










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 n.7 Johannesburg Jan. 2013
CONFERENCE PAPERS
DIAMONDS—SOURCE TO USE 2013
The mine planning process for an open-pit diamond mining operation - a case study on Letseng diamond mine in Lesotho
A. Madowe
Mine Planning Engineer, Letseng Diamond Mine
ABSTRACT
This paper discusses the mine planning process for Letseng diamond mine in the Kingdom of Lesotho, in conjunction with the various software packages used during the process. The major pillars of the long-term mine planning process at Letseng are pit optimization followed by pit design and scheduling. Letseng uses Gemcom Whittle and GEMS for pit optimization and design and Runge XPAC for scheduling. The output of the mine planning process results in the generation of published mineral reserves and provides input into the Letseng overall business plan. The process of defining the key inputs for the entire mine planning process is discussed, which covers:
► Slope design as an input
► Diamond price inputs
► Operating and capital cost inputs
► Generation of pit shells
► Selection of an optimum pit shell and interim cutbacks using operational scenarios
► Sensitivity analysis on the selected optimum pit shell.
► Slope design criteria in the detailed design
► Split shell vs concentric pit design
► Practical mining widths to determine cutback design
► Pit design process in the GEMS software package.
► Development of scheduling scenarios in the XPAC software package
► Planning through mining production bottlenecks.
► Company-level NPV model
► Comparing scenarios and input of the different schedule scenarios into the company NPV model.
Keywords: pit optimisation, mine planning, pit shell, recovery, dilution, revenue factor, pit design, split shell, sensitivity analysis, scheduling, production bottleneck, NPV, discounted cashflow.
Introduction
Background to the organization
Letseng Diamonds (Pty) Ltd is a mining operation situated in the Kingdom of Lesotho (Figures 1 and 2). Gem Diamonds is the majority shareholder (70%), with the remaining 30% shareholding held by the government of Lesotho. The mine processes ore from two kimberlite pipes, the Main and Satellite, both bearing extremely low-grade ore (under two carats per hundred tons). Letseng mines and treats 5.8 Mt of ore annually through two recovery plants. A further 1.2 Mt is mined and treated by a contractor through a separate plant. The combined tonnage produces about 100 000 carats per annum. Approximately 18 Mt of waste is mined annually.

Letseng employs a conventional open-pit mining method consisting of drilling and blasting, loading, hauling, and other ancillary activities. Mining and ore treatment are on a continuous shift cycle.
The Letseng process plants utilize a process flow sheet consisting of a primary crusher, scrubbers, screens, secondary and tertiary crushers, and pump- and gravity-fed dense media separation (DMS) modules. DMS concentrates from both plants are fed through Flow-sort X-ray machines, which detect the fluorescent property of diamonds.
Letseng is famous for its large, top-quality diamonds, with the highest percentage of large (+10.8 carat) diamonds of any kimberlite mine, making it the highest dollar value per carat kimberlite diamond mine in the world. Letseng's production is characterized by a uniquely high proportion of D colour type II diamonds, which are the purest form of diamonds. Historic diamonds from Letseng include five of the twenty largest diamonds in the world - 550, 478, 603, 493, and 601 carats.
Geology
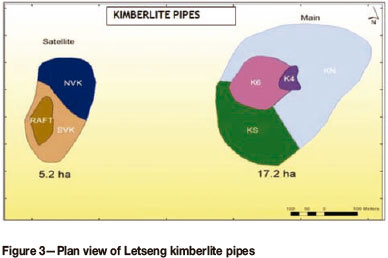
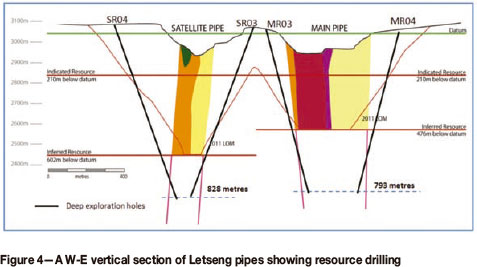
The two kimberlite pipes (the 'Main Pipe' and the 'Satellite Pipe') are adjacent to each other, with cone-shaped sections to vertical depths of 456 m and 602 m respectively. A plan view of the two pipes is shown in Figure 3. A 2012 resource extension drilling program has increased the confirmed vertical depth of the kimberlite pipes to 793 m and 828 m for the Main and Satellite pipes respectively (Figure 4). The surface expression of the Satellite Pipe is approximately 5 ha, including a large basalt raft. The Satellite Pipe is comprised of two facies of kimberlite, namely North Volcaniclastic Kimberlite ('NVK') and South Volcaniclastic Kimberlite ('SVK'). The Main Pipe surface area is approximately 17 ha, consisting, of four kimberlite facies, namely KNorth, KSouth, K6, and K4. Letseng's pipes are primary vertical kimberlite pipes hosted in unweathered basaltic lavas. These kimberlites have sharp contacts with the basalt country rock and are characteristically carrot-shaped in section comprising volatile-rich, potassic, and ultrabasic igneous rock. The kimberlites have an inequigranular texture that results from phenocrysts and xenoliths being set in a fine-grained matrix.
Geotechnical summary
The basalt host rock at Letseng mine is generally competent, displaying relatively widely spaced joint sets. The Letseng mine geotechnical properties have been characterized through both oriented core drilling and in-pit mapping. The basalt rock mass rating (RMR) ranges between 61 and 78 with the kimberlite RMR ranging between 50 and 74, resulting in the ranking of basalt as good rock while kimberlite is ranked fair to good (Bieniawaski, 1989).
Mine planning input parameters
At the beginning of the mine planning process a 'Mine Planning Input Parameters' document is created as a repository of the design and planning parameters. Below is a list of the parameters detailed in the document:
Description of the latest geological block model that defines the grades and tonnage of the various rock types in and around the deposit
The mine planning process for an open-pit diamond mining operation
is the cutback width that allows the selected fleet to operate efficiently in the area provided)
These input parameters are agreed upon by management, after which the Mine Planning Input Parameters document is signed off. These inputs are then used to generate pit shells and to select the optimized pit shell, which is then used for detailed pit design and scheduling. Pit optimization is a technique applied on a mineral deposit to estimate the shape and extent of a potential ore reserve. The optimization strategy applied by Gemcom Whittle software is to find the optimum final pit shell that will maximize NPV while meeting a selected set of production constraints. Advancements in Whittle have enabled estimation of a project's NPV by the application of discount factors to cash flows generated in the different mining periods through the use of its scheduling functionality. The steps in the optimization, design, and planning process are described below.
Generation of pit shells
Pit slope design
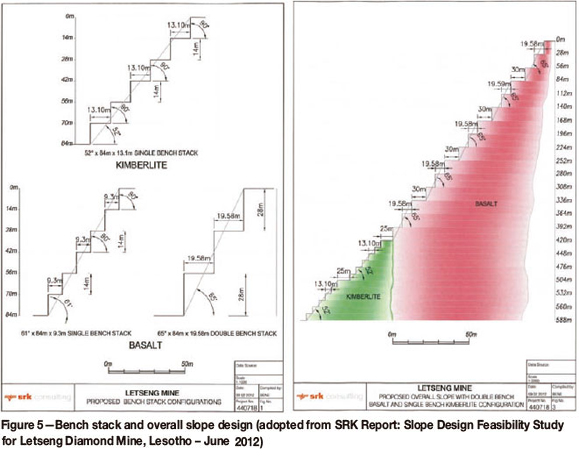
The various ore and waste rock types at Letseng are divided into geotechnical domains with similar geological, structural, and material property characteristics. For each domain, potential failure modes are assessed, and designs for bench layouts, stack heights, and overall pit slopes are based on the required acceptance levels for the Factor of Safety (FOS) and Probability of Failure (POF). Overall slope angles that include provisions for haul roads at Letseng were calculated as 51 degrees for basalt and 47 degrees for kimberlite (Figure 5). These overall slope angles were applied to the respective rock types in Whittle for the generation of slope files.
Generation of pit shells
Whittle generates a number of pit shells from which, based on various operating scenarios, an optimum pit shell is then selected. Usually up to around 50 pit shells will be generated during this step. The following is a list of input parameters used for generation of pit shells:
At this stage only the diamond prices and operating costs for the current year are applied. Whittle mines the pit as if the mining occurs in a single year, hence neither the discount factor, capital, nor the mining and processing schedules are applied at this stage.
Ore is selected by a cash flow method that compares the cash flow that would be generated by processing a block versus mining it as waste. If processing the block brings a higher return, the block is treated as ore, otherwise it is treated as waste. A range of pit shells is generated by applying revenue factors (RFs) on the diamond price, typically ranging from 0.3 to 2 times the base price. Smaller RF pits are used in the optimization process to determine possible intermediate pushbacks as well as the best position to start mining (i.e. where revenue is lowest, Whittle will select the optimal point from where to start the pit). Higher RF pits are used to determine possible pit expansions, guiding the future placement of major surface infrastructure such as plants, workshops, slimes dams and waste dumps.
Mining costs
The mining functions at Letseng are carried out by contractors accounting for more than 70% of the total mining cost. Unit mining costs for ore are higher than those of waste owing to a tighter blast pattern for ore, resulting in higher powder factors and higher drilled metres. A mining cost adjustment factor (MCAF) for each block is set as a formula in Whittle to dynamically calculate the mining cost of a block in relation to its bench elevation during optimization. The mining cost depth escalation factor is currently US 1.6 cents per bench (bench height is 14 m).
Processing costs
The Letseng processing plants are also contractor-operated. Treatment costs comprise the contractor labour rates, power, spares, and consumables per ton.
Overhead costs
Overhead (fixed) costs for Letseng mine mainly include senior management salaries, costs associated with running the mine site, and administration staff and offices costs. Overhead costs are expressed as time-related costs in Whittle. That is, time costs are those costs whose quantum is not governed by production levels. These time-related costs are handled implicitly by allocating them to the mining, processing, or market, whichever limits production (the bottleneck). At Letseng mine, production is limited by the processing plants, hence the time costs were expressed per ton of ore processed.
The processing cost applied in Whittle was computed using the formula:
Processing costWhittle = Processing cost + (Ore mining cost - Waste mining cost) + Overhead costs.
Selling costs
Letseng mine is obligated to a government royalty payment of 8% of the revenue from the sales of diamonds, while the marketing and selling costs account for 1.5% of the revenue. A cost factor of 9.5% is therefore applied to the dollars per carat as a selling cost in Whittle.
Processing recovery
A plant recovery factor of 95% is applied on the modelled grade to determine the recovered grade.
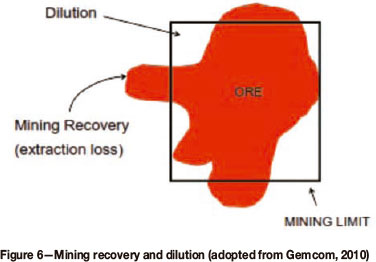
Mining dilution and mining recovery
Mining dilution and mining recovery factors are applied in Whittle to develop an appropriate mine call factor for converting a geological block model into a mining model. Mining dilution refers to the proportion of waste that is taken to the processing plant, while mining recovery refers to the ore not selectively mined but taken to waste (Figure 6). The Letseng kimberlite pipes have sharp, near-vertical contacts with the basalt host rock. This enables accurate laying out of blast patterns to separate ore and waste on mining blocks, resulting in a reasonably low dilution and high ore recovery in the pits.
The result of this stage is the output of a number of pit shells, normally up to around 50 based on a range of revenue factors. From here an optimum pit shell is selected based on a particular operating scenario.
Selection of an optimum ultimate pit shell and interim cutbacks
All the pit shells generated in the previous step have a true dollar value which can be calculated only if the timing of the extraction of each block is known, which is made possible by applying discount factors to the respective costs and revenues to take into account the time value of the selected mining scenario. All the input parameters used in the generation of pit shells as well as period variations to the prices and costs are applied in the selection of the optimum pit and interim cutbacks as part of the Whittle optimization process. The additional inputs used in this stage are outlined below.
Capital costs
Capital costs for Letseng comprise the SIB capital and expansion capital. In order to accurately model the NPV of each scenario, the SIB and expansion capital are treated as time costs in Whittle, expressed in the year in which the money is projected to be spent. This enables the comparison of expansion and non-expansion scenarios on an NPV basis.
Diamond price escalation
The company's estimate of future escalation in diamond prices is added as an input at this stage in order to calculate future revenue streams based on the mining scenarios.
Cost escalation
Unit costs and overhead costs are determined for future years. These costs will be determined from departmental budgets estimated on-mine and future escalation indices applied for periods beyond the budget time-frame (depending on whether a real or nominal modelling approach is selected).
Mining, processing, and selling limits
Maximum throughput rates for mining, processing, and selling are defined for use in the life-of-mine scheduling to determine what may be mined, processed, or sold in each period. Only the mining and processing limits are defined for the planning optimization as it has been determined that selling will not be a limiting factor for Letseng.
Discount factor
A discount rate of 8% is used in the Letseng mining cashflow schedule, which is based on the following;
Selection of the optimal pit shell
The optimum shell is selected by using sequencing and scheduling and including the additional inputs described above. Whittle generates three types of schedules, namely: best, specified, and worst case (Figure 7). The worst case mines the selected pit top-down, bench by bench. Higher amounts of waste are therefore mined in the earlier years of the schedule, thereby significantly reducing the NPV, although it is the easiest way to mine. The best case schedule mines the pit shells generated in sequence starting from the smallest to the final pit, thereby creating a best case schedule, although in most cases it will be impractical to mine due to inadequate mining width coupled with high mining advance rates.
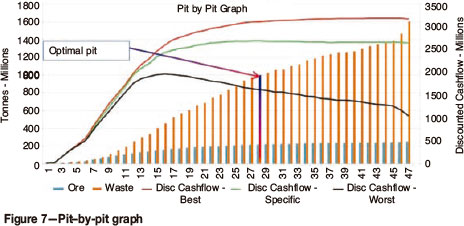
The specified case is generated by specifying intermediate cutbacks that meet production constraints such as mining width and advance rates while exposing appropriate volumes of ore. The amount of ore in each cutback then determines the amount of time available for stripping the succeeding cutback based on the required plant production rate. Narrow cutbacks will result in a better NPV (due to lower waste stripping requirements) at the expense of the mine requiring high mining advance rates to maintain plant production. Cutbacks that are too wide result in high waste stripping in earlier years, which reduces project NPV. Therefore a cutback width must be selected that optimizes the combination of ore exposure, mining advance rate, and waste stripping rates. In this particular example, Pit 28, which has the highest discounted cash flow on the specified case, was chosen as the optimal pit (Figure 7). This pit then determines the total ore and waste that will be mined over the expected life of mine.
The choice of interim cutbacks within this selected optimum pit shell is refined by means of scheduling involving:
Sensitivity analysis on the selected ultimate pit shell
Sensitivity analysis is normally done on the selected pit shell and associated NPV by measuring the change in NPV at each variation to an input parameter (Figure 8). Sensitivity analysis allows for the reduction in project risk by enabling mine planners and management to take measures that alleviate the risk associated with those parameters that the project is most sensitive to.
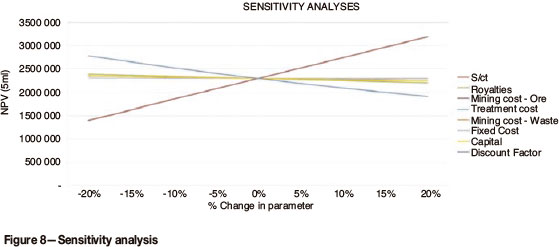
Sensitivity analysis also allows management to investigate where opportunities may exist to improve various inputs if a material increase in NPV results. For example, if increasing plant recovery results in a substantial increase in value, it may be worth spending capital on plant upgrades to realize this benefit.
Detailed pit design
Pit design in GEMS
Detailed pit design starts with the importation of the optimum pit shell and selected interim cutbacks from the Whittle optimization into the Gemcom GEMS software package. The Whittle shell is displayed in GEMS during the detailed pit design process to assist the mine planners to keep their design as close as possible to the previously selected optimum pit outline.
Letseng mine utilizes 14 m benches and the berm width and batter angles are defined in accordance with the geotechnical recommendations (Figure 5). The haul road designs are incorporated into overall ramp and switchback designs, leaving GEMS to compute the final pit slope angles. The pit design follows a top-down approach to ensure proper placement of ramp entrance and exit positions.
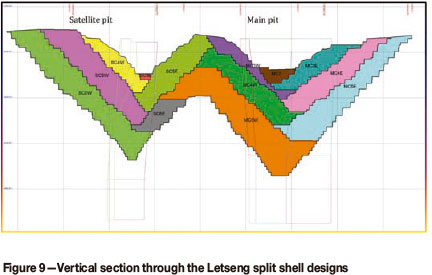
Split shell design
Letseng mine employs a split shell design method. The split shell concept involves splitting a waste cut along an axis and mining it in two halves on opposite sides of the pit. The determination of the split axis is based on the geometry of the orebody and the value distribution within the orebody.
Advantages of split shell design:
Disadvantages of split shell design:
A representative section of the Main and Satellite pits is shown in Figure 9, indicating the various cutbacks and split shell configuration for the current life-of-mine plan.
Slope design criteria in the detailed design
The slope design criteria are as per the approved slope design parameters as depicted in Figure 5 and discussed earlier.
Practical mining widths to determine cutback design
The correct push-back distance (i.e. cutback width) is determined by a number of factors such as mining fleet equipment size, final planned pit depth, production rate, and ramp geometry. Market confidence is also a factor in determining mining widths, and is a calculated risk that the management team must take (Gallagher and Kear, 2001). Here a view must be taken on the amount of ore that is exposed in a particular cutback considering the amount of waste that must be stripped to expose that ore. If the market outlook is positive then a large cutback (with large amounts of waste stripping) may be planned, exposing a relatively larger amount of ore. Conversely, the opposite may apply if market confidence is low. These factors also need to be considered when sizing and determining the split-shell axis.
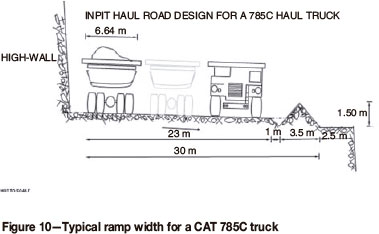
Haul road design
A typical haul road design consists of a running surface for the trucks, a drain, safety berm, and an open edge (Figure 10). The running surface is typically 3.5 times the width of the truck to allow for adequate space between the trucks and a safe distance from the highwall. A safety berm is normally half the height of the truck tyre diameter and is aimed at preventing trucks from inadvertently driving over the pit edge in case of slippery conditions or any mishaps during hauling operations. The open edge allows for possible crest damage due to blasting. Ramp inclination is typically 10% (1:10).
Scheduling
Development of scheduling scenarios in XPAC
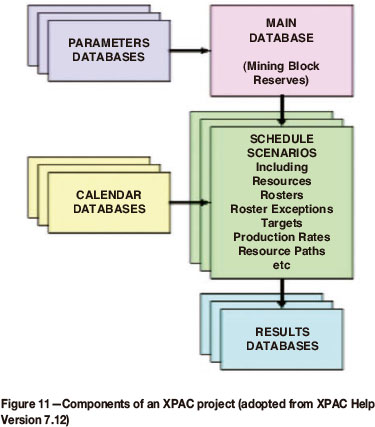
Once the detailed pit design is completed, scheduling of the design takes place according to planned ore production rates. XPAC scheduling software from Runge is used at Letseng. This is a customizable reserves database program that is used to generate accurate production schedules. It has the functionality to create a 3D representation of the scheduled deposit.
At Letseng the block model data constrained by the previously designed cutbacks is imported into the XPAC main database from the GEMS block model. The components of an XPAC project are illustrated in Figure 11. Data in the main database is stored in a hierarchical level fashion; Letseng hierarchy is pit, cut, bench, and block. Hauling distances, truck and shovel cycle times, and idling and waiting times are stored in a parameters database. Calendar databases are used for storing schedule constraints that vary by time; for example various annual production targets, equipment availabilities, and fleet sizes. The mining sequence is developed using a set of automated rules such as block successor and predecessor rules and dependencies between mining blocks. Scheduled scenarios are then developed using different calendar databases where production targets are varied in accordance with various business objectives. Schedule results generated in XPAC are displayed using various customized Excel-based reports.
Planning through mining production bottlenecks
A mining bottleneck is a stage at which the ore from a certain cutback is approaching the point of exhaustion and the next cutback must have exposed enough ore to sustain the planned production rate.
Bottleneck calculations determine the annual waste tonnage required to ensure that smooth uninterrupted mining cut transitions are planned at the correct rate such that ore feed to the plant is not at risk. This involves a process of calculating the operating life of the mining cut based on annual plant treatment rate and then reducing this life by a six-month period (as selected by management in this case) to provide a degree of contingency in exposed ore. From this calculation and timing, the annual waste tonnage rate per mining cut is determined.
An example - Main Pit Cut 3E bottleneck calculations
Main Pit ore was being mined from Cut 2 (MC2 - see Figure 9), after which ore would be mined from Cut 3 East (MC3E). Stripping in MC3E started in 2011, reaching the mining bottleneck in 2013 (Figure 12 and Table I). The planned ore production rate is 460 000 t/month.
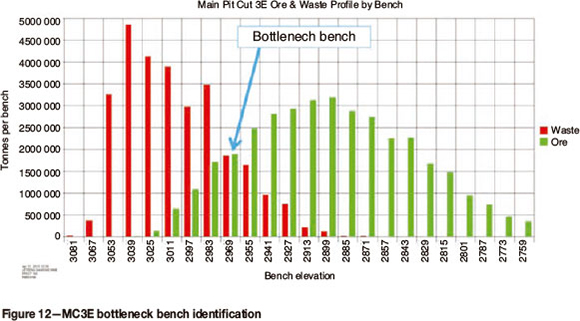
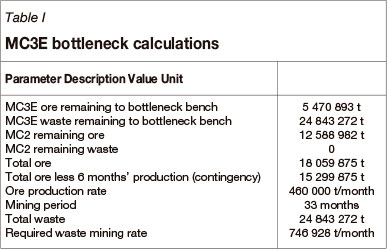
Therefore in order to pass the bottleneck without an ore supply hiatus, waste from the Main Pit (MC3E) has to be mined at 746 928 t/month. These bottleneck calculations are done for the succeeding cutbacks to determine waste mining targets for use in the overall scheduling process.
Comparing scenarios and selecting a final mining plan for input into the company's business plan
The various schedule scenarios are input into the company's financial model (including tax calculations, which are not included in the Whittle optimizations) for the computation of annual cash flows and NPV. The overarching business planning objective at Letseng Mine is the maximization of NPV while remaining cognisant of annual cash flows. The scenario that gives the most optimum combination of:
Conclusion
The major pillars of the mine planning process at Letseng -pit optimization, pit design, and scheduling - that constitute the strategic mine planning process have enhanced the longterm viability of the mine. The success of the mine planning process in delivering the most optimum mine plan hinges on the inputs of various specialists who provide the technical and financial parameters used in the process. The planning and design software packages used at Letseng enable various scenarios to be compiled relatively quickly based on the various operating strategies envisaged at the mine. These scenarios are then modelled and analysed at the company level in order to select the appropriate mine plan depending on the prevailing economic conditions and future outlook.
Acknowledgements
Thanks must go to Letseng management for permission to publish this paper.
References
Bieniawaski, Z.T. 1989. Engineering Rock Mass Classifications. Wiley-Interscience. [ Links ]
Gallagher, M. and Kear, R. (2001). Split shell open design concept applied at De Beers Venetia Mine South Africa using the Whittle and Gemcom software. Journal of the Southern African Institute of Mining and Metallurgy, vol. 101, no. 8, Nov./Dec., 2001. pp. 401-408. [ Links ]
Gemcom Software. 2010. Strategic Mine Planning. [ Links ]
Bristol, R. et al. 2008. Whittle Strategic Mine Planning. GEMCOM. [ Links ]
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN 2225-6253.
This paper was first presented at the, Diamonds-Source to Use 2013 Conference, 12-13 March 2013, Misty Hills Country Hotel and Conference Centre, Cradle of Humankind, Muldersdrift, South Africa.

