










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 n.8 Johannesburg Jan. 2013
CONFERENCE
Sidewall design for improved lining life in a PGM smelting furnace
I. McDougall
Tenova Minerals (Pty) Ltd, South Africa
ABSTRACT
The matte/slag tidal zone in a nickel-copper-iron-sulphide matte smelting furnace is subject to severe process conditions that can lead to premature failure of the lining. The MgO-FeO-SiO2 slag is aggressive to refractory bricks, while the Ni-Cu-Fe-S matte is aggressive to water-cooled copper cooling elements, and can penetrate and sulphidize refractory bricks. A novel approach to the lining design was taken at a PGM smelting furnace, where an indirectly-cooled graphite ring was applied in the matte/slag tidal zone, with refractory bricks on the hot face. The graphite was cooled by the copper cooling elements in the slag zone, obviating the need for copper cooling elements in the tidal zone. In this paper the effectiveness of different lining designs utilizing varying degrees of cooling in the slag zone and slag/matte tidal zones is compared. In comparison to water-cooled copper in various configurations, cooled graphite shows promise as an indirect refractory cooling system in the tidal zone area of furnaces.
Keywords: PGM smelting, graphite, refractory lining, copper cooling elements, submerged arc furnace.
Introduction
In South African platinum group metal (PGM) smelting operations, the PGMs are associated with nickel-copper sulphides in magmatic rocks. After ore is mined, it is concentrated by means of a flotation process prior to smelting. Both rectangular 6-in-line and circular 3-electrode AC submerged arc furnaces are used for this purpose. A new 10 MW circular furnace was recently commissioned by TenovaPyromet at Lonmin's Marikana Process Division. An overview of Lonmin's smelting operations and Lonmin's approach to smelting high-chromite containing PGM concentrates is given by Eksteen, Bezuidenhout, and Van Beek (2011).
During the smelting process the gangue (oxide and silicate) minerals are separated from the sulphide minerals associated with the noble metals. The sulphide minerals form a matte, which is treated further, while the gangue is discarded as slag (Ritchie and Eksteen, 2011).
The process conditions inside a furnace of this type are severe and often lead to premature lining failure. At operating temperatures between 1550-1680°C the MgO-FeO-SiO2 slag will rapidly damage a refractory lining (Joubert et al., 2005; Nelson et al., 2006). At temperatures above 1500°C the Cu-Ni-Fe-S matte becomes chemically aggressive to the refractories and has a significant capacity to sulphidize MgO-Cr2O3 refractories (Eksteen, 2011). The effect of both slag and matte on mag-chrome bricks was demonstrated by means of slag pot tests in previous work (McDougall and Eksteen, 2012).
As a consequence of the aggressive furnace conditions (Eksteen, Bezuidenhout, and Van Beek, 2011) the choice of refractory materials is limited. Consequently, most PGM smelting furnaces employ similar lining configurations (Eksteen, Bezuidenhout, and Van Beek, 2011; Joubert et al., 2005; Nelson et al., 2006). The dished hearth of mag-chrome brick is supported by a thermally insulating infill layer. The most common sidewall configurations comprise uncooled mag-chrome bricks, mag-chrome bricks interleaved with copper plate coolers (Nelson et al., 2006), or deep-cooled copper coolers with a slag freeze lining (Joubert et al., 2005). The slag generally does not damage the copper coolers as long as they are cooled sufficiently to maintain a layer of frozen slag on the surface. The lower sidewall region is alternately exposed to matte and slag as the matte level rises and falls, causing the lining to become vulnerable to erosion and damage due to chemical attack, which leads to failure. This area is referred to as the tidal zone. On exposure to matte, copper coolers will rapidly melt and may dissolve, exposing the cooling water to the molten contents of the furnace. This may have catastrophic consequences. Various cooled and uncooled lining designs have been employed in this region of the furnace. Where copper coolers are used, they are protected from contact with matte by mag-chrome bricks. The freeboard region and refractory roof are not exposed to slag and are therefore usually made of a cheaper aluminosilicate brick.
This paper compares the effectiveness of different lining designs utilizing varying degrees of cooling in the slag zone and the slag/matte tidal zone. A novel sidewall design is proposed which is intended to overcome the difficulties associated with the lining in the matte/slag tidal zone of the furnace.
The furnace lining
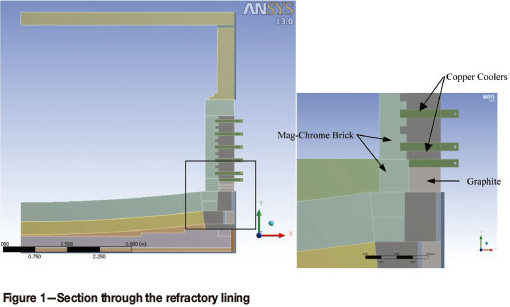
The furnace crucible may be divided into five regions: hearth, lower sidewall, slag zone, concentrate zone, and the freeboard, which includes the roof. A section through the furnace lining is shown in Figure 1.
The hearth
The hearth is dish-shaped and comprises two layers of tapered 60%MgO-21%Cr2O3 bricks. Beneath the hearth is an infill layer designed to provide sufficient thermal insulation to maintain the liquidus isotherm of the matte at an appropriate level in the furnace hearth and to maintain an acceptable furnace base plate temperature.
The lower sidewall
The water-cooled copper tap blocks, through which the matte is tapped, are set into the sidewall a short distance above the hearth in order to minimize the amount of matte trapped in the furnace. The matte level in the furnace has a maximum height of 200-300 mm above the hearth. As it is possible to draw down the matte level to the matte taphole level, the refractory lining in this region may be exposed to either slag or matte at different times.
The sidewall (slag zone)
The lining of the sidewall in the slag zone is a combination of water-cooled copper plate coolers and mag-chrome refractory brick. The coolers provide sufficient cooling to form a layer of frozen slag on the hot face of the refractory. This frozen slag is in equilibrium with the molten slag and consequently protects the refractory from damage. The slag depth in the furnace is generally about 1000 mm. Slag is tapped through a slag taphole approximately 700 mm above the matte taphole. Although it is possible to tap slag though the matte taphole, this is rarely done, and is generally detrimental to the refractory in this area.
The concentrate zone
A layer of powdered concentrate lies on top of the slag. Some damage to refractories and coolers by sulphidization is observed at the slag/concentrate interface.
The freeboard and roof
The freeboard and roof may be built of a somewhat lower grade aluminosilicate refractory. This zone is not exposed to direct contact with either matte or slag and the temperature of the off-gas is 400-500°C.
Lining design considerations in the matte/slag tidal zone
The lower sidewall of the furnace is the most vulnerable part of a PGM smelting furnace as the tidal zone lining is exposed to both matte and slag. The refractory is vulnerable to chemical attack from both sources. Water-cooled copper cooling elements with refractory material on the hot face are often used in this region. The copper coolers reduce the average temperature of the bricks substantially, leading to a significant increase in lining life (Joubert et al., 2005; Nelson et al., 2006). However, should the refractory wear or become damaged to the extent that the copper is exposed to molten matte, damage to the copper cooling elements will rapidly occur. In addition, refractory movement during thermal expansion of the hearth can create cavities for matte ingress. If water leaks into the furnace and is exposed to molten matte there is a significant risk of a steam explosion, with potentially catastrophic consequences. This explosion risk is the major factor influencing lining design in this region. Both shallow-cooled copper elements (plate or slab coolers) and deep-cooled copper elements such as TenovaPyromet's Maxicool® coolers have been employed in this zone in similar furnaces. Shallow-cooled plate coolers provide a reduced explosion risk compared to deep-cooled elements.
The range of suitable refractory materials for PGM furnace linings is limited by the required resistance to chemical attack by the aggressive process slag. Based on operating experience, the hot face bricks are generally low-porosity magnesia-chrome. In PGM furnaces, graphite has been used as a barrier between the slag and the copper coolers to protect against sulphur attack by labile sulphur found in the concentrate and slag. The graphite has been found to prevent corrosive gases and base metal sulphides from reaching the surface of the copper coolers, thereby preventing damage to the copper. The graphite is not corroded by the sulphur (Thethwayo and Garbers-Craig, 2012) and is not wetted by matte. The high thermal conductivity of graphite and the high operating temperature that it can withstand make it a potentially suitable lining material. It is, however, slightly soluble in matte and can be consumed as a reductant by the slag. As there is no guarantee that the PGM furnace will operate under reducing conditions without free oxygen, there is also a risk of oxidation of the carbon.
A well-designed tidal zone lining allows a slag freeze lining to form, as this protects the brick from damage by slag and matte. As it is self-repairing, it also protects the lining against damage by erosion in the taphole regions. Conditions in the furnace are not conducive to the formation of a matte freeze lining.
The cooling of the sidewall in the slag/matte tidal zone was a critical design element during the design of Lonmin's new furnace (Furnace no. 2). There was a preference for no water-cooled elements in this part of the furnace. The matte/slag tidal zone extended from the top of the hearth to one brick course above the maximum matte level, a height of four brick courses (304 mm). The height of the maximum matte level was based on the effect of the expected matte fall variations that may occur during an 8 hour shift at normal matte tapping rates. The lower course of plate coolers in the slag zone was located in the second brick course above the tidal zone, corresponding to the 6th brick course above the hearth skews.
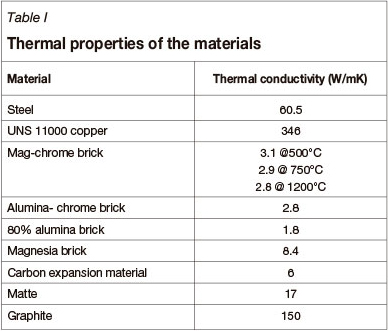
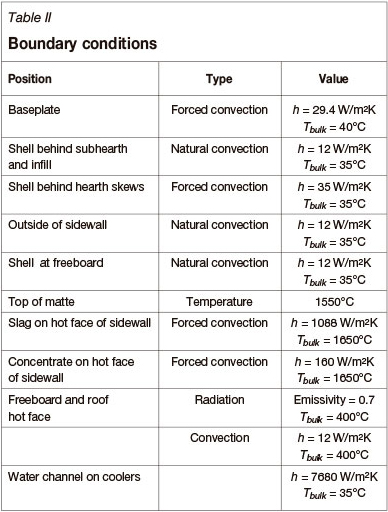
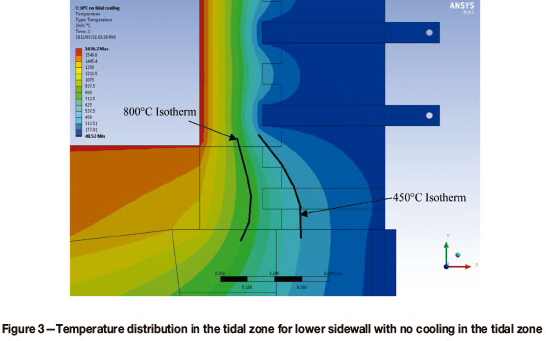
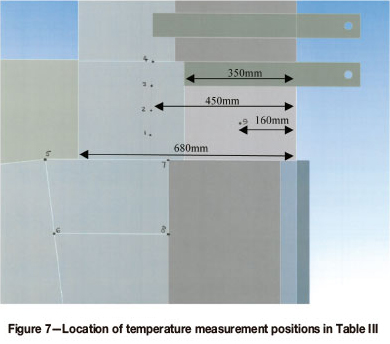
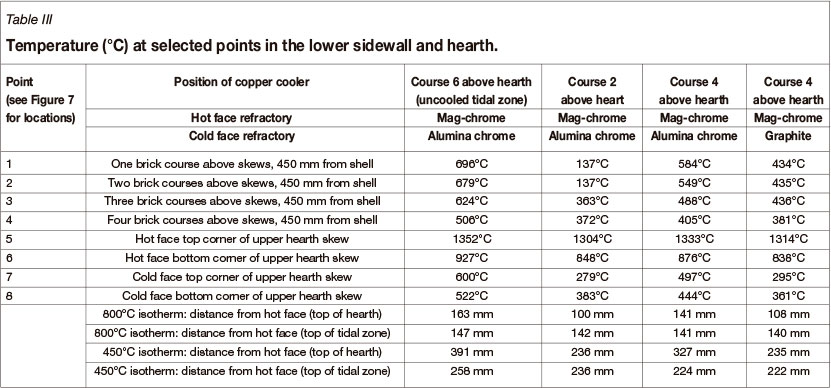
Two design parameters were varied in order to determine the optimal lining configuration for the tidal zone, namely the position of the copper cooler above the hearth and the material of construction of the sidewall between plate coolers. A number of configurations were considered. For each configuration, a 2D steady-state thermal finite element analysis was conducted using ANSYS. The matte was simulated as a solid body with a free surface temperature of 1550°C, while the slag was simulated by means of a convection boundary condition with a bulk temperature of 1650°C. The thermal properties of the materials are listed in Table I, and the applied boundary conditions are listed in Table II. Temperatures at selected points for all the configurations are compared in Table III. The position of the 800°C and 450°C isotherms was of interest in the tidal zone, as the matte is considered completely solid at 800°C, and the oxidation temperature of the graphite material of interest is 450°C. The positions of these isotherms are indicated in Table III.
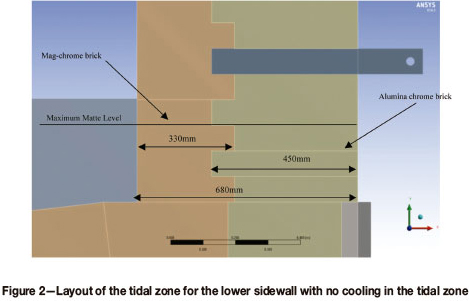
Baseline case - uncooled tidal zone
To establish a baseline for the design, the tidal zone with no cooling elements was considered. Mag-chrome bricks were used on the hot face, with alumina chrome bricks on the cold face. This configuration is shown in Figure 2, with the temperature distribution shown in the contour plot of Figure 3. As expected, the tidal zone and hearth skewbacks were relatively hot, the temperature in the sidewall 450 mm from the cold face near the hearth being close to 700°C.
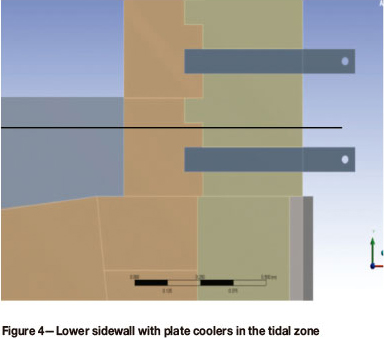
Cooler in second brick course above hearth
In the second configuration, a plate cooler was placed on the second brick course above the hearth, as shown in Figure 4. This configuration provided good cooling in both the tidal zone and the skewbacks and outer hearth. From Table III it is clear that the temperature 450 mm from the cold face in the tidal zone was reduced to below 400°C between the cooler and the slag zone coolers, while the temperature of the hearth skewback was reduced by 50°C on its hot face, and in excess of 140°C at the cold face. The low temperatures at points 1 and 2 in Table I for this configuration were measured on the hot face of the plate cooler. The 800°C isotherm was 63 mm closer to the hot face, indicating that the sidewall was generally cooler than in the base case. However, the risks associated with accidental contact between copper and matte in the tidal zone made this solution unacceptable.
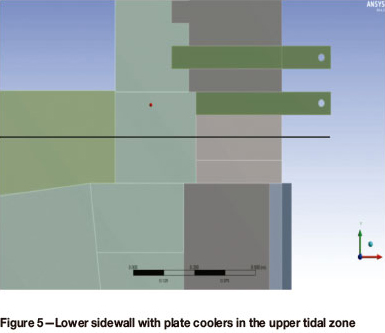
Cooler in 4th brick course above tidal zone
A compromise was reached by placing the cooler in the fourth brick course above the hearth. Although this brick course was still within the tidal zone, it was above the maximum matte level. As an added precaution against contact with matte, the cooler was shortened to protrude only 350 mm into the lining. This configuration is shown in Figure 5. This solution provided temperatures between those of the previous two configurations, with tidal zone temperatures at the measuring points approximately 100°C lower than those of the uncooled tidal zone and the 800°C isotherm on the hearth 147 mm from the hot face, in contrast to the 163 mm of the uncooled version and 100 mm of the cooled version. The skewbacks derived a limited benefit from this cooler configuration.
Cooler in 4th brick course above tidal zone with cold face bricks replaced with graphite
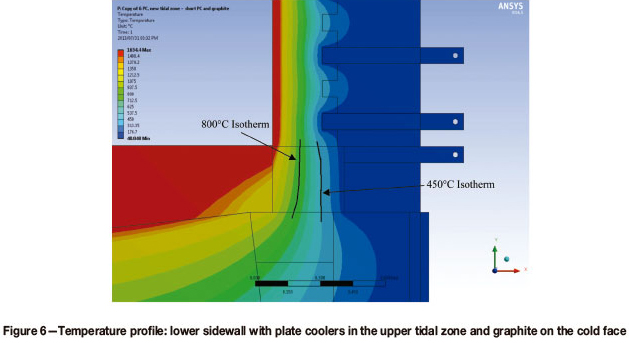
The relatively low thermal conductivity of both the mag-chrome and alumina chrome bricks limited the influence of the copper coolers. Graphite was considered for use in this region due to its considerably greater thermal conductivity. The graphite material has been shown to be resistant to both slag and matte (McDougall and Eksteen, 2012). However, due to concerns regarding oxidation at the hot face temperatures, and the risks inherent in using an untried material, it was used to replace the cold face material only. The material used was low-porosity, high-strength graphite. Three configurations were considered, in which the graphite replaced some or all the courses of the alumina chrome bricks. The most effective configuration replaced all three courses of alumina chrome bricks with a single graphite block, as shown in Figure 1. The isotherms for this configuration are shown in Figure 6, and the temperatures at selected points are listed in Table III. The cooling effect is similar to the lower plate cooler case illustrated in Figure 4, providing cooling to the outer hearth and skewbacks as well as the tidal zone. The 450°C isotherm is well within the hot face brick, indicating that the graphite will operate at a temperature below its oxidation temperature.
During construction of the furnace, two thermocouples were placed in the graphite, 160 mm from the inside of the shell, indicated as point 9 in Figure 7. The temperatures measured over a period of several months during stable operation of the furnace at a power rating between 8 MW and 10 MW varied between 85°C and 105°C, which compares well with the calculated value of 89°C. As the lining wears and the thickness of the hot face brick is reduced, these temperatures are expected to increase. The gradual increase in temperature is used to estimate the rate at which the lining has been eroded.
Conclusion
The calculated temperature profiles indicate that the cooling effect of the plate coolers in the slag zone extends some distance into the tidal zone, but that they do not provide effective cooling to the region immediately above the hearth. This is illustrated by the comparatively large variation in the position of the 800°C isotherm on the top of the hearth for the four configurations compared to the almost identical position at the top of the tidal zone for all four cases. The use of a material with a high thermal conductivity below a plate cooler at the top of the tidal zone extends the cooling effect of the plate cooler through the tidal zone and into the hearth skewback region. However, a more insulating material is better suited for the hot face as it reduces the maximum temperature of the graphite to below the temperature at which oxidation may occur. A low-porosity graphite was therefore chosen for the cold face, with fused grain magnesia-chrome brick on the hot face. This novel sidewall lining concept for the vulnerable matte/slag tidal zone of a PGM furnacewas implemented in Lonmin's new Furnace no. 2 at their Marikana Process Division.
Acknowledgements
The author wishes to thank Tenova Minerals (Pty) Ltd and Lonmin Plc for granting permission to publish this work.
References
Eksteen, J.J. 2011. A mechanistic model to predict matte temperatures during smelting of UG2-rich blends of platinum group metal concentrates. Minerals Engineering Special Issue: Processing Nickel Ores and Concentrates, vol. 24, no. 7. pp. 675-687. [ Links ]
Eksteen, J.J., Bezuidenhout, G.A., and Van Beek, B. 2011. Cracking a hard nut: an overview of Lonmin's operations directed at smelting of UG2-rich concentrate blends. Southern African Pyrometallurgy 2011 International Conference, South Africa, 6-9 March 2011. Jones, R.T. (ed.). The Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 231-252. [ Links ]
Joubert, H.J., Nourse, R.B., Masters, B., and Hundermark, R. 2005. Copper cooling design, installation and operational results for the slag cleaning furnace at Waterval Smelter, Rustenburg Platinum, South Africa. COM2005. 44th Conference of Metallurgists, International Symposium on Nickel and Cobalt Production, Calgary, Alberta, Canada, 21-25 August 2005. [ Links ]
McDougall, I. and Eksteen, J.J. 2012. Sidewall design to improve lining life in a platinum smelting furnace. TMS 2012 International Smelting Technology Symposium, orlando, Florida, 11-15 March 2012. [ Links ]
Nelson, L.R., Geldenhuis, J.M.A., Emery, B., de Vries, M., Joiner, K., Ma, T., Sarvinis, J., Stober, F.A., Sullivan, R., Voermann, N., Walker, C., and Wasmund, B. Hatch developments in furnace design in conjunction with smelting plants in Africa. Southern African Pyrometallurgy 2006, 5-8 March 2006. Jones, R.T. (ed.). The Southern African Institute of Mining and Metallurgy, Johannesburg. p. 417. [ Links ]
Ritchie, S. and Eksteen, J.J. 2011. Investigating the effect of slag bath conditions on the existence of multiphase emulsion zones in PGM smelting furnaces using computation fluid dynamics. Minerals Engineering Special Issue: Processing Nickel Ores and Concentrates, vol. 24, no. 7. pp. 661-675. [ Links ]
Thethwayo, B.M. and Garbers-Craig, A.M. 2010. Corrosion of copper coolers in PGM smelters. 4th international Platinum Conference. Platinum in Transition 'Boom or Bust'. The Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 187-194. [ Links ]
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN 2225-6253.
This paper was first presented at the, Refractories 2013 Conference, 23-24 April 2013, Misty Hills Country Hotel and Conference Centre, Cradle of Humankind, Muldersdrift, South Africa.


{kind=link}
{kind=link}