










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versão On-line ISSN 2411-9717
versão impressa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 no.3 Johannesburg Mar. 2013
PLATINUM CONFERENCE 2012
Challenges and solutions in PGM furnace operation: high matte temperature and copper cooler corrosion
A. ShawI; L.P.vS. de VilliersII, R.J. HundermarkII; J. NdlovuII; L.R. NelsonII; B. PieterseII; R. SullivanI; N. VoermannI; C. WalkerI; F. StoberI; A.D. McKenzieIII
IHatch
IIAnglo American Platinum Limited
IIIMintek
SYNOPSIS
The key aspects of process metallurgy that distinguish platinum group metal (PGM) concentrate smelting from that of other base metal sulphide concentrates are presented. These differences include considerably higher input chrome and magnesia contents that directly raise the slag liquidus temperature and have the potential to increase accumulations of refractory spinels. Most importantly, the higher processing temperature required for PGM smelting and the resulting very high matte superheat lead to considerably more onerous smelting conditions than those typical of other smelting operations. This has presented challenges to furnace design and integrity, especially when coupled with the progressive intensification of smelting, involving doubling, and then redoubling, of furnace power inputs over the past 20 years. These power increases have been enabled by increasingly more advanced furnace cooling and structural technologies. Key technologies include strong constant-force spring-loaded bindings acting in three dimensions to minimize infiltration of superheated matte into brick joints, and robust well-cooled tapholes for reliably tapping the superheated matte. The result has been substantially improved productivity, and reduced smelting capital cost outlay per unit of production.
A significant challenge, which was not anticipated, presented itself in the form of insidious corrosion of the furnace lining, and especially high-intensity copper cooling elements. Investigation of corrosion in related industries eventually identified 'chloride-accelerated sulphidation', and this term has been retained as it generically describes the most pertinent aspects of the accelerated low-temperature wear of copper coolers observed in PGM smelting.
In addition to discussing the corrosion mechanism, this paper describes a number of solutions that were developed jointly by Anglo American Platinum and Hatch to address the copper corrosion problem. First, new monitoring technologies allowed furnaces to be operated more safely for a longer period of time. Second, a system for replacing corroded coolers from outside the furnace during a fast 'hot' shutdown minimized the impact on furnace operating factor and hearth life. Finally, a corrosion-resistant graphite-protected cooler design significantly improved furnace campaign life, and heralds a more lasting solution to cooler corrosion in PGM furnaces.
Keywords: PGM smelting, matte temperature, copper cooler, corrosion, chloride-accelerated sulphidation.
Introduction
Much has been said about the changing and challenging metallurgy of the PGM-bearing nickel-copper concentrates smelted by the South African platinum producers, which is a function of the reef type being mined. Discussion has primarily focused on the adverse effects of chrome arising from UG2 concentrates on the integrity of the primary furnaces. Chrome is but one of a number of challenges faced by the PGM smelting industry, and the objective of this contribution is to explore some of the other problems experienced and how these have been overcome.
PGM smelter process conditions
As a start, it is of value to reflect on the fundamental differences between the southern African PGM smelting industry and the rest of the nonferrous pyrometallurgical industry.
Base metal sulphide smelting - industry comparison
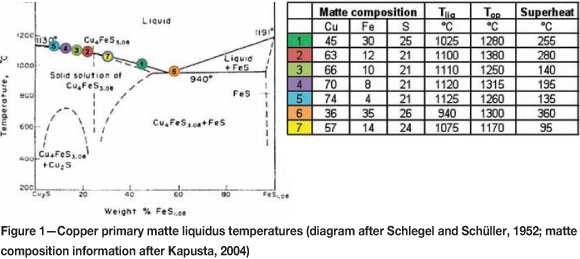
If one considers the copper industry first, based on a review of 58 primary smelting furnaces (Kapusta, 2004), typical operating temperatures range from 1180°C to 1380°C, with the exception of one operation at 1500°C. Concentrates are generally high grade, ranging from 23 per cent to 32 per cent Cu, with the lowest concentrate grade reported being 11 per cent. Copper concentrates are mostly autogenously smelted, where the sulphur content of the concentrate is used as the main process fuel.
When one considers the copper matte formed in these furnaces, the matte liquidus temperatures range from around 940°C to around 1125°C, and a maximum difference of 360°C between the operating temperature and the matte liquidus temperature is observed (Figure 1).
For the nickel sulphide industry, based on a review (Warner et al., 2007) of 11 smelters (excluding the PGM producers), concentrate grades range from 8 per cent to 22 per cent Ni+Cu+Co. The typical slag operating temperatures are between 1240°C and 1400°C, with MgO contents in the slag ranging from 1 per cent to 12.5 per cent. Matte temperatures range from 1150°C up to a maximum of 1360°C. Based on a similar analysis of matte liquidus temperatures in the copper industry (Figure 1), the nickel matte liquidus temperatures were calculated and a maximum matte superheat of 310°C is projected. Nickel concentrates are mostly autogenously smelted or roasted prior to treatment in electric furnaces.
When considering the feeds into the PGM primary smelting furnaces, concentrate grades are very low in comparison with copper and nickel sulphide smelters: <1 per cent Ni+Cu+Co for typical UG2 concentrates; Merensky concentrate grades may be up to 5 per cent Ni+Cu+Co and Platreef grades may be up to 7 per cent Ni+Cu+Co. The low grade is associated with low sulphur contents in concentrate (1 to 10 per cent); therefore concentrates are dried and treated directly in the electric furnaces, without a roasting step. Up to 6 per cent Cr2O3 contents are not uncommon for UG2 concentrates, while MgO contents are also unusually high at between 13-22 per cent MgO (Jones, 1999) for all of Merensky, UG2, and Platreef concentrates. The resulting slag liquidus temperatures are generally higher than in equivalent copper and nickel sulphide smelting, but importantly the resulting matte superheats are inordinately high at between 300-650°C.
The average and maximum slag temperatures and matte superheats in the primary furnaces of the copper, nickel, and PGM smelting industries were calculated based on the information available in the aforementioned reviews and are shown in Figure 2. The step change increases in slag, and therefore operating, temperatures and most significantly matte superheats are evident for the PGM industry.

Process metallurgy implications
The rate of smelting in a primary PGM furnace is governed largely by convective heat transfer from the slag bath (in which electrical energy is converted to thermal energy) to the concentrate above it. For a fixed bath area and a fixed convective heat transfer coefficient between concentrate and slag, the smelting rate is increased in relation to the operating temperature of the slag with respect to its liquidus temperature (slag superheat). The increasing intensity of the primary furnaces (doubled power input first implemented on Impala Platinum's no. 5 furnace in 1991, followed shortly by Waterval Smelter no. 1 and no. 2 furnaces, and then essentially redoubled again on the Polokwane Smelter in 2003 (Nelson et al., 2006), combined with a rising slag liquidus temperature, has caused both the absolute slag temperature and matte superheats in the furnaces to increase.
The two primary constituents in slag that drive up the slag liquidus temperature are MgO and Cr2O3. As discussed above, MgO contents in the primary furnaces have historically ranged from 13 per cent to 22 per cent, though the MgO was diluted both through the return of Peirce Smith converter slag to the primary furnaces and addition of lime. More recently, and for good reasons, both practices have been discontinued at most of the South African platinum producers smelting predominantly UG2 concentrates, resulting in lower FeO and CaO contents in the slags, and consequently higher MgO and SiO2 concentrations. To illustrate this effect, a typical Waterval Smelter primary furnace slag composition from 1999 is compared to Waterval and Polokwane Smelter slags from 2011 (Table I).
Chrome further increases the slag liquidus temperature to well above the operating temperatures of all non-PGM nickel sulphide producers. Given that the furnaces generally operate above the slag liquidus temperatures, typical slag operating temperatures in the PGM primary furnaces range from around 1460°C to 1650°C (Warner et al., 2007). With dwindling supplies of low-chrome Merensky concentrate normally used to dilute the now-dominant UG2 concentrate feed, it is indeed a fortunate strategic advantage that Anglo American Platinum has access to significant volumes of Platreef to act as an inherently 'self-fluxing' concentrate source (typically up to 40 per cent higher CaO content at 5.5 per cent), chrome and magnesia diluent (order of magnitude lower <0.2 per cent Cr2O3 content; 35 per cent lower 16 per cent MgO content). And conveniently, the Mogalakwena opencast mine is located in close proximity to both the primary Polokwane Smelter and the recently upgraded Mortimer Smelter.
One could argue that recycle of fayalitic converter slag to the primary furnaces should be reintroduced in order to flux the high-MgO slags formed from the concentrate. Unfortunately this sets up a chrome recirculating load between the primary furnace and converters, as chrome tends to distribute evenly between the primary furnace matte and slag. The other consequence of converter slag recycle to the primary furnaces is the increase in the electrical conductivity of the slag due to the higher concentration of FeO and magnetite in the slag, which can allow for electronic conduction in addition to ionic conduction (Hundermark et al., 2003). For the same electrode current, higher slag conductivity will cause the electrode immersion to become shallower to obtain the desired electrode pair resistance and power input. At its extreme this can lead to 'brush arcing' of the electrodes on the surface of the slag, which leads to less stirring of the slag and reduced heat transfer to the matte. This would promote conditions suitable for formation of hearth build-up of magnetite and chrome-bearing spinels, intermediate layers, and the associated problems these bring.
In the late 1990s when the chrome problem first started becoming evident, the primary focus was on intensification of hearth power input and provision for deeper electrode immersion to allow for intensive stirring of the furnace bath to prevent settling and accumulation of chrome spinels. The Polokwane Smelter furnace, for instance, was designed for up to 4 per cent Cr2O3 and provided with oversized transformers (156 MVA to provide up to 68 MW) in order to allow for electrode immersions of up to 75 per cent at 68 MW power input (Nelson et al., 2005). In operation up to 3 per cent Cr2O3 at least, the anticipated spinel hearth build-up has never really been problematic. Less well appreciated was that while termination (Waterval Smelter) or absence (Polokwane Smelter) of converter slag recycle helped address the spinel accumulation issue, loss of the associated beneficial slag fluxing effects from converter slag recycle, often coupled with higher intensity furnace operation and more deeply immersed electrodes in closer proximity to the matte, resulted in a new problem of unacceptably high matte temperatures, potentially even exceeding 1500°C.
Smelting of PGM concentrate has been demonstrated to lead to significantly higher processing temperatures due to elevated slag liquidus temperatures when compared to equivalent copper and nickel sulphide smelting. Given that matte droplets must melt out from the concentrate and gravitate through the slag layer to the underlying immiscible and higher density matte phase, this leads directly to markedly higher matte temperatures (1250-1550°C versus 1150-1380°C) and excessively high matte superheat (300-650°C) for PGM smelting. These adverse process metallurgical conditions have distinctly negative connotations, especially for the design and integrity of PGM smelting furnaces.
Design considerations in the PGM smelting industry
Now that the unique aspects of the process conditions in the smelter have been addressed, it is worth discussing how these conditions affect the campaign life of furnace components.
Increased intensity, copper cooling, and copper corrosion
Historically, low-powered PGM furnaces were rebuilt approximately every 2-3 years to replace worn sidewall refractory and/or to remove chrome spinel and magnetite accumulations. These limitations were overcome with the introduction of copper plate cooling to the PGM industry in the early 1990s, which promoted formation of accretion freeze linings that protected furnace walls against slag attack (Watson and Harvey, 1992). This protection allowed furnace input power to be doubled, with corresponding increases in furnace power densities and production (Table II).
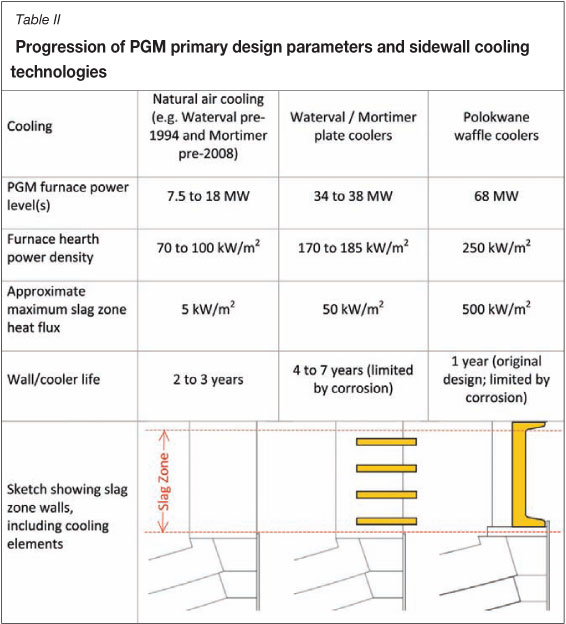
In the early 2000s there was a shift to even more intensive and efficient furnaces. The Polokwane Smelter furnace power rating of 68 MW effectively redoubled the previous state-of-the-art PGM furnace power of 34-42 MW. The high heat fluxes predicted for operation at 68 MW with 75 per cent immersion necessitated the inclusion of more thermally capable waffle-type copper coolers (Nelson et al., 2005). The water passages on these coolers were located close to the hot-face to accommodate increased thermal loading.
Although the thermal capacity of these waffle coolers was approximately ten times higher than the plate coolers at Waterval Smelter, their initial campaign life was shorter because a new wear mechanism began to emerge, specifically corrosion of the copper.
Matte taphole refractory wear
A copper cooler will not melt in contact with a molten bath provided it is rated to remove more heat than the bath can transmit via convective heat transfer. A combination of high 300-650°C matte superheat and low matte Prandtl number (Sheng et al., 1998) means that even the most powerful copper cooler will melt in direct contact with a PGM matte bath. To prevent this contact, matte zone cooling elements such as tap blocks and flanker coolers are separated from the bath by hot-face grooves in the copper filled with relatively thermally resistive refractory, as well as by refractory bricks in front of the copper.
Because of the typically very high matte superheat, the matte tapholes in PGM furnaces must be of particularly robust design to enable reliable and safe matte tapping. Even when surrounded by effective water cooling, the refractory bricks wear over time because of a combination of:
Erosion from flowing matte during tapping operations
It is probably not a coincidence that many industrial matte taphole failures follow within literally a couple of minutes of clay closure of the taphole, when the matte taphole and its vicinity are exposed to some of the highest incident heat fluxes developed in an operating furnace.
As far as possible, process conditions are manipulated in order to reduce matte temperatures, for example, by concentrate blending. In addition, consistent furnace feed and electrode process control is employed to ensure that feed input is matched to power input and that electrode immersions are controlled (Hundermark et al., 2011). This limits the possibility of overheating the slag and thus excessive superheating of the matte. In addition to this, a fibre-optic taphole monitoring system at the Polokwane Smelter measures temperature at approximately 50 locations near the hot face of the tap blocks. It is being developed further to track refractory loss much earlier and more accurately than is possible with the thermocouples used previously (Gerritsen et al., 2009).
Hearth ratcheting
When a furnace is shut down to replace worn components, the refractory bricks cool and contract. In the absence of a strong spring-loaded binding system to compress the bricks together, this contraction leads to the formation of gaps between the bricks, which constitute potential leak paths through the furnace walls or hearth. The bindings are designed to minimize ratcheting by keeping the bricks tight throughout thermal cycles and thereby preventing gaps from forming and being filled with matte, slag, or any foreign materials before the refractory is reheated and re-expands. PGM furnaces are particularly prone to ratcheting because, unlike ferroalloy furnaces, their hearths are generally not protected by a frozen metal heel, and the highly superheated matte stays liquid/fluid for a larger duration of the cooling cycle. All Hatch rectangular furnaces incorporate a robust spring binding system to minimize gap formation during cooling and substantially reduce ratcheting, thereby greatly increasing campaign life.
Corrosion of copper coolers
The excessive corrosion of the copper waffle coolers experienced at Polokwane led to an intense research programme to understand the corrosion mechanism and identify solutions. Some key results are discussed in the following sections.
Location
In contrast to most other copper and nickel sulphide smelting operations, concentrate fed into PGM furnaces is not roasted. Corrosive species that are normally removed during concentrate roasting are instead released through heating and thermal decomposition of the concentrate in transit to and at the hot slag interface inside the furnace. These species tend to migrate and accumulate at the slag-concentrate interface near the walls, leading to pronounced wear of the coolers in this region (Figure 3).

Corrosion is also not limited to waffle coolers. Given time, copper plate coolers in PGM furnaces are corroded to a short sharp edge (Figure 4), barely protruding into the furnace wall, and so reducing their cooling effect and upper wall stability. The corrosion is pervasive and continues to some extent throughout the furnace, not being limited to attack of copper, but also of basic magnesia-based refractories where magnesium sulphates (often resulting from sulphidation of magnesia), sulphites and their hydrates, and even magnesium hydroxychlorides have been identified.

Migration of copper wear
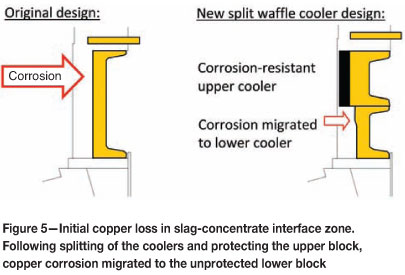
As part of the comprehensive plan to address corrosion, which is described later, the coolers were split horizontally into upper and lower blocks. After an effective corrosion-resistant barrier was applied to the hot face of the upper waffle coolers, the corrosion problem on these blocks significantly abated; however, the corrosion migrated to the 'deliberately' unprotected lower waffle coolers (Figure 5), though at a reduced rate.
Corrosion mechanism
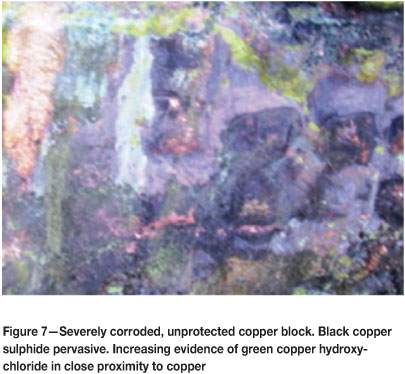
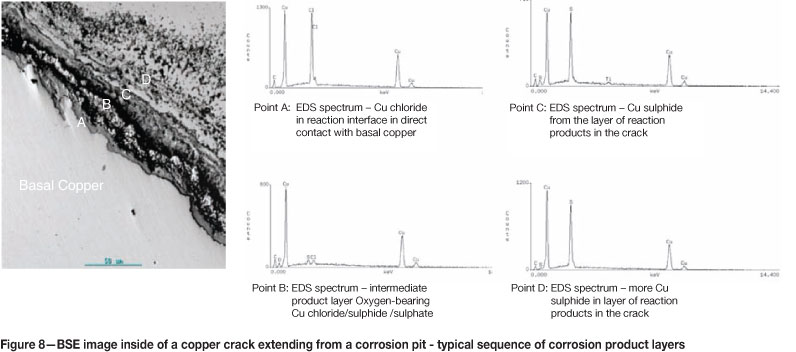
The precise mechanism of cooler copper loss remains uncertain. The overwhelming circumstantial evidence points to the dominance of corrosion (with some erosion) involving sulphur- and chlorine-bearing species in the presence of moisture, derived from smelting PGM concentrates typically containing < 2 per cent labile S, < 0.1 per cent Cl, and < 0.5 per cent H2O respectively. A general topochemical reaction sequence was observed of abundant elemental sulphur, on top of abundant copper sulphide corrosion products that coated the underlying basal copper (Figure 6 and Figure 7). What also became increasingly apparent through closer electron microscopic and spectral examination (Figure 8 and Figure 9), was the abundance of a far thinner film of copper (hydroxy/oxy) chloride in direct contact with the copper -potentially of significance to any copper corrosion mechanism.


One claimed origin of sulphur is from the Sanskrit shulbari, meaning 'enemy (ari) of copper (shulba)' (Eggert et al., 2004). Some corrosion of copper by labile sulphur release by thermal decomposition in the smelting of 'green' (i.e. unroasted) base metal sulphide PGM concentrates should therefore not be unexpected. However, the mechanism of corrosion is almost always attributed to some form of sulphuric or sulphurous acid dewpoint corrosion (Hopf and Roussow, 2006; Marx et al., (2007), in which case copper sulphates/sulphites and/or their hydrates should be the primary corrosion products:

While this undoubtedly plays some role in the corrosion of copper in more oxidizing regions of the PGM concentrate smelting furnaces (i.e. those more readily exposed to air) and as evidenced by appropriate corrosion products of copper sulphate/sulphite and their hydrates, this is inconsistent with the pervasive presence of elemental sulphur and copper sulphide products generally observed in most of the furnace. Clearly under the more reducing conditions of smelting (pO2 < 10-8 atmospheres (Nell, 2004)), a more dominant sulphidation corrosion reaction occurs, in which sulphur directly forms the large quantity of copper sulphide corrosion products observed.
Direct sulphidation of copper is known to occur with both liquid sulphur and wet and dry H2S (Lai, 1990). The latter is a potential corroding agent due to the combined presence of elemental sulphur and water in the vicinity of the furnace coolers, and given the thermodynamic feasibility of a reverse of the commercial Claus Process reaction. The existing literature (Leidheiser, 1971; ASM International, 1989) suggests that dry solid sulphur is not corrosive to copper at the low temperatures typical of the operating furnace copper tips, where temperatures are typically moderated by intense water-cooling and are normally below 110°C.
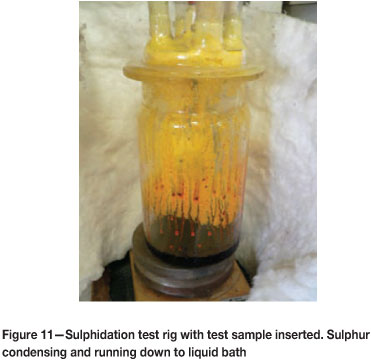
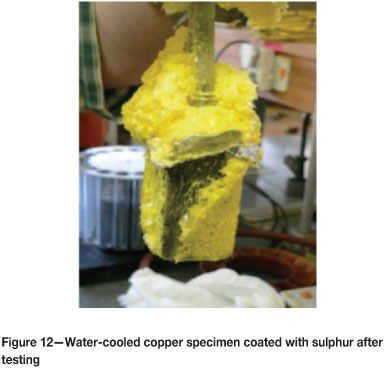
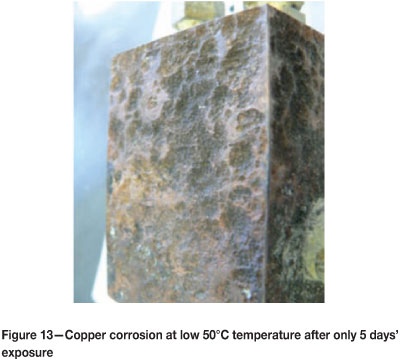
To investigate this discrepancy, a special test rig was devised in an attempt to simulate copper cooler corrosion conditions. This comprised suspending water-cooled copper test blocks above a heated bath of sulphur, so exposing cooled copper to sulphur vapour (Figures 10-13). The results demonstrated that some direct sulphidation of water-cooled copper was indeed feasible even at a temperature as low as 25°C (0.2 mm over 14 days or 5.2 mm/a). As the copper temperature is raised to 90°C the corrosion rate increases to 16 mm/a. At a copper temperature of 125°C, the rate is almost an order of magnitude higher (90 mm/a), which is consistent with published literature for corrosion of copper by liquid sulphur (ASM International, 1989).

In an attempt to simulate the presence of the thin copper chloride layer observed on most operational coolers (e.g., failed unprotected lower waffle cooler - Figure 7) a test was devised where the copper was first subjected to 1 day of exposure to 5 per cent HCl(g) by volume, followed by standard sulphidation with sulphur vapour. At a temperature of 90°C, after the initial exposure to HCl for 1 day, corrosion was not measurable.
However, after 14 days of further sulphidation at a temperature of 90°C only, the measured corrosion rate was 26 mm/a - more than double the equivalent corrosion rate of copper without the initial presence of HCl. When copper was simultaneously exposed to 5 per cent HCl(g) by volume and sulphur for 14 days at a temperature of 90°C, the corrosion rate more than redoubled to 57 mm/a.
Literature from the coal-fired boiler industry revealed a potentially analogous and consistent increased rate of fireside boiler steel corrosion associated with the use of coals containing higher than 0.1 per cent Cl compared to 'chlorine-free' coals, at temperatures above 400°C (Daniel et al., 1989). This finding led to coining of the term 'chloride-accelerated sulphidation'. While the specific mechanisms may not be directly comparable, the term 'chloride-accelerated sulphidation' remains apt as a generic description of the observed copper corrosion involving sulphur- and chlorine-bearing species in the presence of moisture, and will be used in this paper.
Copper corrosion barriers
A key requirement for corrosion protection of the copper coolers is the ability to secure a stable corrosion product layer that acts as a diffusion barrier to slow down the corrosion process. On a new cooler, the dovetail design of the cooler hot-face helps to mechanically secure an accretion freeze lining over the copper, and over any developing corrosion product. However, with time the copper dovetails corrode. Coupled with thermal cycling of the furnace, this may eventually lead to periodic destabilization of the protective accretion freeze lining and loss of any protective corrosion product layer usually trapped beneath it. This in turn simultaneously exposes fresh copper both to instantaneous thermal contact with hot liquid slag and renewed corrosion in the absence of any protective corrosion product or accretion freeze lining layers. Therefore a key feature of any successfully applied corrosion barrier is not only to provide adequate corrosion resistance against 'chloride-accelerated sulphidation', but also to securely trap corrosion product layers once formed against the copper, so that they do not readily detach and expose the copper to renewed, and therefore accelerated, attack.
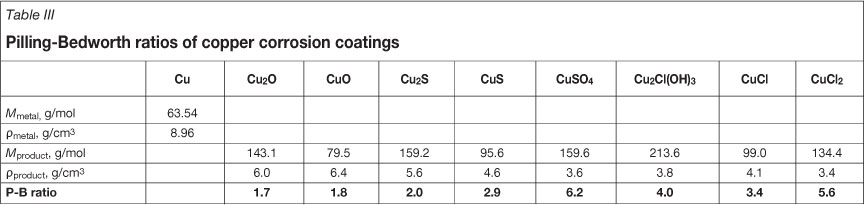
The Pilling-Bedworth ratios of 1.7-1.8 of oxides of copper generally lead to a tenacious product layer that helps to protect the underlying metal from further corrosion; one of the reasons for selection of copper as a material of construction for most water-cooled furnace cooler applications. By contrast, sulphide, sulphate, and chloride corrosion products of copper have Pilling-Bedworth ratios exceeding 2 (Table III). The increased thickness of these product films develops high compressive stresses that may cause the coatings to flake from the surface. This exposes fresh metal, essentially rendering such coatings unprotective against ongoing corrosion.
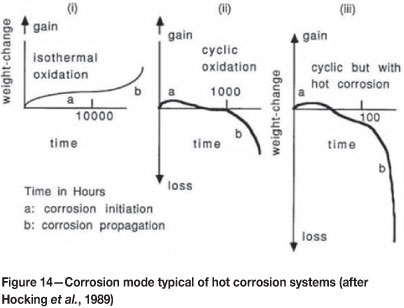
The rate of 'hot corrosion' (by definition, corrosion in the presence of sulphur species) is inherently highly non-linear with respect to time (Figure 14). Coupled with the specific cooler conditions described above, this will further contribute to a greatly accelerated rate of copper wear with cooler operating time. This is consistent with the great difficulty experienced in attempting to use condition-monitoring of copper thickness to predict the timing for safe replacement of the coolers before failure. In one instance of lower waffle cooler failure, involving detection through the automated water-pressure leak detection system of cooler water leaks into the Polokwane furnace, the mean rate of copper wear in front of the cast monel water pipes increased by over an order of magnitude in under a year, from 1.4 mm/a to 40.3 mm/a.
Mitigating impact of copper cooler corrosion
The one-year campaign life of the original Polokwane coolers was unanticipated and unacceptable, especially given that copper cooler life is typically measured in decades in the absence of corrosion mechanisms. In addition to the costs associated with rebuilding the walls, thermal cycling, and loss of production, there was also a risk that undetected corrosion would breach a water passage, leading to a steam explosion.
Solutions to these problems were jointly developed, and include systems to monitor corrosion, methods for minimizing the impact of corrosion, and the development of corrosion-resistant coolers with greatly increased campaign life.
Monitoring cooler corrosion
The ability to measure accretion thickness and copper cooler corrosion are integral to safe condition monitoring and scheduling of furnace repairs. This is especially true given the potentially catastrophic consequences of failure and the highly non-linear nature observed for the wear rate close to failure. A number of different condition monitoring systems are in use to warn of imminent or nascent cooler failure, with the aims to help protect the furnace against further damage and to provide some time for operating personnel to safely and remotely bring the furnace down under controlled conditions for repair.
Ultrasonic (UT) copper thickness measurement
As an alternative to periodic cooler removal, an ultrasonic pulse-echo technique was adapted to measure the residual copper thickness in front of the monel water passages. The measurements are localized to a specific measurement point, and a high density of discrete measurement points is used to help provide more confidence on the risk of copper failure. The thickness measurement is also sensitive to variability in copper temperature.
The Polokwane coolers are mapped periodically to track corrosion over time. These measurements are taken from outside of the operating furnace and do not disrupt production. The copper wear rate is currently tracking 1.2 mm/a (maximum 2.4 mm/a) on the upper waffle coolers equipped with protective barriers and 4.8 mm/a (maximum 12.4 mm/a) on unprotected lower waffle coolers.
Automatic water leak detection system
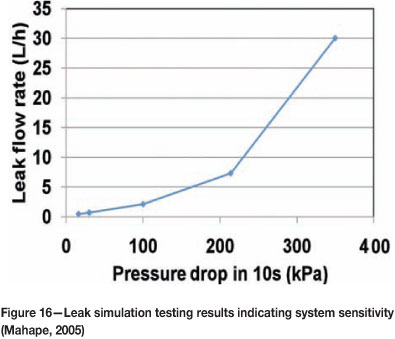
An automatic water leak detection system was developed and installed on the cooler water circuits to detect pinhole leaks based on pressure (Figure 15). This system momentarily stops the flow of water on a circuit using valves at the inlet and outlet. A pressure transmitter then checks for a decrease in static pressure. The system is very sensitive, and leaks as small as a few drops per minute can be detected (Figure 16). Once detected, a leaking water circuit can be isolated because the cooler is designed with dual redundant water-cooling circuits. Consequently, a faulty cooler or piping can be replaced without further risk of refractory hydration or an explosion. This is not a continuous leak detection method, but it is automatically run at regular intervals selectable to as little as 4-hourly. This is the most direct and valuable monitoring system of the cooler condition available to operators.

The one drawback of the system is that it is not operated continuously. Therefore water leaks associated with rapid failure of copper blocks, due to exposure to superheated matte or water hoses blowing off, will not be detected as soon as they happen (the latter being detected by a continuous, but less sensitive, leak detection system based on inlet and outlet flow meters).
Minimizing the impact of corrosion
It was possible to reduce the replacement cost of the waffle coolers by splitting them horizontally into upper and lower blocks because the most severe corrosion occurred mainly in the upper portion of the waffle coolers near the slag-concentrate interface (Figure 17). By doing this, the corrosion-prone upper waffle coolers could be replaced independently of the lower waffle coolers. One advantage of this arrangement is that the slag bath needs to be only partially drained to replace the upper waffle coolers. Partially draining the furnace can be done using only the slag tapholes, instead of the more complicated and time-consuming exercise of draining the remaining portion of slag bath through the matte tapholes into the matte tapping aisle.
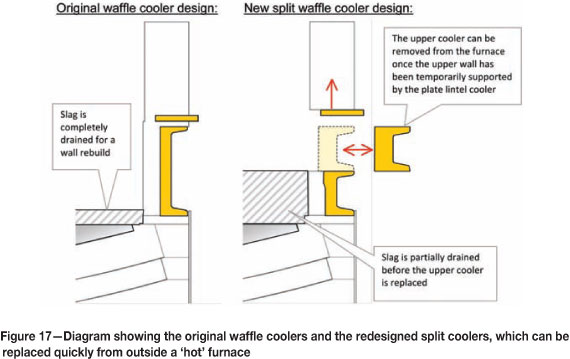


With the original full-height waffle coolers, a complete sidewall rebuild could take up to 6 weeks to perform, and require a cold shut-down for workers to enter the furnace for cooler removal. To reduce this time, a system was designed to remove and replace the upper row of waffle coolers from outside the hot furnace. This change enabled the upper waffle coolers to be replaced in less than 1 week. With the success and further development of the 'hot' shutdown technique, both upper and lower waffle cooler replacement is now also possible in under a fortnight.
To avoid having to rebuild the upper portions of the furnace walls, they are supported using the existing plate-type lintel coolers located just above the waffle coolers.
These plate coolers are in turn supported by posts which are temporarily affixed to the furnace steel structure. Because workers can remain outside of the furnace, it is also possible to keep the power on during a rebuild to maintain hot bath temperatures. This reduces thermal cycling of the furnace and has led to a measurable reduction in furnace ratcheting. By keeping the bath hot, it is also possible to avoid a lengthy start-up/ramp-up period after the wall replacement, thereby accelerating achievement of design operating power and full production.
Solving the copper cooler corrosion problem
To avoid corrosive material being released in the furnace, consideration was given to removal of the sulphur in the concentrate through partial or dead roasting, as is commonly practised in the nickel sulphide industry. However, this would have required major modifications to the existing smelting flowsheet, as well as the downstream refining flowsheet. Alternatives such as autogenously smelting are not viable given the low grades of the PGM concentrates and associated sulpur content (1 per cent to 10 per cent), as well as the relatively high slag liquidus temperatures due to elevated MgO and Cr2O3 concentrations.
Instead, a number of methods of protecting the coolers from corrosion were developed and tested. Of these, the installation of a graphite barrier on the hot face of the copper coolers has proven to be the preferred option. For the graphite to survive in the furnace, good thermal contact is required between it and the copper cooler behind it. If this contact is not maintained, the graphite will overheat in contact with the slag bath, leading to rapid graphite oxidization, CO bubble-induced stirring, and very high convective heat fluxes. To avoid this loss of thermal contact, stresses induced in the graphite due to differential thermal expansion and movement of the surrounding furnace refractory were minimized in the design of the graphite-protected cooler system.
Two consecutive planned annual inspections of the latest generation of graphite-protected copper coolers revealed the graphite to be in near pristine condition after 12 months' service. Given that the life of the original coolers was approximately one year, these results are very positive.
Conclusion
The metallurgy of the concentrates treated in the PGM smelting industry places arduous demands on furnace designers and smelter operators. Nonetheless, an approximately four-fold increase in furnace productivity has been achieved through improved PGM furnace technology, design, and operation over the last twenty years.
However, the unexpected problem of 'chloride-accelerated sulphidation' corrosion of copper cooling elements was encountered. The risk of water leaks due to copper corrosion was first mitigated through a variety of monitoring systems. The corrosion problem itself has been overcome to a large extent through integrated cooling element and refractory design improvements based on meticulous investigation of the underlying corrosion mechanism.
The very high matte superheat typical of electric furnace processing of PGM concentrate has become more manageable through robust taphole designs and strong three-dimensional furnace structural binding systems including wall hold-downs, as well as through new monitoring technology and process interventions.
Acknowledgements
The authors would like to thank Anglo American Platinum Ltd, Hatch, and Mintek for permission to publish the information provided in this paper. The efforts of the many people who have contributed to the solutions described and the guidance of Bert Wasmund are gratefully acknowledged.
References
Daniel, P.L., Paul, L.D., Tanzosh, J.M., and Hubinger, R. 1989. Estimating the effects of chloride on fireside corrosion of furnace walls on coal-fired boilers. MP Environment Treatment and Control, February 1989. pp. 41-45. [ Links ]
Eggert, G., Weichert, M., Euler, H., and Barbier, B. 2004. Some news about 'black spots'. Proceedings of Metal 2004, National Museum of Australia canberra AcT, October 2004, p. 142. [ Links ]
Eksteen, J.J. 2010. A mechanistic model to predict matte temperatures during the smelting of UG2-rich blends of platinum group metal concentrates. Minerals Engineering, doi:10.1016/j.mineng.2010.10.017 [ Links ]
Gerritsen, T., Shadlyn, P., MacRosty, R., Zhang, J., and Van Beek, B. 2009. Tapblock fibre optic temperature system. Proceedings of the 48th Conference of Metallurgist of CM, Sudbury, Ontario, Canada, 23-26 August 2009.
ASM International. 1989. Handbook of Corrosion Data. Materials Park, Ohio. pp. 290 and 573.
Hocking, M.G., Vasantasree, v., and Sidky, P.S. 1989. Metallic and Ceramic Coatings: Production, High Temperature Properties and Applications. Longmans, London and J. Wiley, New York. [ Links ]
Hopf, M. and Rossouw, E. New opportunities - exhaustive monitored copper coolers for submerged arc furnaces. Southern African Pyrometallurgy 2006. Johannesburg, 5-8 March 2006. Jones, R.T. (ed.). Johannesburg. Southern African Institute of Mining and Metallurgy. pp. 89-100. [ Links ]
Hundermark, R.J., Jahanshahi, S., and Sun, S. 2003. The electrical conductivity of melter type slags. Proceedings of XXII International Mineral Processing Congress, Cape Town. [ Links ]
Hundermark, R.J., Mncwango, S.B., de Villiers, L.P.vS., and Nelson, L.R. The smelting operations of Anglo American's platinum business: an update. Southern African Pyrometallurgy 2011, 6-9 March 2011. Southern African Institute of Mining and Metallurgy, Johannesburg. [ Links ] pp. 295-308.
Jones, R.T. 1999. Platinum smelting in South Africa. South African Journal of Science, vol. 95, Nov/Dec 1999. pp. 525-534. [ Links ]
Kapusta, J.P.T. 2004. JOM World Nonferrous Smelters Survey Part I: Copper. Journal of Metals, July 2004. pp. 21-27. [ Links ]
Lai, G. 1990. High temperature corrosion of engineering alloys. ASM International, Materials Park, Ohio. pp. 118.
LEIDHESIER, JR, H. 1971. The corrosion of copper, tin and their alloys. John Wiley & Sons, New York. pp. 287-290. [ Links ]
Mahape, A. 2005 Private communication. [ Links ]
Marx, F., Shapiro, M., Mitchell, D., and Delport, D. 2007. Developments in copper cooler design for pyrometallurgical applications. INFACON XI, New Delhi, April 2007. pp. 677-684. [ Links ]
Nell, J. 2004. Melting of platinum group metal concentrates in South Africa. VII International Conference on Molten Slags Fluxes and Salts. Southern African Institute of Mining and Metallurgy, Johannesburg. [ Links ] pp. 165-170.
Nelson, L.R., Stober, F., Ndlovu, J., de Villiers, L.P.vS., and Wanblad, D. 2005. Role of technical innovation on production delivery at the Polokwane Smelter. Nickel and Cobalt 2005: Challenges in Extraction and Production. 44th Annual Conference of Metallurgists, Calgary, Alberta, Canada, 21-24 August. pp. 91-116. [ Links ]
Nelson, L.R., Geldenhuis, J.M.A., Emery, B., de Vries, M., Joiner, K., Ma, T., Sarvinis, J., Stober, F.A., Sullivan, R., Voermann, N., Walker, C., and Wasmund, B. 2006. Hatch developments in furnace design in conjunction with smelting plants in Africa. Southern African Pyrometallurgy 2006 International Conference, Cradle of Humankind, South Africa, 5-8 March 2006. [ Links ] pp. 417-418.
Sheng, Y.Y., Irons, G.A., and Tisdale, D.G. 1998. Transport phenomena in electric smelting of nickel matte: Part I. Electric potential distribution. Metallurgical and Materials Transactions B, vol. 29B. pp. 77-83. [ Links ]
Schlegel, H. and Schüller, A. 1952. Das Zustandsbild Kupfer-Eisen-Schwefel. Zeitschriftfur Metallkunde, vol. 43. pp. 421-428. [ Links ]
Warner, A.E.M., Díaz, C.M., Dalvi, A.D., Mackey, P.J., Tarasov, A.V., and Jones R.T. 2007. JOM World Nonferrous Smelter Survey Part IV: Nickel: Sulfide. Journal of Metals, April 2007. pp. 58-72. [ Links ]
Watson, G.B. and Harvey, B.G. 1992. A common sense approach to process improvements to electric smelting of nickel-copper concentrates at Impala Platinum. Non-ferrous Pyrometallurgy: Trace Metals, Furnace Practices and Energy Efficiency. Proceedings of the International Symposium. Bergman, R. et al. (eds.). The Metallurgical Society of the Canadian Institute of Mining, Metallurgy and Petroleum. [ Links ]
Zhang, L., Jahanshahi, S., Sun, S., Chen, C., Bourke, B., Wright, S., and Somerville, M. 2002. CSIRO's multiphase reaction models and their industrial applications. Journal of Metals, vol. 54. pp. 51-56. [ Links ]
© The Southern African Institute of Mining and Metallurgy, 2013.
ISSN 2225-6253. This paper was first presented at the 5th International Platinum Conference 2012, 18-20 September 2012, Sun City, South Africa.


{kind=link}
{kind=link}
{kind=link}