










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 n.11 Johannesburg Nov. 2013
Techno-economic impact of optimized low-grade thermal coal export production through beneficiation modelling
J.P. Bergh; R.M.S. Falcon; L.M. Falcon
School of Chemical and Metallurgical Engineering, University of the Witwatersand, Johannesburg, South Africa
ABSTRACT
The advent of low-quality export coal demand has brought a new range of possibilities to the South African coal industry. Products that traditionally were only of value to the domestic or combustion industry sectors now have the potential to be exported, with only minor amounts of upgrading required through beneficiation. Comparatively high steam-coal export prices can be obtained for low-quality export coal, which enhances the economic feasibility of expanding low-quality thermal coal exports. There are, however, increasing concerns about the feasibility of lower quality thermal coal exports and the broader implications. These concerns relate to the environmental impact of low-quality thermal coal production for export and the inherent threat to the security of domestic thermal coal supply in South Africa.
Against this background, this paper serves to explain the extended value chain in the production of export coal. The technical and economic advantages and disadvantages of low-grade exports versus coal production for domestic use are evaluated. The value chain estimation is calculated by the beneficiation modelling and characterization of two coals. Based on the value estimation, the low-grade export production scenario, and finally the modelling of potential pollutant distribution, are described.
Keywords: coal beneficiation, techno-economics, thermal coal, dense medium processing, dry processing, fine coal processing, environmental impact.
Introduction
South Africa remains the fifth largest global exporter of thermal coal according to 2012 statistics. There is a steady upward trend in thermal coal exports out of Richards Bay Coal Terminal (RBCT) and this trend is set to continue, influenced by international thermal coal demand and the economic downturn Eberhard (2011). With the demand patterns of global seaborne thermal coal being directed to the Asia-Pacific region, a shift in the quality of coal that can be delivered has taken place. The result is that there is a general global trend towards the production of lower calorific value coal (Schernikau, 2010).
In this paper the arguments for and against lower grade thermal coal exports are explored. One consideration is that the production of coal with quality specifications- closer to raw run-of-mine (ROM) coal would entail an increase in overall energy recovery and that pollutant levels should not be considered simply as volumes of CO2 or SOx per ton to be emitted, but rather as the volume to be emitted per unit of energy. This approach supports the case for low-grade export or domestic thermal coal export production. Coal preparation also plays an important role in the optimization of product qualities in order to achieve optimum energy recovery levels, and with this a calculated risk to the environment could be considered.
Aspects associated with producing and exporting lower quality coal to Asia can be summarized as follows:
i. Increased yields and coal recoveries ii. Higher saleable tonnages of coal available for markets iii. Less waste and thus reduced environmental impact iv. Longer life of mine and reserves v. Some uneconomical mining blocks/reserves will become feasible vi. Increased emissions upon low-grade coal utilization.
The final valuation of thermal export coal is best described by Juniper (1995) as a product with 'the ability to generate cheap electricity or energy, without any problems during its combustion in boilers'. The intended value can be defined by conventional coal analysis or examination of products through pilot testing (drop-tube tests, thermo-gravimetric analysis, and pilot combustion testing). It is argued that conventional characterization of coal by virtue of bulk analysis cannot accurately predict the performance during combustion. Gupta et al. (2007) emphasized that the characterization of such a complex material as coal necessitates more than one analytical technique to accurately predict its behaviour during conversion processes such as combustion, gasification, coking, and liquefaction.
What can be considered as low-grade thermal export coal?
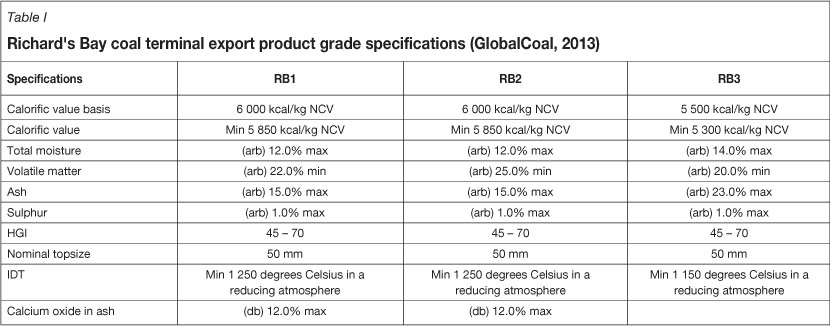
The main export-quality grades from RBCT traditionally fell within the RB1 and RB2 grade categories, which range from 5 850 to 6 000 kcal/kg net as-received calorific value (NAR CV). Apart from the heat content, these categories are also distinguished by high and medium volatile matter contents in their thermal products (see Table I).
A recent addition to the grade categories is the RB3 grade category which, in essence, represents the new class of the low-grade thermal export. Low-grade thermal export can be classified as products below 5 500 kcal/kg NAR CV. This paper considers ranges from NAR CV of 5000 - 6000 kcal/kg.
Figure 1 illustrates the various grades of thermal coal export products (5000-6000 kcal/kg NAR CV) with their respective ash contents arising from the Witbank No. 4 Seam and Waterberg Upper Ecca coals. Of specific note is the fact that, for each specific CV category, there is a considerable difference in ash content between the coal products, e.g. when 27.64 MJ/kg (adb) is produced by both the Waterberg and Witbank No. 4 Seam, the Waterberg product will be seen to have a 10.5% ash content, whereas the Witbank No. 4 seam product has 14.6 % ash. Proportional differences in ash content continue in all the various thermal CV grades.
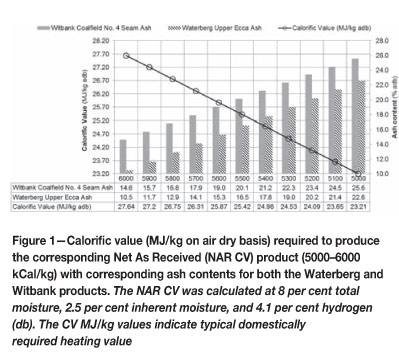
The reason for this apparent anomaly lies in the nature of the organic materials in each coalfield. The Upper Ecca Waterberg coals are vitrinite-rich and these components combust easily and well, yielding relatively high quantities of high-CV combustible gases. These coals, therefore, can reach a high CV value with low ash content due to the presence of their highly combustible volatiles and organic matter. The Witbank No. 4 Seam coal products, on the other hand, are characterized by high proportions of inertinite macerals, which are difficult to ignite and have low proportions of combustible volatiles but, being carbon-dense, they burn at higher temperatures than vitrinite once ignited. Thus, they- can produce a high heat value, equalling that of the lower ash Waterberg products at all grade levels despite having higher ash contents.
The increase in ash content in the lower grade export products is illustrated in Figure 1. The results indicate that the increase in ash is attributable not just to an increase in mineral content, but also to the presence of specific minerals, some of which are known to lead to increased emission levels. Such minerals include inorganic pyrite, which emits SOx. The presence of contaminating rocks such as sandstone and clays would also yield high volumes of particulate matter during combustion. It is expected that the increased ash content would also result in higher ash handling costs, but this would be offset to an extent by the gain in overall yield and energy recovery.
The impact of low grade thermal coal exports on the coal value chain
As the production of low grade thermal coal has an impact on the total coal value chain, the following aspects were considered.
Quantity and quality of the remaining reserves in South Africa
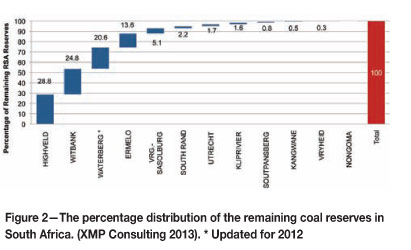
Due to a decline in reserve quality and deteriorating geological conditions in coal mining operations across South Africa, a change in the thermal export product mix is necessitated as producing the traditional 'higher' grade products results in uneconomical recoveries. Figure 2 illustrates the distribution of the remaining coal reserves in South Africa. It is generally accepted by the mining fraternity that the high-quality proportion of the original reserve was mined in advance, leaving the lower quality portions of the reserve. The lower quality reserves typically can be deemed synonymous with reserves adequate for either domestic or low-grade thermal export production.
Mine planning
The low-grade export coal market could be beneficial for mining operations. The opportunity to produce low-grade export products could allow for practical full-seam-height mining instead of having to pursue low-seam mining. Difficult low-seam-height mining can result in higher contamination levels. This can in turn result in lower-than-planned recovery levels and significant revenue losses. The production of low-grade thermal export is driven by the coal price and volumes. The volume of ROM, which is proportional to saleable volume, could therefore be significantly increased by possibly increases in mineable mining horizons or benches.
Coal processing considerations
Dense medium separation (DMS) is the most common benefi-ciation method employed in coal handling and preparation plants (CHPP) in South Africa today. The basic purpose of dense medium beneficiation is particle separation on the basis of mass or specific gravity. The organic components in coal represent the lighter particles in the general SG range of 1.3 to 1.7, and the mineral component (gangue matter) represents the heavier materials in the general SG range of 2.5 and higher.
The combination of organic and mineral matter in particles influences the overall bulk particle density, which in turn determines the behaviour of the particles during DMS, allowing them to report to either the floating or sinking- material. Near-gravity material (NGM) is traditionally defined as coal and mineral matter particles that are within ±0.1RD (relative density) of the density of the medium in which the separation is taking place. South African coals are known to have a high content of NGM, which results in poorer separation efficiency. Being typically low in vitrinite and high in inertinite (RD 1.4-1.7), the bulk of South African coals will be partitioned in the higher density fractions, in contrast to the high-vitrinite coals from the northern hemisphere, where the bulk of the material lies in the low-density (1.30-1.40) fractions.
For the production of low-grade export coal, beneficiation would typically occur at cut-point RDs above 1.70 and up to 2.00. It is not possible in practice to beneficiate at these RD levels on the majority of the existing coal beneficiation plants, as they were designed to operate primarily in the 1.30-1.80 RD range. Densification of the separation medium and, if the orebody permits, pre-screening with the addition of raw screened fines material back to product, are two methods by which low-grade export product could be produced in the event of high cut-point RD requirements.
Dry processing has an important future in South Africa, especially considering the water restrictions in the country. Dry separation could prove to be cheaper than wet processing (Dwari et al., 2007), but has definite limitations, which could result in product loss. At present dry processing is applied mainly for de-stoning applications, but in the case of high cut-point RD requirements, it could be suitable for the low- grade export coal market.
For the processing of fine material (-0.5+0.15 mm), with the decline in reserve quality, the production of the traditional higher grade 6 000 kcal/kg NAR CV required finer cuts at 1.30-1.50 RD, which are not readily achievable with spiral concentrators. The result was the introduction of equipment such as the teeter bed separator and reflux classifier to allow for efficient separation at a lower RD. Due to the higher cut-point RDs required to produce low-grade export (being in the order of 1.60-2.00 RD), and depending on the quality of the fines material, traditional fine benefi-ciation equipment, including spiral concentrators, could prove sufficient for low-grade export production. Another aspect of wet fine coal processing is the presence of high moisture levels in the wet fines product due to the fines dewatering being less efficient, which in turn results in an increased loss of heat value.
In the case of ultra-fine material (-150 µm) froth flotation has proven successful even for the production of higher grade traditional 6 000 kcal/kg NAR CV products. The mechanical dewatering of ultra-fines remains a challenge and does not achieve the desired moisture level in the final product. Thermal drying of ultra-fine material remains a possibility, but it is costly and difficult to operate.
Agglomeration of ultra-fine material through briquetting, pelletization, and granulation has become popular in the South African coal processing industry. This has particular application in the recovery of slimes residues or slurry dams. In many instances old slimes dams contain high-quality material as the slimes were not previously marketable. However, arising streams of ultra-fine material can now be identified for possible agglomeration and associated moisture reduction potential.
In the case of low-grade products, dry screening of ROM with the addition of raw fines back to the product, which provides a net heat value (CV) gain, results in a greater overall product yield.
Transport
The increase in volume of low-grade exports is constrained by the available rail capacity in South Africa. There has been an increase in the RBCT terminal capacity and future expansion is planned, but the total export volumes are constrained by Transnet Freight Rail (TFR) performance. This creates substantial risk as the railing of lower grade export is associated with the railing of an increased ash content product, which also equates to a reduction in energy content (gigajoules) railed per ton. The risk lies in the higher yield and saleable tonnages associated with low-grade export, which will result in an increased rail capacity being required.
Pollution control
Impact of low grade export on residue facilities and future rehabilitation costs
Low-grade export production results in an increase in recovery and a reduction in product quality. The net result is a decrease in residue (or discard) volumes, but an associated decrease in quality and increased mineral content which, in turn, may lead to to increased pollution potential. This is, however, largely a function of the liberation of mineral and organic matter in the specific coals.
Proper provision has to be made in the case of sulphur enrichment of the resultant coarse residue (or discard). Methods that could reduce the impact include the lining of coarse residue disposal facilities, dry slimes disposal through filtration, or water treatment of effluent steams, although all options can be considered costly.
Impact of low-grade export on air quality (emissions)
With lower grade export coal production, an associated increase in CO2, SOx, and hazardous air pollutants (HAPs) emissions is expected from the use of such coal products. Similarly, higher pollutant levels emitted per unit of energy may be expected from the combustion of the residue (or- discards) due to the higher concentrations of polluting minerals in those materials. The severity of the pollution, however, is a function of the distribution of the pollutants in the products and discards and how such materials are stored and used.
Energy recovery
The concept of optimal energy recovery potential can be described as the optimal utilization of energy harnessed from the Earth, i.e. as mined energy that is contained in coal. The optimum utilization potential could be regarded as the use of raw ROM coal in such a way that would, in an ideal situation, yield 100% energy recovery. With coal quality issues leading to less efficient processes in utilization and increased environmental constraints, this is not always feasible. There is, however, a sub-optimum position that would allow for optimal energy recovery while maintaining the pollution optimum for a given thermal export product and/or domestic product. The energy recovery (ER) index equation can be stated as follows:

where
1. Energy contained in the product refers to the thermal coal product CV after beneficiation, in GJ/t.
2. Process energy required refers to the mining and benefi-ciation process energy
3. Energy contained in ROM refers to the raw ROM calorific or heating value, prior to beneficiation
The increase in energy recovery that can be achieved through the production of lower grade export products has to be related to the consequent effect that could be expected from its utilization potential.
The production of lower grade products would entail the following (Figure 3):
1. Unit product with lower grade calorific value
2. Unit product with higher ash content and subsequent ash-handing costs
3. In the case of some pollutants (CO2, SOx, and HAP trace elements) a possible increase in pollution volume per unit of energy utilized
4. Decreased volumes/tonnages of residue produced on mines, but at lower qualities and higher pollution potential
5. Lower grade export production, which entails an increase in saleable volume/tonnage for transportation (railing and shipments). Increased saleable volumes/tonnages, and therefore transportation demand, could increase the relative cost of transportation
6. Large volumes/tonnages of lower grade export would pose challenges for old and new power plants in South Africa, which have been designed for specific grades of middlings products and not the remnants of products arising from low-grade export coals
7. The low-grade export products would have a lower volatile matter content, and hence different performance characteristics in their utilization.
Combustion and thermal efficiency are greatly influenced by the maceral composition and characteristics of the feed coal. The maceral characteristics would influence the ignition efficiency and flame control, which in turn could have a significant impact on heat transfer and burn-out in the boiler. Higher ash volumes will be produced, with associated increases in ash-handling costs and possible environmental impact.
In summary, for successful utilization potential, it would be beneficial to design the utilization equipment and processes for which these specific grade products are to be used. For example, in the case of combustion in power generation, this would entail matching coal quality to optimal boiler design and downstream process handling. This would ensure improved combustion and ultimately increased thermal efficiency.
Impact of low-grade export on domestic combustion industry supply and energy security
The broader implications of low-grade export for the local thermal coal consumers are vast. Energy security in the form of electricity in South Africa is crucial for the economic growth of the country. Given that the qualities of coal used for local power generation and low-grade export are similar, the security of supply for energy in this country could be threatened through the advent of a low-grade export market.
The remaining reserves of coal in South Africa reflect a poorer in situ quality compared to that mined historically. Due to this lower quality, the exploitation of the reserves for the traditional high-quality export market is now limited, and not economically and practically viable.
Coal beneficiation modelling
Process modelling was undertaken using coal preparation models derived from actual plant operation data. These were then applied using the Whiten model equation, and Coal Preparation Utilities (CSIR) and the LIMN (flow sheet processor) models. All the modelling was based upon a 500 t/h throughput capacity to allow for comparison. Various beneficiation methods were considered, including dense medium processing, jigging, dry processing, and froth flotation.
The circuits are modelled according to their feed size classification:
(i) Coarse size fraction: -150 +12 mm
(ii) Medium size fraction: -12 +0.5 mm
(iii) Fine size fraction: -0.5 +0.15 mm
(iv) Ultra-fine fraction: -150 µm.
In the Whiten equation:

Pi is the partition number at the density fraction i, pi is the mean density of density fraction i, and ρ50 is the separation density or cut-point density. Ep is the probable error of separation or Ecart probable.
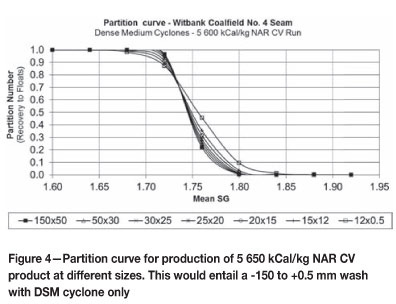
The partition modelling was done through the use of actual and published operating data, namely Ep, SG50 by size, and density differential data where applicable. Different medium density offsets are calculated for the various size fractions. Partition curves are derived for various size fractions as illustrated in Figure 4.
The three-product cyclone was modelled as a doublestage DSM cyclone wash due to the limited data that is currently available for modelling. The density differential (float minus sink SG) data for the three-product cyclones is not readily available. An estimated 0.10 density differential was used, with estimated density offsets.
The fines beneficiation modelling was conducted using mainly simplified models of composite -0.5 +0.15 mm material for spirals and fine dense-medium cyclones.
The ultra-fine material modelling was based on release analysis that was done through batch froth flotation test work. This indicated the relevant optimum recovery and ash content achievable. The optimum recovery and grade through froth flotation was then used in the composite product model, regardless of whether the quality or grade achieved was higher than the associated NAR CV specification targeted or not. In the case of the Witbank Coalfield No. 4 Seam, an optimum CV of 27.80 MJ/kg (air-dried basis) was achieved.
Modelling and levels of beneficiation
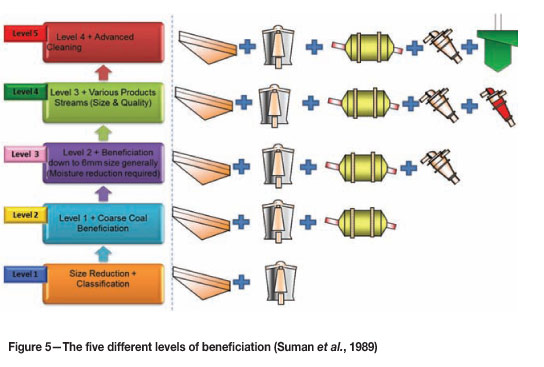
ROM coal may be beneficiated at various levels ranging from level 1, which involves essentially no beneficiation, up to the level of chemical cleaning (including froth flotation), which implies a very thorough beneficiation. The cost of beneficiation also increases exponentially from level 1 to level 5. The five generic levels of beneficiation are briefly described below (adapted from Suman et al., 1989).
- Level 1-This is a very basic level of beneficiation consisting of size reduction and classification, with some attendant removal of refuse and mine dilution such as pieces of scrap material associated with mining. These can cause complications with downstream processing equipment. Level 1 benefi-ciation is practiced on essentially all coal produced and combusted in pulverized fuel power stations. Calorific recovery or recovery of the ROM coal heating value is about 100%. However, there is essentially no reduction in the mineral impurities present in the coal.
- Level 2-This involves level 1 preparation and wet beneficiation of the coarse coal fraction only. The fines fraction generated in the process is generally collected and shipped 'as is' with the product coal. Calorific recovery at this level of treatment is generally high (>90%), but there is little to no reduction in the mineral impurities in the coal.
- Level 3-This involves level 2 preparation and benefi-ciation of all coal down to the 1 mm size fraction. The -1 mm material in most instances is discarded, in contrast to practice in the northern hemisphere where the coal is either dewatered and shipped with the plant product or disposed of as refuse, provided environmental legislation permits such disposal. Calorific recovery is generally good (>80%), and there is significant reduction in the sulphur and impurities in the coal.
- Level 4-This involves a full-scale or thorough multiple-process beneficiation of the coal. Level 4 beneficiation can usually yield several coal product streams containing varying levels of sulphur and mineral impurities. The ultra-clean fraction with the lowest sulphur and mineral impurities is generally routed to metallurgical operations. The intermediate streams are known as middlings and are mainly suitable for power station steam generation purposes.
- Level 5-In South Africa this level of beneficiation typically involves froth flotation of the ultra-fine fractions close to zero micrometres in size. This level also includes chemical beneficiation, chemical addition (surfactants, coagulants), filtration, briquetting, and pelletization. This level of beneficiation includes benefi-ciation routes with a high operating costs and a high level of economic complexity.
In general, levels 1 to 4 of coal beneficiation have limitations in that these processes can only remove the extraneous mineral species in the form of contaminating rock pieces or high-ash coal particles, including some coarse mineral forms of pyritic sulphur. Such beneficiation processes are unable to remove the organic sulphur from the coal. Level 5, with advanced processing, allows for a reduction in inherent mineral matter and even organic sulphur, subject to particle size and surface exposure.
Enrichment or reduction of pollutants modelling
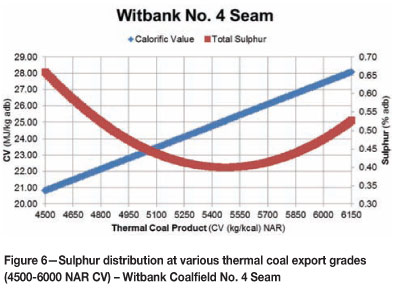
Based upon the beneficiation, techno-economic, and environmental (pollutant distribution) modelling, the optimal combination of economic and environmental factors for processing the Witbank Coalfield No. 4 Seam is found to occur by producing a 5400-5500 NAR CV product through dry screening and coarse size fraction beneficiation with DMS cyclones. Coincidentally, this set of circumstances also provided the minimum sulphur content in the mid-RD ranges, as indicated by the sulphur washability curve in Figure 6.
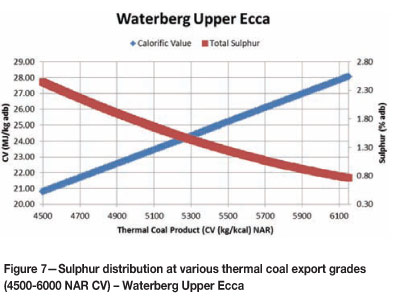
The minimum sulphur content trend observed in Figure 6 for the Witbank Coalfield No. 4 Seam does not hold for the Waterberg Upper Ecca coal. In Figure 7 it can be seen that the sulphur content and calorific value are inversely proportional, with the sulphur decreasing in content in the lower RD ranges along with increased CV values.
It is shown that, depending on the specific liberation and occurrence of the sulphur bearing species and their weighted distribution, the production of lower grade export coal could entail an enrichment or reduction of pollutant concentration.
Techno-economic modelling
Techno-economic modelling in this instance is undertaken for a range of thermal coal export products and different beneficiation equipment selections. Theoretical estimates are made to determine the following parameters:
1. Capital expenditure (CAPEX)
2. Operating expenditure (OPEX)
3. NPV at each scenario (20-year base)
4. Electricity requirement and carbon footprint for each processing plant option.
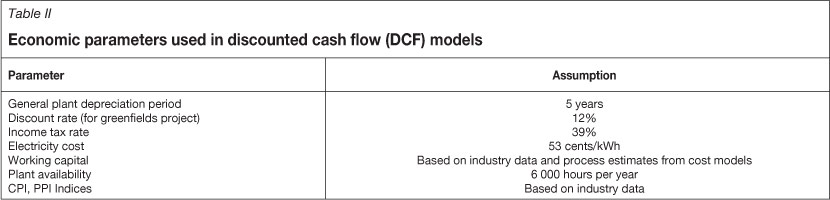
The discounted cash flow simulations are conducted on the basis of the parameters depicted in Table II.
Discounted cash flow models were derived for the various- process models with variations in product grades and associated sensitivity scenarios. In Figure 8, comparative value addition estimates using different processing routes are illustrated. The size of the 'bubbles' in Figure 8 represents the NPV value for the Witbank No. 4 Seam processing options.
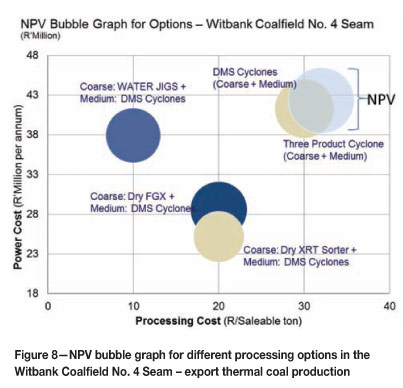
The results indicate that the use of three-product cyclones yielding a high- and low-grade thermal product resulted in the highest NPV. The associated operating cost and power requirements for this scenario are also the highest.
In terms of NPV, the value for dry processing technology is lower than that for dense medium processing due to lower organic or process efficiency. It should be noted that the predicted organic or processing efficiency used to model dry processing was low relative to that obtained through dense medium processing. The associated operating cost and power consumption are also anticipated to be lower for dry processing.
The process results indicate that conventional DMS plants provide the highest comparative yields and recoveries, compared to water jigs and dry processing. The CAPEX and OPEX of dry processing units are, however, lower and dry processing is less dependent on water and electricity. Despite these observations, low thermal coal export prices will have the greatest impact on the profit margin and economic viability of low-grade export production.
In the case of the Waterberg Upper Ecca coal, no low-grade export thermal coal production scenario is found to be economically feasible. Only domestic thermal coal production scenarios with various beneficiation technologies are compared in Figure 9. This is due mainly to the high transport costs associated with export coal production in the Waterberg. The higher processing efficiency through dense medium processing of the coarse fraction with dry pre-screening and blending in of the fine fraction delivers the highest NPV for domestic thermal coal production, as illustrated in Figure 9. Once again, the loss in recovery due to processing inefficiencies associated with dry processing has a significant impact on the economic value.

Summary and conclusions
The objective of the research presented in this paper was to arrive at an optimal combination of energy produced with minimal emissions and maximum triple bottom line benefit. This is illustrated by the use of a beneficiation plant model to which is added a low-grade export-quality model, a coal pricing model, and an emission reduction model. The following conclusions may be drawn:
- The production of low-grade export coal allows for a greater variety of, and more sustainable, processing options such as dry processing due to the cut-point RD requirements being above 1.80. It is concluded that these options create substantial value, but less than the conventional dense medium options on a NPV basis
- Higher quality reserves, such as the Witbank Coalfield No. 4 Seam, which traditionally provided some highgrade export value, can be exploited by the inclusion of producing low-grade exports. These products, while having limited additional impact on the environment on the basis of pollution per unit of energy utilized, can therefore be exploited for considerable financial and utilization benefit
- A substantial value-adding beneficiation option is identified from the Waterberg Upper Ecca model. The optimum method is dry screening and de-stoning- combined with dense medium processing of the coarse de-stoned fraction
- Comparative coal quality results between the Witbank and Waterberg coals indicate that a decrease in product quality in terms of increased percentage ash does not necessarily result in increased SOx and hazardous air pollutant emissions. This is the case for the Witbank Coalfield No. 4 Seam. The opposite is found in the case of the Waterberg Upper Ecca
- Thermal coal export-grade production can be optimized through the appropriate application of correctly configured techno-economic and benefi-ciation models that can confidently predict the triple bottom line and inherent value of the optimum product grade while indicating the most sustainable processing option.
It is concluded that the production of low-grade export coal can be viable and sustainable for specific coals. However, this is highly dependent on the coal price and international supply and demand. The threat that this poses to the domestic power generation industry needs to be understood, but such risks need to be weighed against the economic benefit to the country that coal export brings and, with it, the potential to increase South Africa's GDP.
Acknowledgements
The authors would like to thank Anglo American Thermal Coal (AATC) for funding the research and for their permission to present this paper. Great appreciation is also extended to Anglo American Research Laboratory, Dr. Chris van Alphen (ESKOM), Mrs. Vivian du Cann (SA Petrography), Dr. Herman Dorland (Snowden Mining), and Mr. Kevin McMillan (AATC) for providing samples and assistance with the mineralogical, petrographic, and analytical results.
References
Dwari, R.K. and Rao, K.H. 2007. Dry beneficiation of coal-a review. Mineral Processing and Extractive Metallurgy Review, vol. 28, no. 3. pp. 177-234. [ Links ]
Eberhard, A. 2011. The future of South African Coal: market, investment, and policy challenges. Freeman Spogli Institute for International Studies. Working paper no. 100. Stanford University Program on Energy, Sustainability and Sustainable Development. pp. 20-25. [ Links ]
GlobalCOAL. www.globalcoal.com [Accessed 17 August 2013]. [ Links ]
Gupta, R. 2007. Advanced coal characterization: a review. Energy and Fuels, vol 21,No. 2. pp. 451-460. [ Links ]
Juniper, L. 1995. Practical coal quality evaluation of export thermal coals. Bowen Basin Symposium, Mackay, Queensland, October 1995. [ Links ]
Leonard, J.W. and Hardinge, B.C. 1991. Coal Preparation. Society for Mining, Metallurgy, and Exploration, Inc. Ch. 13, pp. 907-912. [ Links ]
Prevost, X. 2013. XMP Consulting Research. Personal Communication. [ Links ]
SCHERNIKAU, L. 2010. Economics of the International Steam Coal Trade - the Renaissance of Steam Coal. Springer, New York. http://books.google.co.za/books?isbn=9048192404 [Accessed 9 September 2011]. [ Links ]
Singh, Suman P.N. 1989. Economic assessment of selected coal beneficiation methods. Physical Cleaning of Coal, Present and Developing Methods. Marcel Dekker, New York. pp. 132-137. [ Links ] ♦
Paper received Aug. 2013
Revised paper received Oct. 2013
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN 2225-6253.


{kind=link}
{kind=link}
{kind=link}