










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 n.6 Johannesburg Jun. 2013
Start-up slags for producing magnesium from dolomite ore in a Magnethermic reactor
I.M. Morsi; H.H. Ali
Central Metallurgical Research and Development Institute (CMRDI)
SYNOPSIS
The present study investigates the feasibility of using some materials as start-up slags for the extraction of magnesium metal from Egyptian dolomite ores by the Magnethermic technique. The reduction of roasted dolomite (dolime) takes place in a closed evacuated electric arc furnace (small Magnetherm reactor) using ferrosilicon as a reducing agent and liquid start-up slag as a reduction bath under an inert atmosphere. The operational parameters affecting the stabilization of the start-up slag composition and the extraction of magnesium such as reducing agent stoichiometry, reduction temperature, and time were investigated. The dolomitic charge was in the form of sintered briquettes. The charge was reduced under an argon atmosphere in the Magnetherm reactor for constant period and constant temperature. The results showed that the clinker can be used as a start-up slag for the magnethermic process. Also, the optimum conditions for the extraction process were found at 2XSi stoichiometry to give maximum reduction of 80% after 15 minutes reduction time at a temperature of 1550°C. XRD and XRF measurements were used to determine the phases present and the extent of reduction of magnesium, respectively.
Keywords: magnesium, dolomite ore, magnetherm, magnetherm reactor, silicothermic reduction.
Introduction
Industrially, magnesium is produced by several processes, including both electrolytic (Fisher, 1978; Sharma, 1996; Sohin and Syhely, 1992) and pyrometallurgical techniques. The pyrometallurgical techniques may be subdivided into carbothermic (Yücel , Yiğit, and Derinc, 2005; Brooks et cel., 2006; Emley, 1966; Bodenstein et cel., 1985) and metallothermic reduction techniques. The most important metallothermic technique involves the reduction of magnesium oxide by a silicothermic process in which silicon (usually in the form of ferrosilicon) is used as a reducing agent. This process may be carried out in special reactors - either externally heated retorts (the Pidgeon process) (Pidgeon, 1944, 1946; Pidgeon and Alexander, 1944; Pidgeon and King, 1948; Morsi et cel., 2002), or internally heated electric arc furnaces (the Magnetherm process) (Oliveira, 1972; Trocme, 1971; Wafers, 1963; Christini, 1980; Bonfils et cel., 1980). The Magnetherm process is regarded as the development of the Pidgeon process toward the commercial mass production of magnesium at a high rate.
The Magnetherm process involves the reaction between a metallic reducing agent (usually silicon) and magnesium oxide in presence of a liquid mixture of oxides in the reaction zone, which is heated by the electrical resistance of this oxide mixture. In this process, the magnesium-bearing materials (roasted natural dolomite or roasted synthetic dolomite) are reduced at elevated temperature under a high degree of vacuum or under an inert atmosphere so as to produce magnesium vapour, which is then condensed to a liquid or solid state.
The start-up slags usually used as the reaction bath for the Magnethermic process are prepared from mixtures of reagent-grade oxides and carbonates (MacLaren and White, 2003). The powders are formed into pellets and consolidated by heating slowly through the temperature range 600-1000°C.
These start-up materials for commercial magnesium production are composed of different ratios of basic and acidic oxides, which can be approximately described by quaternary CaO-SiO2-Al2O3-MgO systems (Cameron, 1992). These materials must serve in their molten state as an element possessing electric resistance and, because of the heat-producing 'Joule effect', function as an internal heat source. They are not homogeneous at the operating temperature of about 1550°C, and are not fully molten but contain about 40% solids as dicalcium silicates.
The choice of start-up slag composition depends on the type and the composition of the charge recipes used in the magnesium production process. For dolime-based recipes, the main slag constituent is dicalcium silicate, which can be processed at temperatures from 1550-1750°C (Christini, 1995). For magnesia-based recipes, where the operating temperature is 1700-1800°C (Cameron, 1992), the main slag constituents are dimagnesium silicates.
In the traditional Magnethermic processes (Matsushima et al., 1977), the raw materials (dolime and ferrosilicon) are introduced to the electric arc furnace in form of granular particles from 5 mm to 15 mm in diameter. The granular dolime fed into the furnace dissolves in a multi-component molten slag and the MgO reacts with the granular ferrosilicon, which is introduced separately, according to Equation [1]:

The equilibrium pressure of magnesium vapour should be thermodynamically stable under the conditions of Equation [1], so that the MgO content in the molten slag is maintained at a high enough level. However, this is difficult to achieve in practice because it needs an increase in the melting point of the slag to more than about 1700°C.
In some Magnethermic furnaces (Matsushima et al., 1977) the charges of dolime and ferrosilicon are mixed and used in the form of briquettes that float on the surface of slag until the reduction process is completed, after which they sink in the slag. This new process variation presented the opportunity to carry out the extraction process at a lower temperature of about 1520°C. In this system, the briquettes are floated on the surface of the molten slag until the reduction process is completed before melting down in the slag. It is therefore necessary to establish the techniques to follow in order to maximize the rate of reduction of dolime so as to obtain the maximum evolution of magnesium from the floated briquettes in a short time.
The aim of this work is to investigate alternative start-up slag recipes that could be used as a primary reaction bath for floating-regime dolomitic charges in the Magnethermic-type reactors, instead of slag prepared from pure oxides. In addition, this paper is concerned with the study some of the Magnethermic operating conditions for charges composed of mixed dolime and ferrosilicon in the form of briquettes. These include the effect of silicon stoichiometry, reduction temperature, and reduction time.
Experimental Raw materials
A representative sample of about 50 kg of dolomite ore from Ataqa Mountain in form of lumps was provided by Instrochem Co. This ore was crushed in a jaw crusher to -4 cm, ground to -1 mm, and then pulverized to -200 mesh using a vibrating mill. The complete chemical analysis of the dolomite ore in weight percentage as-received and after calcination for one hour at 1000°C is shown in Table I.

A 50 kg ferrosilicon sample (approx. 72% Si) with a size of about 2 cm was provided by Egyptian Ferroalloys Company (EFACO), Edfu. A sample weighing about 10 kg was ground to -1 mm in a disk mill and then pulverized to -200 mesh in an agate mortar. The complete chemical analysis of this sample showed that it contains (in weight percentage) Si 72.19%, Fe 27.54%, Mn 0.18%, P 0.008%, and S 0.002%.
Two types of start-up materials that can be used as the reaction bath in the Magnethermic process were investigated. The first is blast furnace slag, which had the following complete chemical analysis in weight percentage: SiO2 44.96%, CaO 25.96%, Al2O3 8.41%, FeO 5.67%, and traces of (K2O, TiO2, MnO, P2O3, and S) totalling 8.7%.
The second material investigated is the clinker, which is the primary material produced by heating cement raw materials at a temperature range 1400-1450°C in a cement kiln, and is sintered into lumps and nodules. This clinker was crushed and ground in a disk mill to a size of about -1 mm. Its chemical analysis in weight percentage was SiO2 27.17%, CaO 57.94%, Al2O3 16.08%, MgO 2.53%, and traces of (K2O, TiO2, MnO, Fe2O3, and S) totalling 1.36%.
Reduction technique
The reduction tests were carried out by adding the dolomitic charges to a laboratory-scale Magnethermic unit (Ali, 2012). This is a closed-vacuum single-electrode DC electric arc furnace of 500 g charge capacity. The unit is powered by a constant-current DC arc welding transformer having a maximum current of 500 A at 40 V. A full description of this arc magnetherm reactor is given in Figure 1. The magnethermic unit consists of two parts, the upper one which is used as a cover and is fixed to the frame of the unit. This part is lined internally with alumina paste refractory, and has four openings. A movable graphite electrode (30 mm diameter) is passed through the central opening and is used as the anode. The lower part of the unit is a movable part that can be moved by using a hydraulic jack at the case. This part comprises the graphite crucible (14 cm diameter and 7.5 cm height) in which the reduction process takes place. The bottom of the graphite crucible is connected with rammed carbon paste to a high-purity copper tube, cooled internally by water, which is used as the cathode.
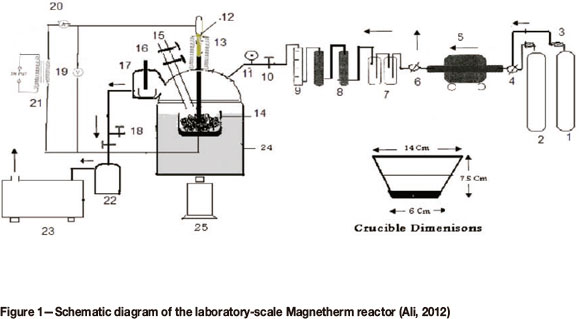
The electric current is measured by using a current shunt transformer with a DC amp meter and the voltage is measured by volt meter. The temperature of the molten slag in the graphite crucible was measured by using an optical high-temperature pyrometer after shut-down of the electrical power by raising the graphite electrode.
The reduction experiments were carried out using charges composed of dolime and ferrosilicon, which were mixed thoroughly, homogenized for 20 minutes in a rotating mixer, briquetted under a compressive pressure of about 4.9 MPa, and finally sintered at 700°C for 1 hour under an argon atmosphere. The briquette dimensions were 1 cm in diameter, and 1 cm in thickness. To perform the reduction run, about 300 g of the start-up slag was melted and about 40 g of dolomitic charge added. The experiment was carried out under an argon flow of 2 l/min. At the end of the reduction experiment, the furnace was cooled to room temperature, then opened to remove the residual slag from the magnetherm reactor. The slag was weighed, and the extent of reduction process calculated according to the following formula:
Extent of reduction (%) = [(MgO0 -MgOr)/ MgO0] x 100
where MgO0 is the initial total magnesium oxide in the charge (dolime, and start-up slag), and MgOr is the residual (unreacted) magnesium oxide in the produced slag at the end of the experiment and the remnant of floated briquettes as denoted generally as slag.
The chemical compositions of the raw materials and slags produced from reduction experiments were determined by XRF. XRD was used to determine the phases present in the slag produced.
Results and discussion
Choosing a suitable start-up slag
The results of the studies performed using the two types of start-up slag materials, blast furnace slag and the clinker, are presented and discussed.
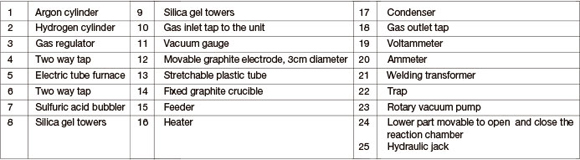
The X-ray difractogram of the blast furnace slag (Figure 2) shows that the main phases present are silica, calcium aluminosilicates, calcium aluminates, and calcium-iron silicates. It is known that such acidic slag (weight ratio of CaO/SiO2= 0.61) is characterized by a somewhat high melting point, and forms a rather viscous 'glassy' slag that requires a considerable superheat to lower its viscosity. A raw material using this slag must be supply as magnesia-rich charges rather than dolomite because a relatively high concentration of MgO must be maintained in the slag at all times. Accordingly, the acidic slag not used in the production of magnesium from dolomitic charges because it has a melting temperature of more than 1700°C. Temperatures higher than 1700°C are undesirable because they create difficult engineering and operational problems. Moreover, it takes a raw material rich in MgO, besides using the aluminum-silicon alloy as reductant, to form a viscous slag with low melting point, but in the present study the dolomite used as a raw material and ferrosilicon as reducing agent.
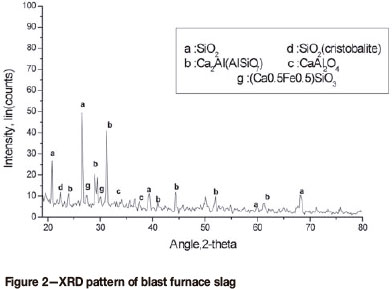
The second material investigated is the clinker, which can be used as a start-up slag. From its chemical analysis, it is clear that the clinker contains a high ratio of calcium oxide to silica (CaO/SiO2= 2.18 by weight), which means that it can be used as a basic slag. The X-ray diffractogram of the clinker is shown in Figure 3; the main phases present are dicalcium silicate, tricalcium silicate, and tetracalcium aluminum ferrites, with traces of calcium oxide, magnesium aluminates, and calcium aluminates.
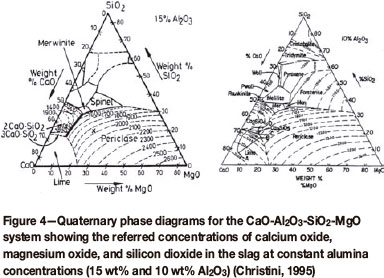
The phase diagrams for CaO-SiO2-MgO-Al2O3 at constant Al2O3 level of 10%, and 15% (Figure 4) show that the composition of this clinker is similar to that of the slag in the two-phase region (solid and liquid phases) of the dicalcium silicate and tricalcium silicate region. Typically the preferred slag composition for commercial magnethermic operations must be about SiO2 25-30%, CaO 35-63%, Al2O3 20-25%, and MgO 3-9%, because the melting temperature of these slags is usually in the range 1400°C-1700°C (Kibby, 1980). In addition, these slags are characterized by relatively sharp melting points and form fluid slags with low viscosities and low superheat (Turkdogan, 1983). This is conformable with the clinker composition, therefore the clinker was used as start-up slag in this study.
Stabilization of the clinker
The molten start-up slag bath should have a having constant composition and be stable at the zero time for all reduction experiments. The following paragraphs review the effect of preheating the clinker at high temperature (at 1100°C and higher than 1200°C) on stabilization of the slag composition.
Heating the clinker at constant temperature
This test was performed by heating the clinker in a muffle furnace at 1100° C, for 3 hours. Figure 3 shows the X-ray diffractogram of the clinker after heating at 1100°C, for 3 hours in comparison with the raw clinker. The main phases comprising the heated clinker, as is given in Table II, are dicalcium silicate, tricalcium silicate, calcium oxide, and magnesium aluminates, with calcium aluminum ferrites, and calcium aluminates phases probably also present. It appears that there is no significant change in the phase analysis either mineralogically or quantitatively as revealed from the peak intensities of raw and heated clinker. It was observed that after heating at 1100°C, the fine and small clinker particles were adhered to each other in the form of sintered agglomerate.
Melting of the preheated clinker
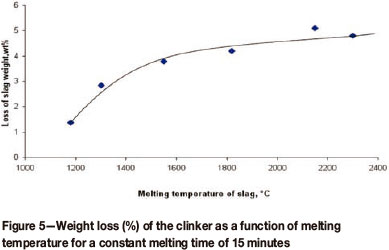
A series of experiments was carried out by melting preheated clinker (preheated at 1100°C, for 3 hours) at different temperatures in an electric arc furnace for a constant time, to determine the optimum temperature at which it is completely stabilized. Figure 5 shows the variation in weight loss (calculated as a percentage of the initial weight) as a function of melting temperature for a constant melting time o of 15 minutes. It is clear that the weight loss increases from about 1.3% to an optimum value of about 4% as the melting temperature increases from 1200°C to 1550°C. At higher temperatures there is no further weight loss.
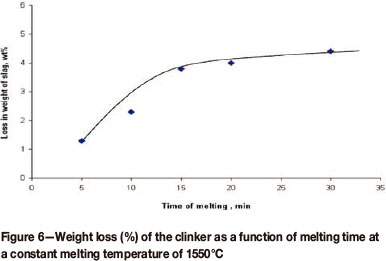
Another series of experiments was carried out by melting the preheated clinker (preheated at 1100°C, for 3 hours) for different melting times at constant melting temperature in an electric arc furnace, to determine the optimum time required for complete stabilization. Figure 6 shows the variation in weight loss as a function of melting time at a constant temperature of 1550°C. It is clear that the weight loss increases from about 1.3% to an optimum value of 4.4% as the melting time increases from 5 to 15 minutes. After this optimum, no further weight loss occurs. The chemical analysis of the clinker after melting in the electric arc furnace at the optimum temperature 1550°C for 15 minutes is (in weight percentage) SiO2 26.53%, CaO 55.44%, Al2O3 8.75%, and MgO 3.62%. Also, the content of traces component (K2O, TiO2, MnO, Fe2O3, and S) increased to about 5.16%. The loss in weight is obviously due to the loss of about the half of the alumina initially present during the melting process, probably by reduction of alumina by the carbon electrode to its lower oxide, the volatile oxide Al2O, according to Equation [2]. This can occur in the arc attachment zone.

The X-ray diffractogram of the solidified clinker after melting in comparison with the raw clinker is given in Figure 3. The phases present in this solidified clinker (Table II) are mainly dicalcium silicate, tricalcium silicate, calcium aluminum ferrites, magnesium aluminates, and calcium aluminates. It should be mentioned here that the density of the molten calcium aluminosilicates having the composition 50% CaO, 20% Al2O, and 30% SiO2 is 2.66 g/cm at 1500°C (Sohin and Syhely, 1972; Turkdogan, 1983). This means that the present start-up slag that was produced by melting the clinker will have a density very similar to that of calcium aluminosilicate slags.
Effect of silicon stoichiometry
In order to estimate the optimum silicon stoichiometry needed to reduce the magnesium oxide present in dolomitic charges having molar ratio of CaO/MgO= 1, a series of experiments was performed using briquetted charges, which were reduced at a constant temperature of 1550°C for 15 minutes under argon an atmosphere (argon flow rate about 2 ι/min). The variation of the extent of reduction of magnesium oxide as a function of silicon stoichiometry is given in Figure 7. The silicon stoichiometry in the charge (X) was calculated according to Equation [3]:

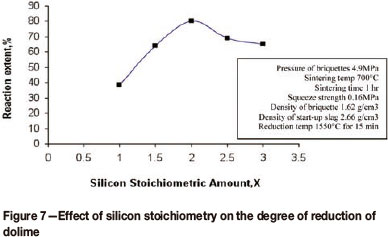
The results show that the degree of reduction increases from 30% to about 80% as the silicon stoichiometry increases from 1X to 2X. After this, the degree of reduction decreases to a lower value of 60% at 3X.
Figure 8 shows the X-ray difractograms of the solidified slags obtained by the reduction of charges having different silicon stoichiometries (1X, 2X, and 3X). The identified phases in these slags are given in Table III. The main phases identified in all the slags are C2S, C3MS2, C2MS2, and C4AF.
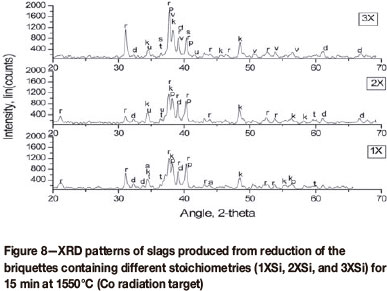
Silicon was identified in slags containing 2X Si, and 3X Si and as traces in 1XSi slag. Calcium oxide was identified as traces in 1XSi slag, and disappeared from the other slags with higher silicon stoichiometries. CMS2 is identified only in slag having 2XSi, while CMS and C2MF phases were found in 3XSi slag.
It appears that the relative intensities of lines related to both C2S and the different calcium magnesium silicate phases were increased as the silicon stoichiometry increased in the charges, except for the phase C3MS2, which is higher in 1XSi slag than 2XSi slag. It is obvious that the amount of C3MS2 phase in the slag relates to the degree of reduction of magnesium. The C3MS2 phase was at a minimum in the 2XSi slag, which gave the maximum magnesium yield. It should be mentioned that this C3MS2 phase was considered by many authors to represent an intermediate phase during the reduction of dolime with ferrosilicon. The presence of excess Si may be promoted by the dissolution of MgO in the excess C2S that forms as a result of the reduction process in the form of C3MS2. The formation of this phase may prevent the direct contact of Si with MgO and enhance the consumption of MgO and CaO needed to complete the reduction process, with the result that the degree of reduction decreases (Morsi et al., 2002; Nikolaishvil and Torotadze, 1965). Also, the quantity of C2S phase which is the reaction product is slightly increased as the stoichiometry increases. This phase has a much higher melting point (about 2130°C) and it can therefore exist as a solid phase in the semi-fused floated briquettes during the reduction process. It is known that if the solid fraction in the molten phases increases, the viscosity will increase. The increase in the viscosity of the molten phase can decrease the diffusion processes occurring between species present in this phase, causing the retardation of the reduction process.
In addition, the presence of silicon metal in the final slags from charges containing 2XSi and 3XSi stoichiometries probably occurred as a result of melting down of the briquettes during the final stages of solid-state reduction, followed by the dissolution of silicon during continued reduction in the liquid state. This can explain the incomplete reduction of magnesium oxide, which approaches about 80% reduction then decreases. However, the system regime can be changed to the traditional reduction regime at the end of the melting, and the reduction reaction between silicon in the slag and dissolved magnesium oxide can proceed in the liquid slag. It is relevant that a ferrosilicon phase containing about 20% silicon was collected at the bottom of the crucible in the form of small rounded granules.
Choice of a suitable temperature range for magnesium production
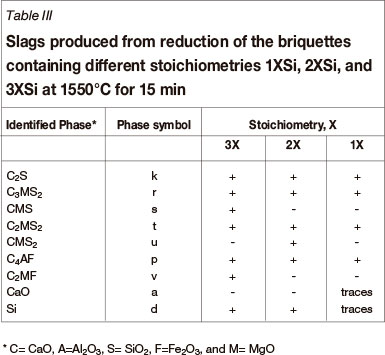
In order to avoid the side reactions that take place during the reduction of magnesium oxide to magnesium metal during the Magnethermic processes in a floating regime, a suitable range of reduction temperature should be selected, especially when using the dolime charges and basic start-up slag baths. The melting temperature of the basic start-up slags, according to the phase diagram (Figure 4), is usually in the range 1400°C -1700°C, depending on the composition. A series of experiments was therefore performed on charges composed of mixture of dolime and 2XSi in the form of briquettes, pressed under 4.9 MPa pressure and sintered at 700°C for 1 hour under argon gas, to determine the suitable temperature range at which the magnesium with the least impurities will be evolved. The sintered briquettes were reduced on the molten slag surface at temperatures ranging from 1450°C to 1750°C under an argon flow rate of 2 l/min, for 15 minutes. After reduction, the products were collected from the condenser in the form of oxide, and then analysed chemically and investigated by X-ray diffraction.
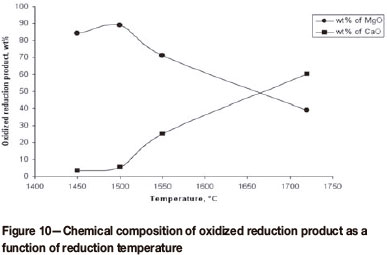
Figure 9 shows the X-ray patterns of the oxidized products obtained at different reduction temperatures. The main phase present in the products produced at 1450°C and 1500°C is magnesium oxide, while the other products are beginning to be contaminated with calcium oxide at 1550°C, as shown by the appearance of the low-intensity line for calcium oxide. The calcium oxide contamination increased as the reduction temperature increased to 1750°C, as shown by the increase in intensity of the calcium oxide line and decrease in intensity of the magnesium oxide line.
Figure 10 shows the variation of the chemical composition of the oxidized reduction products (magnesium and calcium oxides) as a function of the reduction temperature. It is clear that the reduction temperatures 1450°C and 1500°C at a constant reduction time of 15 minutes resulted in the least calcium oxide contamination. At higher temperatures, the calcium oxide content of the reduction products increased. The most suitable reduction temperature for the briquettes in the floated regime is therefore 1450°C to 1500°C. Temperatures in this range can be used safely without reduction of calcium oxide. However, some authors have shown that the most suitable reduction temperature for the magnethermic process is around 1520°C (Matsushima et al., 1977).
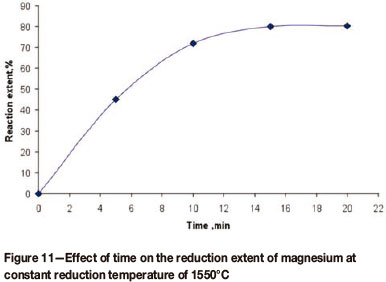
Effect of reduction time at constant reduction temperature of 1550°C
The effect of reduction time at a constant reduction temperature of 1550°C on the reaction extent of dolime is given in Figure 11. It shows that the reduction extent of magnesium increases with time, with maximum reduction of about 80% after 15 minutes.
Conclusions
Based on the results obtained in this study, the following conclusions can be drawn:
- Acidic blast furnace slags are not suitable as start-up slag for the extraction of magnesium metal from dolomitic charges by the Magnethermic technique
- Crude clinker can be used as start-up slag for the production of magnesium from dolomitic charges by the Magnethermic technique. The composition of the clinker should be stabilized by heating it at 1100°C for 3 hours, and melting at 1550°C for about 15 minutes. The chemical composition after melting is CaO 55%, SiO2 27%, Al2O3 9%, MgO4%, and 5% impurities
- For maximum magnesium yield, the dolomitic charge should have a silicon metal content double the stoichiometric amount needed to reduce the magnesium oxide present in the ore
- The most suitable reduction temperature is therefore in the range 1450°C to 1500°C
- A maximum reduction extent of about 80% was obtained for the dolomitic charge after a reduction period of 15 minutes at 1550°C.
References
Ali, H.H. 2012. Production of pure magnesium from Egyptian dolomite ore by Magnetherm process. MSc. thesis, Faculty of Science, Helwan University. [ Links ]
Bodenstein, J.J. and Farrell, L.J. 1985. Magnesium production. US patent 454122. [ Links ]
Bonfils, R., Mena, A., Payn, C., and Septier, L. 1980. Thermal processes for the production of magnesium. US patent 4190434. [ Links ]
Brooks, G., Trang, S., Witt, P., Khan, M.N.H., and Nagle, M. 2006. The carbothermic route to magnesium. Journal of Metals. pp. 51-54. [ Links ]
Cameron, A.M. 1992 Magnesium production. US patent 5090996. [ Links ]
Christini, R.A. 1995. Method for producing magnesium vapor at atmospheric pressure. US Patent 5383953. [ Links ]
Christini, R.A. 1980. Light Metals 1980. McMinn, C.J. (ed.). AIME, Warrendale PA. pp. 981-995. [ Links ]
Emley, E.F. 1966. Principles of Magnesium Technology. Pergamon, London. [ Links ]
Fisher, P.A. 1978. International Metals Reviews, no. 6. pp. 269-285. [ Links ]
Kibby, R.M. 1980. Magnesium production. US patent 4204860. [ Links ]
MacLaren, D.C. and White, M.A. 2003 Cement: its chemistry and properties. Journal of Chemical Education, vol. 80, no. 6. pp. 623-635. [ Links ]
Morsi, I.M., El-Barawy, K.A., Morsi, M.B., and Abdel-Gawad, S.R. 2002. Silicothermic reduction of dolomite ore under inert atmosphere. Canadian Metallurgical Quarterly, vol. 14, no. 1. p. 15. [ Links ]
Matsushima, T., Odajima, T., Tsuriki, J., and Yoshida, Y. 1977 Method for production of magnesium-containing briquets and magnesium. US patent 4015978. [ Links ]
Nikolaishvil, N.M. and Torotadze, I.I. 1965. Tr. Kavkaz. Inst. Miner., vol. 6. pp. 119-20. [ Links ]
Oliveira, G.D. 1972. Met. ABM, vol. 28, no. 180. pp. 791-794. [ Links ]
Pidgeon L.M. 1946. Transactions of the Canadian Institute of Minining and Metallurgy, vol. 49. p. 621. [ Links ]
Pidgeon, L.M. and Alexander, W.A. 1944. AIME Transactions, vol. 159. p. 315. [ Links ]
Pidgeon, L.M. and King, J.A. 1948. The vapor pressure of magnesium in the thermal reduction of MgO by ferrosilicon. Discussions of the Faraday Society, vol. 4. pp. 197-206. [ Links ]
Pidgeon, L.M. 1944. Transactions of the Canadian Institute of Mining and Metallurgy, vol. 47. p. 17. [ Links ]
Sharma, R.A. 1996. Journal of Metals, Oct. 1996. pp. 39-43. [ Links ]
Sohin, H.Y. and Syhely. 1972. Journal of the Chemical Engineering Society, vol. 27. p. 763. [ Links ]
Trocme, F. 1971. The development of the Magnetherm Process. Light Metals. pp. 669-678, [ Links ].
Turkdogan, E.T. 1983. Physiochemical properties of molten slags and glasses. The Metal Society, London. p. 9. [ Links ]
Wafers, K.B. 1963. Metall., vol. 17. pp. 446-451. [ Links ]
Yücel, O., YiğiT, S., and Derinc, B. 2005. Production of magnesium metal from Turkish calcined dolomite using vacuum silicothermic reduction method. Materials Science Forum. vol. 488-489. pp. 39-42. [ Links ]
Paper received May 2012
Revised paper received Mar. 2013.
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN 2225-6253.

