










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 n.8 Johannesburg Jan. 2013
CONFERENCE
Recent advances in refractories - aluminate binders and calcium aluminate bonded high-performance monolithic castables
C. Parr; H. Fryda; Ch. Wöhrmeyer
Kerneos SA, Paris, France
ABSTRACT
Monolithic refractory castables, bonded with calcium aluminate cements (CACs), have a rich history of nearly 90 years. They have evolved from high-cement conventional formulations to the era of reduced-cement castable systems that can be placed using a variety of techniques such as casting, gunning, self-flow, pumping, and shotcreting. The selection of calcium aluminate binders must be considered carefully in the quest to optimize performance and installation success of refractory monolithics. The paper discusses recent advances in aluminate binders for high-performance castables. A specific focus will be the key issues that impact the reliability and predictability of placing properties. The impact of formulation parameters such as the type of calcium aluminate, additive type and role upon final durability is also assessed. New types of aluminate-based binder systems offering enhanced usage characteristics relevant to high-temperature thermomechanical, abrasion, and corrosion resistance are introduced and their merits compared to existing systems. Future perspectives are discussed, along with possible developments. Conclusions are drawn as to the merits of each type of system and the specific advantages that castable systems possess.
Keywords: castable, refractory monolithic, spinel, ladle.
Introduction
History of monolithic castables
References indicate that the first 'refractory concretes' can be traced as far back as 1856, when Deville (1856) prepared a refractory crucible using alumina aggregate and alumina cement. Calcium aluminate cement (CAC) and a method for its industrial production were patented by Lafarge in 1908 (Soc. J&A. Pavin de Lafarge, 1908). The first industrial production of calcium aluminate cement was by Lafarge in 1913. It was not until the 1920s that the heat resistant properties of calcium aluminates were exploited (Arnould, 1922). The first references to a commercial refractory concrete can be found around 1922-24, when work in both France and the USA led to the development of Bauxite/Cement Fondu® based compositions. During the early days of refractory concretes, the main aggregates available for use were calcined clays and crushed fired refractory bricks. The concretes were crudely made and even more crudely applied. Mixing was commonly done by hand in a mortar box or wheelbarrow, while casting, slap-towelling, and hand-forming were the most common forms of installation, although some gunning was also done. During the 1930s there was great expansion in the use of refractory and refractory insulating concretes in a variety of applications. By the outbreak of World War II refractory concrete was well established in many industries that used furnaces and ovens (Robson, 1978).
By the 1960s, castables based on high-purity CAC and high-purity aggregates were common (Kerneos, 1969). These were relatively simple compositions comprising refractory aggregates with cement contents typically greater than 15%, but were becoming increasingly sophisticated in terms of particle size management and adaptation to specific conditions and installation techniques. More products were being manufactured as proprietary mixes in-house rather than as on-site field mixes. Despite the tremendous advantages of ease of placing and monolithic construction, these conventional or regular concretes did not always possess the required installed characteristics for a specific application.
The 1970s saw the introduction of low-cement castables (LCCs) with the landmark patent by Prost and Pauilliac (1969). In the LCC system, the CAC cement is part of a complex binder system that can be viewed as an interdependent triangle. In this triangle the CAC, fine sub-micron fillers such as silica fume, and the additives all play a role in the binding system. The particle packing is optimized via the even dispersion of the ultra-fine particles in the matrix. This allows a reduction in water for placement, which in turn yields a decrease in porosity and an increase in mechanical strength. The reduced lime content of the CAC and the fine oxide powders favours the formation of a fired bonding matrix, which results in improved hot strength, higher thermal shock resistance, lower porosity, and increased corrosion resistance. These types of castables are also referred to generically as deflocculated castables, given that they depend upon deflocculation to disperse the ultra-fine particles to provide fluidity at low water demand. This evolution continued through the 1980s when concretes were produced with very low cement contents - down to 2% or less, which are now known as ultra-low cement castables (Kerneos, 1969). Ultimate performance with these products was enhanced via increased refractoriness (with lime contents as low as 0.2%). The silica and alumina in ultra-low cement formulations react with one another and precipitate mullite at temperatures above 1300°C. This mullite formation increases hot strength considerably. If the lime content is too high, mullite formation will be suppressed.
The late 1980s and 1990s can be characterized by the development of new installation technologies. The first of these was low-cement refractory castables that could be placed by pumping and/ or self-flowing techniques. This was followed by the era of wet gunning or shotcreting. The first references to this type of installation technology is from Japan in the late 1980s. Current refractory technology covers a huge range of castables that can be applied by a wide range of installation technologies and which are suitable for an ever-increasing range of applications (Lee et al., 2001; Lankard, 1984; Clavaud, Kiehl, and Radal, 1984; Kiehl, Jost, and Clavaud, 1976-1978; Nagai, 1987; Cassens, Steinke, and Videtto, 1997).
Recent advances
Today, as was the case over 90 years ago, CAC remains the dominant bonding system for refractory concretes. This is clearly illustrated by the growth in CAC demand over the last 20 years, linked to a growth in both the volume of monolithic castables and in the downstream consuming industries. However, there are a number of constraints in successfully using these products, such as sensitivity to ambient temperature, water, and mixing. In addition there is a continual search for improved performance in terms of installed durability. Recent advances in binders and additives have attempted to fulfil these as yet unmet demands. This paper will show how new binder systems can be developed through a deeper understanding of underlying mechanisms, improvement of existing products, and the development of new products. It is apparent that there are two important requisites for the development of improved monolithics, and in particular deflocculated castables such as LCC/ULCC:
An ability to deliver stable placing properties through controlled reactivity of the calcium aluminate binder
Using developed technologies, calcium aluminate binders with specific properties can be formulated with targeted properties for specific applications. A further example of recent developments is a new calcium magnesium aluminate cement that is able to significantly improve the corrosion and penetration resistance of monolithics.
The role of calcium aluminate cement in defloc-culated castables
The effects of two different 70% alumina calcium aluminate binders upon two different castable systems are examined. The behaviours of the two CACs in a conventional regular high-cement refractory castable are compared in terms of their impact upon placing properties and installed properties. This is contrasted with a similar analysis of a reduced-cement deflocculated castable system. The study will show that as the quantity of calcium aluminate in model formulations decreases, the system becomes intrinsically less robust with respect to internal formulation parameters. In particular, the impact of variation within calcium aluminates on the functional behaviour is studied. The underpinning mechanisms that explain the visible placing properties are investigated by an analysis of the chemical reactions that take place during the placing of deflocculated and reduced cement castables. An experimental procedure has been developed to study reactions within the matrix binder phase (calcium aluminate, alumina, fume silica, and additives) in a concentrated suspension similar to that used in complete deflocculated castables. This has provided new evidence of the interactions that occur during the placing of deflocculated castables. Measurement techniques of concentrated suspension conductimetry analysis, in parallel with existing techniques of ultrasonic velocity and thermal analysis, were performed. During the placing and stiffening phase, periodic extractions of the pore solution are made using a new approach to determine the various ionic concentrations.
Experimental details
CAC basic properties
Phase quantification was determined by a quantitative Rietveld phase analysis using a protocol previously developed (Füllman et al., 1999). Chemical composition was determined by X-ray fluorescence (XRF).
Measurement of placing properties
Placing properties for each system were characterized through the flow profile and working time.
FV (%) = (cake diameter - initial diameter) / initial diameter * 100
Improvements to existing products
CAC mineralogy has a large impact on the castable placing properties, workability, as well as the hardening. This is illustrated using two different 70% CACs (Table I).
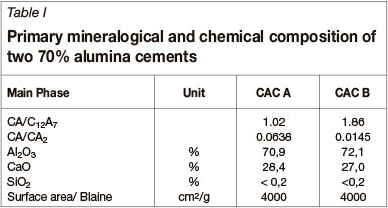
The two cements were tested in different model systems (Table II).
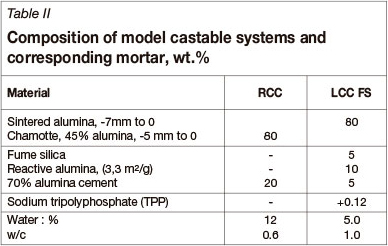
RCC is a regular conventional castable based upon a graded aggregate and 15% CAC. LCC-FS is a generic low-cement castable based upon reduced cement content with a deflocculated matrix comprised of reactive alumina, fumed silica, and CAC. Sodium tripolyphosphate (TPP) is added as the fluidizing additive.
Regular conventional castable
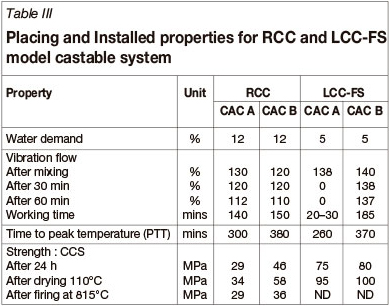
The placing properties and installed properties for the two CAC types in the model regular conventional castables are shown in Table II. As can be seen, the flow properties are somewhat similar in terms of absolute flow values and flow decay. The installed properties as measured by compressive strength are also similar for both CAC types. The differences in basic CAC characteristics did not manifest as significant differences in placing properties of regular conventional castables.
Reduced cement deflocculated castables
The basic properties of the cements are similar and differ only in the chemistry and mineralogical composition (Table I). The placing properties of LCC-FS are listed in Table III. CAC 'B' has extremely good placing characteristics, with long working times in excess of two hours. CAC 'A', on the other hand, displays extremely short working times that would severely limit the ability to optimize or modify the placing properties of this castable. Thus, it would be almost impossible to produce the more sophisticated products for installation by self-flow or pumping/shotcreting techniques. These manifest differences show the importance of basic CAC properties in these reduced-cement castable systems.
A fundamental investigation into the chemical reactions within the binder phase (Parr and Wöhrmeyer, 2007) during castable placing has given a new insight into the interactions between the CAC, the additives, and the fine fillers. Figure 1 illustrates this and shows the change in ionic concentration as a function of time of an LCCFS binder phase (CAC, alumina, FS, additives). The interpretation of these results suggests that sodium TPP absorbs on the surface of the particles in order to deflocculate them. Residual phosphate in solution forms calcium and magnesium complexes and is able to stabilize the solution in the presence of high ionic concentrations of alumina and silica. The progressive formation of calcium polyphosphate by ionic exchange with the sodium results in a reduction of the phosphate concentration, and eventually the end of working is reached when no more phosphate is in solution.

Implications for 70% alumina cement
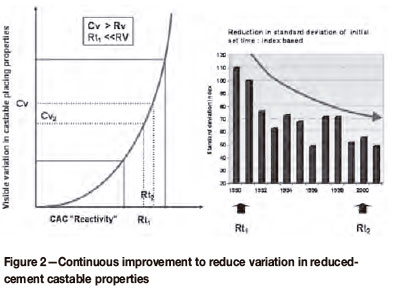
From this analysis it can be deduced that the reactivity, in terms of the chemical activity, of CAC must be carefully controlled if stable application placing properties are to be achieved. Compared to regular conventional systems, which are more robust to small changes in CAC properties, reduced-cement castables require very stable CAC characteristics as a prerequisite to predictable placing properties. Small changes in CAC reactivity can manifest themselves as large changes in placing properties of the castable. Logically, improvements targeting a reduction in variability of the 70% alumina cement as a primary objective would yield significant benefits for the user and installer of LCCs. This is represented schematically in the left hand graph in Figure 2. In the past, a high variability in reactivity (Rt1) as measured by a large variation in standard deviation of set time gave a large visible variation (Cv) in castable properties (left hand graph). During the last decade a significant reduction in standard deviations of the basic cement properties of a commercial 70% alumina cement with respect to flow and set have been achieved, as shown in the right hand graph of Figure 2. Through continuous advances in processing, manufacturing technology, and analytical capabilities a significant advance in the management of the intrinsic reactivity of 70% alumina cements has been achieved. Variation in reactivity (Rt2) has been reduced to a standard deviation index of around 50 for initial set time. This then gives a much reduced variation in visible castable properties (CV2)
Extensive studies have been conducted in order to develop a detailed knowledge of the crystallographic structures, the effect of impurities on solid solutions, and the minor phases of calcium aluminate binders. These have been coupled with the use of new X-ray detectors, which provide high-signal-to-noise acquisition spectra leading to improved accuracy and reproducibility for the quantitative determination of major and minor critical phases such as CA, CA2, and C12A7. The reproducibility at nine different concentrations of C12A7, comparing measured values to estimated values from XRD, gives a correlation coefficient of more than 0.995, which is a significant improvement in terms of measurement capability. Therefore, all calcium aluminate phases, even those present in minor amounts, can be determined quantitatively with a higher degree of precision than was previously possible. These developments in X-ray analysis and quantitative calcium aluminate phase analysis have resulted in a constant evolution in terms of enhanced regularity and product stability, leading to more stable placing properties of reduced-cement castable systems. These improvements have been made in response to the evolution of castable technology. The historical advances in CAC technology have often taken place in parallel with the development of new castable types
Novel calcium magnesium alumínate binders
Castable developments for steel ladles during the last three decades have shown that the presence of a magnesium aluminate (MgAl2O4, MA) spinel phase inside an alumina castable is effective in reducing slag corrosion (Yamamura et al., 1990; Dott, 2008; Kanatani and Imaiida, 1993).
More recently, hybrid systems which combine both materials have been developed (Dott, 2008). Kantani and Imaiida (1993) found that the best compromise between slag penetration and corrosion resistance could be achieved when the castable contains 20-40% MA spinel after firing. It has also been shown that the slag penetration can be minimized by reducing the spinel grain size (Nakashima, Isobe, and Itose, 2000). Very fine spinel can be created by adding magnesia to the castable, which reacts during firing with the alumina fillers to form spinel in situ. However, the magnesia addition often has negative side effects, creating problems of flow decay during placing, cracking during dry-out due to the magnesia hydration, and volume expansion at firing temperatures due to the spinel formation. To improve the volume stability of the castable, small amounts of microsilica are often added to the dry mix. This creates a small amount of liquid phase during firing, which counteracts the expansion caused by the spinel formation (Nakashima, Isobe, and Itose, 2000); Bier et al., 2000; Ko, n.d.).
Development work on a composite hydraulic binder (calcium magnesium aluminate cement) which would combine microcrystalline spinel (MA) with calcium aluminate phases (CA, CA2) has been the topic of numerous patents and publications since 1969 (Braniski, Jonescu, and Deica, 1969). Numerous publications were lodged in the late 1990s by predominantly Japanese (Koya, Y. and Sasagawa, Y. 1996), Spanish (De Aza, Pena, and De Aza 1999), and Chinese (Feng et al., 2007) authors. Kerneos lodged a unique patent in 1999 (Falaschi et al., 1999) for the production of a commercially and industrially viable calcium magnesium aluminate (CMA72) binder for steel ladle applications. This new CMA 72 has been successfully produced on an industrial scale. The raw material mix is sintered in a rotary kiln to simultaneously form a microcrystalline spinel together with calcium aluminate phases within the same clinker. This can be achieved below the sintering temperature of pure spinel and with crystal sizes as small as the spinel that is generated in the matrix of an alumina-magnesia castable. The objective of this development was to change the castable microstructure, using CMA 72 as a new matrix component, to enhance corrosion resistance and thus to increase the service life of castables. The basis of this new calcium magnesium aluminate cement is a novel multiphase clinker with a microstructure of calcium aluminate phases embedded in a matrix of microcrystalline magnesium aluminate spinel crystals. The investigation of this new calcium magnesium aluminate as a binder in different types of ladle castables has shown that it significantly improves the corrosion and penetration resistance. Both, alumina-spinel and alumina-magnesia castables resist a large range of slag compositions when they contain this new calcium magnesium aluminate.
Experimental procedure: CMA
The chemical and mineralogical comparison between Secar®71 and CMA 72 can be found in Table IV. Both products contain 70% Al2O3, but CMA contains only 10% CaO with 20% MgO, the latter facilitating the presence of the MA spinel phase in the CMA. CMA clinker displays a unique microstructure resulting from the intergrowth of the hydraulic phases calcium mono-aluminate (CA) and calcium di-aluminate (CA2) with MA phases during clinker formation in the rotary kiln. The hydraulic properties of this new CMA 72 (labelled CMA) cement are described by Assis et al. (2011).
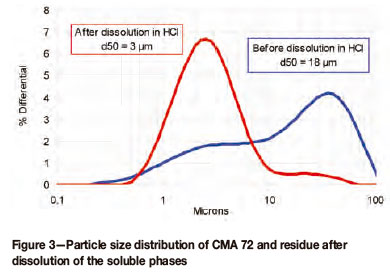
Both binders have been ground to a specific surface area of approx. 4000 cm2/g (Blaine) with a median grain size d50 for both cements of 15-18 µm. The measured pyroscopic resistance (measured via orton cones as pyrometic cone equivalents) for CMA is between 1750°C and 1770°C, some 150°C higher than Secar71. The MA spinel phase has been analysed after dissolution of CMA in hot HCl as this dissolves the CA and CA2 phases. Laser particle size analysis (Figure 3) shows the MA particle size with a d50 of 2.7 µm. Chemical analysis of the MA phase reveals a stochiometric spinel with 28% MgO.
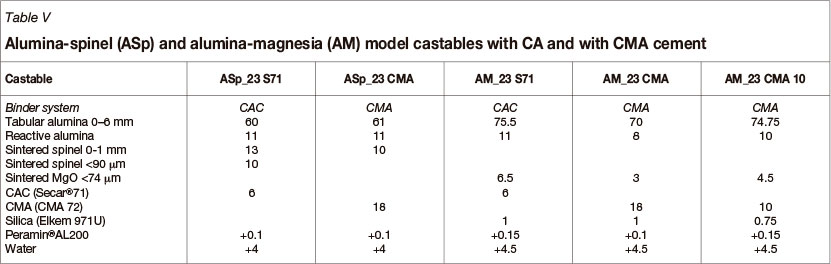
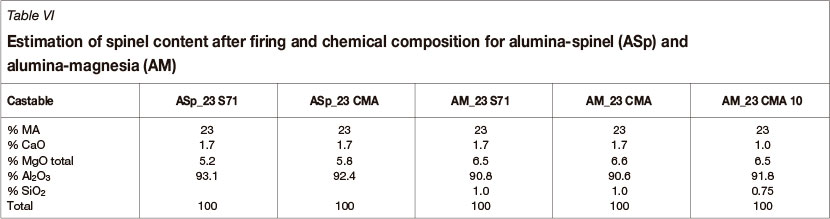
This study specifically focuses on the wear resistance of alumina-spinel and alumina-magnesia ladle castables and their properties at high temperatures. The various model formulations that were tested are given in Table V. Both systems were formulated with pure CAC (Secar®71) as the reference and with the new CMA cement. The formulations ASp use pre-reacted sintered spinel. Castables AM contain free sintered MgO (periclase), which reacts to form spinel in situ during castable firing. Castables ASp_23 S71 and AM_23 S71 use Secar®71as the binder, while ASp_23 CMA, AM_23 CMA, and AM_23 CMA10 apply the new CMA 72 binder. The latter two formulations containing CMA are hybrid versions as they contain both MgO and a MA spinel phase, the latter being embedded within the CMA 72 matrix. The formulation logic is to maintain the chemical composition of the castable and the same total MA phase after sintering. The total amount of binder has been chosen to ensure that the first four castables are LCCs with a constant CaO content of 1.7%. A further variation was developed with a reduced CMA content of 10% to give a CaO content close to 1% (AM_23 CMA 10) but targeting a constant MA quantity after firing. This is shown in Table VI.
A polycarboxylate ether-based additive (Peramin® AL200) has been chosen to efficiently deflocculate the castables at a very low addition of mixing water. Both the amount of water and the Peramin AL200 were adjusted in order to achieve the same initial fluidity for all five formulations.
Experimental methods
The permanent linear change was measured after firing samples for 3 hours at the indicated test temperature. Hot modulus of rupture was determined according to European standard EN 993-7. Dried samples were heated to the test temperature at 5 K/min and then held for 30 minutes at the test temperature prior to the hot modulus measurement. All additional thermo-physical properties including porosity were studied using cylindrical samples dried at 110°C in the test furnace as specified in EN 993-8. To measure the thermal expansion, samples were heated up to 1550°C with a load of 0.05 MPa and kept at 1550°C for 1 hour before cooling to 1000°C. Then, at 1000°C a load of 0.2 MPa was applied and the samples heated up again in order to study the refractoriness under load.
The corrosion and penetration resistance against different slag compositions were tested in a laboratory-scale rotary kiln according to ASTM C874-99. Here, the test specimens were prepared using a bigger mixer than those for the physical property tests. The higher mixing energy of the larger mixer allowed a further reduction of water content to 3.9% for the alumina-spinel castables (ASp) and to 4.0% for the alumina-magnesia formulations (AM). The vibrated samples were cured at 20°C for 24 hours, then dried at 110°C and pre-fired to 1550°C for 5 hours. The specimens were installed in the pilot rotary kiln where they were heated to 1550°C again and kept at this temperature for 30 minutes prior to the first addition of 900 g of slag. Fresh slag was introduced into the kiln during the following 5 hours at 1550°C at a rate of 1.7 kg/h. The furnace rotated at a constant speed of 2½ r/min. The furnace was tilted 3° axially towards an oxyacetylene flame burner at the lower end of the kiln. The slag pellets were charged into the upper end of the kiln. In this way, the molten slag washed over the lining, finally dripping off at the lower end of the kiln. Two different slag compositions were used (Table VII), based on typical chemistries for an initial slag after tapping from the convertor (slag B) and a typical mid-treatment slag from aluminum-killed steel (slag A). The dimensions of the castable specimens were measured before and after the test to quantify the degree of wear.
Multiple corrosion tests on slag A and B were also conducted in a laboratory induction furnace. Samples of the test formulations lined the wall of the induction furnace, which was charged with steel and covered with slag. The test temperature was 1600°C. The steel contained 0.08% C, 1.9% Si, 0.3% Mn, 0.01% S, and 0.02% P. The wear was quantified by determining the ratio between the original cross-sectional area of the specimens and the cross sectional area remaining after the test. The areas were measured using image analysing software. Furthermore, SEM techniques were used to study the microstructure of the castables and to quantify the depth of penetration of the slag.
Experimental results: placing properties
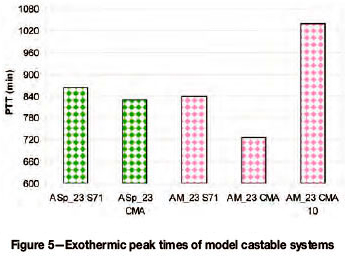
Flow decay is similar for all model systems with a working time in excess of 90 minutes (Figure 4). The ASp systems have slightly lower flow, which could be a function of the additive/water addition differing from AM systems. Both ASp formulations exhibit an exothermic peak time (PTT) at around 13-14 hours (Figure 5). AM_23 S71 also has a PTT at 14 hours, despite the higher AL200 addition of 0.15%, which is probably compensated by the higher reactivity of the free MgO. The lower AL200 dosage of 0.10 % in AM_23 CMA leads to a shorter PTT of around 12 hours. The system (AM_23 CMA 10) with the lowest binder quantity (10%) has the longest PTT time, around 16 hours, with a possible optimization as shown in a previous paper (Wörhmeyer et al., 2011).

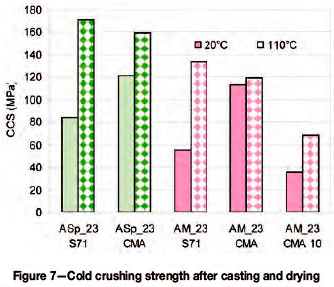
The ultrasonic curves (Figure 6) show the structural development of the various formulations over time. The development is faster for free MgO-containing castables (AM). However, the curves for the respective formulations (ASp and AM) are very close, confirming that when the two binders (CMA and Secar®71) are used at addition rates that provide the same CaO level in the castable, they exhibit very similar hydration patterns. For this reason, the AM_23 CMA10 sample with a low binder content shows a slightly slower development of structure. When cured at 20°C, the gain in green mechanical strength is higher in CMA-containing castables (Figure 7). This may be explained by the extent of hydration of the corresponding matrixes, particularly since the difference disappears after drying at 110°C. The lower CCS for the 'AM-type' formulations can be attributed to the 0.5% higher water addition required to meet the target initial flow value. In addition, AM_23 CMA10 shows the lowest strengths due to the lower active binder content with a CaO of 1% compared to 1.7% for the other systems.

Experimental results: thermo-physical castable properties
The mechanical properties, as exemplified, by the cold modulus of rupture after firing, show largely similar values (Figure 8) with the ASp formulation containing CMA displaying the highest values after firing between 800°C and 1550°C. Logically, the hybrid system with the low binder content (AM_23 CMA10) has the lowest strengths during the intermediate temperatures of 800 to 1200°C.

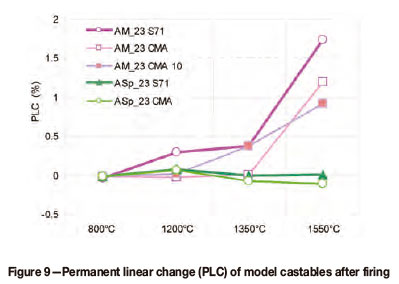
The difference between the castables with pre-formed spinel (ASp) and those with in situ spinel formation (AM) can be seen more easily in Figure 9, which shows the permanent linear change (PLC) after firing. While both ASp with CMA and S71 maintain linear stability up to the maximum temperature of 1550°C, the AM formulations with free MgO show a significant PLC after firing to 1550°C due to the in situ formation of spinel. These formulations are characterized by strong expansion after firing from 1350°C up to 1550°C. This expansion seems to start at a lower temperature for AM_23 S71 and AM_23 CMA10, probably linked to the higher free MgO content of these two formulations resulting in more in situ spinel formation. The lowest expansion for the AM formulations at elevated temperature (1350°C-1550°C) is given by AM _23 CMA 10.

The apparent porosity for the AM concretes is higher than ASp concretes and can be probably explained by the higher water content and by the difference in texture of these formulations due to the presence of MgO. The sharp increase in porosity observed between 1350°C and 1550°C is as a result of the combined expansions of CA6 and MA in the AM concretes and CA6 alone for ASp concretes. This is consistent with the PLC data in Figure. 9.
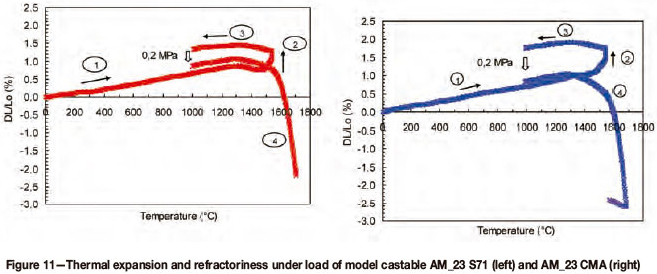
Figure 11 shows the thermal expansion and refractoriness under load of AM_23 S71 (left) and AM_23 CMA (right). Samples were heated (point 1) at 5°C/min with a constant applied load of 0.05 MPa up to 1550°C.
A dwell at this temperature was then maintained for 1 hour (point 2), after which the samples were cooled to 1000°C (point 3) and finally re-heated to 1675°C with an applied load of 0.2 MPa (point 4). After this pre-firing procedure, the application of a load of 0.2 MPa results in an excellent refractoriness under load with a T2 of 1680°C for the CMA-containing AM castable. The measurement of the thermo-physical properties (Figure 11) indicates that the permanent expansion with AM_23 CMA is lower than AM_23 S71 when a load of only 0.05 MPa is applied to the sample during the first heat-up and during 1 h soaking at 1550°C followed by cooling to 1000°C. Figure 12 shows that the hot modulus of rupture increases for both spinel castables from 1000°C up to 1550°C. This could be attributed to the strengthening of the bond linkage between CA6 and spinel grains. The silica-free castables (ASp) show very high hot modulus of rupture (HMOR) between 1000°C and 1550°C. This is in contrast to the MgO-containing castables (AM), where an increase in temperature results in a noticeable decrease in the modulus of rupture, which is associated mainly with the formation of a large amount of glassy phase at temperature. The values are quite low in the case of AM_23 S71 and AM_23 CMA at 1350°C and 1550°C respectively, due to the silica content.
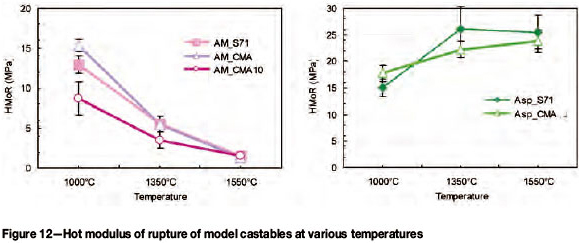
However, the lower permanent expansion of AM_23 CMA and the presence of the microcrystalline spinel in CMA indicate that optimization of this formulation with respect to silica and periclase content could improve the hot properties, i.e. reducing the silica content to obtain an equivalent PLC to the reference system will boost the HMOR value.
Castable microstructure
SEM micrographs of polished matrix samples fired at 1550°C are shown in Figure 13. These matrix samples were derived from the castable formulations given in Table II after the removal of any aggregate coarser than 300 µm. The micrographs clearly show that the pores in the CAC-containing matrixes are significantly larger than the pores in the CMA-containing matrixes.
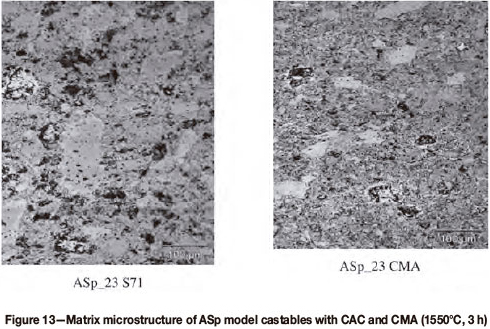
Furthermore, in the latter case the microcrystalline phases of spinel and calcium aluminate appear to be more homogeneously distributed. For the CAC matrices, a certain area in the microstructure is occupied by calcium aluminates alone, but the corresponding area in the CMA-containing matrixes is occupied by ultra-fine spinel and calcium aluminate phases (Wörhmeyer et al., 2011).
Thermo-chemical castable properties
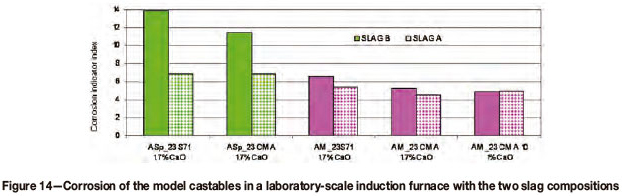
The ASp CMA -containing castables achieve both better corrosion and penetration resistance. The performance of AM castables containing CMA depends more upon the type of slag, with corrosion resistance being better when slag B is used. In the induction furnace, the corrosion of the CMA-containing mixes was around 50% lower than the CAC-containing reference mixes. The castables based on CMA resisted both of the slags tested better than the CAC-containing formulations (Figure 14).
A similar trend can be seen in the results from the rotary kiln tests (Figure 15), where ASp_23 CMA showed improved corrosion resistance (approx. 20%) over ASp_23 S71. AM_23 CMA also showed improvements in corrosion resistance of a similar magnitude over AM_23 S71. In all cases, the iron oxide-rich slag B caused more corrosion than slag A. CMA-based castable AM_23 CMA showed the highest resistance to wear and the lowest corrosion with the typical ladle slag A. The most corrosion resistant solution with respect to both slags was the AM_23 CMA 10 formulation with a reduced CaO content. This indicates interesting options for further optimization around a hybrid system, with in this case around 30% of the MgO content being derived from the CMA binder compared to 55% in the case of AM_23 CMA.

Castable penetration by the aluminum-killed ladle slag (B) (Figure16) was reduced significantly with ASp and AM systems when CMA was used. The differences were less evident when the slag A was used. This is most visible in the case of the AM and hybrid castable types. The alumina spinel castable with CMA (ASp_23 CMA) shows the biggest overall reduction in slag penetration, with around 50% reduction in penetration relative to the reference CAC system. This is true even with the iron-rich slag B. This improved resistance to slag penetration could be significant for functional precast products where adhering slag and steel is often cleaned from the working surface by oxygen lance. This cleaning method creates very aggressive iron-rich slags that could be resisted more effectively by CMA-containing formulations.
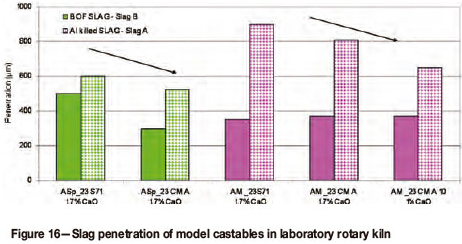
The higher corrosion resistance and lower slag penetration for CMA based castables have been explained (Auvray et al., 2012) through a mechanism linked to the unique microstructure and the homogeneous distribution of microcrystalline spinel, which is more resistant to a progressive slag attack.
Conclusions and future perspectives
The review of the recent advances in aluminate binders and additives for monolithic castables indicates a number of areas where future developments can further enhance the usage value of high-performance monolithics.
Novel calcium aluminate-containing products can not only provide the binder function in a castable formulation, but also enhance the final refractory performance as measured by corrosion resistance. Laboratory evaluations of CMA, the new calcium magnesium aluminate cement, have shown possible routes as to how castables with enhanced durability in terms of corrosion resistance can be developed. This is due in part to CMA providing a mechanism to enhance the homogeneous distribution of the microcrystalline spinel within the castable matrix, which increases the in situ life of both spinel-containing and spinel-forming castables. Formulations can be developed either around pre-formed alumina-spinel or hybrid systems containing both magnesia and alumina spinel. Tests are continuing to evaluate and optimize the impact of fume silica on the thermo-mechanical properties of alumina-magnesia systems. Optimization of the binder content and other formulation variables will provide a comprehensive picture of the application possibilities for CMA 72. Early results from multiple field trials in a variety of steel/slag contact applications have confirmed these laboratory results.
The choice of calcium aluminate bonded castables by refractory manufacturers has grown significantly over the last decades. Today, castables are selected both for ultimate performance and ease of installation coupled with reduced risk of installation failure. The single biggest advantage of CAC for castables lies in its flexibility, which allows a multitude of castable types and installation technologies to be developed. The basic properties of cold as well as hot cohesion can be easily achieved with calcium aluminate cement bonded systems. This is coupled with a choice of installation robustness versus installed characteristics and performance. No other bond system is able to offer such options. The selection of calcium aluminate cement must be considered carefully in the quest to optimize performance and installation success. There must be a continuing evolution in the quality of the CAC characteristics to meet the exacting demands of refractory formulations. For further progress to be made, simultaneous development of the castable and the bond system is needed. This can lead to improvements in robustness and the quest for iso-set castables irrespective of ambient temperature, more rapid hardening, and quicker and more reliable de-moulding coupled with an ability to dry out more quickly without risk. These developments will surely fuel the growth of castables and their potential replacement for other types of refractories
Acknowledgements
We would like to thank the Kerneos laboratories in France and China, Wuhan University of Science and Technology (China), the ITMA Institute (Spain), the ICAR Institute (France), and the BCMC Institute (Belgium) for their support of this study.
References
Alt, C., Wong, L., and Parr, C. 2003. Measuring castable rheology by exothermic profile. Refractories Applications and News, vol. 8, no. 2. pp. 15-18. [ Links ]
Arnould, J. 1922. Un ciment hydraulique réfractaire. Chimie et Industrie, vol. 15, no. 2. [ Links ]
Assis, G., Parr, C., Li, S., and Fryda, H. 2011. Castables with improved corrosion resistance for steelmaking applications. Proceedings of the Unified International Technical Conference on Refractories (UNITECR). [ Links ]
Auvray, J.M., Wohrmeyer, C., Parr, C., and Fryda, H. 2012. New spinel containing calcium aluminate cement for corrosion resistant castables. Proceedings of the International Conference on Refractories, Aachen pp. 103-108. [ Links ]
Bier, T., Parr, C., Revais, C., and Vialle, M. 2000. Spinel forming castables: physical and chemical mechanisms during drying. Refractories Application, vol. 4. pp. 3-4. [ Links ]
Braniski, A., Jonescu, T., and Deica, N. 1969, Ciments Réfractaires Alumineux, Romania Patent (PV no. 145.441, No 1575633). [ Links ]
Cassens, N. Jr., Steinke, R.A., and Videtto, R.B. 1997. Shotcreting self-flow refractory castables. Proceedings of the Unified International Technical Conference on Refractories (UNITECR) 1997, New Orleans, USA. pp. 531-544. [ Links ]
Clavaud, B., Kiehl, J.P., and Radal, J.P. 1984. A new generation of low cement castables. New Developments in Monolithic Refractories in Advances in Ceramics. American Ceramic Society. [ Links ]
De Aza, A.H., Pena, P., and De Aza, S. 1999. Ternary system Al2O3-MgO-CaO. Paper I. Journal of the American Ceramic Society, vol 82, no. 8. [ Links ]
Deville, H.S-C. 1856. Deville, -On the compositions of different alloys. Ann; Phys. Chim., vol. 46, no. 3. [ Links ]
Dott, K.H. 2008. Monolithic ladle lining at SSAB Tunnplát in Luleá, Sweden. RHI Bulletin, vol. 1. pp. 34-37. [ Links ]
Falaschi, J.P., Parr, C., Fryda, F., and Touzo, B 1999. Liant du type clinker. Utilisation et procede de fabrication d'un tel liant. Demand de brevet d'invention. FR2788762A1. [ Links ]
Feng, D., Chen, M., and Fao, G. 2007. Preparation and application of aluminate cements containing magnesia-alumina spinel. J. Naihuo Cailiao, vol. 41, no. 1 [ Links ]
Fryda, H., Scrivener, K., Bier, Th., and Espinosa, B. 1997. Relation between setting properties of low cement castables and interactions within the binder system (CAC-fillers-additives-water. Proceedings of the Unified International Technical Conference on Refractories (UNITECR) 1997, New orleans, USA, vol. 3. pp. 1315-1323. [ Links ]
FüLLMAN, T., Walenta, G., Bier, T., Espinosa, B., and Scrivener, K.L. 1999. World Cement Research, June. pp. 91-96. [ Links ]
Kanatani, T. and Y. Imaiida, Y. 1993.Application of an alumina-spinel castable to the teeming ladle for stainless steelmaking. Proceedings of the Unified International Technical Conference on Refractories (UNITECR) 1993. pp. 1255-1266. [ Links ]
Kerneos. 1969. Refractory concretes based upon Secar® 250 and Fondu® Lafarge. Brochure, SECAR. [ Links ]
Kiehl, J.P., Jost, V., and Clavaud, B.A. 1976-1978. Low lime content hydraulic cements and concretes which contain them. US patent 4111711, Sep. 5, 1978 (French patent application nos. 7622344 (1976) and 7714717 (1977). [ Links ]
Ko, Y.C. Development and production of Al2O3-MgO and Al2O3-spinel castables for steel ladles. Mining and Metallurgy (Taipei), vol. 47, no. 1. pp. 132-140. [ Links ]
Koya, Y. and Sasagawa, Y. 1996. Denki Kagaku Kôgyô Ltd. Japanese patent (HEI 8-198649). [ Links ]
Lankard, D.R. 1984. Evolution of monolithic refractory technology in the United States. New Developments in Monolithic Refractories. Advances in Ceramics, vol. 13. pp. 46-66. [ Links ]
Lee, W., Vierira, W., Zhang, S., Ahari, K., Sarpoolaky, H., and Parr, C. 2001. Castable refractory concretes. International Materials Review, vol. 46, no. 3. pp. 145-167. [ Links ]
Nagai, B. 1987. Recent advances in castable refractories in Japan. Taikabutsu Overseas, vol. 9, no. 1. pp. 2-9. [ Links ]
Nakashima, M., Isobe, T., and Itose, S. 2000. Improvement in corrosion of alumina-spinel castable by adding ultra fine spinel powder. Taikabutsu, vol. 52, no. 2. pp. 65-72. [ Links ]
Parr, C. and Wöhrmeyer, C. 2007. A new insight into the matrix interactions of deflocculated castables which control placing and setting properties. Proceedings of the Unified International Technical Conference on Refractories (UNITECR) 2007, Dresden, Germany. [ Links ]
Prost, L. and Pauilliac, A. 1969. French patent application no. 6934405. Hydraulically setting refractory compositions. [ Links ]
Robson, T.D. 1978. Refractory concretes: past, present, and future. Refractory Concrete. American Concrete Institute, Detroit. pp. 1-10. [ Links ]
Simonin, F., Wõhrmeyer, Ch., and Parr, C. 2005. A new method for assessing calcium aluminate ccements. Proceedings of the Unified International Technical Conference on Refractories (UNITECR) 2005, Orlando, USA, 2005. [ Links ]
Soc. J&A. Pavin de Lafarge. 1908. Method of Production of cement, French patent applications 320290, 391454. [ Links ]
Wörhmeyer, C., Parr, C., and Fryda, F. 2011. New spinel containing calcium aluminate cement for corrosion resistant castables. Proceedings of the Unified International Technical Conference on Refractories (UNITECR) 2011. [ Links ]
Yamamura, T., Nishi, T., and Yahabashi, G. 1990. Development of alumina-spinel castables for steel ladles. Taikabutsu, vol. 42, no. 8. pp. 427-434. [ Links ]
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN 2225-6253.
This paper was first presented at the, Refractories 2013 Conference, 23-24 April 2013, Misty Hills Country Hotel and Conference Centre, Cradle of Humankind, Muldersdrift, South Africa.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}