










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 n.6 Johannesburg Jun. 2013
A progress report on ultra-high-pressure waterjet cutting underground: the future of narrow reef gold and PGE mining
C.D.K. GauertI; W.A. van der WesthuizenI; J.O. ClaasenI; S. ViljoenII; J. GroblerI
IDepartment of Geology, University of the Free State, Bloemfontein
IIMulticam RSA, Somerset West
SYNOPSIS
High-pressure waterjet technology is proposed as an alternative tool for selective underground mining of high-grade ore sections in stratiform orebodies showing a preferred 'bottom' or 'top' enrichment such as the Witwatersrand reefs and the Bushveld Complex platiniferous reefs. This technique, utilizing known mining technology together with more advanced machinery and additives as used in industrial and cleaning applications, may lead to an increased life-of-mine (LOM) for mining operations. A series of experiments was successfully carried out in a laboratory on Witwatersrand quartzite material, indicating acceptable cutting performance. Mining volumes by selectively cutting of reef portions are considered to be comparable to traditional drilling and blasting. Economic advantages of waterjet mining include energy savings due to the lower quantity of gangue rock to be hoisted to surface, as well as savings by a decrease in the usage of blasting materials. Capital expenditure of waterjet cutting, if applied on a broad scale, could be lower in the long term than that of conventional drilling and blasting methods. Mining by the application of high-pressure waterjet technology could become a competitive 'green technology' improving the economics and safety of labour-intensive mining operations. This paper suggests that waterjet cutting at an industrial scale can become a routine hard-rock mining technique in the future.
Keywords: waterjet cutting, high pressure, mechanized narrow reef mining, abrasive agents, costs, selective mining.
Introduction
New technology is continually being developed and limits are being challenged as a matter of routine. This is also happening in the field of ultra-high-pressure waterjets (Global Rebar; American Society for Metals, 1989; Kalina, 1999), where innovative technologies have evolved in recent years covering a variety of applications. One of these is in the field of cutting of materials, including steel, concrete, and rock, with the addition of abrasive agents to the waterjet (Momber and Kovacevic, 1998; Tazibt Abriak, and Parsy, 1996; Sheet Metal Industries,1990). Due to the uniqueness of waterjet cutting, there are many applications where it is more useful and economical than standard machining processes (Michigan Tech., 2012; KMT Waterjet).
'Hydraulic mining' is a form of mining that uses high-pressure jets of water to dislodge rock material or move sediment; this technique has been applied since historical times (Thrush, 1968). In the placer mining of gold or tin, the resulting water-sediment slurry is directed through sluice boxes to remove the valuable minerals (Fraser, 2010). Previous attempts to cut rocks by drag bits were assisted by waterjets (Hood, 1977), although the rocks were not directly cut by the jet, which operated at lower pressures of 100-500 bar.
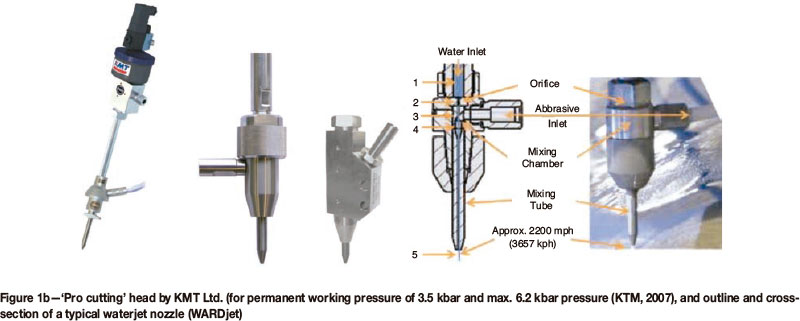
The mechanism of waterjet cutting comprises the application of a water jet with an abrasive agent under very high pressure onto the material to be cut, and thereby involves both shattering and cutting of mineral grains and cements (Momber and Kovacevic, (1998). The water jet is generated by a high-pressure pump (Figure 1a) with a diamond-plated orifice through a metal nozzle (Figure 1b). Figure 2 shows a typical abrasive agent. This technique of hard-rock cutting is relatively new, following the development of high-pressure pumps, and is not yet applied as a routine mining method.

The most frequently applied mining method for reef-type orebodies at present is narrow stoping of 0.8 m to 1.5 m high stopes using drilling and explosives (Pickering, 2007). This requires minimum stope heights and often results in dilution by low-grade or barren material. It also produces large amounts of fines and necessitates all material to be hoisted to surface for processing and extraction.
The possibilities of applying waterjet technology to selective mining have been investigated on Witwatersrand reef material by the department of Geology at the University of the Free State. If the cutting process could be executed successfully, advantages could include the following :
- Selective removal of high-grade and carbon-containing reef that would have incurred gold losses if blasted
- A better containment of stope widths
- A lesser need for support, due to the smaller stopes
- Less explosives needed
- Less drilling activities needed
- An enhanced possibility of continuous mining
- Better containment of gold losses, resulting in an increased mine call factor
- Increased stability of hangingwall conditions and increased safety
- Lower amounts of sweepings
- Less material to be trammed and hoisted (savings in rolling stock, electricity needed for hoisting, locos and batteries etc.)
- More capacity in hoisting systems
- Savings on winches and equipment
- Savings on labour
- Quality of ore to the plant can increase recovery due to limited dilution
- Plant throughput can decrease with less, higher grade material processed, and fewer chemicals such as cyanide are used
- Opportunity to mine lower grade ore
- Increase in life of mine (LOM)
- Less material to slimes facilities, resulting in a marked reduction of acid mining drainage (AMD)
- Less remediation required.
Stope visit
Two visits to Free State gold mines were conducted in 2007 aimed at investigating working conditions in a stope and to ascertain if waterjet cutting could be executed under the conditions in stope environments. The stopes visited had a smooth footwall and could suit the process of waterjet cutting (Figure 3).

Experimental and results
In order to identify the factors controlling cutting advance of waterjets in hard rocks, a series of cutting experiments of a large quartzite specimen was conducted in December 2007 at KMT Ltd. laboratories in Bad Nauheim, Germany. The dependency of cutting efficiency on waterjet parameters/variables such as water pressure (Figure 5) and flow rate, cutting agent density and shape, and piercing time were investigated. Thereby conditions for the most effective waterjet cut of reef rocks could be identified and optimized.
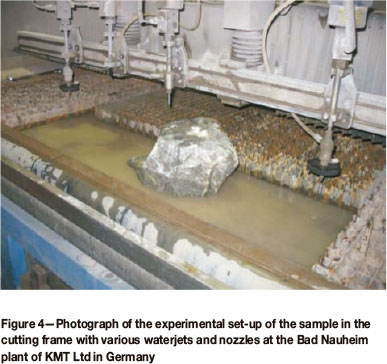

The sample rock from the Beatrix Mine was installed on the waterjet cutting frame (Figure 4). The technical parameters of the waterjet were as follows:
- Fixed nozzle aperture with an orifice size 0.35 mm
- Focus tube size 1.1 mm
- Pressure 3500 bar (a conservative pressure to start with, as pressures as high as 6200 bar are obtainable)
- Abrasive agents: 80 grit garnet or ferrosilicon spheres
- Flow rate 550 g/min, could be varied.
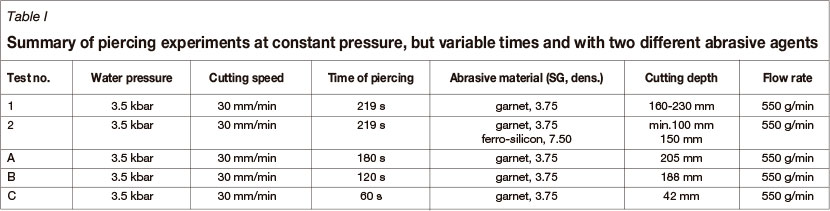
All experiments were performed at a constant pressure of 3500 bar (Table I). Garnet was used as a cutting agent and a number of cuts were performed. At high water pressure, the garnet would abrade the rock material and would also shatter quartz on impact. Ferrosilicon, with a SG of approx. 7.5 -(double that of garnet - approx. 3.75) (Summers, 1995) -was also used, and this increased both the penetration and the cutting rate.
It was decided to first record the time required to pierce through the rock with a waterjet at 3.5 kbar water pressure (Table I). Subsequently the rock was pierced for a shorter time and cutting started to simulate the actual conditions. For technical reasons, in order to prevent flowback of the water and abrasive agent mixture, the cut has to progress along a line. It took 3 minutes and 39 seconds to pierce through 230 mm of rock. Shorter piercing timespans gave the following results:
Piercing for 3 minutes: pierce depth 205 mm. The cut was started at a cutting rate of 30 mm/min. After about 25 mm the material was pierced and the test was stopped
The first parameters to be determined are cutting rate and penetration (Table I). Results from this experiment (Figures 6 to 10) on the quartzite sample should enable the cost and specifications of the equipment required to affect the cutting process to be estimated.



A continuous cut from one side to the other at 30 mm/min cutting progress resulted in a cut depth from 160 mm to more than 230 mm (Figure 6). This would allow a cutting depth of 250 to 300 mm at the face.
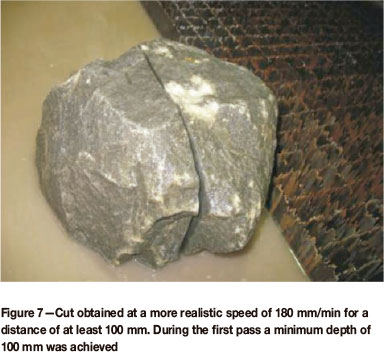
A reduction of the cutting speed to 180 mm/min over a distance of at least 100 mm resulted in a first pass of a minimum depth of 100 mm (Figure 7).
The second pass over the same cut path resulted in a minimum depth of 150 mm. The previous test was repeated using ferrosilicon as an abrasive agent (Figure 8).
Using garnet abrasive at a cutting rate of 180 mm/min resulted in a first-pass cut depth of 100 mm. The jet with the same parameters but using ferrosilicon cut 125 mm deep in the first pass. Garnet abrasive cut at 180 mm/min in the second pass and achieved 150 mm depth, whereas ferrosilicon abrasive cutting at 180 mm/min achieved 210 mm depth in a second pass (Figure 9).
These runs led to the conclusion that the hardness and density of the rock, as well as the density of the abrasives added, play an important role in waterjet cutting performance. Obviously, the pressure of the water jet leaving the nozzle also influences cutting efficiency.
Advantages and disadvantages of waterjet cutting Disadvantages
Waterjet cutting is a very useful machining process that can be readily substituted for many other cutting methods.
However, there are some limitations to the kind of material it can cut. Listed below are these limitations and a brief description of each (Thrush, 1968; Michigan Tech., waterjet research group).
Advantages
Operational factors
Questions that arose from the mine visit included the following:
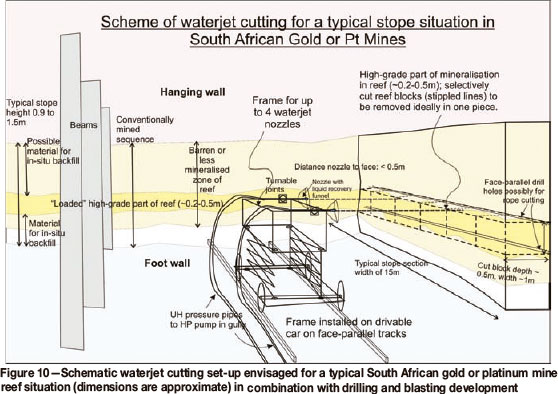
- Where is the cut to be made? If only the reef has to be removed, two cuts would be necessary, one above and one below the reef. Holes can also be drilled by the waterjet to enable small quantities of explosive to break the reef. This method, however, will create a small space from which to proceed (Figure 10). Will another two cuts be required to enlarge the stope to enable penetration? Another option will be to take a larger cut to remove enough material to proceed. This will determine if two or four cutting nozzles will be required for the operation, and will also impact cutting speed as well as the capacity of the equipment.
- The rate at which the face advances is also relevant, i.e. the potential production rates. One should assume a process in which the face is formed by two parallel horizontal tunnels, with a third tunnel joining these. The face could be 30 m in length. Cutting could start from the parallel tunnels along the face of reef, with the two cutting machines meeting in the centre. It is assumed that cutting from two ends of the stope at the same time, above and below the reef for a 200 mm length at 200 mm depth at a feed of 3 mm/sec would take approximately 2.2 minutes. Assuming such reef geometry it would take about 4.3 hours to cover the entire face length with two waterjets. M=(30*0.2*0.2)/4.3 * 2.65 = 0.74 t/h 0.74*27 g/t = 20.0 g Au per hour
- The voltage available in the current gold mines appears to be sufficient for larger scale waterjet application.
- The amount of water required for cutting is 3 to 5 ℓ/min, depending on nozzle size. Most of this can be collected by a funnel collector around the nozzle and recycled; thus there is no point in adding too much water to the stope and gullies, which is a problem in conventional mining due to fines losses.
Future development
Waterjet cutting
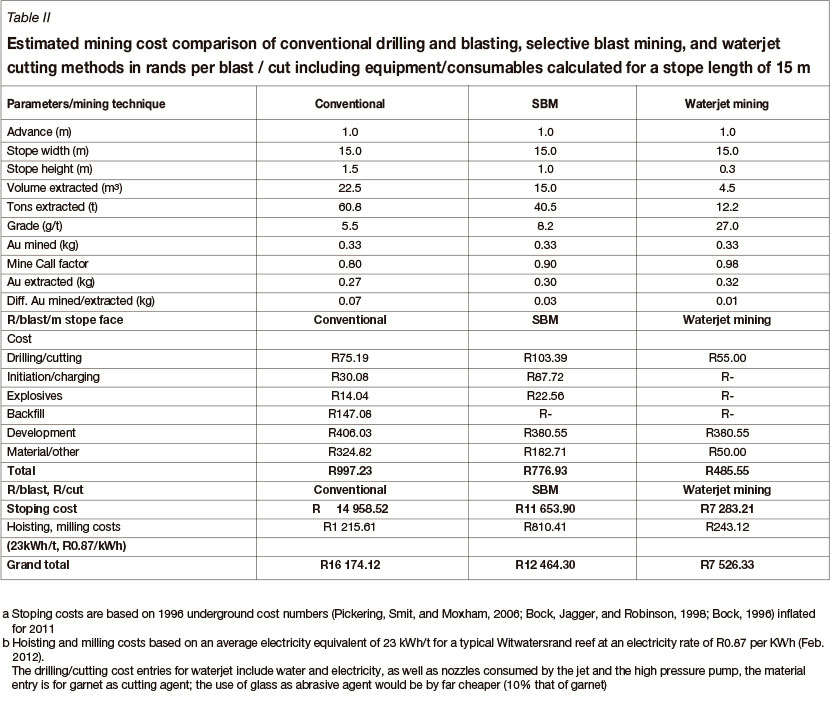
The first waterjet cutting experiments were very encouraging from a technical point of view. Once an underground prototype solution is set up, and after a better understanding of how selective mining by waterjet can take place at a production level, a new dimension of mining can evolve with in situ backfilling of the barren parts of the orebody. Figure 10 displays a possible waterjet cutting set-up envisaged for a typical South African gold or platinum mine situation. An industrial application would involve a number of robust waterjets suitable for industry, in combination with drilling, development blasting, etc. The trend for equipment development applicable to mining points towards the high water pressure 6.2 kbar 125 HP Pro Intensifier waterjet series with the larger 0.35 mm orifice. Since most reef rock in mines has been blasted previously during development, the fact that the rocks used in the experiment had been exposed to some degree of blasting stress it is regarded simulating realistic conditions. At deep mining levels, the microfractures and cracks induced by blasting will facilitate waterjet cutting, an effect which is intended. In the medium term the savings due to effective cuts will outweigh the expenditure for the sophisticated equipment. A preliminary cost balance is shown in Table II, but these figures should be calculated more precisely.
If waterjet cutting turns out to be feasible, it may make deep mining more economic due to a lower demand for explosives and less hoisting of reef material to surface. Deep Witwatersrand gold mining could under these circumstances also continue longer than envisaged. Increased mechanization of mining would not necessarily result in job losses, but rather the need for more skilled labour handling high-tech mining equipment.
Type of abrasive agent
Since its development, waterjet machining has seen many improvements in its design. Many different types of nozzles, flow rates, jet positions, and types of abrasive have been tested. For the abrasive, garnet with a Mohs hardness of 8 is typically used because it is much harder than most materials and because it breaks in clean, sharp edges. Garnet is inexpensive in relation to abrasive agents such as diamond; however, it still costs around $600 per ton. Working with the Daimler-Chrysler Corporation, Michigan Technicon has found a way to use crushed windshield glass as an acceptable replacement for garnet. Glass, which is made of silica with hardness 6 on the Mohs scale, is not as hard as garnet, but costs only about $50 per ton. Silica glass is nevertheless harder than most materials, and since it is crushed, the particles all have sharp edges and have not been subjected to wear, such as might occur in garnet during mining and handling. A practical application test still has to be done. The other benefit of using silica is that all the glass being used is scrap window glass, which would have otherwise been sent to a landfill where it would be of no use (Michigan Tech, 2012).
Other improvements
Further improvements and experiments that are being worked on by other companies include:
Costs
There are a number of variables influencing reliable cost estimates. Table II gives an estimate of the cost of conventional drilling and blasting compared to selective blast mining and waterjet cutting methods. The cost is calculated in SA rand per blast / cut, including equipment and consumables, calculated for a stope length of 15 m. Stoping costs are based on 1996 underground cost numbers (Pickering, Smit, and Moxham, 2006; Bock, Jagger, and Robinson, 1998) inflated for 2011, hoisting and milling costs based on an average electricity equivalent of 23 kWh/t for a typical Witwatersrand reef at an electricity rate of R0.87 per KWh (February 2012). The drilling/cutting cost entries for waterjet include water and electricity, as well as nozzles consumed by the jet and the high-pressure pump. The material cost is for garnet as cutting agent; the use of glass as abrasive agent would be by far cheaper (about 10% that of garnet).
The balance sheet of Table II clearly illustrates that waterjet cutting could have definite cost advantages over conventional drilling and blasting as well as selective blast mining. The main reason for this is lower stoping heights leading to less volume and tonnage extracted. At the same time, higher grades can achieve the same amount of metal extracted. A higher mine call factor of 0.98 is expected due to very little fines material generated during the narrow slit cutting process, improved metal recovery, and lower costs. Lesser cutting, and no charging, explosives, and backfilling costs, concomitant with increased recovery will decrease waterjet cutting costs to approximately half those of conventional mining (Table II). In situ underground testing has to be conducted in order to obtain more precise numbers. Once a prototype is tested and the design and process improved, precise capital and operational expenditure for production units can be given.
Next steps
The results presented clearly indicate the technical viability of the waterjet technology in selective mining. Waterjet cutting companies such as MultiCam RSA should now propose a way to set up an underground prototype solution. A more in-depth knowledge of what is happening at the stope should be obtained. The complete mining process, including mine development, removal of rock to make the area safe, and how the waterjetting process fits into this need to be understood (Figure 10). Once the efficient use of waterjets in stopes has been implemented on a routine basis and at an industrial scale, a new era of narrow-reef mining can begin.
Acknowledgments
We would like to thank staff from Gold Fields Ltd. for enabling a visit to Beatrix mine to learn more about stope conditions, and the Department of Geology at the University of the Free State, Bloemfontein for the use of their facilities.
References
American Society for Metals. 1989. Metals Handbook, 9th Edition, vol. 16, pp. 520-527. [ Links ]
Bock, I., Jagger, L., and Robinson, R.E. (1998). An economic model for gold and platinum mining using selective blast mining. Journal of the South African Institute of Mining and Metallurgy, vol. 98. pp. 75-84. [ Links ]
Bock, I. 1996. Selective blast mining in gold mines. Journal of the South African Institute of Mining and Metallurgy, vol. 96. pp. 183-186. [ Links ]
Fraser, P. 2010. Hydropower technology can assist in meeting the safety and health '2013 milestones' and save energy: a case for 'localized' hydropower systems in general and hydropowered stope drill rigs in particular. 4th international Platinum conference, Platinum in transition 'Boom or Bust', Sun City, South Africa, 11-14 October 2010. Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 259-266. Global Rebar Services, http://wvww.grswaterjet.co.uk. [ Links ]
Hood, M. 1977. Cutting strong rock with a drag bit assisted by high-pressure water jets. Journal of the Southern African Institute of Mining and Metallurgy, vol. 77, no. 4. pp. 79-90. [ Links ]
Jet Edge Waterjet Systems. http://www.jetedge.com/index.cfm [ Links ]
Kalina, M. 1999. Slicing through with water jet technology. Welding Journal, vol. 78, no. 7. KMT Waterjet. http://www.kmtwaterjet.com [ Links ]
Lorincz, J. 2009. Waterjets: evolving from macro to micro. Manufacturing Engineering. Society of Manufacturing Engineers, Dearborn, MI. [ Links ]
Michigan Tech. 2012. About waterjets. http://www.mfg.mtu.edu/cyberman/machining/non_trad/waterjet/ [ Links ]
Miller, R.K. 1985. Waterjet Cutting: Technology and Industrial Applications. SAEI Technical Publications, Madison, GA. [ Links ]
Momber, A.W. and Kovacevic, R. 1998. Principles of Abrasive Water Jet Machining. Springer Verlag, London. p. 394. [ Links ]
Pickering, R.G.B. 2007. Presidential address: has the South African narrow reef mining industry learnt how to change? Journal of the Southern African Institute of Mining and Metallurgy, vol. 107. pp. 557-565. [ Links ]
Pickering, R.G.B., Smit, A., and Moxham, K. 2006. Mining by rock cutting in narrow reefs. Second International Platinum Conference, 'Platinum Surges Ahead', Sun City, South Africa, 8-12 October 2006 Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 221-230. [ Links ]
Roesler, H.J. 1984. Textbook of mineralogy, mineral densities. VEB Verlag für Grundstoffindustrie, Leipzig. 836 pp. [ Links ]
Sheet Metal Industries, vol. 67, 1990. [ Links ]
Summers, D.A. 1995. Waterjetting Technology. Alden Press, Oxford, UK. [ Links ]
Tazibt, A., Abriak, N., and Parsy, F. 1996. Interaction of abrasive water jet with cut material at high velocity impact - evelopment of an experimental correlation. European Journal of Mechanics, vol. 15. pp. 1037-1047. [ Links ]
Thrush, P.W. 1968. A Dictionary of Mining, Mineral, and Related Terms. US Bureau of Mines. p. 560. [ Links ]
WARDJet. http://www.wardjet.com [ Links ]
Yih-Ho, M.P. 2007. The Third International Conference on Environmental Science and Technology. American Academy of Sciences, American Science Press, Houston, USA. 14 pp. [ Links ]
Paper received Mar. 2012
Revised paper received Jan. 2013
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN2225-6253.


{kind=link}
{kind=link}
{kind=link}
{kind=link}