










Servicios Personalizados
Articulo
 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versión On-line ISSN 2411-9717
versión impresa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.112 no.11 Johannesburg nov. 2012
The performance of centrifugal pumps when pumping ultra-viscous paste slurries
J. CrawfordI; F. van SittertII; M. van der WaltII
IFLSmidth Krebs, USA
IIPaterson & Cooke Consulting Engineering, South Africa
SYNOPSIS
Significant advances have been made in the design of centrifugal slurry pumps that are used for pumping high-density viscous and paste slurries. This paper presents the results of a series of centrifugal pump performance tests that were conducted using an FLSmidth 6 x 4 Krebs millMAX centrifugal pump. The pump was fitted with a dry mechanical seal to prevent dilution of the slurry from gland service water, as the rheology of the slurry is sensitive to small changes in slurry density.
Tests were done using paste kaolin slurry with Bingham yield stress values between 578-1 120 Pa and plastic viscosities between 728 and 1 491 mPa.s. The viscous properties of the paste during each pump test were measured using a rotational viscometer. Pump head and efficiency de-rating were measured and compared to the correlations of Walker and Goulas (1984).
The test data shows the pump's best-efficiency point (BEP) changes and shifts to the left of the performance curve. The pump efficiency decreases as the slurry yield stress increases. The head de-rating data shows more head de-rating at the low flow rates compared to the high flow rates for the high viscosity slurry, which is in line with the findings of Walker and Goulas (1984). This paper demonstrates that it is possible to pump very viscous, high yield stress slurries with limited head and efficiency de-rating using centrifugal pumps, provided that positive suction conditions are maintained at all times.
Keywords: centrifugal pumps, viscous slurry, pumping efficiency.
Introduction
Centrifugal pumps are able to pump highly viscous materials, but with a reduced performance compared to when pumping water. Pump manufacturers provide clear water pump performance data. This data needs to be adjusted for viscous slurries before designing a pumping system. To do this, the pump head and efficiency ratios need to be determined for viscous slurries.
Definitions
The standard definitions for head (HR) and efficiency (ER) ratios are as follows:
HR The pump head ratio (HR) is the ratio of slurry head produced to the head produced for water at the pump best-efficiency point (BEP) measured for water
ER The pump efficiency ratio (ER) is the ratio of slurry efficiency to the efficiency for water at the pump BEP measured for water.
Pumping viscous slurries
Centrifugal pumps are used to pump fine solids in suspension in various mining applications (clay, cement, slimes disposal, thickener underflow, full plant metallurgical tailings, etc.). These fine solids settle very slowly or, at some solids concentrations, not at all, and can be treated as homogeneous mixtures. Govier and Charles (1961) state that generally, for solids with settling velocities lower than 0.6-1.5 mm/s, the slurry can be considered homogeneous. Using this definition, the upper size at which clay, with a solids density of 2.6 t/m3 will form homogeneous mixtures, is approximately 25 µm to 39 µm.
As the solids concentration increases, the viscous characteristics of the slurry change. Most fine slurry mixtures have non-Newtonian rheological behaviour and the flow behaviour is interpreted by means of a flow curve, which is a plot of shear stress versus shear rate. A widely accepted model to use for mineral slurries is the three-parameter Herschel-Bulkley model (Brown and Heywood, 1991). The model takes the following form:

where:
0 = shear stress (Pa)
K = fluid consistency index (Pa.sn)
ϒ = shear rate (s-1)
n = flow behaviour index.
Homogeneous mixtures with yield stress values are called viscoplastic liquids. The Herschel-Bulkley model provides a convenient way to approximate the behaviour of time-independent viscoplastic liquids common in the mining industry. The Herschel-Bulkley model parameters for rheological characterization of time-independent liquids are summarized in Table I, and illustrative flow curves of these liquids are shown in Figure 1.
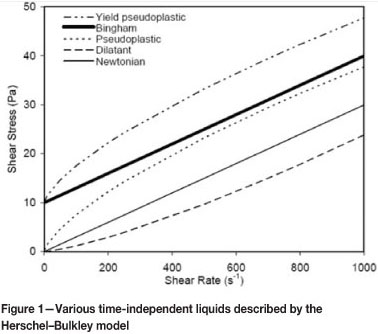
A common model to use for viscoplastic liquid is the Bingham plastic model. For a Bingham plastic model the flow behaviour index n is equal to unity and Equation [1] reduces to:

where:
KBP = plastic viscosity (Pa.s)
ϒ = shear rate (s-1).
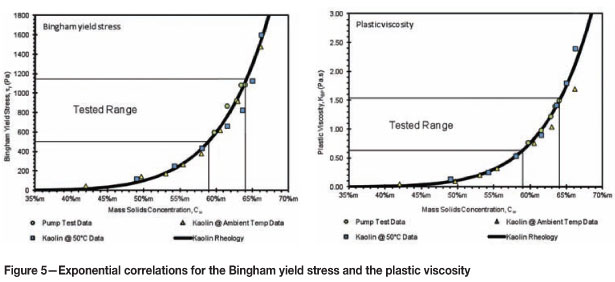
Generally, the Bingham yield stress and plastic viscosity show an exponential increase with solids concentration.
Walker and Goulas (1984) found that the pump developed head deviates significantly from the pump's water characteristics at lower flow rates, and that there is a reduction in pump efficiencies at flow rates near the water best-efficiency point.
Their results show that the pump performance is dependent on the slurry's rheological characteristics. They found that pump performance correlation methods used for Newtonian fluids also gave good results for non-Newtoniar fluids, given that a suitable value for the viscosity can be chosen.
Cooke (2007) compared the Walker and Goulas (1984) data to a range of other data with yield stresses of up to 200 Pa, and concluded that the Walker and Goulas (1984) data provides a reasonable estimate for head de-rating values for pump Reynolds numbers greater than 3 x 105, but that efficiency de-rating values are generally conservative.
Test equipment, methodology and calculations
Test facility description
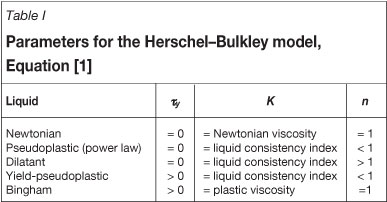
Figure 2 shows a schematic of the test facility used for the centrifugal pump performance tests. A conventional large-diameter slurry pipe test facility was modified for these tests, to accommodate the viscous pumping requirements.
The pump performance test facility is fitted with an FLSmidth Krebs 6 x 4 millMAX centrifugal pump with a dry mechanical seal. The pump has a four-vane, 400 mm impeller with closed vanes. The pump is belt-driven using a 90 kW premium efficiency motor matched to a variable-frequency drive (VFD). A magnetic flow meter is used to measure flow rate. The pump head is determined using pressure transmitters on the suction and discharge ends of the pump.
The pressure transmitters are located two pipe diameters from the suction and discharge flanges respectively, in accordance with the American Hydraulic Institute Standards ANSI/HI 1.6-2000 requirements. The flow meter is located five pipe diameters downstream from the discharge flange; the recommended minimum distance.
Slurry mass concentration is measured from slurry samples taken during tests and oven dried in a laboratory oven. The VFD provides an output for pump rotational speed and motor absorbed power.
An Anton-Paar RheolabQC bob-and-cup rotational viscometer with temperature control is used to obtain all rheological data. A handheld Hanna Instruments pH probe is used for measuring pH.
Tested material
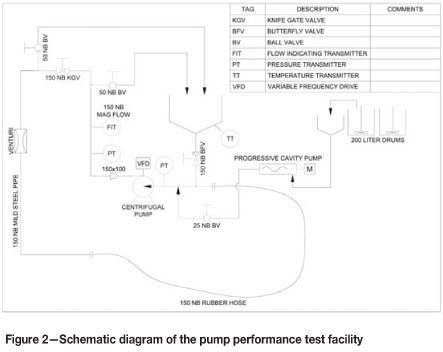
Paste slurry of kaolin clay was used for the tests as the viscous properties of kaolin are well documented in the literature, and its flow behaviour can be approximated by the Bingham plastic model. Figure 3 shows the measured particle size distribution data for the kaolin slurry used for the tests. The dry kaolin solids density is 2.6 t/m3. The d90 and d50 particle sizes are 34.5µm and 2.2µm respectively.
Test methodology
The centrifugal pump performance tests are done as follow:
1. The clear water pump performance curves (head and efficiency versus flow rate) are measured at three fixed pump rotational speeds of 1 000 r/min (20.9 m/s tip speed), 1 200 r/min (25.1 m/s tip speed), and 1 400 r/min (29.3 m/s tip speed) to validate the pump manufacturer's performance curve and to provide the baseline reference
2. Kaolin paste is prepared to the required solids concentration and pumped into the pipe loop using a progressive cavity pump
3. The paste is circulated in the pipe loop to remove any entrapped air from the slurry
4. The test loop is pressurized using the progressive cavity pump to ensure there is no cavitation due to insufficient NPSHa, which could compromise the centrifugal pump head and efficiency
5. The pump is run at a constant rotational speed (1 400 r/min). Suction pressure, discharge pressure, power supplied to motor, and flow rate are recorded for a range of flow rates. The pump head, efficiency, and available net positive suction head for each flow rate are calculated at each of the recorded points. The slurry flow rate is varied by throttling the pump discharge valve
6. A sample is taken and the kaolin paste temperature, pH, solids concentration, and rheology are measured
7. Steps 2 to 6 are repeated for a range of slurry solids mass concentrations.
Head and efficiency calculations
Bernoulli's equation (Massey, 1979) is used to calculate the pump generated head for each data point. Equation [3] shows the form of the Bernoulli equation:

where:
H = delivered pump head (m of mixture)
Vi = pump suction velocity (m/s)
Vo = pump discharge velocity (m/s)
Pi = pump suction pressure transmitter reading (Pa (abs))
Po = pump discharge pressure transmitter reading (Pa (abs))
Δh = vertical height difference between the two pressure transmitters (m)
p= slurry density (kg/m3)
g = gravitational acceleration constant (m/s2).
The pump efficiency is determined by dividing the hydraulic power generated by the pump, with the pump shaft input power:

where:
n= pump efficiency (%)
Ph = pump generated hydraulic power (W)
Pin = pump absorbed power (W).
The hydraulic power generated by the pump is calculated as follows:
The pump input power is determined from the electrical power supplied to the motor and corrected for motor efficiency, belt and seal losses as follows:

where:
Ph = pump generated hydraulic power (W)
p= slurry density (kg/m3)
g = gravitational acceleration constant (m/s2)
H = delivered pump head (m of mixture)
Q = system flow rate (ms/s).

where:
Pin = pump absorbed power (W)
km = motor efficiency = 94.5% (based on manufacturer specification)
kb = power factor to correct for belt friction = 95% (accepted industry standard)
ks = power factor to correct for mechanical and dry seal losses = 95% (accepted industry standard)
Pmo = motor electrical absorbed power (W).
NPSHa is calculated as follows:

where:
Pi = pump suction pressure transmitter reading (Pa (abs))
ρ = slurry density (kg/m3)
g = gravitational acceleration constant (m/s2)
Vi = pump suction velocity (m/s)
Pvap = slurry vapour pressure (Pa). NB. The slurry vapour pressure is the same as the water vapour pressure at a given temperature, given the temperature is below the sublimation temperature of the solids.
Results
Rheological results and characterization
Figure 4 shows the laminar flow curve for the kaolin clay paste that was tested in the pipe rig.
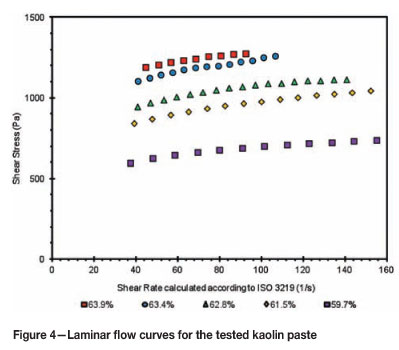
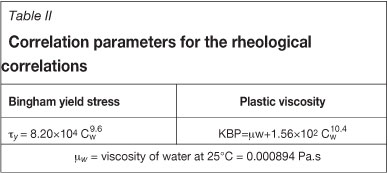
Figure 5 shows the correlations for the Bingham yield stress and the plastic viscosity respectively, which were determined from the flow curves.
The rheology of the kaolin slurry was measured at ambient temperature and at 50°C, the average temperature of the slurry during the loop tests. Due to the very high yield stress range covered during the tests, it was not possible to complete all the pump performance tests at ambient temperature as the slurry temperature increases during testing.
The measured data for all the samples is very similar and a single correlation provides a good fit, confirming the consistency of the paste slurry used for the pump performance tests. The effect of temperature on the viscous properties of the paste slurry is negligible in the tested temperature and concentration ranges.
Figure 6 shows a photo of a slump test done in a 75 x 75 mm Boger slump cylinder (Boger et al., 1996). The sample has a slurry mass concentration of 63.9 per cent solids and a Bingham yield stress value of 1 120 Pa.
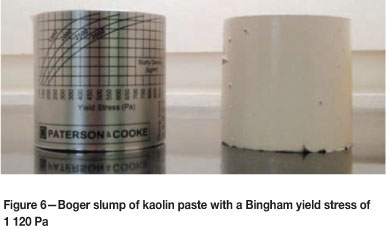
Table II presents the parameters of the correlations used to determine yield stress and plastic viscosity as a function of solids mass concentration (Cw).
Pump performance test results
Pump head and efficiency curves are shown in Figures 7 and 8 with measured water performance curves for comparison. Figure 7 also shows the measured available net positive suction head (NPSHa) and the pump manufacturer's required net positive suction head (NPSHr). Throughout the test series the NPSHa is higher than the NPSHr by a sufficient margin to avoid pump cavitation. The head de-rating factor (head ratio - HR) and efficiency de-rating factor (efficiency ratio - ER) lines on Figures 7 and 8 are ratios of the clear water line.
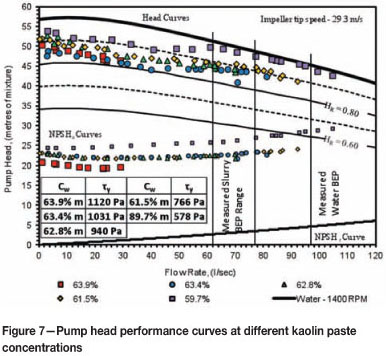
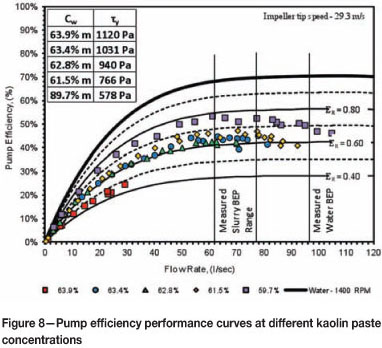
The system configuration for each test was the same. There was no change to the pipe loop configuration, valves, fittings etc. The maximum flow achieved for each pump performance test reduces as yield stress increases, due to the increase in total required system pressure.
Tests were done for slurry solids concentrations from 59.7 per cent to 63.9 per cent by mass, corresponding to Bingham yield stresses from 578 Pa to 1 120 Pa and plastic viscosities from 0.728-1.491 Pa.s. No concentrations above 65 per cent by mass could be tested.
From the data, the slurry head curves appear to de-rate more at the low flow rate and improve at higher flow rates compared to the water head curves, which is in line with the finding of the test work conducted by Walker and Goulas (1984).
The pump BEP changes and shifts to the left of the performance curve and the pump efficiency decreases as the slurry yield stress increases. Due to this shift of pump BEP, the pump head and efficiency ratios are calculated as follows:
HR = The pump head ratio (HR) is the ratio of slurry head produced to the water head produced at BEP for slurry
ER = The pump efficiency ratio (ER) is the ratio of slurry efficiency measured to the water efficiency measured at BEP for slurry.
The pump shows significant efficiency de-rating for slurry yield stresses greater than 1 000 Pa.
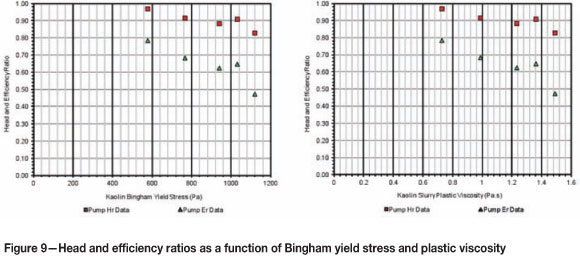
Table III shows the HR and ER values for the pump performance tests at the tested solid mass concentrations. The plastic viscosity and Bingham yield stress data in Table III are the calculated values when using the respective correlations in Table II.
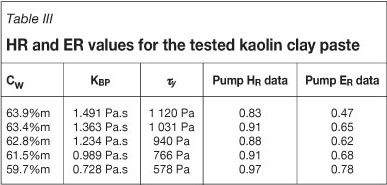
Figure 9 shows the head and efficiency de-rating data as a function of the Bingham yield stress and plastic viscosity respectively. It is clear that the pump performance decreases as the plastic viscosity and the Bingham yield stress increases. The head and efficiency relationship as a function of Bingham yield stress and plastic viscosity is almost linear in the slurry concentration range tested.
Analysis
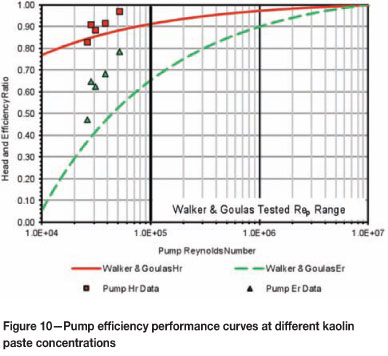
Walker and Goulas (1984) conducted test work on Bingham plastic slurries in a yield stress range between 2 Pa and 22 Pa using pumps with impeller diameters between 240 mm and 352 mm, covering a pump Reynolds number range from 105 to 107. The measured test data in this paper are for yield stresses that range from 380 Pa to 1 120 Pa in a pump with a 400 mm impeller, covering a pump Reynolds number range from 26.1 x 103 to 51.6 x 103.
The modified pump Reynolds number for homogeneous Bingham plastic slurries is calculated from:

where:
Rep = modified pump Reynolds number
N = rotational speed (r/min)
Di = impeller diameter (m)
ρ = mixture density (kg/m3)
KBP = Bingham plastic viscosity (Pa.s).
Figure 10 shows Walker and Goulas correlation as lines compared to the data measured in this paper. The measured head ratios correlate well when using the plastic viscosity for pump Reynolds numbers as low as 3 x 104 and yield stresses in excess of 1 000 Pa. This method over-predicts the efficiency de-rating by more than 20 per cent in most cases.
Conclusions
The following main conclusions are drawn from the work presented:
Centrifugal pumps can pump very viscous high-yield stress slurries, provided that there is sufficient NPSHa provided
Acknowledgements
The authors thank FLSmidth for permission to publish this paper, as well as the personnel who assisted in completing the test work.
References
BOGER, D.V., PASHIAS, N., SUMMERS, J., AND GLENISTER, D.J. 1996. A fifty cent rheometer for yield stress measurement. Journal of Rheology, vol. 40, no. 6. pp. 1179-1189. [ Links ]
BROWN, N.P. AND HEYWOOD, N.I. 1991. Slurry Handling Design of Solid-Liquid Systems. 1st edn. Elsevier Science Publishers, England. [ Links ]
COOKE, R. 2007. Thickened and paste tailings pipeline systems: design procedure - Part 2. Paste07. Proceedings of the Tenth International Seminar on Paste and Thickened Tailing's Perth, Australia, 13-15 March 2007. Fourie, A.B. and Jewell, R.J. (eds). Australian Centref or Geomechanics, Perth. pp. 129-140. [ Links ]
GOVIER, G.W. AND CHARLES, M.E. 1961. The hydraulics of pipeline flow of solid liquid mixtures. 75th EIC Annual General Meeting, Vancouver, Canada, May 1961. [ Links ]
MASSEY, B.S. 1979. Mechanics of Fluids. 4th edn. Van Nostrand Reinhold Company, England. [ Links ]
WALKER, C.I. AND GOULAS, A. 1984. Performance characteristics of centrifugal pumps when handling non-Newtonian homogeneous slurries. Proceedings of the Institution of Mechanical Engineers, vol. 198A. pp. 41-49. [ Links ]
© The Southern African Institute of Mining and Metallurgy, 2012.ISSN 2225-6253. This paper was first presented at the, 15th International Seminar on Paste and Thickened Tailings (Paste) 2012, 16-19 April 2012, Sun City, South Africa.


{kind=link}