










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versión On-line ISSN 2411-9717
versión impresa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 no.5 Johannesburg may. 2013
Comparative study of the use of HPGR and conventional wet and dry grinding methods on the flotation of base metal sulphides and PGMs
N.A. ChapmanI; N.J. ShackletonI; V. MalysiakI; C.T. O'ConnorII
IAnglo American Technical Solutions Research, Crown Mines, Johannesburg, South Africa
IICentrefor Minerals Research, Department of Chemical Engineering, University of Cape Town, Rondebosch, Cape Town, South Africa
SYNOPSIS
The effect of using conventional crushing and HPGR in combination with dry or wet milling was investigated using a base metal sulphide (sphalerite), and a PGM (platinum group minerals) ore in order to determine how these different processes affect the flotation performance. In the case of sphalerite, irrespective of the crushing procedure (HPGR or conventional), dry milling resulted in the highest grades and recoveries of zinc. Conversely, in the case of PGMs, a similar treatment produced the poorest results. The results were investigated further by comparing the relative effects of factors such as percentage liberation, particle size, and surface properties of the samples produced by the different milling procedures as well as the concentrates and tailings obtained from the flotation tests.
Keywords: HPGR, grinding, flotation, sulphides, PGMs.
Introduction
In the preparation of ore for flotation, various grinding procedures can be applied which have the possibility of influencing the flotation performance of the valuable minerals by changing the degree of liberation, the particle size distribution, or other particle characteristics such as morphology. With respect to liberation it has been proposed in a study of a copper/lead/zinc ore, using an MLA (Mineral Liberation Analyser) to analyse the mineralogy of the samples, that the composition distribution of a given size fraction from a comminution circuit is constant for that mineral in that ore. This is regardless of whether the particle has been crushed, ground, or subjected to impact breakage or compressive breakage, and also regardless of the overall size distribution of the comminution product (Wightman et al., 2008). It has also been proposed that HPGR as a comminution device not only improves energy efficiency but may also lead to preferential liberation of valuables due to micro-cracking along grain boundaries and finer grinding (Bearman, 2006; Daniel,- 2007; Dunne, Goulsbra, and Dunlop, 1996; Klymowsky et al., 2006; Morley, 2006). Finer grinding may of course produce slimes and also result in the poor flotation recovery often associated with fine particles.
Apart from the comminution device, the grinding media (e.g. stainless vs mild steel) or the grinding environment (wet vs dry) can also affect the surface properties of the ore particles and hence their floatability. The present paper presents results obtained in a study of the flotation of a sphalerite-bearing ore and a platinum group mineral (PGM) ore that were subjected to various comminution procedures, viz. HPGR and conventional crushing followed by either wet or dry milling using different media. Not all of these combinations were used for both ores. The relationship between the comminution processes and the flotation behaviour were analysed and attempts were made to relate these to the surface properties of the ore. An important aspect of the research was to investigate to what extent the effect of such comminution treatments on flotation were generic or ore-specific.
Experimental
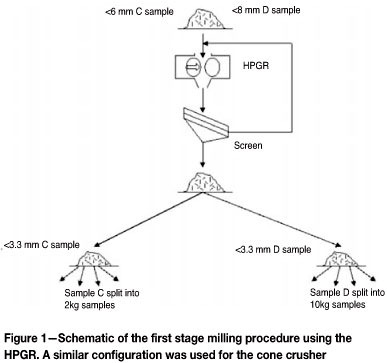
A bulk sample of each of the ores studied was prepared for the experimental test work by jaw-crushing to obtain a representative sample of material sized 8 mm. This bulk sample was then blended and split into two samples of 100 kg and 50 kg. The 50 kg sample was further crushed to obtain a sample sized 3.3 mm using a cone crusher. This sample was then split into 2 kg and 10 kg aliquots to be used as the feed to the wet and dry rod mills, respectively. The 100 kg sample was fed through the HPGR at-60 bar and then the entire sample again at 90 bar, also to obtain a sample sized <3.3 mm. This sample was also split into 2 kg and 10 kg aliquots to be used as the feed to the wet and dry rod mills respectively. Samples of 10 kg were required for the dry milling in order to produce a final reconstituted sample of the size indicated below.
In the case of the sphalerite ore, before the ore was fed to the rod mill the sample was screened at 90 µm and the +90 µηι size fraction was fed to the mill. The milling time was determined to ensure that the reconstituted feed to float of the milled product and the -90 µηι size fraction had a P80 of 90 µm. In the case of the PGM ore the sample was screened at 75 µm and the +75 µm size fraction was fed to the mill. The milling time was determined to ensure that the reconstituted feed to float of the milled product and the -75 µm size fraction had a P70 of 75 µm. The wet milling was carried out in batches of 2 kg and the reconstituted feed was fed to the flotation cell. The dry milling was carried out on10 kg samples, and the reconstituted product was blended and split into 2 kg batches for flotation. Table I summarizes the various comminution procedures used in this investigation. A schematic of the milling procedure is shown in Figure 1.
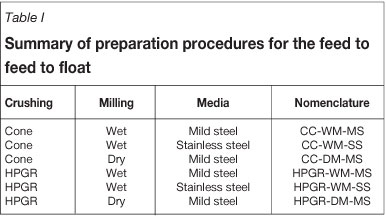
It should be noted that the results (Figures 2 and 3) will reflect that the sphalerite ore was treated using combinations of cone crushing or HPGR on their own, and then followed by wet milling using stainless steel media (WM-SS) and dry- milling using mild steel media (DM-MS). Naturally it would have been of value to investigate both of the latter combinations with mild steel or stainless steel media respectively. Unfortunately, due to problems associated with access to equipment this was not possible. In the case of the PGM ore, wet milling was carried out using mild and stainless steel, but only mild steel was used in the case of dry milling.


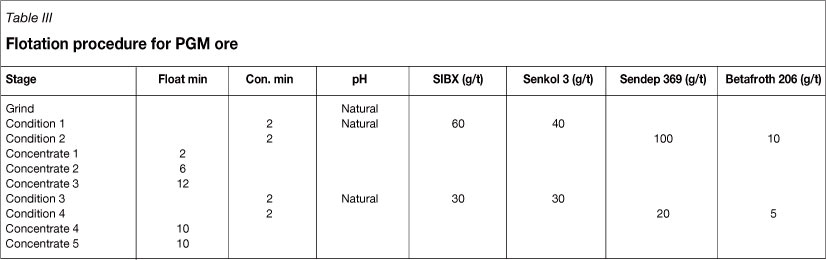
Batch flotation tests of the mill product were carried out using synthetic plant water (I=2.0E-02; TDS=1030) (Shackleton, Malysiak, and O'Connor, 2007). For sphalerite flotation, in the first stage, or pre-float step, carbon/graphite was removed in the presence of 100 g/t sodium cyanide and 300 g/t of zinc sulphate. The second stage removed galena and the third stage was aimed at sphalerite flotation. The pH was maintained at 9.5 for the carbon and lead concentrates and increased to 10.5 for the duration of the zinc concentrates. Lime was used as the pH modifier. For the lead and zinc floats, Dow 200 and SEX were used at 10 g/t and 25 g/t, respectively. For sphalerite flotation, 600 g/t of copper sulphate was added as an activator. For the PGM flotation tests, 90 g/t of SIBX were used as collector together with 70 g/t of DTP. A guar depressant (120 g/t) and frother (15 g/t) were used. The natural pH of 9 was used. Table II gives details of the flotation procedure used in the treatment of the sphalerite ore. Table III presents details of the procedure used in the flotation of the PGM ore.
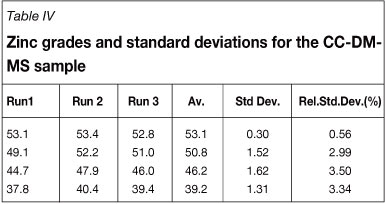
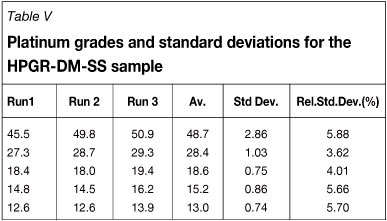
In order to determine the reproducibility of the results and the reliability of the experimental procedures used, all particle size distribution determinations and all batch flotation tests were carried out in triplicate. In order to determine the standard deviation and the reproducibility of the particle size distribution data, the cone crusher sample followed by dry milling (CC-DM-MS) was selected and processed three times. The standard deviation and the percentage relative standard deviation for each of the four concentrates collected for a set of triplicate tests are shown in Table IV for the sphalerite flotation tests. Table V shows a similar set of results for the PGMs in which the HPGR-WM-SS sample was used to determine reproducibility.
The flotation feed, the first concentrate, and the tails for each condition were analysed using ToF-SIMS and XPS (Shackleton, 2006). The samples collected for analysis were screened to obtain a 38 µm to 106 µm size fraction. The surface analysis of the minerals was carried out using a PHI TRIFT IV ToF-SIMS (time-of flight-secondary ion mass spectrometry) instrument operating in the static SIMS regime. The handpicked grains of interest were analysed and imaged for Ca, Mg, Al, Si, Na, Mn, Fe, Cu, Ni, Zn, and Pb during positive ion analysis and O, OH, S, and xanthate during negative ion analysis. Mineralogical analyses were carried out using a Mineral Liberation Analyser (MLA).
Results and discussion
Comminution
The particle size distribution for the cone crusher and the HPGR were almost identical for both ores, with the HPGR producing a finer grind than the cone crusher. The particle size distribution for the sphalerite is shown in Figure 2 and for the PGM ore in Figure 3. In both cases the HPGR product was significantly finer than the cone crushed product. However, in both cases essentially no difference was observed between wet and dry milling or for different milling media. The reason for the absence of a full suite of combinations has been referred to above but, given the results that were obtained, it is unlikely that any significant differences would have been observed.
Mineralogy
The mineralogical results of the sulphide ore showed that all four mill product samples had very similar mineralogical compositions, containing approximately 40% pyrite, 20% quartz, 12% sphalerite, 9% mica, and 6% FeMn silicates. The liberation characteristics were also similar for all four samples with approximately 90% liberation of sphalerite being achieved. With respect to particle size distribution, the d50 values of the bulk milled products were between 30.7 µm and 37.9 µm . The liberation data for sphalerite indicated a finer d50 for the dry milled samples in the case of both the cone crusher and the HPGR (Table VI).
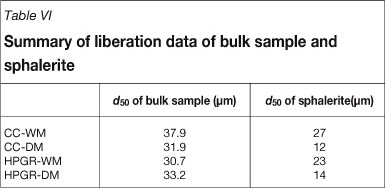
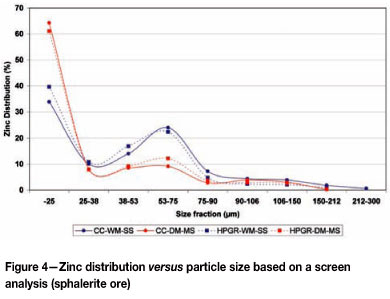
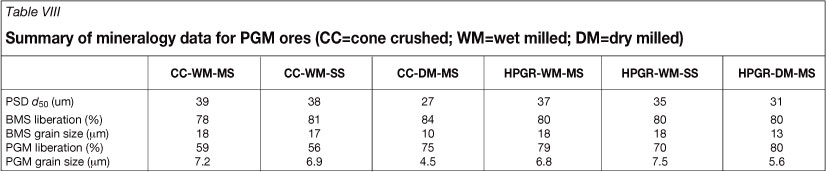
Figure 4 shows the zinc distribution in each size fraction of the sulphide ore and Table VI shows the d50 values of the bulk sample and of sphalerite in the mill product samples.- Table VII shows the mineralogy data for sphalerite ores after various milling procedures. Figure 5 and Table VIII show the equivalent results for the PGM ore. In both cases dry milling resulted in a significantly higher percentage of the valuables (zinc or platinum) reporting to the -25 µm fraction. In the case of sphalerite ore there did not appear to be any preferential liberation of valuables when the HPGR was used (Tables VI and VII). Table VI shows that the d50 values of the bulk milled products, under the various conditions investigated, were between 30.7 µm and 37.9 µm. However, the liberation versus size data indicated that the d50 of the bulk sample was always coarser than was the case for the liberated sphalerite. The zinc grade in each size fraction was similar for the cone crusher and HPGR products, irrespective of whether the sample was dry or wet milled.

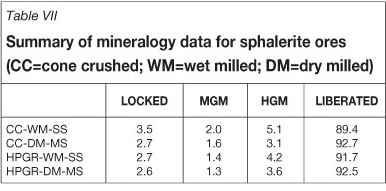
In the case of the PGM ore, the head grade of the combined feed was approx. 4 g/t platinum group elements (PGE). The base metal sulphide content of this ore was 2% and was predominantly pyrrhotite (approx. 39%) and pentlandite (approx. 37%). The PGM distribution of the ore sample showed that the main PGMs were PGE-tellurides (approx. 46%) with lesser PGE-alloys (approx. 15%), PGE-arsenides (approx. 13%) and PGE-sulphides (approx.13%). Table VIII summarizes the mineralogical data for the PGMs. As in the case of sphalerite, the dry milled samples had the finest d50 values for both the cone crushed product and the HPGR. Again, as in the case of sphalerite, the liberation of the base metal sulphides contained in the PGM ore was similar for all treatments, viz. approx. 80%, even though the grain size was finer in the case of dry milling. For the PGMs, in the case of cone crushing the liberation was significantly greater in the case of dry milling than wet milling. In the case- of HPGR, the liberation was consistently greater than the equivalent treatment using cone crushing, providing strong evidence that the HPGR did indeed increase the liberation of the base metal sulphides in the PGMs. This was done using MLA analyses. However, the mineralogical results indicate that the HPGR does not appear to improve liberation compared to cone crushing in the case of the base metal sulphides. The high degree of liberation of the base metal sulphides compared to the PGMs is probably related to their innate hardness. Base metal sulphides typically have a hardness of 4 on the Mohs scale compared, for example, to sperrylite (PtAs2), which has a hardness of 7. For the PGMs the particle size distribution of the bulk sample showed a smaller d50 grain size for the dry milled samples. The crushing technique, however, made no difference to the average grain size for base metal sulphides. There was little difference in liberation and grain size between the samples milled using mild steel and stainless steel. In general, therefore, these results show that the comminution procedures used did not appear to be ore-specific and yielded similar particle size distributions. There were, however, differences in degree of liberation.
Flotation tests
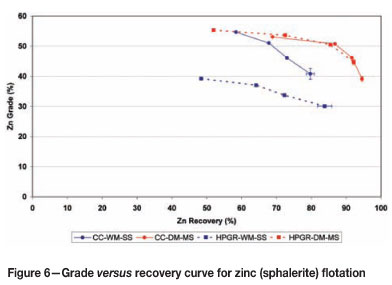
With respect to the flotation behaviour of the mill product samples, Figure 6 shows that in the case of sphalerite, the dry milled samples (both cone crushing and HPGR) produced the highest final grades and recoveries. In the case of wet milling, the cone crusher product yielded a lower final recovery but significantly higher grade compared to the HPGR. These results were similar to those obtained by Seke (2005), who proposed that the higher recoveries in the case of dry grinding were a result of more positive pulp potentials in the flotation process. The redox potentials were not measured, and so this proposition cannot be confirmed in the present study.
The flotation grade-recovery results for the PGM ore are shown in Figure 7. Of significant interest is the observation that quite the opposite results were obtained in this case compared to the sphalerite. The highest platinum grade-recovery relationship was obtained for cone crushing followed by wet milling (CC-WM-MS and CC-WM-SS), followed by the equivalent treatment using HPGR. The lowest grades and recoveries were obtained for the dry milled samples for both cone crushing and HPGR even though, as shown in Table VIII, these samples had the highest liberation of PGMs.
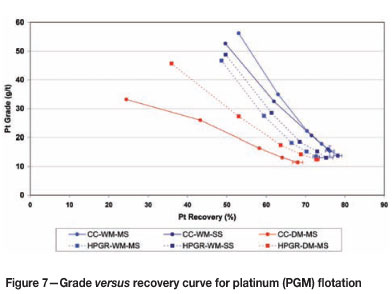
It is interesting to note that in the case of both ores a significant amount of the valuable mineral had reported to- the finer size fraction. Table VI has shown that the d50 for the dry milled samples of sphalerite was approx. 13 µm (at 90% liberation), and yet these samples yielded the highest recoveries and grades. Hence the poor recoveries often associated with the flotation of fine particles did not appear to be a limiting factor. In the case of the PGM material the poorly floating dry milled material was slightly finer than the wet milled material, but not significantly so. The cone crushed wet milled material yielded higher grades and recoveries than the HPGR equivalent, even though the HPGR wet milled samples had significantly greater liberation than the cone crushed equivalents. The poor flotation results with dry milling in the case of PGMs may be due to problems associated with slimes coating of the PGMs by fine gangue material. This problem would not be as significant in the case of sphalerite. It is also possible that the very fine liberated PGMs have exposed Pt compounds such as arsenides, which are known to be difficult to float (Shackleton et al., 2007).
These results indicate that although HPGR produced ore with a greater degree of liberation at equivalent grain size, this did not result in an improved flotation performance. For the sulphides in both ores the percentage liberation was similar for different comminution treatments. However, the recovery of base metal sulphides in the PGM ore was lowest for dry milled samples, as opposed to the case of sphalerite, again suggesting that factors such as slime coating during dry milling may be playing a role.
In the case of the cone crushed sample, flotation following dry milling resulted in a much greater water recovery (410 g compared to 205 g) without a similar increase in mass pull (220 g and 215 g respectively), indicating a selective increase in mass pull of valuables which is consistent with the increased Zn recovery at equivalent grade. The high water recovery, and hence more stable froth, is also consistent with the presence of a finer size fraction in the case of the dry milled sample. It should also be noted that in this case the higher Zn recovery and similar grades compared to wet milling indicate a more selective separation of sphalerite and gangue material in the froth phase. In the case of the HPGR, dry milling resulted in lower mass pulls, equivalent water recoveries, and significantly higher Zn recoveries and grades compared to wet milling, which produced a non-selective increased mass pull. The similar water recoveries and hence froth stabilities are consistent with this observation. The results do, however, indicate a greater selectivity in the mass recovery in the case of dry milling, since for the wet milled sample there was a much greater mass pull but this was accompanied by a much lower Zn recovery and grade.
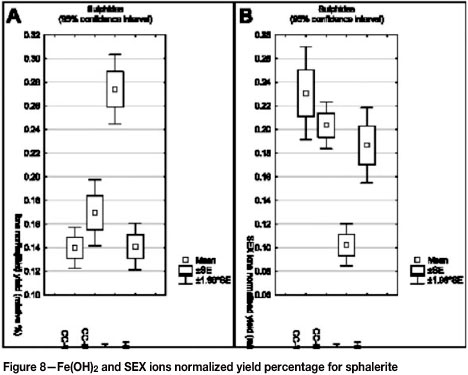
Figure 8 shows the normalized yield percentage for Fe(OH)2 and SEX respectively on the surface of sphalerite as determined by ToF-SIMS. The HPGR wet milled sample had the highest levels of Fe(OH)2 on the surface, with correspondingly lower levels of xanthate compared to the other three conditions. High Fe(OH)2 levels on the surface result in a hydrophilic surface and can lead to lower xanthate adsorption, as was observed. Excess xanthate levels on the- surface can destabilize the froth due the high degree of hydrophobicity, which may explain the fact that the HPGR wet milled sample, which had lower xanthate levels on the surface, produced higher mass pull at similar water recoveries, which is an indication of a more stable froth. The XPS results showed that the copper on the sphalerite surface was predominantly Cu(I), which promotes xanthate adsorption and therefore flotation.
ToF-SIMS was also used to investigate the presence of xanthate and dithiophosphate ions as well as calcium, magnesium, silicon, and aluminium ions on feed, concentrate, and tails samples from the flotation of sphalerite. The latter ions may be able to passivate the surface of minerals, thus reducing the number of sites available for collector adsorption. It was found that dry milling produced higher levels of passivation on the concentrate surface than wet milling. A possible reason for this is that, when the dry milled sample was repulped, the [Ca+Al+Mg+Si] ions present in the water would have been attracted to these 'high energy' active centres formed during dry milling. This may play a role in reducing the grades and recoveries of PGMs in the flotation process. It is also possible that the increased liberation occurring after dry milling may have exposed a greater amount of 'difficult to float' PGMs.
Conclusion
The aim of this investigation was to study the effect of using different comminution procedures such as cone crushing and HPGR followed by wet or dry milling on flotation of the mill product. Two different ores were studied, viz. a sulphide ore containing 12% sphalerite and a PGM ore that contained 2% base metal sulphides, in order to investigate the extent to which such differences are generic or ore-specific. In the first instance it was shown that the effect of the different procedures on the particle size distribution was similar for both ore types, although HPGR alone produced a finer product than was the case for cone crushing. Mineralogy studies showed that, for the sphalerite ore, the HPGR- treatment yielded percentage liberation values similar to those produced by the cone crusher. In the case of PGM ore, the HPGR and cone crushing treatments produced similar percentage liberation of the sulphides, but the HPGR treatment significantly improved the percentage liberation of PGMs. The effect of these different milling procedures on flotation showed that, in the case of sphalerite, dry milling, after HPGR or cone crushing, produced an improved grade and recovery even though the feed had a significantly lower d50, but an equivalent liberation to the wet milled sample. In the case of the PGMs the opposite was observed, viz. reduced grade and recovery of Pt for the dry milled sample even though the percentage liberation was greater. This is not due to a problem associated with the finer particle size, but may be a result of either passivation of sites by alkali earth ions or the exposure in these more liberated particles of difficult-to-float material such as tellurides or arsenides. or slime coating.
Acknowledgements
The authors wish to thank Anglo American Platinum and Anglo American Technical Solutions Research for permission to publish this paper.
References
Bearman, R. 2006. High-pressure grinding rolls: characterizing and defining- process performance for engineers. Advances in Comminution Komar Kawatra, S. (ed.). Society for Mining, Metallurgy and Exploration, Denver, Colorado. pp. 3-14. [ Links ]
Daniel, M.J. 2007. Energy efficient mineral liberation using HPGR technology. PhD thesis, University of Queensland, Brisbane, Australia. [ Links ]
Dunne, R., Goulsbra, A., and Dunlop, 1.1996. High pressure grinding rolls and the effect on liberation: comparative test results. Proceedings of Randol Gold Forum. Randol International, Golden, Colorado. pp. 49-54. [ Links ]
Klymowsky, R., Patzelt, N., Knecht, J., and Burchardt, E. 2006. An overview of HPGR technology. International autogenous and semiautogenous grinding technology. Proceedings of the SAG conference. Allan, M.J. (ed.). Department of Mining Engineering, University of British Columbia. Vancouver, BC, Canada. pp.11-26. [ Links ]
Morley, C. 2006. High pressure grinding rolls: a technology review. Advances in Comminution. Komar Kawatra, S. (ed.). Society for Mining, Metallurgy and Exploration, Denver, Colorado. pp. 15-39. [ Links ]
Seke, M.D. 2005. Optimisation of the selective flotation of galena and sphalerite at Rosh Pinah mine. PhD thesis, University of Pretoria, Pretoria, South Africa. [ Links ]
Shackleton, N.J., Malysiak, V., and O'Connor, C.T. 2006. The interaction of xanthates and amines with pyroxene activated by copper and nickel. Minerals Engineering, vol. 19, no. 6-8. pp. 799-806 [ Links ]
Shackleton, N.J., Malysiak, V., and O'Connor, C.T. 2007. Surface characteristics and flotation behaviour of platinum and palladium arsenides. International Journal of Mineral Processing, vol. 85, no. 1-3. pp. 25-40. [ Links ]
Wightman, E., Evans, C.L., Vizcarra, T., and Sandoval, G. 2008. Process mineralogy as tool in modelling mineral processing operations. Ninth International Congress for Applied Mineralogy, Brisbane, 8-10 September 2008. Australasian Institute of Mining and Metallurgy. pp. 475-482. [ Links ]
Paper received Feb. 2013
Revised paper received Apr. 2013
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN2225-6253.


{kind=link}
{kind=link}
{kind=link}