










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 n.3 Johannesburg Mar. 2013
PLATINUM CONFERENCE 2012
Preconcentration of UG2 platinum ore: economic benefits
F. SmitI; V. CoetzeeI; M. SeymourII; S. NotnagelII
IDRA Mineral Projects
IIDRA Mining
SYNOPSIS
Mining and plant practices can benefit from preconcentration of UG2 platinum ores in a dense medium separation (DMS) plant. The main benefit of DMS is the selective discard of waste from the feed stream, thus improving project economics while reducing the power and water requirements for processing.
On the mining side, with the correct combination of variables, implementing DMS as a pre-concentration step can reduce cut-off grades and, as a result, increase ore reserves. In addition, the use of DMS technology gives the mine team the opportunity to consider alternative mining methods for an operation.
The challenges of balancing the mining tonnage, methods, and resulting grades with the process plant size, recoveries, and DMS discard volumes have resulted in the development of a model to optimize value on new projects or existing operations.
This paper will focus on these benefits from a mining and plant perspective, quantifying the water and power savings, and look at the economic benefits of preconcentration and the effect of metal prices, plant feed grade, and DMS efficiency in different mining environments.
Keywords: preconcentration, DMS, operating cost, capital cost.
Introduction
The quantity of UG2 ores treated over the past decade has increased dramatically. The increasing scarcity of high-grade resources has forced the evaluation of lower grade deposits.
Power supply constraints in South Africa and high energy costs elsewhere in Africa demand that preconcentration alternatives such as dense medium separation (DMS) be explored, to reduce the consumption of power and water on a plant, with the final objective of improving overall project economics.
Project economics can also be improved through capital expenditure (capex) reductions on the milling and flotation sections of a plant as a result of the lower tonnages treated after preconcentration.
The inclusion of DMS in a plant circuit can also allow for more flexibility in the selection of a mining method, which constitutes a large portion of the overall capital and operating costs on a UG2 operation.
The above factors have resulted in preconcentration methods such as DMS, X-ray transmission (XRT), and X-ray fluorescence (XRF) being tested as economical alternatives more frequently. Metallurgical testing laboratories have confirmed this trend by reporting significant increases in this type of test work.
DMS technology
The DMS process is a tried and tested technology tracing back to the 1940s. Initially it was more popular for coal, diamonds, iron ore, and chromite. The benefits of the process have resulted in it being used in gold, lead-zinc, copper, and, eventually, platinum plants as well.
The process itself is straightforward and is accommodated by a relatively small plant footprint. Of the commercially exploited platinum reefs mined in South Africa, the UG2 chromitite reef has a much higher density than the silicate waste fraction in both the hangingwall and footwall, and this difference is used to separate the reef from the waste.
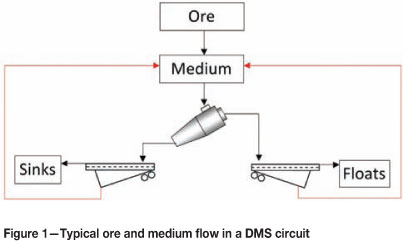
A high-density ferrosilicon medium is made up at a certain density, mixed with the deslimed ore, and gravity fed to a cyclone at a defined pressure (Figure 1). The rest of the process is designed to recover medium, maintain density, stability, and viscosity, and discard any circulating fines, in the <1.5 mm to 2 mm fraction. This has been well documented in previous papers on the subjects.
The classification in the DMS cyclone is driven by the density differential of the reef and waste materials, facilitated by the selected ferrosilicon density. Operating densities in a DMS are controlled by designing a 'rising density' circulating medium circuit, which is continuously diluted to the correct medium density by topping up with water. This water is discarded and combined with the fines from the feed preparation screen before DMS.
The main water and solids routes are indicated in Figure 2. The only water loss on a DMS circuit occurs as inherent surface moisture of the discard or 'floats' fraction. As this is typically +2mm -30mm on UG2, the dewatering on the drain and rinse screens is effective and minimal quantities of water are discarded to the DMS waste stockpiles.
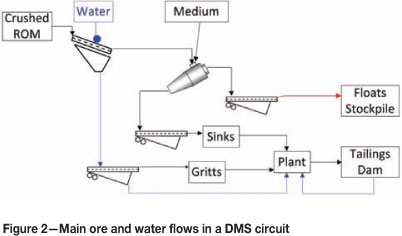
PGM losses are incurred with the material leaving the plant in the DMS floats stream.
DMS response
The process tool used to determine the mass split at different densities is the washability curve, which is generated from heavy liquid separation (HLS) test work. A 10 kg to 20 kg sample is statically separated at different densities and the grades and mass splits are recorded at each density.
Figure 3 illustrates the results received for HLS test work undertaken on a UG2 ore from the eastern limb of the Bushveld Complex.
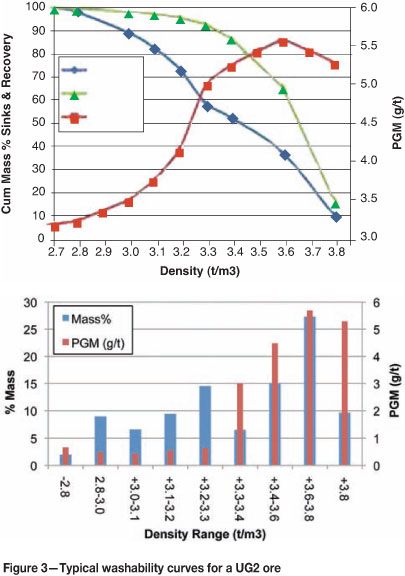
The suitability of the ore for the DMS process can be assessed from these curves. If the same data is plotted on a DMS efficiency curve, the rate at which mass is discarded in relation to recovery is obtained. Figure 4 shows the responses of four DMS processes of different efficiencies simulating four different ore responses, which are used in the case studies to follow. Response 'A' is the best DMS response, proceeding to the lesser efficient responses, shown as B to D.
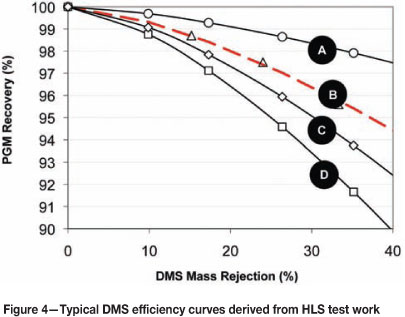
The HLS example, shown in Figure 3, corresponds to the B-curve below.
Laboratory-scale HLS test work provides a fair indication of what could be achieved in theory. However, experience has shown that liberation and breakage functions play a role in the efficiency of the HLS tests. A core sample does not always break in a laboratory crusher as ROM material would break on a plant crusher.
For this reason a modular plant designed for diamond core testing has been altered by DRA Mineral Projects to enable pilot plant testing of crushed ROM ores on site, and has successfully been tested on chrome-bearing ores. Figure 5 is a recent photograph of this plant. Testing ore through the pilot plant will provide improved metallurgical data to better characterize the response in a DMS circuit.

DMS application
The application of DMS preconcentration, and the success of the technique, is very site- and ore-specific. DMS can be implemented on greenfield projects or be considered for brownfield expansions.
On brownfield projects a DMS and crushing circuit are typically installed between the primary crusher and primary mill. Introducing DMS to an existing operation allows the metal throughput for the existing plant to be increased by treating more ROM material through DMS, while maintaining the same tonnage throughput through the existing plant treating a higher grade, 'softer' ore. Typical applications would be:
An existing operation wanting to increase production
With new greenfield projects, significantly more options are available in terms of implementation, which can provide numerous economic or environmental benefits, such as:
Techno-financial evaluation
To quantify the benefits of DMS implementation, a techno-financial model was developed, and two hypothetical case-studies are discussed in this paper. The model considers mine-to- smelter indicative capital costs, operating costs, PGM losses, as well as power and water consumption for various DMS efficiency scenarios, and rejection strategies.
Techno-financial modelling provides a tool for project teams to integrate activities along the value chain and ensure maximum value addition. This is important since there is often a disconnect in focus between the mining and processing teams. To optimize overall project value or economic returns, the focus should not be on one area in the value chain (Figure 6).

In the model the differential cash flow, over life-of- mine, is compared for two options (with and without DMS). In doing so, one is able to assess the effects of a variety of technical and economic variables, and assess the sensitivity to basket prices and DMS response in relation to DMS rejection rates.
The model is dynamic in that as the DMS rejection rate changes, the subsequent effect of the change is accounted for in terms of:
Hypothetical case studies
To demonstrate the effect of DMS concentration, two examples based on typical capital and operating costs for UG2 platinum mining have been explored.
For the scenarios to be described, plant feed rates were varied between 250 kt/month and 200 kt/month, with grades ranging between 2.5 g/t to 4 g/t. A typical PGE split was used with a Pt:Pd ratio of around 1.8. Basket prices varied between R150 000 and R500 000 per PGE kilogram recovered.
A life of mine of 10 years was used in the analysis.
Final grades and concentrate volume are determined based on a simplistic mass balance and grade-recovery curve for a typical UG2 ore. Smelting costs and energy are also included in the model, where a specific smelting energy of 900 kWh/t has been used.
The model aims to assess the benefits of DMS preconcentration for various basket price scenarios, HLS response scenarios (A,B,C,D as in Figure 7), and for varying DMS rejection rates (i.e. varying DMS separation densities).
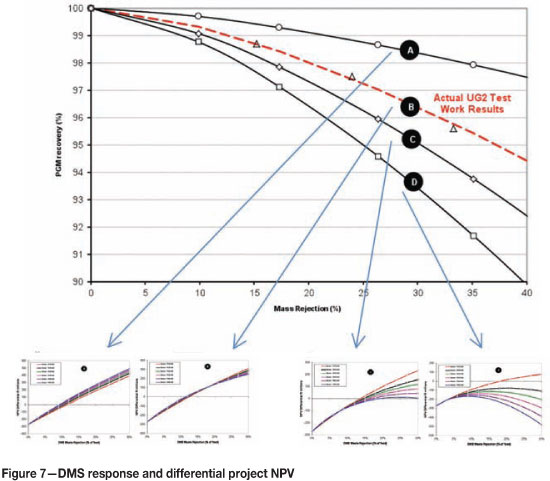
Figure 7 shows various HLS efficiency response and shows the corresponding DCF curves, as will be discussed.
Plant operating cost
Plant operating cost estimates used in the financial model are based on industry norms and were calculated from first principles. The cost estimates for a typical UG2 plant (200 kt/month) and an estimate for a plant that includes DMS is show in Figure 8. The curves show the plant operating cost benefit as a function of DMS rejection. The benefit is derived from a reduction in power consumption, water consumption, and reagent usage.

Reduction in plant power onsumption
As a result of waste rejection ahead of processing, less ore is milled and pumped through the plant (ultimately to a TSF), providing significant power savings. A further benefit is the reduction in power consumption as a result of competent waste rejection ahead of the milling step (lowering the overall Work Index of the material being milled). DMS will produce softer sinks and harder floats. Milling only the softer sinks therefore results in additional savings. Milling is the largest energy consumer on a UG2 plant, and the benefit derived from preconcentration is demonstrated in Figure 9. For the model, a power cost of R0.27 per kilowatt-hour has been assumed (the use of DMS preconcentration is even more pronounced for base metal concentration projects in Africa, where self-generated power costs between US$0.2 and US$0.4 per kilowatt-hour).
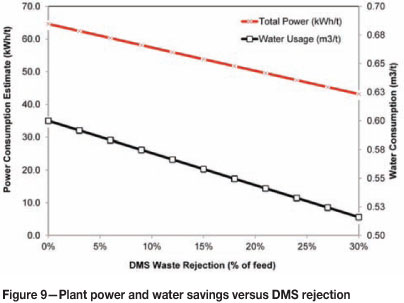
The power savings as a result of waste rejection not only improve operational expenditure, but also making entry into the industry easier due to reduced power demand.
Reduction in plant water consumption
The rejection of waste ultimately results in the tailings storage facility receiving less material and therefore less water. With less water reaching the tailings dam, losses as a result of interstitial lock-up, evaporation, and seepage are minimized. Processing less tonnage through the plant also requires less water.
The power and water savings are clearly demonstrated in the operating cost estimates (Figure 9 and Figure 10).
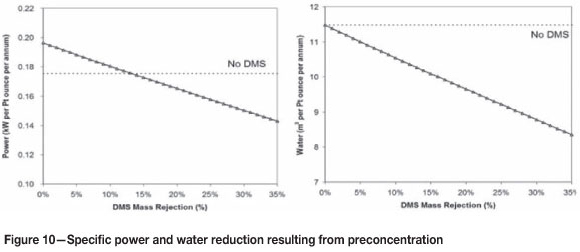
A water cost of R13.0 per cubic metre has been used in the model.
Capital costs
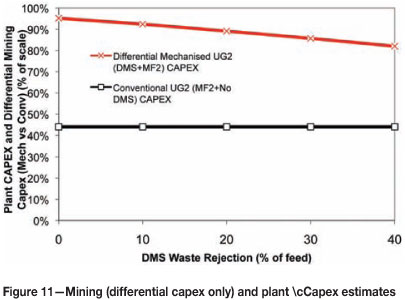
The plant capital cost estimation was based on the DRA Mineral Processing database together with the mining model estimates for the capital cost differential between a typical mechanized and a conventional operation. The plant capex will naturally reduce as the DMS rejection rate increases. In the case studies explored in this paper, two scenarios are evaluated - mechanized mining with DMS and smaller processing plant, and a conventional mining operation with a larger processing plant. The relative capital costs for the various options analysed are shown in Figure 11.
Mining method and cut
UG2 reef often has split reef facies. In cases like this, the UG2 main chromitite is divided into two separate units, UG2A and UG2B. There could also be a leader chromitite seam that can contain good grades. These split units are normally separated by a pyroxenite waste parting of variable thickness.
Taking geotechnical data into consideration, a safe, economical mining cut needs to be determined. With the possibility of DMS a wider selected mining cut at a lower grade can now be extracted economically, where previously in situ ore would have been left. The additional hanging- or footwall tons will increase the operating cost of the mining, but, with the wider inclusion, additional ounces can be expected.
Table I indicates a typical reef section which was used for the analysis. The characteristics can varied in the model to represent site-specific ore and varying geological features. The density differential should be noted, as a cut point of around 3.30 would selectively send only high-grade material through to the plant.
Mining capital and operating cost
A wider cut could lend itself to the use of mechanized mining, should all other technical criteria, such as reef dip, roll, depth, and width be met.
Although the initial capex for a mechanized mine is higher (machinery) than for conventional mining methods, the mechanized methods are preferred from a safety point of view, and also require significantly less labour. This in itself reduces the likelihood of mine accidents.
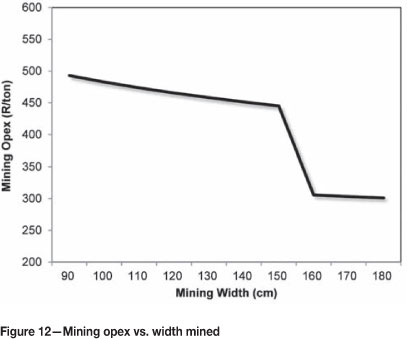
Another advantage of mechanization is the lower operating costs. In addition to the reduced units costs incurred through economies of scale, a further step reduction in mining costs is offered through the implementation of mechanized mining. Mechanization can often be employed only at selected mining widths above 160 cm.
The mining operating cost estimates used in the model are shown in Figure 12. The data is taken from a recent case study and indicates the unit operating cost step change between mechanized and conventional mining.
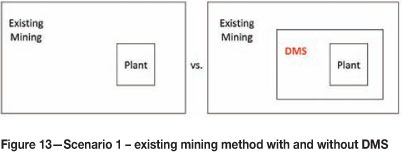
Scenario 1: typical brownfield implementation
This example demonstrates the implementation of DMS on an existing mine and plant, or alternatively the effect of DMS alone with a constant mining approach. It is assumed that the mining method is already fixed and producing at 200 kt/month. The overall project value is then analysed without and with a DMS in the circuit at various DMS efficiency cuts (A,B,C,D) (Figure 13).
The graphs in Figure 14 show the differential NPV (10 per cent real) for various rejection rates and DMS efficiency scenarios (A being the most efficient) and for various basket prices. These scenarios should be viewed with reference to Figure 7.
A negative differential NPV indicates no benefit from preconcentration, but rather value destruction. In an efficient DMS operation (A and B DMS response) it can be seen that value is added to a project for all metal price forecast scenarios, as long as a rejection rate of more than 10 per cent to 15 per cent is targeted by the mine. Efficient waste rejection of 30 per cent would see around R400 million project NPV improvement, for the DCF inputs used.
It should also be noted that the high basket price inverts as the DMS efficiency drops (A scenario to B scenario). This indicates that the benefits of DMS are more profound at lower metal prices, or alternatively for low-grade deposits
For the lowest efficiency DMS operations (C and D), it can be seen that DMS becomes attractive only when metal prices or plant feed grades are low. The results clearly show that the use of DMS as a preconcentration tool depends on:
DMS clearly benefits low-grade operations, and could add significant project value-addition, not only by improving the overall project economics but also since it requires less power during start-up (up to 20 per cent installed power reduction), simplifying Eskom power applications.
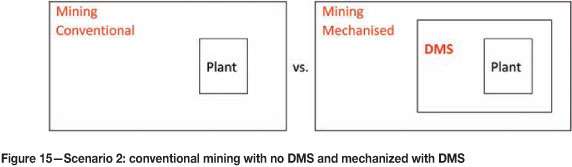
Scenario 2: greenfields implementation
In this example, conventional mining at 200 kt/month with no DMS is compared to mechanized mining with DMS preconcentration ahead of the mill and float plant (Figure 15).
The model was altered to evaluate the effect of a mining change with DMS preconcentration, again for varying DMS efficiencies, metal price forecasts, and rejection rates in DMS.
The mining operating and capital cost differentials are included in the model. For the exercise, the mining capital differential for mechanized and conventional mining was estimated to be around R1 billion, but would naturally depend on many factors including depth of resource, ground conditions, and angle and nature of the reef.
The modelling shows a specific case study and, being ore-and mineralization-specific, will vary from application to application.
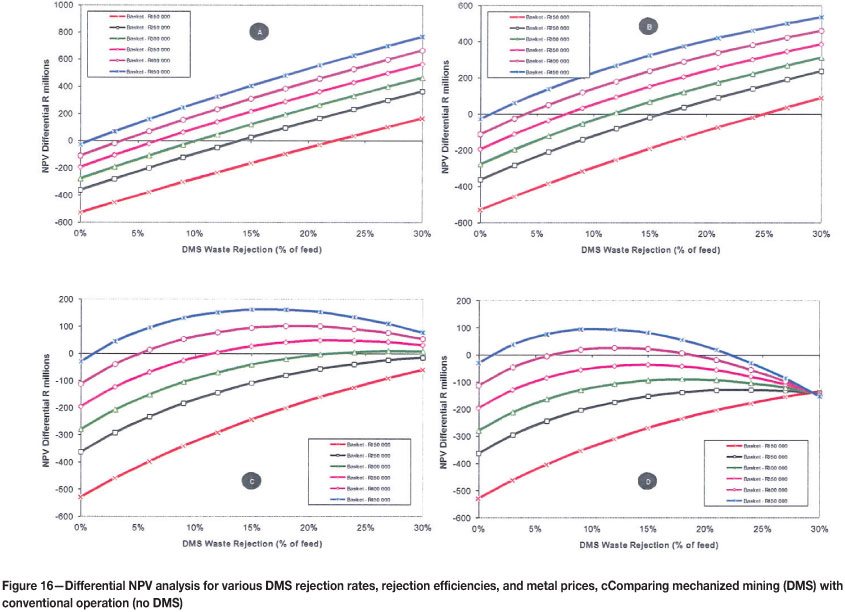
Based on the above 250 kt/month (mechanized mining) versus 200 kt/month (conventional mining) trade-off, the differential cash flow results are shown in Figure 16. The cash flow analysis is very dependent on the grade of the top seams that are recovered as a result of the wider mining cut.
The scenarios in Figure 16 should be viewed with reference to Figure 7.
The results from the modelling exercise show different outcomes as the DMS efficiency, rejection, and metal prices forecasts are varied. In this situation, the mechanized (DMS approach) is improved with higher metal prices and plant feed grades. The rejection cut-off is also very dependent on the metal price.
The use of DMS in this situation provides mine management with a valuable tool for reacting to metal prices. For an efficient DMS operation, the project value-addition is significant, especially when operating in an environment of high metal prices.
Summary and conclusions
DMS is a proven technology choice that allows for efficient preconcentration ahead of milling and flotation in platinum processing. DMS is a robust solution that can be tailored to a range of both greenfield projects and brownfield expansion projects. Numerous benefits are provided by implementing the technology, including:
References
1. Holloway, A.R., Jones, L., and Lawrence, S.R. Pre-concentration of platinum group and base metal ores by dense medium separation. Advances in Mineral Processing Science and Technology, [ Links ] Sudbury, Ontario, 23-26 August 2009. The Metallurgical Society of CIM (Metsoc), 2009. pp. 373-384.
2. Cresswell, M. A selected review of DMS application and engineering design practice. DMS Powders 9th Technical Dense Medium Symposium. [ Links ]
© The Southern African Institute of Mining and Metallurgy, 2013.
ISSN 2225-6253. This paper was first presented at the 5th International Platinum Conference 2012, 18-20 September 2012, Sun City, South Africa.


{kind=link}
{kind=link}
{kind=link}