










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versão On-line ISSN 2411-9717
versão impressa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 no.4 Johannesburg Abr. 2013
PAPERS
A critical investigation into alternatives to compressed air in boxfront chute cylinders
C.J. Tonkin
Department of Mining Engineering, University of Pretoria
SYNOPSIS
Compressed air is widely used on South African gold mines. However, due to recent and proposed future electricity tariff increases it is quickly becoming too expensive to produce and use. Boxfront chute systems at ore passes were focused on during this study, and a number of alternative power sources were examined. After comparing primarily costs, and secondarily safety and practicality, of a number of systems based on water and hydraulic oil, a system making use of either air or water was determined to be the most cost effective. A payback time of 8 years was calculated, which will be significantly less taking into account the avoidance of failures due to electricity and water shortages, which would not affect this system due to its ability to swap between either air or water. It was recommended that this system be installed at all boxfront chutes as soon as possible so that the company can begin to benefit from the cost savings.
Keywords: compressed air, electricity tariff increases, boxfront chute systems, costs, water power.
Project background
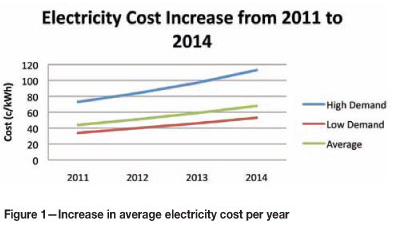
Eskom, South Africa's primary energy supplier, has recently been struggling to supply sufficient amounts of energy to the country. Consequently, electricity tariffs have increased significantly (26.95% in 2009 and 26.95% in 2010), and were expected to rise by 16% per year from 2011 to 2014 (News24, 2012) at the time of this study, as shown in Figure 1. These increases have had a detrimental effect on the South African mining industry, and similar effects are expected with future increases (Roepert, 2011). Eskom's CEO, Brian Dames, said concerning the increases, 'We need to introduce more efficient energy usage, reducing electricity demand while improving the overall economic performance'.
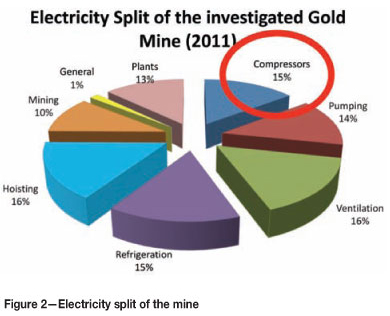
Compressed air is the largest consumer of electricity on South African narrow-reef gold mines, and is responsible for about 25% of electricity usage (Fraser, 2008). Usage will, however, vary slightly with the mining method used. In conventional narrow reef gold mines, handheld rock drills, which rely on compressed air for pneumatic power, are used, whereas in mechanized mines, like the one considered in this study, large mobile drill rigs, which rely on electricity, are used. However, generation of compressed air is still consistently the fourth largest electricity consumer at the mine studied, where it is responsible for about 14.7% of electricity costs according to the mine's electricity split (Du Plessis, 2011). Figure 2 shows the distribution of electricity usage at the mine in 2011, according to the 2011 electricity split. Compressed air generation accounted for approximately 79.5 million kWh in 2011 at a cost of approximately R36.3 million (an average of 44c per kWh). This means that if electricity consumption remains the same in the future, costs would be in the region of R42 million in 2012, R49 million in 2013, and R57 million in 2014.
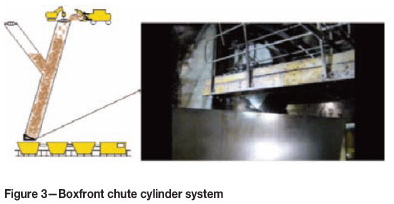
Compressed air users include pneumatic rock drills, boxfront chute cylinders, air legs, and refuge bays. This investigation focuses specifically on finding alternatives to the compressed air used in boxfront chute cylinders, shown in Figure 3.
Because, compressed air has been in use on South African mines for decades, a clear set of advantages and disadvantages can be established. These are described in Table I.
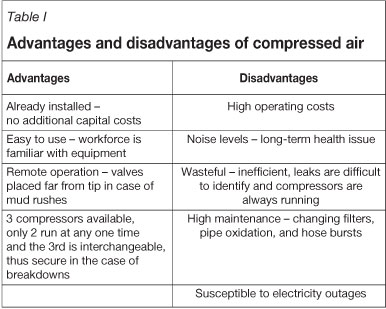
Possibly the most significant disadvantage of the current boxfront chute system is the inability of the system to use energy efficiently.
Electricity provided to the mine is used, in this case, to generate compressed air at the compressor on surface, where some energy is lost in the form of sound, heat, and friction. The compressed air is sent underground to depths reaching 3.5 km below surface, and during this exercise more energy is lost due to friction in the pipe as well as to air leaks (studies show that a single hole 3 mm in diameter would cost approximately R3150 per year based on 2011 electricity costs (Fraser, 2011)). When the compressed air eventually arrives at the cylinder and work begins, more energy is lost in the same manner as in the surface compressor.
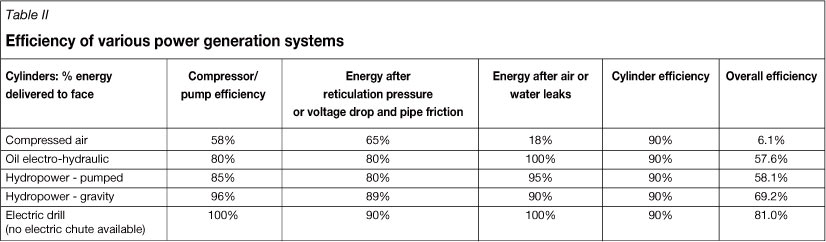
Table II shows the efficiency of various power generation systems used in powering cylinders, from generation to use in cylinders at a boxfront chute. The information was taken from a study on the efficiency of rock drills at a South African platinum mine (Fraser, 2011) and adapted to suit boxfront chute cylinders at the mine studied with input from Van Zyl (2011) and Roberts (2011). Table II also shows that the efficiency of a compressed air system is far lower than those of the other systems that were analysed, namely oil, electro-hydraulic, pumped hydropower, hydropower using gravity, and electricity. The main reason for the low efficiency of compressed air is the presence of air leaks. This is not an issue in any of the other methods mentioned, although water leaks do play a role in lowering the efficiency of some of the methods, but not to as large an extent. Other reasons for the low efficiency are that the compressor itself is very inefficient when compared to the pumps used in other methods and that, when under pressure, air loses energy due to friction in the pipe.
The mine also intends to increase the number of boxfront chutes from 36 to 42 (at a rate of two per year) from 2012 to 2014. Since two cylinders are used per chute, this will amount to a total of 84 cylinders in use at the end of 2014. The reason for this is that the mine is not yet at full production, but will be by the end of 2015.
Taking into account this increase in the number of cylinders, the increases in electricity costs, the disadvantages of the method, and the high efficiency of the alternative methods (Table II), there is a clear need for suitable alternatives to compressed air for use as an energy source for chutes to be identified and implemented.
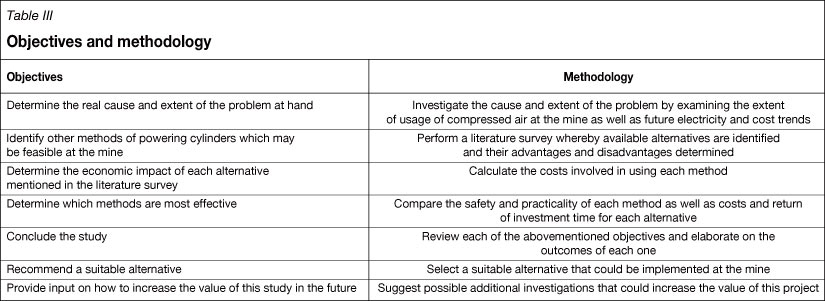
Objectives and methodology
Alternatives examined
Alternatives that are currently available for use include the following:
► A water system, using the same pressure as that of the mine water recirculation system, termed the '18 MPa water system' for the purposes of this study
► A water or air system that gives the option of using either compressed air or the 18 MPa water system
► A water system that uses a motor to pressurize the water, which is then used to power the cylinders, termed the '130 MPa water system' for the purposes of this study
► An oil-based, electro-hydraulic system whereby the motor used to power the cylinders is attached to the cylinder itself
► An oil-based, electro-hydraulic system that has a separate motor.
Water systems
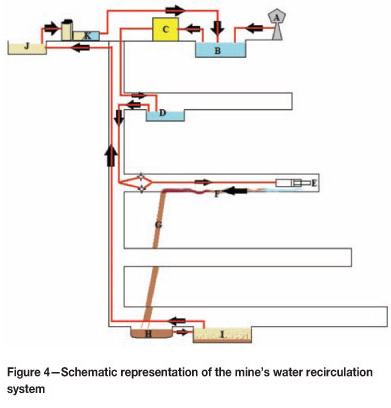
Water is seen as a valuable resource with regards to this study, due to its ability to operate cylinders in a similar way to which air does and to the low cost of mine service water. The mine makes use of a water recirculation system that recycles approximately 70% of all water used according to Van Zyl (2011). A simplified version of the system is shown in Figure 4. Water initially comes from the Rand Water Board (A) and is sent from a surface dam (B) through a refrigeration plant (C) and the shaft to an underground storage dam (D), from which it is distributed to different levels to be used (E). After usage, the water flows by means of gutters (F) to boreholes (G), where it gravitates to a silo (H) at shaft bottom and is then sent to a settler dam (I) where flocculent is added, thus separating mud and water. This water is pumped to a 'dirty water' dam (J) on surface, from which it is sent to a purification plant (K). When the water is at the correct pH and solids levels, and chlorine has been added, it is returned to the surface dam (B) for re-use.
18MPa water system
The 18MPa water system makes use of mine service water that has been recirculated and pumped to the area of operation, where it is used and again recirculated. Figure 5 shows how the 18 MPa water system described by Roberts (2011) works in conjunction with the mine's water recirculation system.
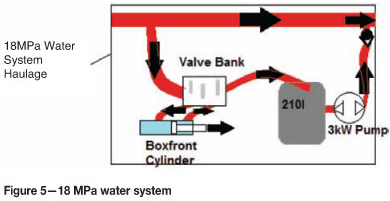
Table IV shows the advantages and disadvantages of this system as given by Fraser (2011) and Van Zyl (2011).
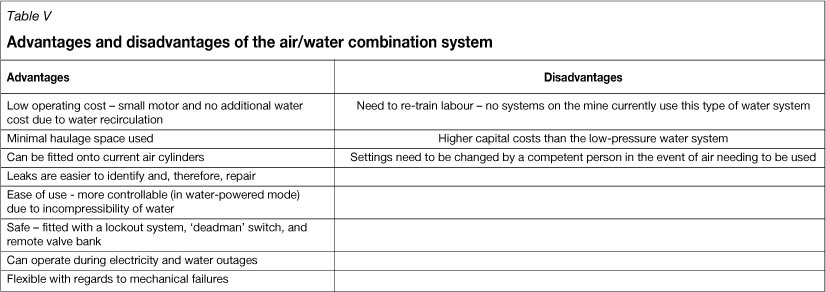
Air/water combination
This system is essentially the same as the 18 MP water system, but with an additional valve that allows the operator to choose between either air or water. This will minimize the cost while still maintaining production levels. Table V describes the advantages and disadvantages of this system.
130 MPa water system
The 130 MPa water system also makes use of the mine's water recirculation system. However, in this case the motor does not send the water back into the system as with the 18 MPa system, but is used to pressurize the water so that the cylinder can be expanded or retracted. The water, in this case, is sent back to the tank after use and when the tank is full, a floating valve closes the connecting pipe. Figure 6 shows a simplified version of the system, as described by Roberts (2011).
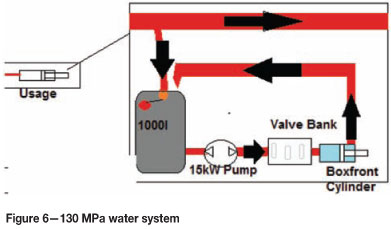
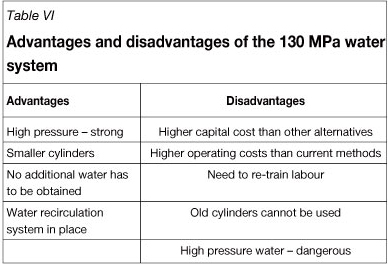
Table VI describes the advantages and disadvantages involved in the 130 MPa system. Note that this is the first system discussed where new cylinders have to be purchased; this is a significant factor when costs are analysed.
Hydraulics
Hydraulic cylinders are widely used at the mine currently as all trackless tm3 systems use hydraulics. This also means that there are a number of suppliers for hydraulic boxfront chute cylinders. Electro-hydraulic cylinders convert electrical energy into mechanical energy similarly to the way water does, and as with high-pressure water, the high pressure in cylinders means that smaller cylinders can be used.
There are currently two types of hydraulic cylinder system that have been developed for boxfront chutes: a two-part system where the cylinder and power pack are separate, and a compact system where the two are attached.
Two-part system
The two-part hydraulic system makes use of a hydraulic tank and cylinders which are powered by a motor. The motor is separate from the cylinder, hence the name two-part system. Table VII shows the advantages and disadvantages of the two-part hydraulic system, as described by Van der Linde (2009).

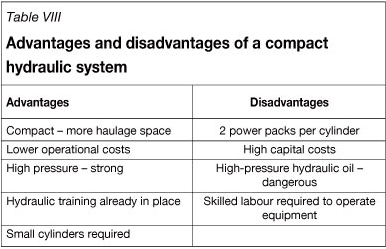
Compact hydraulic system
The compact hydraulic system makes use of a cylinder, tank, and motor similarly to the two-part system, the difference being that the system is smaller due to the motor being attached to the cylinder itself, hence the name compact hydraulic system. Table VIII describes the advantages and disadvantages of this system given by Van Zyl (2011) and Van der Linde (2009).
Cost analysis
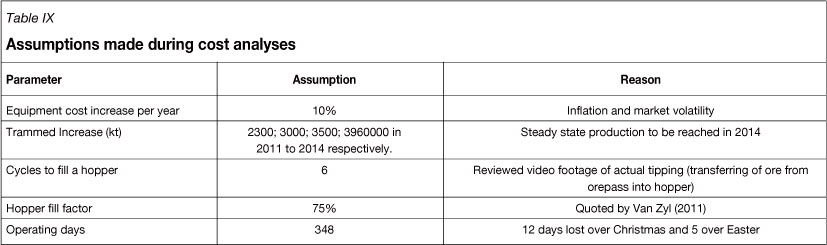
The assumptions in Table IX were made when calculating the costs involved in each alternative:
Compressed air
Capital expenditure (CAPEX)







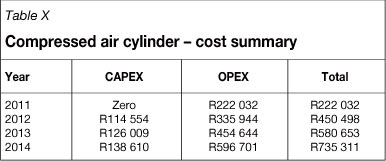
Table X shows the results of the cost analysis done on compressed air between 2011 and 2014, given the electricity tariff increases mentioned earlier.
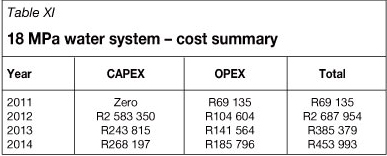
18 MPa water system
CAPEX:
See Equation [1]
OPEX:






Table XI shows the results of the cost analysis done on the 18 MPa water system.
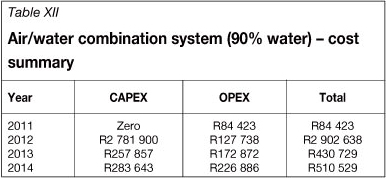
Air/water combination system
In this system, it must be kept in mind that water and air cannot be used at the same time and that due to costs in the OPEX columns of Table X and Table XI, it is preferable to use compressed air only when water is not available. Note that the cost of using water is taken to be the same as that of the 18 MPa system, and the cost of air is taken to be the same as that of the compressed air system. Table XII gives a summary of costs using water 90% of the time and air 10% of the time. Currently, compressed air systems are approximately 95% available, according to Van Zyl (2011), so with new equipment and newly trained operators it was assumed that availability may drop to approximately 90% for the new system.
CAPEX:
See Equation [1] OPEX:
Assume OPEX per year for compressed air is x as calculated in Equation [8]
Assume OPEX per year for 18 MPa water is y as calculated in Equation [17]
Then:
OPEX per year
It is important to remember that the air/water option allows this system to run during failures that would cripple other systems, and that if this is taken into account the savings will be far higher. An estimate of money saved in the case of a failure is calculated as follows:
Hopper size: 18 t
Fill factor: 75%
Gold price: US$1650 per oz.
Exchange rate: R8.02 per US dollar
1 oz. = 28.35 g
Grade: 5 g/t


Therefore the 18 MPa water system is R198 550 (R2 781 900-R2 583 350) cheaper (Table XIII) than the air/water combination system (assuming that current cylinders will be used).

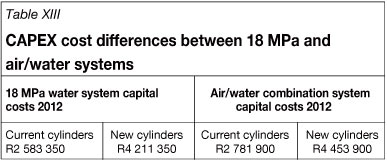
This means that if three spans of ore are collected with this system where they otherwise would not have been, the additional capital costs are offset.
Another important factor to take into consideration when considering this alternative is that to achieve the desired electricity cost savings, the following adjustments need to be made to the compressor output settings. When the air/water systems are installed and running the operator needs to view the supervisory control and data acquisition (SCADA ) system, which shows specific data for each system on the mine and alerts the control room to any abnormalities present. The output of the compressors should then be adjusted to ensure that the face pressure stays at 550 kPa, which is optimal according to Van Zyl (2011) i.e. when water is being used the compressor output will be less, and if air is being used, as in the case of a water shortage, the compressor output should be higher.
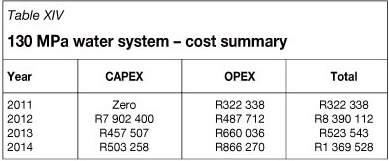
130 MPa water system
CAPEX:
See Equation [1] OPEX:
Assuming that there are three hoppers on a span, it takes 30 minutes to fill a span (van Zyl, 2011) and a 15 kW motor is used:



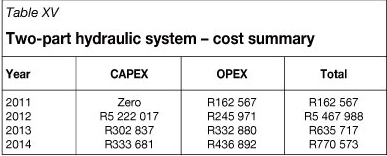
Two-part hydraulic system
The two-part hydraulic system's capital costs were adapted from similar projects taking place on the mine; for this reason, new costs should be requested with the exact specifications before procurement begins. Table XV shows capital and operational expenditure for the two-part hydraulic system. Operating costs were calculated by determining the usage time and electricity consumed by the motor, similar to the way in which the 130 MPa water system's costs were determined with CAPEX.
CAPEX:
See Equation [1]
OPEX:
As for the130 MPa water system but using a 7.5 kW motor i Equation [24].
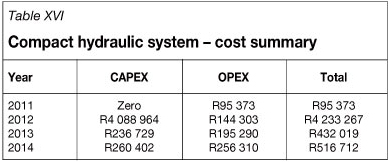
Compact hydraulic system
The compact hydraulic system's capital costs were also adapted from similar projects being carried out on the mine and, as with the two-part hydraulic system, new quotes should be obtained for exact prices. Table XVI shows capital and operational costs for the compact hydraulic system.
CAPEX:
See Equation [1]. OPEX:
As for the 130 MPa water system, but using two 2.2 kW motors in Equation [24]
Cost comparison
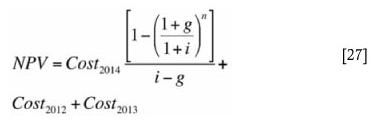
The net present value (NPV) of each alternative was attained using the following assumptions:
► All initial procurement was done at the beginning of 2012
► The two new boxfront chutes (per year) are to be installed at the beginning of 2012, 2013, and 2014 respectively
► As the costs tables show, capital costs are expected to increase by 10% per year
► All payments were made in full upon procurement, thus no interest was charged
► After 2014 electricity costs were assumed to increase by 5% per year, with inflation, thus g = 0.05.
► NPV was determined from the beginning of 2012 to the beginning of 2021, thus n = 7, as n applies only after 2014.
► Amortization was not taken into account.
Table XVII shows the NPV and payback time of each alternative using the following equations from Blank and Tarquin (2008).

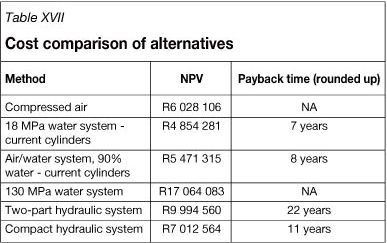
Solve for n using logarithms, n+2 refers to return time in years
Figure 7 shows cumulative costs of each alternative from 2012 until 2021. The intersection between the curves for compressed air and each alternative has a corresponding value on the x-axis; this value is the payback time. Costs increase rapidly between 2012 and 2014 because of addition capital costs and an electricity tariff increase of 16% after 2014 as opposed to 5% previously. Note that the 18 MPa system is the first to intersect the curve for compressed air, followed by the air/water combination.
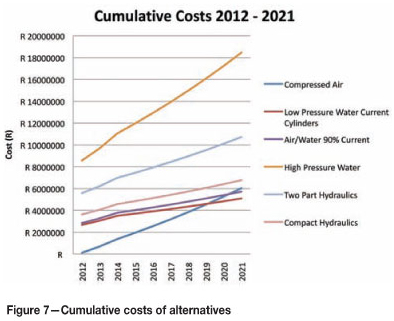
Figure 7 shows that although compressed air has by far the least capital costs, all the alternatives except for the 130 MPa system are more cost-effective in future. This is evident as the all curves converge towards an intersection point with compressed air, except for the 130 MPa curve. The 18 MPa and air/water combination systems intersect the compressed air curve in 2019 and 2020 respectively. This indicates the payback time for each of these alternatives. Figure 7 shows that the 18 MPa system is the most cost-effective, with the air/water combination system next; this is, however, assuming that there are no scenarios in which the air/water system would allowing tipping, while the 18 MPa system would not allow it, as mentioned earlier. Such a scenario would increase the cost-effectiveness of the air/water system. To summarize the yearly OPEX differences between compressed air and each alternative in 2014, the following can be stated:
► 18 MPa water system: 69% cheaper
► Air/water system: 62% cheaper
► 130 MPa water system: 45% more expensive
► Two-part hydraulic system: 27% cheaper
► Compact hydraulic system: 57% cheaper
Conclusion
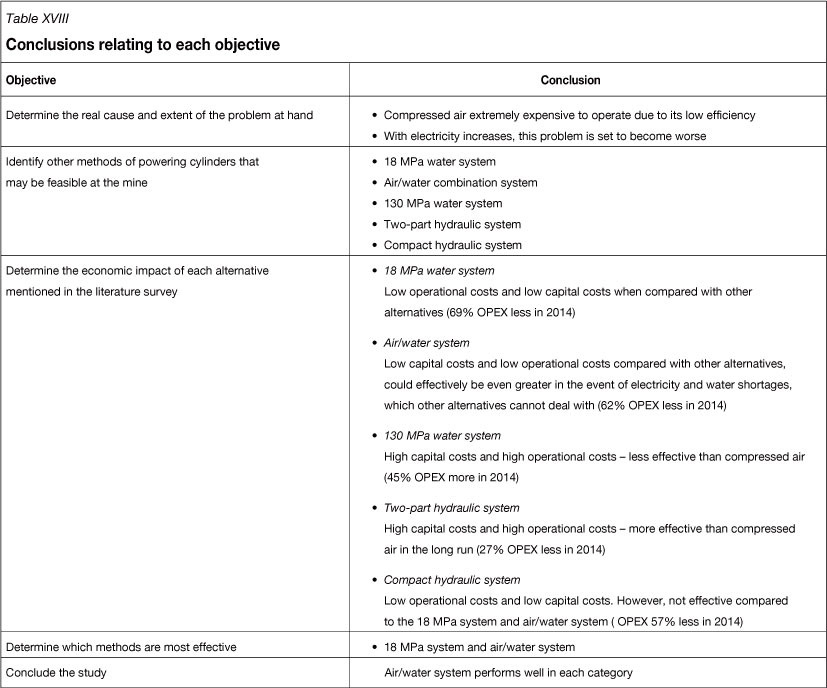
Table XVIII lists each objective (from Table III) and the conclusions which can be drawn from achieving each objective. The final two objectives are completed later in the study.
Recommendations
From the conclusion of this study, it is recommended that the air/water combination system be implemented. This method is most cost-effective when water is used primarily and compressed air is used only in emergencies, and provides the added benefit of being able to operate when other alternatives cannot. This ensures that no revenue will be lost due to lack of electricity or water, or due to mechanical failures.
It is recommended that this alternative be put in place as soon as possible to ensure that capital costs are not further increased and to ensure that the payback on the investment is realized as soon as possible.
It is highly recommended that exercises like this one be done on future projects within the company to select the best alternative before initial procurement begins. This will eliminate the risk of having to change the system in future, as well as save costs.
Recommendations for further work
► Developing electrical and electromagnetic systems as possible alternatives to compressed air
► The evaluation and implementation of a compressed air management system
► The investigation into cost-effective boxfront chute operating practices - limiting cycles needed and increasing hopper fill factor
► An investigation into cost-effective hopper sizes and span lengths
► An investigation into alternatives to compressed air in rock drills
► An investigation into the effectiveness and efficiency of current boxfront chute cylinders and new, low-pressure water system boxfront chute cylinders.
References
Blank, L. and Tarquin, A. 2008. Engineering Economy. 6th Edition. McGraw-Hill, New York. [ Links ]
Celliers, P. and Thorp, N. 1999. Compressed Air (General). The Mine
Ventilation Practitioner's Data Book. 2nd edn. Patterson, A. (ed.). The Mine Ventilation Society of South Africa. Johannesburg, vol. 2. pp. CA-G 5
Du Plessis, P. 2011. Electricity split of the mine. Gold Fields Ltd., the examined gold mine, South Shaft, East Wing. [ Links ]
Fraser, P.D. 2008. Saving energy by replacing compressed air with localised hydropower systems: a 'half level' model approach. Third International Platinum Conference 'Platinum in Transformation', Sun City, South Africa, 6-9 October 2008. The Southern African Institute of Mining and Metallurgy, Johannesburg. pp. 285-292. [ Links ]
Fraser, P. 2011. Personal communication. Low and high pressure water systems. [ Links ]
News 24. 2012. Eskom says can function with lower tariff hike. http://www.news24.com/SouthAfrica/Politics/Eskom-says-can-function-with-lower-tariff-hike-20120309 [Accessed 14 March 2012] [ Links ]
Roberts, H. 2011. Personal communication. Low and high pressure water systems. [ Links ]
Roepert, M. 2011. Personal communication. Future of compressed air in South African gold mines. [ Links ]
Van der Linde, A. 2009. Personal communication. Presentation on boxfront cylinder alternatives. [ Links ]
Van Zyl. C. 2011. Personal communication. Mine water recirculation system. [ Links ]
Paper received Jan. 2013
Revised paper received Feb. 2013
Paper written on project work carried out in partial fulfilment of B. Eng. (Mining Engineering)
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN2225-6253.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}