPRTO on a mine-wide scale. For instance, the complicated structure of underground mines could make underground communication and positioning systems extremely expensive, while up-to-date 3D mine models would inevitably require demanding algorithms for operations and highperformance data processing. Additionally, lack of miners' information technology (IT) skills and lack of interoperability among individual control systems would also make mine-wide use less viable. With the development of IT and other related technologies, the above technical barriers have gradually been eroded. Fortunately, IT training for miners has also become one of the top five concerns for mining employers (Ruiter, 2011). In general, the prerequisites for applying the MPRTO system are close to completion.
A survey from Mincom (2010) showed that improving operational effectiveness is the second top challenge faced by senior executives of global mining companies, ensuring workforce safety being the first. Another survey from Mincom (2011) showed that optimizing production effectiveness has become the top challenge, pushing the primary concern of 2010 - ensuring workplace safety - into second position, as long as safety is acceptable. There is an example of a real-time production optimization system used in a related industry - construction. The benefit of the system has been shown by an improvement of 30-50 per cent in production, with an associated reduction in fuel consumption and carbon dioxide emissions of 43 per cent (Caterpillar, 2006). Therefore, there is a great potential in the form of commercial value and public benefit for developing an effective MPRTO system. The development of this system will basically require optimization techniques, a mine-wide communication network, and integration of control rule-bases of sub-systems, e.g. hoisting systems and conveying systems (Song, Rinne, and Lappalainen, 2011)
Review of optimization techniques applied in mine planning and scheduling
Production in the process industry is normally described as continuous state, being expressed mainly as partial differential equations (PDEs). Production is often controlled to a certain set-point by optimizing parameters of proportional-integral-derivative (PID) controllers and the weight matrix of the linear quadratic regulator (LQR). However, mining production is normally a cyclic process, which consists of many discrete events with constraints and requires an iterative process to schedule production. The optimization techniques that have been proven and are widely used in the process industry are therefore not suitable for mining production. Actually, real-time production can be considered as subsections of short-term planning and scheduling, with a shorter time domain. Thus this section reviews the commonly used optimization techniques for mine planning and scheduling. In fact, the optimizing goals of surface mining and those of underground operations are slightly different. Surface mines normally have great freedom to optimize the pit limits and pushbacks, without having to give much consideration to the mine structure; the emphasis there is on maximizing exploitation of the orebody and improving shovel-truck efficiency. Underground mining is usually constrained by restricted space and complicated mine structure, and it consists of many complicated operations. Underground operations therefore focus mainly on maximizing the exploitation of each face and the sequencing and timing of working units on each face. To manage uncertainties of various operations, discrete event simulation is normally used as the analytic tool for modeling.
Mathematically, optimization can be represented as:


where X is the parameter, Y is the constraint, and Z is the optimal goal.
Having been developed for decades, optimization techniques now can be divided into many categories. In mining optimization, the relevant techniques most commonly used are: linear programming, dynamic programming, heuristic approaches, and queuing theory. In the next section, optimization techniques applied in mine planning and schedulingare briefly introduced.
Linear programming
Linear programmingis one of the most popular and powerful optimization techniques used in mine planning and scheduling. This technique has a mathematical structure used to analyse linear models for utilizing limited facilitiesin various activities of mine production in order to achieve an optimum result from those facilities. In mine production, the optimum result typically is defined as maximum profits or minimum unit costs per sales unit. In some special cases, the result may demand a maximum tonnage or a specific blended ore grade within a specific period.
Linear programming has a set of linear equations with the objective function and the constraint functions. The general mathematical form is shown below:


where n is the number of variables and m is the number of constraints.
Today the linear programming method is seen as sufficiently developed for application in the mining environment. There are plenty of research projects and case studies available in mine planning and scheduling, as described below.
In surface mining, linear programming has been widely used to delineate the ultimate pit limit. The most well-known application was created by Lerchs and Grossmann (1965) and is the one most often cited in the literature. They used a maximum-weight closure algorithm to produce an optimal solution. This method is exact and well computable for open-pit design. Because of the fast computing time and solution accuracy of its algorithm it is widely used as commercial software in the field of open-pit mine design.
Linear programming has also been used in truck dispatching for surface mining. Weintraub et al. (1987) used linear programming-based heuristics to route multiple trucks with various capacities to minimize queuing time at loading points, which resulted in about 8 per cent increase in productivity at the Chuquicamata mine. White and Olson (1992) studied a truck-dispatching system based on network models, linear programming, and dynamic programming. The study aimed to maximize production, minimize material handling, and guarantee blending constraints. The method is used to determine mass flows along paths. This system has been running in real-time applications in more than 10 mines and has increased their productivity by 10-20 per cent. A well-known dispatching system, DISPATCH, developed by White and Olson, utilizies this technique. This system first solves a sequence of two linear programming problems to establish a short-term production plan, which is routinely constantly updated. The planning is based on the current status of mine operations, reflecting the locations and availability of shovels, ore quality at faces and stockpiles, and operational status of the processing plant.
Linear programming has not been applied in underground mines as often as in surface mines. However, linear programming could still be used in block sequencing. Jawed (1993) used the technique to determine the amount of ore to be extracted. The production rate and the ore grade have improved and the costs have reduced from the predicted values. Winkler (1998) used linear programming to determine the amount of ore to be extracted in each period from each block, where the linear programming solves a model for each corresponding period. The results can be displayed in 3D with a case study of an iron ore mine.
Combined with integer programming, linear programming has been developed into mixed integer and linear programming (MILP), which can be applied in many cases in mining. MILP is almost identical to linear programming in the mathematical form, except that some or all of the variables used in the technique are represented as whole numbers. A great amount of work has been done using MILP and associated algorithms since the late 1960s. The first MILP model was developed by Johnson (1968) and is still valid and widely used today. The model was further developed, mainly by Dagdelen (1993), who described an application of Lane's cut-off grade optimization algorithm to a gold deposit, and proposed the MILP approach as a schedule and cut-off grade optimizer. The MILP approach has been successfully applied to large-scale gold mines with complex process flows at Newmont's Nevada operations (Hoerger et al., 1999).
In most surface mines, the objective function typically has several constraints, e.g. reserve constraints, mining capacity constraints, ore processing capacity constraints, blending constraints and mining sequence constraints (Ganguli, Dagdelen, and Grygiel, 2011).
The suitability of linear programming has been successfully proven in open-pit mine design, cut-off grade determination, and for dispatching equipment in surface mines. It could also be used to optimize schedules for underground mines, after the blocks are sequenced. In order to mine in a given sequence in a period, previous blocks should be completely mined out within, or prior to, that period. As the ore moves from a face to a dumping point, it is constrained by operational conditions and is also associated with an economic value (ore values and operation expense). The objective is to maximize the net present value (NPV) of the production by optimizing the short-term planning and to keep the production consistent with long-term goals for the operation.
Heuristic approaches
In engineering, heuristics is an experience-based method to solve a problem where an exhaustive search for an explicit optimum is impractical or too time-consuming. The heuristics is intended to improvethe efficiency of optimization, within a reasonable time, achieving a reasonable accuracy and precision. It neglects whether the solution can be proven to be optimum, but it usually produces a satisfactory solution within a reasonable time. In the heuristic model, successive iterations depend upon the previous step, and the heuristic model learns which paths to pursue for the solution and disregards other paths. Thus, instead of finding all possible solutions, a heuristic approach selects paths more likely to produce practical outcomes than other paths. In practice, the heuristic approach is often used to aid in quick estimates and preliminary process designs. Heuristic techniques that are commonly used in mining include genetic algorithms and neural networks.
A genetic algorithm is a type of evolutionary algorithm, which is inspired by the process of natural evolution. This technique is routinely used to generate useful solutions for optimization or near-optimization. Genetic algorithms are normally used in the geological modelling of a mineral deposit, and there are also many of its application in mine planning and scheduling. Denby and Schofield (1994, 1995) investigated this algorithm for both surface and underground mining. They applied genetic algorithms to maximize NPV and optimize the extraction schedule simultaneously. The work comprised the generation of random populations, extension of standard genetic operators to optimize multidimensional problems, application of practical constraint functions and the introduction of the scheduling/time element, and system testing and validation. Although it was found that the complexity of the optimization procedure would be dramatically increased by the inclusion of a time constraint, the processing rates of computers can allow the manipulation and processing of the data within a realistic time even in that case. This technique can be used in grade control as well. Samanta, Bhattacherjee, and Ganguli (2005) aggregated blocks into layers and used a genetic algorithm to heuristically solve the block sequencing problem, while Ataei and Osanloo (2003) used it to determine cut-off grades. Genetic algorithms are also employed in dispatching systems. Yu, Ding, and Zhu (2011) studied how to solve an open vehicle routing problem by using fast local searching and parallel computing of a genetic algorithm, in order to minimize the number of vehicles and the total transport distance or time. This method not only improves the ability of optimization in a global scale, but also ensures the effectiveness of operations in a coal mine.
Neural networks, referring to artificial neural networks in the modern usage, mimic the structure and/or functional aspects of biological neural networks. A neural network consists of an interconnected group of nodes, processing information by an intercommunicating and interacting mechanism. This technique is also one of the most widely-used techniques in artificial intelligence.
Neural networks are used widely in the mining industry for tasks including reserve estimation, process control, machine health monitoring, ventilation optimization, and mine planning. Karacan (2007, 2008) developed an approach using a longwall coal reservoir model and an artificial neural network for predicting methane inflows and optimizing ventilation air to maintain methane concentrations below statutory limits. This approach considers not only economical operation but also takes occupational risks into account. Results showed that an integrated neural network model with reservoir simulations is a practical and powerful tool for predicting methane emissions and optimizing ventilation in a coal mine. This technique is usually invisibly embedded in a multitude of software products to make the software more user-friendly, therefore it can result in wrong or sub-optimal applications. This limitation of neural networks is particularly valid in mining applications because the input data often has a certain inherent unreliability (Ganguli and Bandopadhyay, 2003).
Dynamic programming
Dynamic programming is used to optimize a dynamic process by analysing the process in multiple but serial stages. Each stage is optimized for achieving the holistic optimization of the entire process. The optimization of each stage depends on the previous one and also affects the following one. This technique does not have a mathematical formulation where a generalized algorithm can be applied to derive a solution, e.g.as in static methods - linear programming and nonlinear programming. Instead, it is a systematic procedure to create and analyse mathematical relations among the multiple stages in the analysed process.
Dynamic programming is quite frequently applied in mining, as shown in the following cases. For example, dynamic programming can assist in optimizing the allocations of belt conveyors or in mine planning and scheduling. Sevim and Lei (1998) used dynamic programming to describe how the ultimate pit limits, the cutoff grade, the block sequence, and the production rate in surface mining interact circularly. The design can be evaluated with respect to NPV. Dowd and Onur (1993) used dynamic programming for block sequencing and pit design. The production schedule can generate a need for additional haul roads after the pit design has been created, so that users can select a design based on various economical and geological criteria. Tan and Ramani (1992) combined linear programming with dynamic programming to schedule extraction over multiple periods subject to equipment capacity constraints. Erarslan and Çelebi (2001) determined a production schedule to maximize NPV, subject to such factors as grade, blending, and production constraints. They used dynamic programming to calculate various volumes and determine the optimal pit size. As White and Olson (1992) optimized dispatching by using dynamic programming described previously, McKenzie, Newman, and Tenorio (2008) provided a method to locate a feeder of a conveyor. Break-even was the proximity of the feeder to the mine vs. the time spent to relocate the feeder as mining moves forward. The problem has been solved as a shortest-path model by dynamic programming. Implementing the method leads to a reduction of about 14 per cent of operational cost at the mine.
Queuing theory
Queuing theory is a mathematical study of queues, used as a stochastic method. The theory primarily describes waiting lines and associated servers. In the case of a stochastic process, the theory can characterize a waiting line such as queue length, waiting time, and idle time of servers. Most queuing models commonly have four components: arrivals, queues, servers, and departures. Therefore related operations can be optimized by analysing the servers (optimum number, efficiencies, locations, etc.) and queue priorities. In a mine operation, the classic example is trucks waiting in line to be loaded by shovels. This theory can assist in evaluating the selection and arrangement of trucks and shovels.
There are many reports of using queuing theory to study mine operations, especially for the loading-hauling cycle. Kappas and Yegulalp (1991) analysed the steady-state performance of a typical open-pit truck-shovel system within a network of haul roads by using queuing theory. All trucks were enclosed in the system, even during repair and maintenance. The haul roads were assumed to have infinite capacity. The authors simulated the process, verified the accuracy, and presented a numerical example. Huang and Kumar (1994) used queuing theory in a stochastic model to optimize the number of load-haul-dump (LHD) machines by considering their performance and price, maintenance costs, operators' salaries, etc. A case study of a Swedish mine was presented, and it is claimed that the queuing model is accurate for calculating the optimal number of LHDs that would be sufficient for that mine's production. Binkowski and McCarragher (1999) optimized the number and size of stockpiles to maximize throughput. Trains, stockpiles, and ships were included in their system, while parameters included arrivals and departures and the capacities of trains, stockpiles, and ships. Their study has illustrated the performance of a stockyard by varying the parameters. Najor and Hagan (2006) used queuing theory to model the stochastic process of a shovel-truck-plant system. It analysed idle time and predicted throughput. The numerical results demonstrated that the reduction of queuing could increase production by about 8 per cent.
The preceding text has reviewed the optimization techniques used in mining. In conclusion, for a real-time optimization system that is better adapted to mining operations, linear programming (including MILP), dynamic programming, genetic algorithms, and queuing theory have demonstrated their practical values in production scheduling and dispatching.
Review of communication systems suited for underground operations
For a successful MPRTO system, a reliable and robust communication system is necessary for transmitting voice and data information and tracking assets. Information is carried mainly by electricity, radio signals, and light, radio signals being the most popular option because of the wireless application. A mine communication system usually comprises two parts, transceivers and a communication network. Transceivers are mainly embedded in individual operating units and control rooms or other stationary places, while the communication network connects all the transceivers. The following section briefly discusses communication networks for underground mining.
Nowadays, being driven by the progress of new communication technology and the motivation of performance improvement, there is a strong tendency for underground mines to utilize a single communication network for both voice and data, instead of multiple networks for different modes of communication. Most operative underground networks are still based on the use of cables, though there are options for wireless connectivity or hybrid wireless and wired connectivity. Wireless communication naturally has its limits for underground use, since radio waves cannot propagate in all directions in the tunnel environment. For stationary units or worksites, cable-based systems are normally adequate, while for mobile units, wireless should be used.
Leaky feeder is a cable-based system, transmitting the signal in the coaxial cable and leaking the signals out from the cable at specific points. It works as if there were a number of antennase or transmitting points along the cable, making radio contact possible for units positioned in the proximity of the cable in an underground mine. There is considerable signal loss during transmission, and amplifiers are therefore needed to maintain signal strength. Another common cable-based communication system is ethernet, which is a family of computer network technologies utilizing standardized network communication units and can be based on both copper wire and optic fibers. For optic fibers, protective layers and cladding are used to maintain the strength of the light signal. A wireless local area network (WLAN) can be built of mobile devices and fixed access points using the 802.11xIEEE standards. Because mines are always advancing and expanding, fixed access points should be frequently added and relocated. A simple comparison of these three types of system is shown in Table I.
Furthermore, an underground communication network must have a high availability under rugged working conditions. Therefore, in addition to the rigorous requirements of hardware design and quality needed, a two-way communication architecture has been developed to improve reliability. When there is a fault in the network, the ring-type architecture allows communication by looping the signals at the location of the fault, thus maintaining the connection.
Development of the MPRTO system
Motivation for developing the MPRTO system
In general, mining has four stages: exploration, development, production, and closure. In the above stages, it is quite obvious that the third stage, production, is the only way for stakeholders to recover investments and take profits.
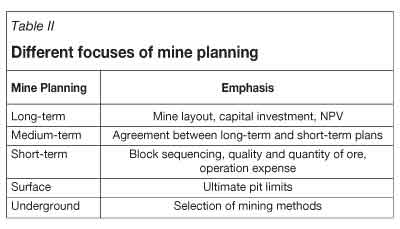
Mine planning has normally spanned the periods of mine development and production. It is done to ensure an organized and sustainable return of profit from the ore reserve, and later the engineering design of mining systems. Production scheduling is based on this. The ultimate goal of mine planning is to maximize NPV for the life of mine by deciding which blocks should be mined and when those blocks should be mined. There are different time intervals for mine planning, varying from days to years. Normally they are classified as long-, medium-, and short-term. The exact durations of these time intervals are not clearly defined, and their meanings are different at specific mines. The mine planning of different time intervals does not have the same emphasis, and the planning focuses for surface mining and underground mining are also different (Table II).
However, preliminary mine planning does not sufficiently guarantee the best NPV finally yielded, because there are too many uncertainties and disturbances, e.g. geological factors, equipment failures, maintenance needs, throughout the life of the mine. Hence the planning is an iterative process that needs to include many different factors, investigate many options, and make constant adaptions for the optimum results in the long run.
In general, long-term planning and short-term planning interact with each other. One should be updated according to the changes in the other. Long-term planning could usually be affected by e.g. the forecast of future economic cycles, the adjustment of corporate financial strategies, and the instability of government policies. The short-term planning could often be influenced by the volatility of mineral prices, the uncertainty of ore grades, the maintenance of equipment, labour market, etc.
For example, the issues of equipment and ore grade occur mostly in the production stage and quite frequently require changes in the short-term planning and production schedules. The influence of a few disturbances may be neglected for the long run; however, considering the life of mine and the probabilistic frequencies of these events, the consequences could be dramatic. Long-term planning has to be modified because of unplanned but necessary changes in short-term plans. Hence, new theories and practices have been developed to keep long-term plans valid. For example, the health of machinery could be maintained by preventative maintenance and predictive maintenance, while the fluctuation of ore grades is controlled by production, exploration, and blending of raw ore from the mine.
Nevertheless, the MPRTO system focuses on the targets set in the short-term planning. To ensure the disturbances have the minimum effect on the short-term planning, and thereby also on the long-term plans, the systems should include optimization instruments that could make proposals for optimal solutions or near-optimal solutions for the long term. Then the total efficiency after disturbances can be maintained as planned, or even be improved.
Eventually the mine-wide MPRTO system will play a critical role in controlling automated and human-operated equipment, and also optimizing the production in real time with specified targets and constraints. The system will be able to implement mine-wide monitoring for production and assist decision-makers to determine which option could be optimum. The system will also increase production rates, and decrease unit costs and environmental impact.
Control systems in underground mining
At present, there are many control systems being used by underground mines in different unit operations. For example, conveying, hoisting, drainage, and ventilation systems have their own rule bases implemented by computers or programmable logic controllers.
Underground mines usually need a drainage system for dewatering and a compressed air supply system for drilling and cleaning, etc. Submersible pumps and slurry pumps are often used in drainage systems, while air compressors and distribution lines are parts of the compressed air supply system. A series of pump characteristic curves can be used to determine the working parameters for the dewatering system. The key parameters are flow rates and heads, which in turn are determined by the rotation speed of the variable-speed motor. Pressure gauges and tachometers can measure the heads and flow rates, while temperature gauges or vibration sensors may be used to monitor the motor health. Vacuum gauges can be used to check if suction lines are blocked or leaky.
A ventilation system is crucial for underground mine safety. It can utilize and integrate many types of sensors to monitor and control the air quality, e.g. smoke, carbon monoxide, carbon dioxide, oxides of nitrogen, humidity, dust particles, and temperature. The system normally uses shafts as inlets and outlets of air flow, which is controlled by fans and regulators. The latest development in ventilation systems is the ventilation-on-demand (VOD) system, which has been commercially packaged by companies such as ABB, BESTECH, Simsmart, and Gefa Systems. VOD systems are based on the fact that some non-working areas do not require the same air quality as active working areas do; hence it is neither necessary nor economically justifiable to maintain a continuous air flow in these areas. VOD uses sophisticated ventilation modelling and simulation tools to optimize the underground air flows. This approach reduces the demands on the ventilation system and reduces power consumption. There have been many versions of VOD systems, and they are common in underground mines in Sweden, Finland, and Canada.
For the stationary equipment for materials handling, such as conveying and hoisting systems, there are many attributes which can be interactive with an MPRTO system. The key factors are the design capacity and related transporting speed. Increased payload lowers transportation speed, and may lead to slippages. Therefore, sensors such as tachometers, poidometers, and accelerometers are frequently used to monitor and control the speeds of different drive drums, to improve efficiency, and prevent damage. Temperature gauges are used to monitor conveyor belt and roller temperatures, in order to reduce wear and fire hazard. Additionally, the geometric information of the stationary systems, e.g. location and size, is also requisites to establish material handling models as a whole.
Most of the control systems purchased from equipment manufacturers offer tools of configuration for the mine operators. These commercially available systems can normally be interfaced with computer systems and customized control loops. Since they are usually configured at an optimum working condition during the commissioning of the equipment, basically it is not recommended to make changes during daily operation, particularly for stationary systems. Therefore, the overall mine performance would be improved mainly by combining the rule bases of the above control systems with optimizing the mobility of the mobile equipment such as drill rigs and LHDs. Currently, many drill rigs are automated by measure-while-drill (MWD) systems, and many types of LHDs are equipped with health monitors in order to improve their individual performance, but these are operating on the machine level instead of a mine-wide level. There are also positioning systems to track mobile equipment by using RFID and wireless technologies, etc. However, the systems mainly provide monitoring functions instead of optimizing ones, not to mention optimizing the mine-wide production.
The above-mentioned systems are a step in the right direction, but do not yet constitute a complete MPRTO system. Only once all systems are integrated can a full realtime optimization for mine-wide production be achieved.
Brief description of the MPRTO system
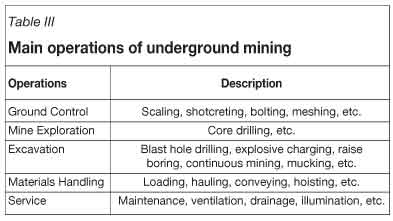
Mining production is a complicated process, especially for underground mining. Its main activities are categorized in Table III.
The MPRTO system will be based on integrated communication architecture, so that the real-time status of unit operations and critical assets will be available online and easily accessed. The system will also monitor and analyse the working parameters of individual operation units and propose changes in working parameters for other operations. For example, when a spillage occurs on a belt conveyer, the loading rate should be reduced. Additionally, the system will update the dispatching of mobile units to maintain the targets of short-term planning, in case the working conditions have been changed. For example, if a part of the mine with certain ore properties cannot be accessed temporarily, it could redispatch some trucks to other areas with suitable ore to ensure the delivery of blended ore with the right quality to the processing plant (Song, Rinne, and Lappalainen, 2011).
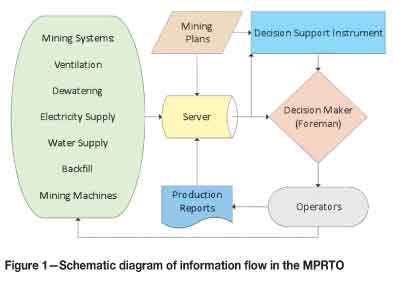
The core of the MPRTO system is a software-based decision support instrument. Figure 1 gives a schematic diagram of the information flow using a decision support instrument in MPRTO. The server will collect the operating information of the mining systems, the production reports, and the mine plans. The decision support instrument will analyse the information collected by the server and issue proposals to foremen. When referring to the proposals, the foremen can give commands to operators.
This mine-wide decision support technique should be able to initiate work plans for foremen from shift to shift, as well as propose solutions of new work plans when encountering unexpected events that can disturb underground mining. These events can consist of, but are not limited to, seismic activities, rock failure, underground flooding, shortage of power/air/water at working faces, breakdown of equipment (including mobile and stationary equipment), etc. The overall performance of mining production would be improved by optimizing the scheduling of the mobile equipment (e.g. drill rigs, LHDs), by adapting the basic rule bases of the control systems of sub-systems (e.g. conveyors and ventilation) and under constraints from the underground environment. Figure 2 gives the basic image of how the instrument interacts with its environment.
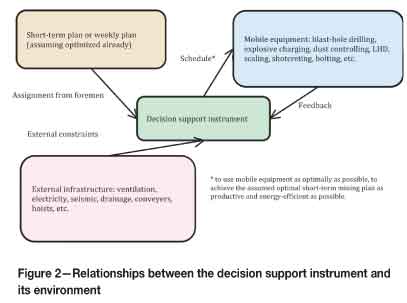
The instrument includes three main elements: input, algorithms, and output. The instrument will gather the work plans from foremen or planners, external constraints, and the status and performance of equipment. The instrument will schedule the mobile equipment with the aim of using it as optimally as possible in order to achieve the assumed optimal short-term mining plan as productively and energy-efficiently as possible.
The input from work plans should include the names of working faces, their respective workloads, and their spatial relations. The names and workloads can be imported directly from the Excel format plans or input manually. The spatial relations of faces are ideally obtained from modelling software. However, if the spatial relations cannot be imported from modelling software, they should be able to be input manually.
The input of external constraints should ideally be realtime data imported directly from the external infrastructure. Data on air/water/electricity outlets should be stored and regularly updated. Data on seismic activity, drainage, and ventilation can be obtained from related sensors in different locations or from pumps and fans. Data on feed rate, payload, and capacity should be acquired online in real time from related machines as well. However, it should be possible, and convenient under certain circumstances (e.g. disconnection, testing), that all the data can be imported manually if the user has specific knowledge. Some typical constraints are:
(1) Ore production at a certain face versus planned production at that face
(2) Total ore production per hour versus stockpile capacity per hour
(3) Total waste per hour versus waste yard capacity per hour
(4) Feed rate to each stationary equipment module (e.g. conveyor, hoist, crusher) versus capacity of that equipment
(5) Working time for faces versus planned work period
Constraints from ore grades are neglected here, because ore grades should have been implied in mining plans during the mine planning process, and guaranteed by grade control (e.g. face assaying, stockpile blending) in each shift. Expenses for consumables (such as explosives, drill air, drill water) are not considered as constraints, because these have to be eventually consumed regardless of their prices, and should be taken account of in cut-off grade when making mining plans. Electricity costs, which are dominantly determined by the ventilation system, are not included in the constraints, because there is a commercially available technique, 'ventilation on demand' providing ventilation optimization. The consumption of fuel, which is mostly determined by vehicle mileage, is actually already involved in the constraint of working duration. The operating times of mobile machines are determined for a certain mining job, therefore optimizing the working duration will not only reduce the waiting time of mobile machine, but also the moving time from one face to another, which indirectly reduces fuel consumption.
The input from the mobile machines' status, i.e. available (idle) or unavailable (busy, repair), should be reported by operators, if not automatically obtained. If machines are in repair, the repair period should be stated by operators. To propose an optimal schedule to foremen, working parameters from mobile machines are required, e.g. travel speeds, fuel consumption, drilling time and charging time per blasthole, scaling time per square metre, shotcreting time per square metre, curing time, bolting time per bolt, loading time per bucket, dumping time. Different travel speeds are normally recommended by manufacturers for different slope angles, while for trucks the speeds should be broken down further: with load and without load. Regarding the working performance, it is ideal to obtain this information by a statistical analysis of historical data recorded in mining asset management software.
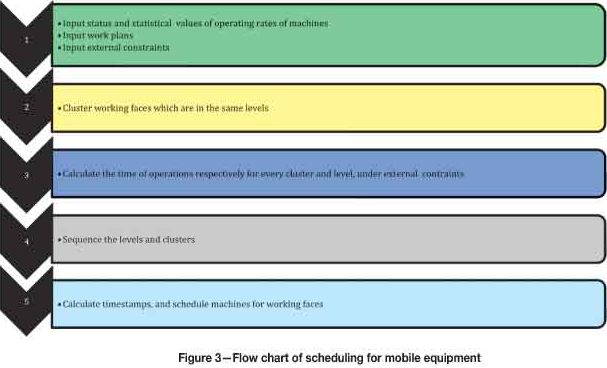
Algorithms are the core part in the decision support instrument. The major common constraints in underground production include excavating tonnage, working period, time window, priority, and working parameters. In view of the practical need in the industry, objective functions can normally be production tonnage over a certain period, or work period for a certain production tonnage. When one of the objective functions becomes an optimizing target, the other can become a constraint. Figure 3 gives a brief example of the flow of scheduling for mobile equipment when using the working period as the optimizing objective. First it obtains inputs, and secondly clusters working faces in groups. It then calculates the operating time for each cluster and level. Next it sequences cluster and level. Finally, it outputs the result.
The output produced by the instrument aims to be useful for foremen in making decisions and for achieving short-term plans. Generally speaking, the outputs can be the timelines of mobile machines at different working faces, e.g. as expressed in Figure 4. Additionally, the output should also proactively propose to other systems (e.g. ventilation, drainage) to be ready for specific mining operations. The output can assist foremen to initiate a dispatch schedule and propose solutions, i.e. by reloading real-time data and rerunning the instrument to renew the schedule when encountering unexpected disturbances in mine operations.
Conclusion
To investigate the feasibility of developing and implementing a mining production real-time optimization (MPRTO) system for underground mines, suitable optimization techniques and communication systems applied for underground operations were briefly reviewed. A number of cases were cited showing the potential of optimization techniques suitable for underground MPRTO, particularly in dispatching mobile equipment. For a real-time optimization system adapted to mining operations, linear programming (including MILP), dynamic programming, genetic algorithms, and queuing theory have demonstrated their practical values in mining production. The essence for improving underground mining performance is eventually a question of finding the extreme value of an objective function under a number of constraints. Additionally, there are communication systems (i.e. leaky feeder, ethernet, and wireless) proven in practice for underground mining.
A design of an MPRTO system that includes most unit operations (e.g. drilling, loading, and hauling)is suggested . The technical prerequisites of such a system, for both hardware and software, have already been met by the fast development of IT. The technical knowledge and adaption of IT systems are sufficient for mine operators to support their operations. An MPRTO system should be based on integrated communication architecture, so that the real-time status of unit operations and critical assets will be available online and easily accessed. The system should monitor and analyse the working processes of individual operational units and propose changes to working parameters and/or schedules for other operations. The inputs of external constraints are ideally real-time data directly imported from the external infrastructure. Also, the accurate locations of active sites should be obtained directly from mine modelling software. In many mines, however, access to real-time data is limited, thus the system must incorporate an option for manual input of data.
The major advantages of using an MPRTO system in underground mining are both a more efficient production system and increased profits for mines, as well as public benefits such as lower emissions to the environment and reduced use of energy of the mining production. Implementing an MPRTO system requires a high level of IT skills, high initial capital investment, and a long period of initializing and commissioning. The benefits of such a system are still worth these efforts. Our next study will focus on transferring the optimization techniques in a shorter time domain, i.e. for the real-time use, and modelling the production process with required constraints, developing the decision support instrument of the mine-wide MPRTO system, and then implementing a case study for the MPRTO system.
Acknowledgement
In November 2011, a project called 'Innovative Technologies and Concepts for the Intelligent Deep Mine of the Future' (I2MINE) was launched by the Seventh Framework Program (FP7) from the European Commission. One of the work packages aims to develop a mine-wide information system and other related technologies. The authors hereby gratefully appreciate the financial support provided by the EC's Seventh Framework Program that enabled us to carry out the study presented here.
References
Ataei, M. and Osanloo, M. 2003. Using a combination of genetic algorithm and the grid search method to determine optimum cutoff grades of multiple metal deposits. International Journal of Surface Mining, Reclamation and Environment, vol. 18, no. 1. pp. 60-78. [ Links ]
Binkowski, M. and McCarragher, B. 1999. A queuing model for the design and analysis of a mining stockyard. Discrete Event Dynamic Systems: Theory and Applications. Kluwer Academic Publishers, Boston. Ch. 9. pp. 75-98. [ Links ]
Caterpillar. 2006. Road Construction Production Study. Malaga Demonstration & Learning Center. pp.23-26. [ Links ]
Dagdelen, K. An NPV maximization algorithm for open pit mine design. 1993. Proceedings of the 27th Symposium on the Application of Computers and Operations Research in the Mineral Industry. Canadian Institute of Mining, Metallurgy and Petroleum, Montréal. [ Links ]
Denby, B. and Schofield, D. 1994. Open-pit design and scheduling by use of genetic algorithms. Transactions of the Institution of Mining and Metallurgy, Section A: Mining industry, vol. 103. pp. 21-A26. [ Links ]
Denby, B. and Schofield, D. 1995. The use of genetic algorithms inunderground mine scheduling. Proceedings of the 25th Symposium on the Application of Computers and Operations Research in the Mineral Industry, Brisbane, Australia. pp. 389-394. [ Links ]
Dowd, P. and Onur, A. 1993. Open-pit optimization, part 1: Optimal open-pit design. Transactions of the Institution of Mining and Metallurgy, Section A: Mining Technology, vol. 102. pp. A95-A104. [ Links ]
Erarslan, K. and Çelebi, N.A. 2001. Simulative model for optimum pit design. CIM Bulletin, vol. 94, no. 1055. pp. 59-68. [ Links ]
Ganguli, R. and Bandopadhyay, S. 2003. Dealing with sparse data issues in mineral industry neural network application. Proceedings of the 4th International Conference on Computer Applications in the Minerals Industries, Calgary, Canada. [ Links ]
Ganguli, R., Beer, S., and Watson, M. 2011. System Engineering. SME Mining Engineering Handbook, 3rd edn. pp. 719-721. [ Links ]
Ganguli, R., Dagdelen, K., and Grygiel, E. 2011. System Engineering. SME Mining Engineering Handbook, 3rd edn. pp. 850-852. [ Links ]
Hoerger, S., Bachmann, J., Criss, K., and Shortridge, E. 1999. Long term mine and process scheduling at Newmont's Nevada operations. Proceedings of the 28th Symposium on the Application of Computers and Operations Research in the Mineral Industry. Colorado School of Mines, Golden CO. [ Links ]
Huang, Y., and Kumar, U. 1994. Optimizing the number of load-haul-dump machines in a Swedish mine by using queuing theory-a case study. International Journal of Surface Mining, Reclamation, and Environment, vol. 8, no. 4. pp. 171-174. [ Links ]
Jawed, M. 1993. Optimal production planning in underground coal mines through goal programming: A case study from an Indian mine. Proceedings of the 24th Symposium on the Application of Computers and Operations Research in the Mineral Industry. CIM, Montréal. pp. 44-50. [ Links ]
Johnson, T.B. 1968. Optimum open pit mine production scheduling. Doctoral thesis, Operations Research Department, University of California Berkeley. [ Links ]
Kappas, G. and Yegulalp, T. 1991. An application of closed queueing networks theory in truck-shovel systems. International Journal of Surface Mining, Reclamation, and Environment, vol. 5, no. 1. pp.45-53. [ Links ]
Karacan, C.Ö. 2007. Development and application of reservoir models and artificial neural networks for optimizing ventilation air requirements in development mining of coal seams. International Journal of Coal Geology, vol. 72. pp. 221-239. [ Links ]
Karacan, C.Ö. 2008. Modeling and prediction of ventilation methane emissions of U.S. longwall mines using supervised artificial neural networks. International Journal of Coal Geology, vol. 73. pp. 371-387. [ Links ]
Lerchs, H. and Grossmann, I. 1965. Optimum design of open-pit mines. Canadian Mining and Metallurgical Bulletin, vol. 48. pp.17-24. [ Links ]
McKenzie, P., Newman, A., and Tenorio, L. 2008. Front Range Aggregates optimizes feeder movements at its quarry. Interfaces, vol. 38, no. 6. pp. 436-447. [ Links ]
Mincom. 2010. Annual Study: Mining Executive Insights 2010. Denver, CO. p.12. [ Links ]
Mincom. 2011. Annual Study: Mining Executive Insights 2011. Denver, CO. p.12. [ Links ]
Najor, J. and Hagan, P. 2006. Capacity constrained production scheduling. Proceedings of the 15th International Symposium on Mine Planning and Equipment Selection, Torino, Italy. pp. 1173-1178. [ Links ]
Ruiter, H. 2011. FEMP Newsletter, 2011-3. Federation of European Mineral Programs. p.4. [ Links ]
Samanta, B., Bhattacherjee, A., AND Ganguli, R. 2005. A genetic algorithms approach for grade control planning in a bauxite deposit. Proceedings of the 32nd International Symposium on Applications of Computers and Operations Research in the Mineral Industry. SME, Littleton, CO. pp.337-342. [ Links ]
Sevim, H. and Lei, D. 1998. The problem of production planning in open pit mines. Information Systems and Operational Research Journal, vol. 36, no. 1-2. pp. 1-12. [ Links ]
Song, Z., Rinne, M., and Lappalainen, P. 2011. Description of Work, Innovative Technologies and Concepts for the Intelligent Deep Mine of the Future. 12mine. pp. 34-37. [ Links ]
Tan, S. and Ramani, R. 1992. Optimization models for scheduling ore and waste production in open pit mines. Proceedings of the 23rd International Symposium on Applications of Computers and Operations Research in the Mineral Industry. SME, Littleton, CO. pp.781-791. [ Links ]
Weintraub, A., Barros, L., Magendzo, A., lbarra, F., and Ortiz, C. 1987. A truck dispatching system for a large open pit mine. Proceedings of the 11th International Conference of Operation Research, North Holland, Amsterdam. pp. 650-662. [ Links ]
White, J. and Olson, J. 1992. On improving truck/shovel productivityin open pit mines. Proceedings of the 23rd Symposium on the Application of Computers and Operations Research in the Mineral Industry. SME, Littleton, CO. pp. 739-746. [ Links ]
Winkler, B. 1998. System for quality oriented mine production planning with MILP. Proceedings of the 27th Symposium on the Application of Computers and Operations Research in the Mineral Industry. Royal School of Mines, London. pp.53-59. [ Links ]
Yu, S., Ding, C., and Zhu, K. 2011. A hybrid GA-TS algorithm for open vehicle routing optimization of coal mines material. Expert Systems with Applications, vol. 38. pp. 10568-10573. [ Links ]
Paper received Mar. 2012
Revised paper received Jul. 2013
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN 2225-6253.


{kind=link}
{kind=link}
{kind=link}