










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 n.2 Johannesburg Feb. 2013
Metallurgy of high-carbon steels for railroad applications
R. Ordóñez OlivaresI; C.I. GarciaI; F.C. Robles HenrándezII
IMechanical Engineering and Materials Science Department, University of Pittsburgh, Pittsburgh, United States
IICollege of Engineering Technology, University of Houston, Houston Texas, USA
SYNOPSIS
This manuscript focuses on the design and development of steels for the railroad industry and methods of testing them. Here are summarized the results of research focusing on alloy development and design, with particular focus on advanced rails and wheels. The high-performance steels are characterized for their mechanical and service characteristics. The relationship between properties and cleanliness is discussed and compared to the regular railroad steel. Some of the tests presented are standard tests that are complemented with the nonstandard test recommended by the Association of American Railroads (AAR) and recommended modifications of this. The paper presents the results of metallurgical analysis, mechanical, and residual stress tests. The laboratory methods include microstructure, residual stresses, tensile, hardness, fracture toughness, and microcleanliness tests.
Keywords: alloy design, steel, railroads, thermomechanical processing.
Introduction
For the past few decades, wheel and axle loads in heavy haul rail lines have increased considerably with little commensurate development of wheel steels1-4. Recently, the wheel industry and research facilities have proposed the improvement of railroad components by developing a variety of new steels to compensate for the new demands of the revenue services5-7. There are two main routes to improve mechanical properties: metallurgical and thermomechanical. Until now, rail manufacturers have explored the metallurgical route with relatively good success. More recently, thermomechanical methods are under investigation to improve mechanical characteristics of commercial railroad components, namely wheels and rails. It is anticipated that this new generation of high-performance railroad components will possess superior shelling, wear, and fatigue-related failure resistance.
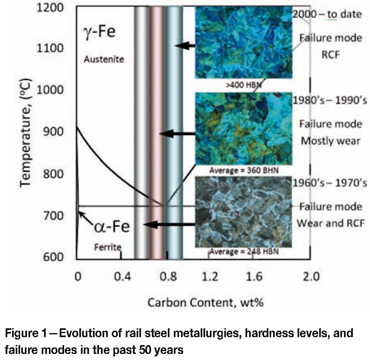
In the past 50 years the railways and rail manufacturers have improved rail performance by increasing hardness from 248 HB to more than 400 HB. Figure 1 illustrates the historical path followed in the development of premium grade (high-performance) steel metallurgies. Although some railroad steels have excellent wear resistance, fatigue (e.g. rolling contact (RCF)) improvements are necessary because a great proportion of components are removed prematurely due to fatigue-related issues. Clayton et al. carried out one of the most extensive research projects on wear of rail steels and rail's life extension for various metallurgies for several years8-19. In this work they considered the effects of heat treatments interlamellar spacing16, microstructure10,11,13,16,18,20-22, track curvature8, and head hardening15 among other rail and track characteristics.
Research results indicate that the main contribution to RCF and other fatigue-related failures are directly related to nonmetallic inclusions23-26. a major finding in the development of the rolling gear was the determination of the effects of cleanliness in components that are subjected to excessive contact fatigue (e.g. bearings)27. The steel microstructures that the railroads have investigated are bainite and pearlite.
Railroad steel metallurgies have evolved from hypoeutectic to eutectic, and nowadays the railroads are investigating hypereutectoid steels. Bainite presents high initial hardness; unfortunately, this microstructure has limited work-hardening ability28. Pearlite, on the other hand, may possess lower hardness at first, but it has superior hardening ability28. However, excessive carbon can result in large amounts of pro-eutectoid cementite, with adverse effects on fracture toughness, elongation, fatigue, and wear resistance2.
The present manuscript presents the results of a great variety of testing and developments conducted to improve the service characteristics and performance of railroad components. It constitutes an overview of the work conducted by the authors and how each of the abovementioned parameters influences the steel's mechanical and service characteristics. The manuscript is a brief summary of the methods and techniques that are used to improve the properties and service characteristics of railroad components. At the same time, it gives an overview of mechanical testing methods.
Laboratory testing
Microstructural analysis
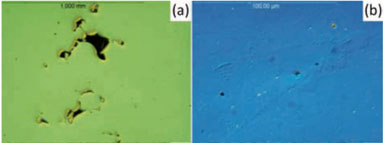
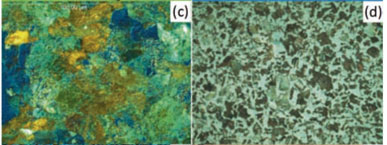
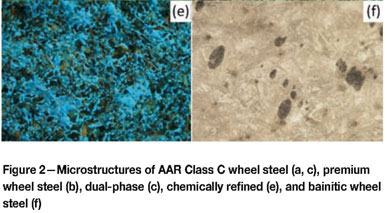
Figure 2 shows examples of the microstructures of selected test wheels in as-polished (2a and 2b) and as-etched (2c-2e) conditions. Figure 1a is an example of commercial wheels of the AAR Class C steel. Figures 2b, 2e, and 2f are microstructures of the high-performance (premium) wheels. Some of the wheels were produced by casting and others by forging. The characteristics of the premium steels include higher cleanliness, higher strength, work-hardening ability, and hardness that is recommended for the AAR Class C wheel steel. These premium-grade steels are part of the new initiatives proposed by the AAR to extend the life and safety of wheels. Some of the efforts in this area are currently undergoing testing by TTCI29-33. The following manufacturers are participating in the test work:
Griffin; USA
Lucchini; Italy
Microstructural analysis usually evaluates the type of microstructure, the phases present, pearlite colony size, prior-austenite grain size, the cleanliness level, and the grain size, among other parameters. It is of interest that the AAR recommends that the analysis for wheel steels is conducted using the ASTM standards E45-05E2 and E1245-03. The exact procedure for the cleanliness analysis can be found in the Manual of Standards and Recommended Practices published by TTCI and the AAR*. Figure 3 shows the macro etched surface of a cast wheel and a rail. The dendritic structure typical of casting, the segregation or partition line in forged rails, and some of the microstructure characteristics that allow prediction of the properties of steels can be seen.
Tensile testing
The tensile testing was performed in accordance with ASTM E8/E8M-11. For wheels, tensile testing is conducted at room temperature, and it is also recommended at -40°C. During the testing the ultimate tensile strength, yield strength, and percentage elongation at failure are assessed. Figure 4 shows the results of the tensile test performed on premium wheels. The proposed strength was recommended by the AAR as a minimum strength for the premium wheels. The intention is to develop a new grade of steel, high-performance or premium, to be termed Class D steel.
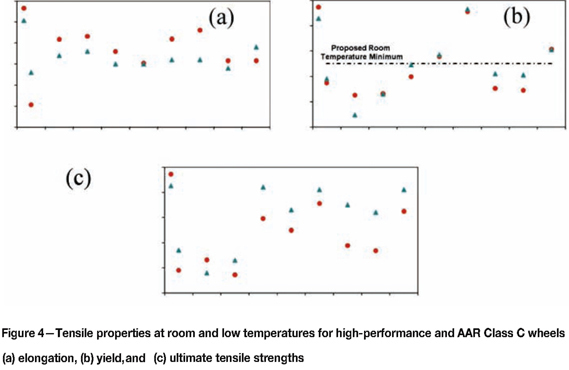
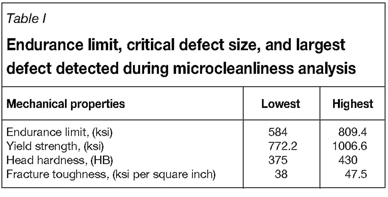
As seen from Figure 4, some of the reported yield strengths are comparable to those observed in AAR Class C wheel steel. This is not necessarily detrimental because work-hardening ability is the single most important property reported1,28 to improve wear. Tensile testing for rails is also conducted following the ASTM E8/E8M-11 standard. Some typical results are presented in Table I.
Hardness
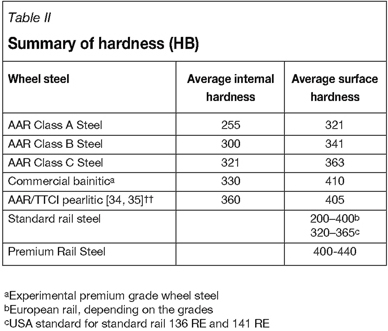
The recommended wheel hardnesses for AAR steel grades A, B, and, C are given in Table II. Table II includes the hardness of modern metallurgies that have been contemplated as premium wheel steels. Hardness testing is conducted in accordance with the ASTM E10 - 12 standard. The hardness of the wheels is measured on the surface and internally. Further test characteristics can be consulted in various research works conducted worldwide**.
Cleanliness
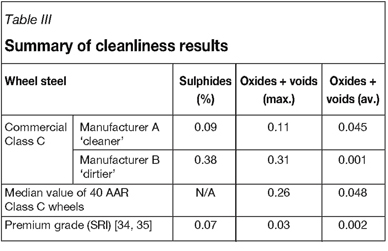
The cleanliness analysis of the wheel steels was conducted using the method developed by BNSF Railway, which involves the E-45 and E-1245 ASTM standards. The BNSF cleanliness analysis requires the analysis of six metallo-graphic samples. The cleanliness results presented in Table III correspond to commercial grade wheel steels, AAR Class C, and premium wheel steels. The highlighted values indicate that some of the grades do not conform to the cleanliness requirements established in the abovementioned standards. Currently, the test conducted by TTCI will be key to demonstrating the importance of cleanliness.
Fracture toughness for wheels
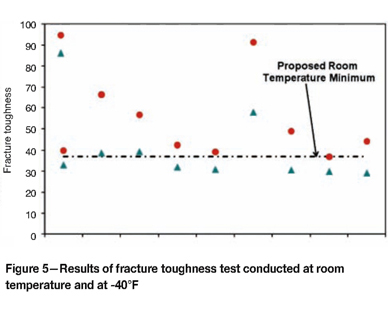
Fracture toughness testing was performed in accordance with ASTM E399 at room temperature and at -40°F. The AAR recommended practices suggest that the fracture toughness values along the wheel's rim should be 35 ksi per square inch or higher. Commercial AAR Class C steel usually meets this requirement, which is attributed to the relatively low alloyed composition. As steels become more highly alloyed (e.g. additions of Nb, Ni, Cr, etc.) the fracture toughness is compromised. It is for this reason that the AAR had recommended the use of the carbon equivalent semi-empirical approach as a way to assess the hardenability. Therefore, hardness improvements may benefit wear resistance, but may have an adverse effect on toughness, and hence on safety. Figure 5 shows the results of fracture toughness tests for the high-performance wheel steels and AAR Class C wheel steel. It can be seen that the high-performance steels7,29,30,33 comply with the minimum requirements. The significantly higher fracture toughness in Sample 6 is attributed to its bainitic microstructure.
Fracture toughness for rails
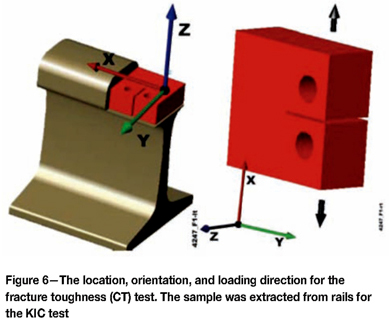
Fracture toughness is the property that describes the ability of a material to sustain a stress in the presence of a crack of a certain length in static uniaxial tension. Fracture toughness of rails is more of an issue in the winter, when the rails are constantly subjected to tension. This is directly related to the higher propensity of rail breaks. Fracture toughness testing is conducted into two stages. In Stage I an orthogonal crack is induced by cyclic (fatigue) loading. In Stage II the sample is ruptured under uniaxial tension. The sample is designed in a way that the crack is developed in plane strain to hinder plastic deformation. The fracture toughness test of rail steels is usually conducted at the head of the rail as shown in Figure 6. As the chemical composition becomes richer in carbon and other alloying elements, this property is adversely affected, particularly at the rail's base.
Other mechanical testing: non-standard
Residual stresses
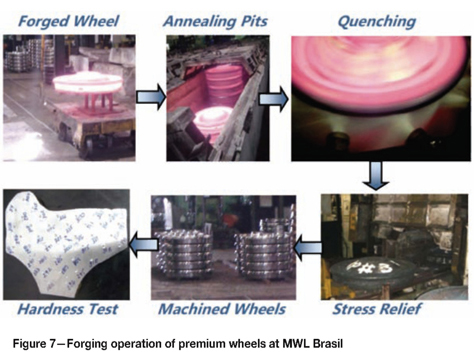
Residual stresses in wheels are the result of heat treatments, forging, and cooling. Heat treatments are applied to develop the desired microstructure and mechanical properties. Quenching (a common heat treatment for wheels) is applied to rapidly cool the wheel's rim. This results in the development of the desired microstructure, allowing the control of the pearlite colony and most importantly the pearlite interlamellar spacing. Some reports indicate that up to 80% of the strength of steels depends on the interlamellar spacing36-38. Additionally, the heat treatments allow full control of residual stresses, which in the case of wheels are recommended to be compressive in the circumferential direction, because cracks do not develop in compression. These stresses, which are also known as hoop stresses, are desired because they impart better fatigue properties. A typical heat treatment procedure is presented in Figure 7.
To determine circumferential residual strains, a wheel is cut with a bandsaw along the radial plane (Figure 8a). The residual state of strain and stress is assessed by using the methodology described in Robles Hernandez et al7. Historically, the AAR has used a clip gauge (Figure 8b) mounted on the wheel flange to determine whether the wheel has residual tensile strain (the saw cut opens) or residual compressive strain (the cut closes). This methodology allows for a determination of stress sense and a relative magnitude in relation to other wheels tested. However, the main advantage of the methodology proposed herein is that it can be used to determine the exact state of stresses and strain at a specific location. The only condition is that a gauge rosette must be placed in this location. For the tests described here, the standard clip gauge was used and three rectangular (0°-45°-90°) strain gauge rosettes were applied to each wheel at the approximate locations shown in Figure 8b. For simplicity, this paper reports only the stresses of the abovementioned rosettes, but in the tests a a total of 11 rosettes were used on each wheel investigated.
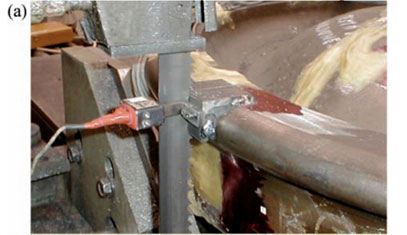
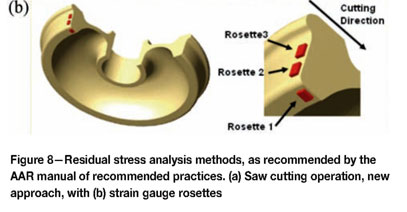
The strain gauges allow for a quantitative measurement of residual strains, rather than simply a comparative magnitude (as provided by the clip gauge). Figure 8b shows a test setup during the saw cutting operation, including the cutting direction and the location of the clip gauge that is used to compare the data with that of the strain gauge rosettes. Residual stresses are usually recorded via a data acquisition system and personal computer. The following section describes the rosette analysis. The elastic modulus is determined based on the tensile test results.
Analysis
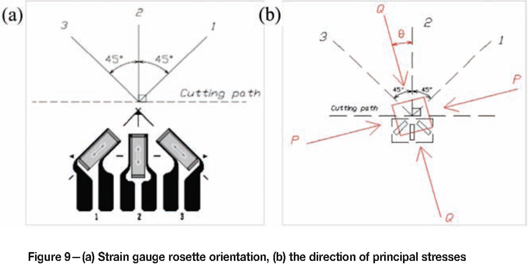
Figure 8b shows the axes on the rosette(s) and the direction in which each axis was labelled for the respective strains (ε1, ε2, and ε31). Axis 2 is perpendicular to the cutting path (almost parallel to the hoop stresses). Equations [1] and [2] are used to determine the principal strains (εΡ and ερ) and the angle of orientation (φΡ or φQ). The plus and minus alternatives in Equation [1] yield the algebraic maximum (P) and minimum (Q) stresses. The angle φΡ is the principal direction; by convention it is positive when measured counterclockwise with respect to ε1 and can be determined following the Mohr's circle method39.
In the state of stresses the direction of σΡ is perpendicular to σρ. It is perhaps more explicit to use grid number 2 as a reference to describe the principal stresses in this application. Grid 2 is parallel to the wheel circumferences. Let an angle θ represent the angle between principal direction (Q) and the axis of grid 2, which is perpendicular to the cutting path.
By using a graphical solution or the Mohr's circle, the angle θ can be derived. The value of θ is positive if measured counterclockwise and negative if measured clockwise. The test wheels were assumed to be homogeneous in composition and isotropic. If the residual stresses are assumed to be in the linear-elastic range, Hooke's Law can be used to convert principal strains to principal stresses by using Equations [3] and [4]:
where E is elastic modulus and v is Poisson's ratio, which is assumed to be the same (v = 0.33) for all wheels. The solution to Equations [3] and [4] provides the determination of the principal stresses as sketched in Figure 9b. Axis 2 is perpendicular to the cutting path. Principal strains (εP and εQ), stress (QP and QQ), and their directions can then be calculated using well-known methods. Figure 9b shows the directions of principal stresses. Figure 9 sketches the rosette and its analytical solution. Examples of the stress analysis results can be found in Figure 10.
Microstructural effects on service characteristics of railroad components
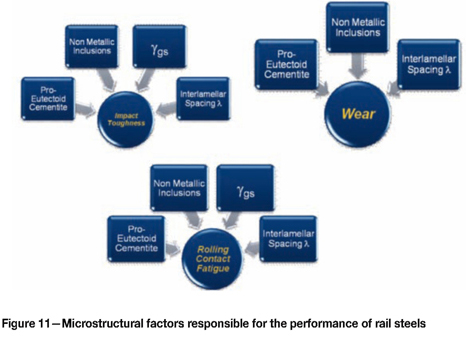
The major findings and effects of the microconstituents on the service characteristics of railroad components are illustrated in Figure 11, which shows the important microstructural factors believed to be responsible for the performance of steel railroad components. The parameters were determined for rail steels; however, they also apply to wheels and most components having excessive contact mechanics in either dynamic or static regimes. It is important to mention that for high-strength steel, one of the most detrimental effects on mechanical and service characteristics was determined as being the presence of pro-eutectoid cementite along the prior-austenite grain boundaries. In other words, development of excessive amounts of pro-eutectoid cementite in eutectoid and hyper-eutectoid steels may result in premature removal from service. Figure 11 summarizes the effects of each microstructure component on service characteristics and integrity.
Microstructure and thermomechanical processing
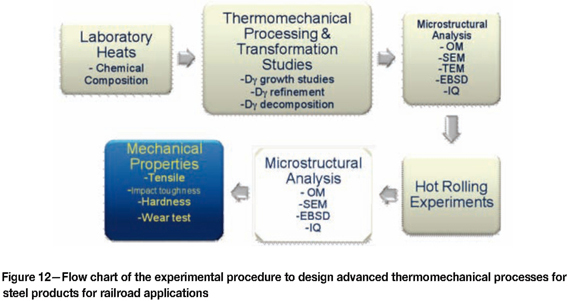
The main methods used to modify the steel microstructure are the chemical and thermomechanical methods. The chemical route had been extensively explored and currently is reaching a limit of development. On the other hand, the new approaches to improve mechanical and service characteristics of steels focus on the thermomechanical route. One of the most thorough studies conducted to improve the characteristics of rail steels was designed based on the procedures summarized in Figure 12. In these procedures there are hot rolling steps that are specifically designed to refine the microstructure and ultimately maximize mechanical properties of steels without changing the compositions. The intention is the development of a fully pearlitic microstructure to hinder the presence of pro-eutectoid cementite or ferrite along the prior-austenite grain boundary. In summary, the steel heats are fully processed while hot to refine the microstructure2.
Summary
The microstructural, mechanical, and service characteristics of steel railroad components have improved considerably in the last 50 years. Most steel metallurgies are pearlitic. Bainite has been investigated and has been shown to be effective for fatigue-related applications. However, pearlite has so far presented better wear resistant characteristics. Several railroads and steel manufacturers have identified cleanliness as a major concern for the integrity of steel railroad components. Traditional mechanical (tensile, hardness, toughness, etc.) and metallographic (cleanliness, microstructure) are still the most common methods for predicting service characteristics and integrity of railroad components. The following is part of the newly recommended AAR specification for high-performance wheels (Class D): yield strength < 130 ksi, hardness from 380 to 420 HB. Nonstandard testing (e.g. residual stress) is conducted to determine if wheels are in compression, which prevents crack growth and wheel defects such as shelling, spalling, etc. The microstructural makeup of steels has a direct influence on mechanical and service characteristics. Thermomechanical processing is under investigation as an alternative to chemical alloying, to improve the mechanical and service characteristics of railroad components.
Acknowledgements
Special thanks to the organizing committee of the Ferrous and Base Metals Development Network Conference and the Southern African Institute of Mining and Metallurgy for their diligent support for this work and for the opportunity to participate in such an important event. The authors would like to thank their respective institutions for their support in this work.
References
1. Robles Hernandez, F.C., etal. Mechanical properties and wear performance of premium rail steels. Wear, vol. 263, 2007. pp. 766-772. [ Links ]
2. OrdóÑez Olivares, R., et al. Advanced metallurgical alloy design and thermomechanical processing for rails steels for North American heavy haul use. Wear, vol. 271, no. 1-2, 2011. pp. 364-373. [ Links ]
3. Robles Hernandez, F.C., et al. Correlation between laboratory ball-on-disk and full-scale rail performance tests. Wear, vol. 270, no. 7-8, 2011. pp. 479-491. [ Links ]
4. Hernandez, F.C.R., et al. Properties and microstructure of high performance wheels. Wear, vol. 271, no. 1-2, 2011. pp. 374-381. [ Links ]
5. Robles Hernandez, F.C. and Stone, D.H. Railroad wheel steels having improved resistance to rolling contact fatigue. U.P. Office, Editor 2009. Transportation Technology Center, Inc., Pueblo, CO. p. 9. [ Links ]
6. Robles Hernandez, F.C. and Stone, D.H.. Railroad steels having improved resistance to rolling contact fatigue. U.P. Office, Editor 2009, Transportation Technology Center, Inc., Pueblo, CO. p. 9. [ Links ]
7. Hernandez, F.C.R., et al. Development and evaluation of advanced wheel steels to prevent wheel failures in the North American heavy haul operating environment. Proceedings of the Institution of Mechanical Engineers Part F-Journal of Rail and Rapid Transit, vol. 224, no. F5, 2010. pp. 413-419. [ Links ]
8. Clayton, P. PRedicting the wear of rails on curves from laboratory data. Wear, vol. 181, 1995. pp. 11-19. [ Links ]
9. Clayton, P. and Su, X. Surface initiated fatigue of pearlitic and bainitic steels under water lubricated rolling/sliding contact. Wear, vol. 200, no. 1-2, 1996. pp. 63-73. [ Links ]
10. Scholl, M., Clayton, P., and Jia, Y. Deterioration behavior of thermomechanical refiner plates. Wear, vol. 203, 1997. pp. 65-76. [ Links ]
11. Jin, N. and Clayton, P. Effect of microstructure on rolling/sliding wear of low carbon bainitic steels. Wear, vol. 202, no. 2, 1997. pp. 202-207. [ Links ]
12. Clayton, P. and Jin, N. Unlubricated sliding and rolling/sliding wear behavior of continuously cooled, low/medium carbon bainitic steels. Wear, vol. 200, no. 1-2, 1996. pp. 74-82. [ Links ]
13. Clayton, P. Tribological aspects of wheel-rail contact: A review of recent experimental research. Wear, vol. 191, 1996. pp. 170-183. [ Links ]
14. Clayton, P. AND Devanathan, R. Rolling sliding wear behavior of a chromium molybdenum rail steel in pearlitic and bainitic conditions. Wear, vol. 156, no. 1, 1992. pp. 121-131. [ Links ]
15. Dikshit, V., Clayton, P., and Christensen, D. Investigation of rolling-contact fatigue in a head-hardened rail. Wear, vol. 144, no. 2, 1991. pp. 89-102. [ Links ]
16. Clayton, P. and Danks, D. Effect of interlamellar spacing on the wear-resistance of eutectoid steels under rolling sliding conditions. Wear, vol. 135, no. 2, 1990. pp. 369-389. [ Links ]
17. Scholl, M., Devanathan, R., and Clayton, P. Abrasive and dry sliding wear-resistance of fe-mo-ni-si and fe-mo-ni-si-c weld hardfacing alloys. Wear, vol. 135, no. 2, 1990. pp. 355-368. [ Links ]
18. Clayton, P., et al. Wear behavior of bainitic steels. Wear, vol. 120, no. 2, 1987. pp. 199-220. [ Links ]
19. Clayton, P. and Hill, D.N. Rolling-contact fatigue of a rail steel. Wear, vol. 117, no. 3, 1987. pp. 319-334. [ Links ]
20. Su, X. and Clayton, P. Surface-initiated rolling contact fatigue of pearlitic and low carbon bainitic steels. Wear, vol. 197, no. 1-2, 1996. pp. 137-144. [ Links ]
21. Devanathan, R. and Clayton, P. Rolling sliding wear behavior of 3 bainitic steels. Wear, vol. 151, no. 2, 1991. pp. 255-267. [ Links ]
22. Danks, D. and Clayton, P. Comparison of the wear process for eutectoid rail steels - field and laboratory tests. Wear, vol. 120, no. 2, 1987. pp. 233-250. [ Links ]
23. LI, C., Stratman, B., and Mahadevan, S. Improving railroad wheel inspection planning using classification methods. Proceedings of the IASTED International Conference on Artificial Intelligence and Applications, 2007. pp. 366-371. [ Links ]
24. Sura, V. and Mahadevan, S. Modeling of vertical split rim cracking in railroad wheels. Engineering Failure Analysis, no. 4, 2011. pp. 1171-1183. [ Links ]
25. Sura, V.S. and Mahadevan, S. Vertical Split rim failure analysis in railroad wheels. Proceedings of the ASME Joint Rail Conference, 2010. vol. 2, pp. 103-112. [ Links ]
26. LIU, Y.M. and Mahadevan, S. Fatigue limit prediction of notched components using short crack growth theory and an asymptotic interpolation method. Engineering Fracture Mechanics, vol. 76, no. 15, 2009. pp. 2317-2331. [ Links ]
27. Beynon, J.H., Garnham, J.E., and Sawley, K.J. Rolling contact fatigue of three pearlitic rail steels. Wear, vol. 192, no. 1-2, 1996. pp. 94-111. [ Links ]
28. Hernandez, F.C.R., et al. Correlation between laboratory ball-on-disk and full-scale rail performance tests. Wear, vol. 270, no. 7-8, 2011. pp. 479-491. [ Links ]
29. Cummings, S. Drag brake and durability test of high performance wheels. Technology Digest. T.T. Transfer, Editor, Transportation Technology Center, Inc., Pueblo, CO, 2009. p. 4. [ Links ]
30. Cummings, S. Initiation of the revenue service test of high performance wheels. Technology Digest, T.T. Transfer, Editor, Transportation Technology Center, Inc.,: Pueblo, CO. p. 4. [ Links ]
31. Stone, D., Robles Hernandez, F.C., and Dahlman, G. Effect of microvoids, oxide inclusions, and sulphide inclusions on the fatigue strength of wheel steels. Technology Digest, T.T. Transfer, Editor, Transportation Technology Center, Inc., Pueblo, CO, 2007. p. 4. [ Links ]
32. Robles Hernandez, F.C. and Stone, D.H. Steel development for high performance wheels. Technology Digest, T.T. Transfer, Editor, Transportation Technology Center, Inc., Pueblo, CO, 2008. p. 4. [ Links ]
33. Robles Hernandez, F.C., Kalay, S., and Cummings, S. Properties and microstructure of high performance wheels. Technology Digest, T.T. Transfer, Editor, Transportation Technology Center, Inc., Pueblo, CO, 2009. p. 4. [ Links ]
34. Robles Hernandez, F.C. and Stone, D.H. Railroad steels having improved resistance to rolling contact fatigue. uSA, patent number: uS7559999, 2007. [ Links ]
35. Robles Hernandez, F.C. and Stone, D.H. Railroad wheel steels having improved resistance to rolling contact fatigue. uSA. Issue patent number: uS759190, 2009. [ Links ]
36. Krauss, G. Steels: Heat Treatment and Processing Principles.: ASM International, Materials Park, ohio , 1990, xvi, 497 pp. [ Links ]
37. Totten, G.E. and Howes, M.A.H. Steel Heat Treatment Handbook. Marcel Dekker, New York, 1997, x, 1192 pp. [ Links ]
38. Thelning, K.E. Steel and its Heat Treatment : Bofors Handbook. Butterworth, London, 1975.570 pp. [ Links ]
39. Dieter, G.E. Mechanical Metallurgy. McGraw-Hill, New York, 1986. [ Links ]
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN2225-6253.
This paper was first presented at the, Ferrous and Base Metals Development Network Conference 2012, 15-17 October 2012, Mount Grace Country House and Spa, Magaliesburg, South Africa..
* http://www.aar.com/aar_standards/pdf/MSRP-A1.pdf
** http://www.scribd.com/doc/30796881/T672-Wheel-Steel-Handbook-Final


{kind=link}
{kind=link}