










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versión On-line ISSN 2411-9717
versión impresa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.113 no.2 Johannesburg feb. 2013
Effect of dual phase microstructure on the toughness of a Cr-Mo low-alloy plate steel
L.J. Leach; C.W. Siyasiya; W.E. Stumpf
Department of Materials Science and Metallurgical Engineering, University of Pretoria, South Africa
SYNOPSIS
Quench and tempered Cr-Mo plate steel was found not to contain a fully martensitic structure as a result of either slow slack quenching or insufficient hardenability at the cooling rates used. The resulting microstructure contains bainite in combination with martensite. It is necessary to examine the implications of bainite for the toughness of the final product. Loss of toughness arises primarily from the inter-lath carbides that typically form in upper bainite. An investigation into the effect of upper bainite in a martensitic matrix of a steel grade containing 0.17% C, 0.1% Cr, 0.54% Mo, and 20 ppm B indicated lower toughness than in a fully martensitic structure.
Keywords: upper bainite, toughness, instrumented impact.
Introduction
Insufficient hardenablility or slow slack quenching of Cr-Mo plate steel usually results in the formation of bainite when a fully martensitic structure is expected. The result is that the product consists of a mixture of martensite and bainite, which is detrimental to impact strength or fracture toughness. Typically, the presence of upper bainite is known to impact negatively on toughness because of the inter-lath carbide films associated with the transformation. However, it is doubtful whether a small quantity of bainite in martensite can affect toughness to a significant extent, as would be expected with larger amounts of bainite.
Fracture surfaces observed in a steel containing lower bainite and martensite consisted almost entirely of ductile dimples formed by the merging of pores ahead of the crack front with an improved resistance to brittle fracture. In contrast, the presence of cleavage facets typical of brittle fracture was observed when upper bainite was present1.
Bainite laths that nucleate and grow at austenite grain boundaries, can consist of blocks, packets, or laths. When lower bainite is formed inter-lath carbides are largely absent, and toughness is uncompromised2.
Furthermore the microstructure is refined, resulting in the lowering of the ductile-to-brittle transition temperature. The block-type bainite is associated with grain size refinement synonymous with improved mechanical properties. In this instance, slack quenching may still be beneficial. Therefore the impact strength of dual phase bainite-martensite microstructures has been studied with a systematic variation of the volume fraction of upper bainite in a tempered martensite.
Experimental work
The material used for the investigation was a commercially produced low-alloy steel plate with chemical composition given in Table I.
Heat treatment
To produce upper bainite, the partial continuous cooling transformation diagram for this steel was first established, using a Bãhr DIL 805 dilatometer. The temperature for a suitable isothermal heat treatment to form upper bainite was then determined as 498°C, which provides an estimated undercooling/driving force of about 113°C below the effective Bs or bainite start temperature. The volume fraction of bainite was determined with the aid of a sigmoidal dilatometric curve determined at the isothermal reaction temperature of 498°C, as defined by the ASTM A1033-10 standard. Standard Charpy samples of dimension 10 x 10 x 55 mm machined from the plate steel were first austenitized at 930°C for a duration of 15 minutes before cooling to 498°C, at which the samples were held for 11 seconds, 26 seconds, 55 seconds, 70 seconds, 100 seconds, and 440 seconds then quenched in a forced stream of helium to produce 10%, 25%, 60%, 75%, 90%, and 100% upper bainite, the balance being martensite, save for the 100% bainite sample.
The heat treatment of these Charpy specimens was carried out in a Gleeble 1500D hot-working simulator and taking a batch of three samples per heat treatment. The quenched samples were tempered for 30 minutes at 500°C. This reduced the hardness of the martensite to approximately 284.7 HV, which was close to that of the upper bainite of 275.8 HV. Measurements were performed using a Vickers microhardness tester with a load of 500 g force.
Mechanical testing
Impact measurements were performed on an Instron Dynatup 9200. A mass of 19.54 kg was suspended at a height of 1.65 m above the rest position of a mounted Charpy sample. This ensured the velocity of the tup to be in the range of 3-6 m/s as specified in the standard ASTM E2298. Load and energy variations with time or displacement as measured by the instrumented impact testing unit were recorded. Fracture surfaces were examined using scanning electron microscopy (SEM) and optical analysis to determine the relative amounts of ductile and brittle modes of fracture on the Charpy samples.
Shear fracture measurement
The proportion of ductile fracture was determined from digital images of the fracture surfaces, in accordance with the ASTM E23 standard. Image analysis software was used to measure the area of shear fracture, which was distinguishable from a central brittle region that consisted of a relatively flat area of cleavage fracture. The amount of shear was calculated as a fraction of the total fracture area.
Results
Metallography
Figure 1 shows a SEM micrograph of the type of upper bainite obtained. A colony of upper bainite that grows from the grain boundary into the grain intersects another colony. Note in particular the elongated carbide particles forming repeatedly on the austenite/ferrite interface as the bainite lath widens.

Instrumented impact test analysis
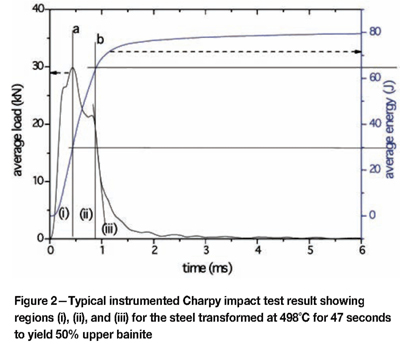
Numerical output from the tup of the impact testing unit, which measures the variation of load and energy per millisecond, was recorded and analysed in graphical form as shown in Figure 2. The regions of interest (i), (ii), and (iii), are demarcated by the two vertical lines labelled a and b. The load sustained up to the intersection of the vertical line a is the maximum sustainable load before plastic deformation begins at the root of the notch. Region (i) is therefore the area under the load-time curve representing the crack initiation energy. Plastic deformation at the notch root mentioned above is represented in region (ii) between the lines a and b. The area under the remaining part of the curve, region (iii), is the energy expended on rapid crack growth. For the purpose of this study, regions (ii) and (iii) will be collectively regarded as the crack propagation energy.
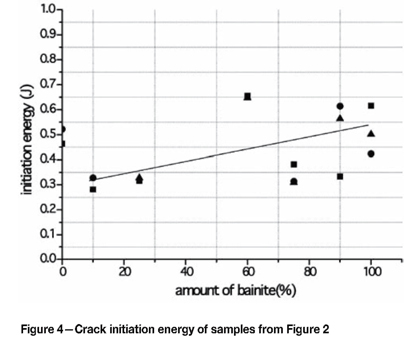
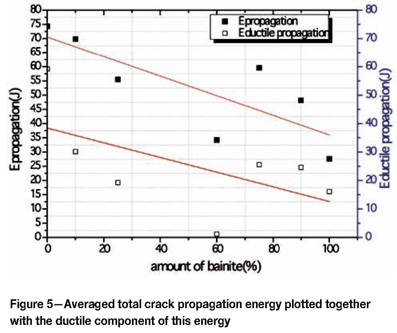
The variation of total energy absorbed as the volume fraction of bainite is increased is shown in Figure 3, while the respective crack initiation and crack propagation energies are represented in Figures 4 and 5 respectively, measured as a function of the amount of bainite in the dual phase structure.
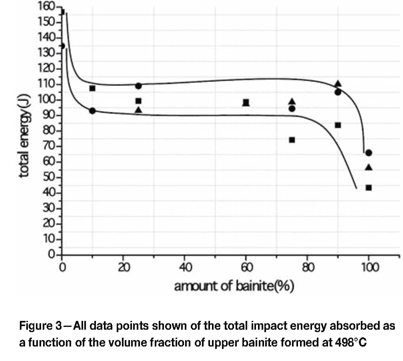
As can be seen from Figure 3, progressively less energy was absorbed by samples with increasing proportion of upper bainite. The data points at zero volume fraction bainite were taken from samples consisting only of tempered martensite.
Crack initiation energies were determined from the total impact energy data as a fraction of the total energy absorbed. As can be seen from Figure 4, the general trend is an increase in the crack initiation energy, starting with low readings relative to the total energy and requiring more energy to initiate a crack at higher upper bainite contents. The crack propagation energy curve follows an opposite trend.
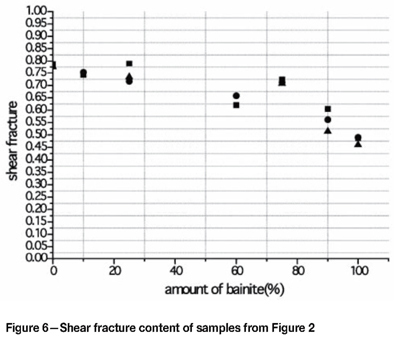
A general decrease in the amount of shear fracture as the percentage of upper bainite increases is shown in Figure 6. The limits are set by the 100% martensitic and the 100% bainitic microstructures, whereby the former shows the most amount of shear fracture and the latter the least shear.
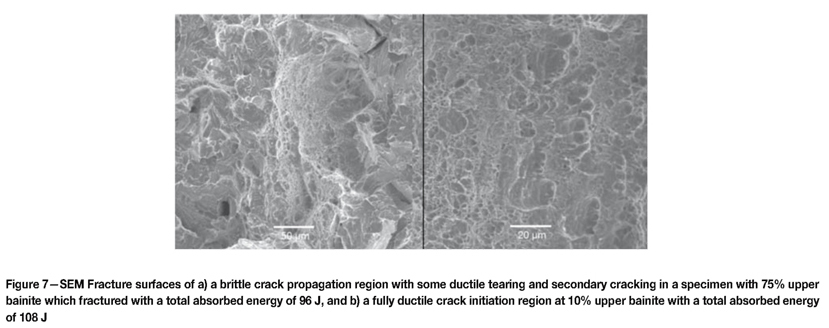
The SEM fractograph of a Charpy sample containing upper bainite typically shows regions of crack propagation and initiation as in Figure 7(a) and (b) respectively. Fast crack growth is represented by a brittle region with cleavage facets on either side, shown in Figure 7(a), while ductile tearing had also occurred, evidenced by the small dimples in the centre of the micrograph. Note also the initiation of secondary brittle cleavage cracks advancing into the matrix from the primary fracture face within the fracture propagation regions. In Figure 7(b) the initiation region is characterized by ductile dimples, some of which are elongated.
Discussion
The reduced impact energy with high volume fractions of upper bainite shown in Figure 3 is evidence of the detrimental effect of upper bainite on toughness. The morphology of upper bainite is central to this adverse effect.
Given the relatively large size and thickness of the upper bainite interlath carbides, the fracture strength is reduced and the propagation of a microcrack is enhanced3.
In these dual phase steels, the toughness was found to be dependent on the presence of coarse carbides in the microstructure4. It can therefore be speculated that the carbides in upper bainite influence the overall toughness of upper bainite-martensite dual phase steels. The strength of such upper bainite-martensite structures has been found to follow a Law of Mixtures5: σ = ΣVσi where V is the volume fraction of a constituent and 0i its flow strength, hence the flow strength is a linear addition of the strength of constituents. By the reciprocal relationship between strength and toughness, this implies that increasing volume fractions of upper bainite in martensite should result in lower toughness.
This is evident in the graph in Figure 6, where the amount of shear is observed to decrease, as does the total impact energy in Figure 3, although not necessarily in a linear relationship. This deviation of the total impact energy from a linear relationship with increasing volume fraction of upper bainite is attributed to the fracture initiation energy, which generally increases (Figure 4) while the propagation energy generally decreases (Figure 5) with increasing proportion of upper bainite. The total energy, therefore, plateaus between about 10% and 80% upper bainite content, as evident in Figure 3.
Fragmentation of prior austenite grains by packets, blocks, or laths of martensite and bainite tends to have an effect analogous to that of grain size refinement, which promotes toughness6. This, however, has been proved with a mixture that consists of lower bainite and martensite1. In a grain consisting of colonies of a variety of transformation products, microcracks are deviated at the boundaries of colonies where a substantial amount of energy is dissipated2. Deviation of a microcrack is accompanied by an increased energy absorption and thus improved toughness. However, the potentially beneficial effect of fragmentation of prior austenite grains is offset by the presence of coarse carbides.
Samples with 100% upper bainite and 100% martensite gave the lowest and highest toughness values. From Figure 3, a significant decrease occurs with only 10% bainite in the martensite matrix and the rate of fall in impact energy with increase in the amount of upper bainite appears to decrease. According to Zhang and Knott7, a non-random distribution of bainite at the point where cleavage fracture is initiated at a critical distance ahead of the pre-crack is influential on the fracture toughness. In this regard, the overlap of toughness values in Figure 3 is dependent on the type and amount of phase present at this point.
The general decrease in crack propagation energy in Figure 5 is most likely a result of the higher concentration of bainitic carbides, which are prone to cracking and debonding from the bainitic ferrite. The carbides, which are generally elongated along the bainite sheaves, act as stress concentrators during crack propagation. The multiplicity of stress concentration sites tends to ease the energy of crack propagation8. The SEM fractograph in Figure 7(a) is characterized by a preponderance of cleavage facets, while the fractograph of the crack initiation region in Figure 7(b) shows purely ductile dimples with some degree of elongation, which is indicative of a shear force operating at the commencement of fracture.
The tear ridges and secondary cleavage are evident in Figure 7(a) with the cleavage facets being dominant indicating local energy absorption. This propagation energy forms part of the total impact energy.
Conclusion
The dual phase steel of upper bainite-martensite composition was tempered until the hardness of the phases was approximately similar. The effect of the amount of upper bainite on impact strength was analysed. The following conclusions are drawn:
When dual phase steel of upper bainite and martensite is tempered at 500°C until bainite and martensite are of similar hardness, toughness is observed to decrease with increase in upper bainite
Acknowledgements
The authors wish to thank Professor Rob Knutsen of the Centre for Materials Engineering of the University of Cape Town for technical assistance with their Instrumented Charpy testing unit, and Ms Liezl Matthews for providing some experimental results. AcelorMittal South Africa is acknowledged for provision of the material, and the permission granted by the University of Pretoria to publish this work is kindly acknowledged.
References
1. Belikov, S.L, Sergeeva, K.I., Kornienko, O.Yu., Ashikhmina, I.N., and Stepanov, A.I. Special Features of the Formation of Structure and Properties of Steels with Heterogeneous Bainite-Martensite structure for Oil and Gas Pipelines. Metal Science and Heat Treatment, vol. 52, 2011. pp. 581-587. [ Links ]
2. Ohmori, Y., Ohtani, H., and Kunitake, T. Tempering of the Bainite and Bainite/Martensite Duplex Structure in a Low-Carbon Low-Alloy Steel. Metal Science and Heat Treatment, vol. 8, 1974. pp. 357-366. [ Links ]
3. Bakhtiari, R. and Ekrami, A. The Effect of Bainite Morphology on the Mechanical Properties of a High Bainite Dual Phase (HBDP)Steel. Materails Science and Engineering A, vol. 252, 2009. pp. 159-165. [ Links ]
4. Barbacki, A. The Role of Bainite in Shaping Mechanical Properties of Steel. Journal of Materials Processing Technology, vol. 53, 1995. pp. 57-63. [ Links ]
5. Edmonds, D.V. and Cochrane, R.C. Structure-Property Relationships in Bainitic Steels. Metallurgical Transactions A, vol. 21, 1990. pp. 1527-1540. [ Links ]
6. Luo, Z., Shen, J., Su, H., Ding, Y., Yang, C., and Zhu, X. Effect of Substructure on Toughness of Lath Martensite/Bainite Mixed Structure in Low Carbon Steels. Journal of Iron and Steel Research International, vol. 17, no. 11, 2010. pp. 40-48. [ Links ]
7. Zhang, X.Z. and Knott, J.F. Cleavage Fracture in Bainitic and Martensitic Microstructures. Acta Metallurgica, vol. 47, no. 12, 1999. pp. 3483-3495. [ Links ]
8. Li, Z., Samuel, A.M., Samuel, F.H., Ravindran, C., Doty, H.W., and Valtierra, S. Parameters Controlling the Performance of AA319-type alloys Part II. Impact Properties and Fractography. Materails Science and Engineering A, vol. 367, 2004. pp. 111-122. [ Links ]
9. Hausild, P., Nedbal, I., Berdin, C., and Prioul, C. The Influence of Ductile Tearing on Fracture Energy in the Ductile-To-Brittle Transition Temperature Range. Materails Science and Engineering A, vol. 335, 2002. pp. 164-174. [ Links ]
© The Southern African Institute of Mining and Metallurgy, 2013. ISSN2225-6253.
This paper was first presented at the, Ferrous and Base Metals Development Network Conference 2012, 15-17 October 2012, Mount Grace Country House and Spa, Magaliesburg, South Africa..


{kind=link}
{kind=link}