










Services on Demand
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
Indicators

Related links
-
 Cited by Google
Cited by Google -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
On-line version ISSN 2411-9717
Print version ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.112 n.11 Johannesburg Nov. 2012
Perceived and realized benefits of paste and thickened tailings for surface deposition
A.B. Fourie
School of Civil and Resource Engineering, The University of Western Australia, Australia. The Southern African Institute of Mining and Metallurgy, 2012.ISSN 2225-6253. This paper was first presented at the, 15th International Seminar on Paste and Thickened Tailings (Paste) 2012, 16-19 April 2012, Sun City, South Africa
SYNOPSIS
Interest in the potential use of high-density, thickened tailings has recently increased significantly. Reasons for considering this new technology vary across projects, but commonly include the need to conserve water, perceived lower risk of catastrophic failure, potential easier closure, or even reduced overall costs. As with any new technology, there has been some tendency to overstate its potential benefits. This paper reflects on whether or not the potential benefits that have been attributed to paste and thickened tailings have been realized. Using a grading system, thirteen benefits that were ascribed to the new technology some years ago are evaluated. Data is taken from case studies, and it is suggested that the key proven benefits appear to be reduced operating costs in some cases, reduced wall-building costs, and reductions in water consumption. One key potential benefit that has not been universally achieved is a reduction in the footprint of the tailings facility. Reports in the literature highlight the sometimes confusing nature of trade-off studies. Unless full life-of-mine costs are considered, these studies can be misleading and incorrect. The need to establish a consistent basis for comparative studies is discussed.
Keywords: high-density, tailings, benefits, costs, water consumption.
Introduction
With current (July 2011) high prices for most mineral resources, lower grade deposits are increasingly being mined. It is now not uncommon for a grade of less than 1 g/t to be considered viable in some gold mining operations. Coupled with the increasing demand for minerals, this results in the requirement to safely store and manage larger and larger waste deposits. Of particular concern are the volumes of tailings produced, as failures of tailings storage facilities (TSFs) have been much more common, and much more damaging, than failures of waste rock dumps.
It is with this in mind that the mining industry internationally has been investigating alternative options for the management of mine tailings. Conventional practice requires pumping large volumes of water together with the mine tailings, and much of this water must subsequently be managed. It is this free water that has led directly to the vast majority of failures of TSFs in the past, as well as contributing to problems such as groundwater contamination and the destruction of vegetation in the surrounding environment due to contaminant migration in the vadose zone. One potential alternative solution is the use of so-called high-density thickened tailings (TT), which is often (usually erroneously) termed paste tailings.
An alternative: paste and thickened tailings
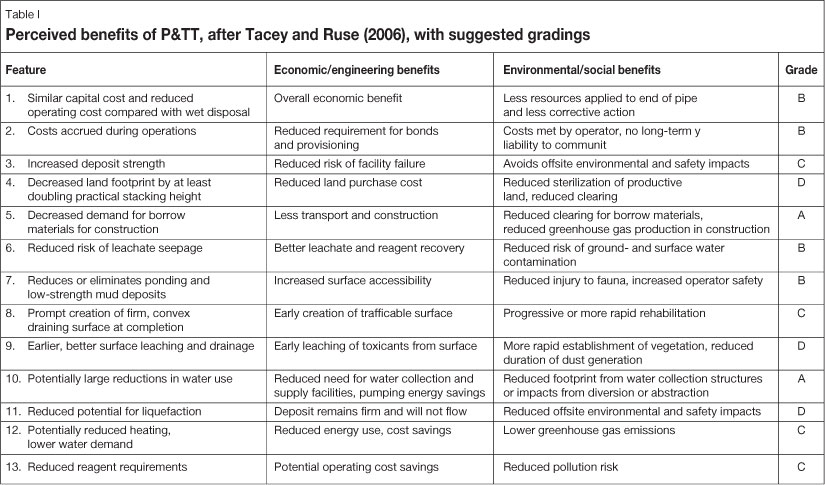
The annual seminar on the topic of paste and thickened tailings usually draws in excess of 300 delegates. Clearly there is continuing interest in this topic; this paper provides a perspective of whether the technology (referred to as P&TT from now on) has lived up to the envisaged benefits. In 2002, the first edition of a book, 'Paste & Thickened Tailings - A Guide' (Jewell et al., 2002) was produced by the Australian Centre for Geomechanics, followed in 2006 (Jewell and Fourie) by a second, updated edition. In this book, Tacey and Ruse (2006) discussed the key drivers for adopting P&TT. Their summary of the perceived benefits is reproduced as Table I. An additional column has been added to this table; it is a grading, on a scale from A to E, as to whether the stated benefits of P&TT have been realized over the past decade. The idea of the grading is similar to that used by the ASCE to evaluate the state of the USA's infrastructure. However, this latter grading system is based on criteria such as capacity, condition, funding, and resilience, and is not appropriate for the present purposes. The grading system used is intended to be specific to the evaluation of P&TT, and is:
A - has achieved benefits, with perhaps some minor exceptions, clearly superior
Basis for comparison
Terminology regarding high-density tailings (encapsulating both paste and thickened tailings) is a continuing topic of debate and it is not possible to provide a simple, all-encompassing definition. The word 'paste' is convenient and fashionable; however, when applied to surface disposal, it is misleading as there are probably only two or three facilities around the world that deposit a true paste. The vast majority of new-generation, high-density tailings thickeners can produce (highly) thickened tailings. Figure 1, reproduced here from the second edition of the 'Paste Guide' (Jewell and Fourie, 2006), helps to illustrate the terminology in common use. The horizontal axis is a measure of consistency or density, usually defined in terms of 'solids content', usually on a mass basis. The vertical axis is a measure of strength, usually defined as the shear yield stress, which is increasingly measured using a rheometer fitted with a shear vane able to measure strengths of tens of Pascals.
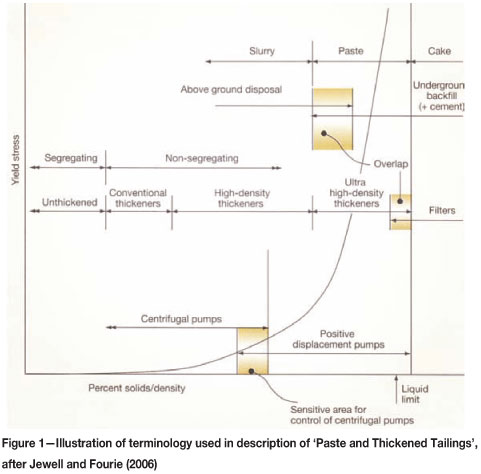
Conventional thickeners produce material that has virtually zero yield stress and, when deposited in a TSF, will release large percentages of the transported water, resulting in elevated ponds of decant water. A definition of 'paste' is sometimes based on a cut-off value of yield stress, with values of 100 Pa and of 200 Pa both having their advocates (note that a distinction must be drawn between the yield stress of thickener underflow tailings and that of the material deposited at the TSF, as they can differ significantly as a result of shear stresses applied during transport). As can be seen in Figure 1, the consistency of a paste begins to approach the liquid limit of a material, and transport of the material may require the use of positive-displacement pumps, the capital cost of which is extremely high.
The vast majority of operations discussed in this paper therefore fall into the 'high-density slurry' region of Figure 1, where transport is still possible using centrifugal pumps. However, conventional thickeners are no longer adequate, as well as some versions of deeper thickeners, including high-density, high-rate, deep-cone, paste, etc.
A reasonable question might be 'what is the real difference between conventional and high-density thickened tailings' (referred to as TT from now on)? Key differences are that TT releases very little, if any, bleed water, there is virtually no particle segregation down the beach, and the material exhibits a finite, measureable yield stress. One of the key potential advantages of TT is the promise of reducing the volume of water used per ton of tailings deposited. Figure 2 illustrates this potential saving.
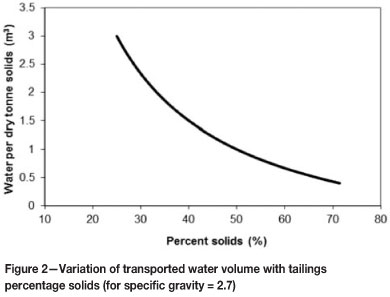
The variation shown in Figure 2 is not necessarily the true reduction in water used per dry ton of tailings, but is the change in volume of water transported per dry ton. As an example, by increasing the solids content from 32% (a common value for conventional tailings) to 60% (noting that values in excess of 70% have been achieved, (McPhail et al., 2004)), 1.35 m3 less water per dry ton is transported to the TSF. This additional water is recovered during the thickening process and is potentially available for re-use. Upon deposition at the TSF, very little bleed water is usually released, unlike conventional tailings, where some of the additional water transported to the TSF is potentially recoverable from the TSF. There is no agreement on whether these potential water savings are real or not; indeed, Lyell et al. (2008) argued that, as long as the TSF is operated at a high rate of rise, it acts like a very large gravity thickener and just as much water can be recovered as is possible with inplant thickeners. However, data emerging from field implementation of TT, as discussed later, contradicts this view and shows that water savings are very real.
Have the promises of P&TT been realized?
Williams et al. (2008) provided a review of over 30 operations around the world using TT, and since that time more TT operations have come on stream. There is thus a reasonable amount of information now available from which it is possible to draw comparisons between TT and conventional systems. The topics are dealt with chronologically, although some of them very superficially, due to the limited amount of relevant information available in the literature.
Similar capital and reduced operating cost to wet disposal
We immediately encounter a snag when attempting to evaluate this criterion. Published cost comparisons are not all based on the same battery limits. For example, van der Walt et al. (2009) provide (predicted) cost comparisons between a conventional approach and three different TT systems. They concluded that the conventional approach was cheaper than all of the TT systems in terms of both capital expenditure (capex) and operating expenditure (opex). However, their evaluation considered only components up to, but excluding, the TSF, which is inappropriate. Significant construction savings (both initial, and during operations) are possible with TT operations, as discussed later.
Alcoa introduced a form of TT, called 'dry stacking', in 1985 which, according to Cooling (2002), cost more than A$150 million to implement. Alcoa deposits around 39 kt/d of bauxite residue at three facilities in Western Australia. Payback time on the initial cost was estimated at 7-8 years. The company found operating costs to be about 70% of the previous 'wet' disposal option, and report a number of proven benefits, as discussed later. At Sunrise Dam, a gold mining operation in Western Australia, where hypersaline groundwater is used for processing, comparative costs at the time of design were A$0.24 per ton for TT and A$0.58 per ton for conventional tailings. Actual costs for the TT operation have been around A$0.3 per ton, with the extra cost arising largely from increased regulatory requirements regarding closure.
Williams and Seddon (2004) present data for the Century open-pit lead/zinc mine in Australia, a 10 kt/d operation, where the calculated net present value (NPV) of the chosen TT operation was A$43.3 million, as opposed to A$65.1 million for a conventional operation. This operation, which is located in a sub-tropical climate, uses single-point discharge at the head of a valley, with tailings thickened to 40% solids. There are many published results of cost comparisons carried out during feasibility studies. Reference to these has been avoided here, except for two considered worth mentioning because of the scale of the operations. For the Quebrada Honda facility in Peru (Serpa and Walqui, 2008), which will be a 147 kt/d operation, opex was estimated to be 19% less with a TT operation, with the final decision also being influenced by the enormous expected water savings over the 35 year life of the facility. Rayo et al. (2009) conducted a trade-off study for an expansion to the Chuquicamata facility in Chile, a 230 kt/d operation, where the costs of a TT operation on the existing TSF were compared with construction of a new, conventional facility some 50 km away. They showed no distinct difference in NPV; however, the TT operation was estimated to result in water savings of up to 65%.
Although the data is limited, it seems that opex may be less for a TT facility than for a conventional one, although the increased flocculant costs may become important. For capex, the benefits are even less clear, especially if a decision is made to utilize positive-displacement pumps, the capital costs of which are high, although these costs may be offset by reduced installed power costs, reduced auxiliary equipment requirements, better pump efficiencies, and lower maintenance costs (Cooke, 2011). Finally, it must be noted that there were no studies found that directly compare the closure costs of the two options. It remains to be seen whether the perceived benefits of TT materialize. A TT facility has the advantage of producing a landform that is less prone to erosion and thus requires less investment in the cover system, but can suffer from the disadvantage of resulting in a landform with a larger surface area than a conventional facility, thus potentially requiring a greater volume of cover material. Given the lack of data and the conflicting experiences mentioned in the literature, a neutral grading of C is suggested.
Costs accrued during operations
This topic has been covered in the previous section, and the evidence certainly points to reduced operational costs, mainly as a result of simplicity of operation and the reduced volumes of wall-building material (see later ). This criterion is considered to be an advantage of TT systems, although some operators report day-to-day management requirements on some deposits being greater than originally envisaged (Paterson, 2011). A positive grading of B is proposed, in recognition of the likelihood that, although operational costs remain an issue, they are likely to be less than for an equivalent conventional operation.
Increased deposit strength
This topic has been assigned a C grading; not because TT has failed to deliver the stated promise, but rather because it is too soon to make a judgement. No TT facilities have been subjected to a major earthquake (to the author's knowledge). The 8.8 magnitude earthquake in 2010 in Chile did not result in the failure of any (conventional) TSFs built using the downstream method of construction. Only once a TT facility has exhibited similar successful behaviour, will it be possible to say with conviction that increased strengths are likely. Nevertheless, the experience to date suggests this is likely. Cooling (2007) noted that increased stacking heights were being achieved by Alcoa because of the greater strength of the deposit, and Kam (2011) found that switching from a conventional approach to a TT deposit at the Musslewhite Mine in Canada resulted in a 10% increase in density. These authors did report slow drying, with associated slow rates of strength gain, but the higher density will nevertheless have produced higher strengths than conventional tailings. McPhail et al. (2004) report an increase in placed density, but figures were not given. Apparently, there was an increase from an average of 1.8 t /m3 for conventional tailings, to an average of 1.95 t/m3 for TT (Anon., pers. comm., 15 December 2011).
Decreased land footprint by at least doubling practical stacking height
Presumably the reason that Tacey and Ruse (2006) consider that a TT operation will result in a decreased footprint is the expected (and largely proven) increased beach angle that results with TT. However, cognisance also has to be given to the method of deposition used. When a central thickened discharge (CTD) operation is chosen, tailings flows from a central deposition point(s), following the path of least resistance. In the absence of a perimeter retaining embankment, this obviously results in a very large footprint, given that overall beach slopes achieved to date have rarely exceeded 4%. An advancing cone layout improves the land utilization, but generally requires a site that is long and relatively narrow (Anon., pers. comm., 15 December 2011). Land footprint has thus been assigned a D grading, despite the numerous successes detailed in the following discussion. It is suggested that future case studies will illustrate improved land utilization, and this rating will increase accordingly.
Jewell (2004) discussed the Peak gold mine in Australia, which has operated since 1992 and now uses a TT operation in which tailings thickened to 60% solids are deposited into a shallow gulley adjacent to the plant, thus minimizing the extent of perimeter embankments and maximizing the tailings volume stored on the available footprint. As the facility height has increased, saddle dams have been constructed as necessary, with the beach slope achieving an average of 1.7%, with a maximum of 2%. Cooling (2007) confirms that dry stacking using TT has achieved higher densities and thus a smaller footprint. Alcoa deposit the bauxite residue at around 50% solids (after removing the sand fraction, which is used for embankment construction) and utilize mud-farming techniques to increase the solids content to 70% prior to future deposition. As mentioned, the embankments are constructed, at a slope of 1:6, using the recovered sand fraction. Without the construction of these embankments, the reduced footprint would not have been achievable. Given the proximity of residential developments in the area and the resulting price of open land (which would have to be acquired in order to accommodate the larger footprint of a conventional facility), the thickened tailings option proved a less expensive option.
Oxenford and Lord (2006) describe two operations that increased the utilization of an existing footprint by switching to TT operations and depositing on an existing TSF ('piggybacking'). The Myra Falls facility had operated since 1966 using conventional tailings deposition and switched to a TT operation by installing a 25 m diameter thickener, producing tailings at around 67% solids. Use of the existing TSF footprint was successfully achieved. A second example is the Cluff Lake Uranium TSF. Production began in 1981 and ceased in 2003. In 1995, a 26 m diameter, 3.5 m deep thickener was commissioned, producing tailings at 52% solids, which was pumped 1.7 km to the existing TSF using piston pumps. They consistently achieved a beach slope of around 3%. Another piggybacking example is the Musslewhite operation (Kam, 2011), which utilized an existing footprint by thickening to 70% solids, and consistently achieved the design beach slope of 2% (with about 4% at the head of the beach). A final example of using an existing footprint is discussed by Cooper and Smith (2011), which is the central treatment plant (CTP) facility in South Africa, where diamond tailings (containing a high content of smectite clay) is thickened to 60% solids, using five 15 m diameter deep-cone thickeners, and is pumped over 5 km to the TSF using positive-displacement pumps. The required beach angle has not been achieved, requiring the raising of the perimeter embankment ahead of schedule. The beach slope is reportedly around 1%, but is gradually increasing as operational changes are introduced.
Li et al. (2011) discussed an example of a TT facility in a tropical climate, the Gove bauxite residue storage facility in northern Australia. A system was introduced in 2006, producing a residue at 45-51% solids that can be 'dry-stacked'. They also used 'mud-farming' techniques to further increase density, reporting a 20% reduction in volume as having been achieved.
Decreased demand for borrow materials for construction
In Australia, wall raising costs (required by conventional upstream construction) for a typical medium-sized mine are around A$ 1-2 million per lift (McPhail et al., 2004). The benefits provided by TT operations in this regard are compelling, and a grade of A is considered warranted. Reported savings in wall building costs have been reported by Jewell (2004) for the Peak gold mine, by McPhail et al. (2004), and McPhail and Brent (2007), who noted a saving of A$2.5 million at the Osborne Mine; Williams et al. (2006) for the proposed Miduk Copper Mine in Iran, and Cooling (2007) for Alcoa's operations in Western Australia. There are no reported cases of increased requirements for borrow material.
Reduced risk of leachate seepage
A grading of A may have been appropriate, but a B was decided on because once again it may be too soon to make a sound judgement. Nevertheless, the omission of an elevated decant pond using TT should intuitively result in less seepage. Furthermore, the volume of water expelled during self-weight consolidation is also likely to be reduced. Some data is also available that confirms this intuition. Cooling (2002) described how the switch to a TT system was strongly influenced by the need to reduce seepage to groundwater, a goal believed to have been attained (Cooling, 2007) as no change in the water level has been measured in boreholes around the site perimeter since introduction of dry stacking and the implementation of underdrainage. McPhail et al. (2004) reported the results of piezocone tests at Osborne that showed no sign of excess pore pressures to the depth tested (7 m) and concluded that seepage rates had reduced by between five- and tenfold. Williams et al. (2008) describe two field studies (at the Peak and the Elura operations in Australia) where sampling through the entire depth of the TT tailings facilities showed in situ degrees of saturation between 60-80%, with the occasional spike of close to 100% near the surface. Clearly, the lack of excess pore water pressures and degrees of saturation well below 100% indicate that very little seepage is likely.
Reduction or elimination of ponding and low-strength mud deposits
As already noted, a TT operation invariably eliminates the decant pond, confirmed by Jewell (2004) and Kam (2011), among others. One exception is the Hillendale facility in South Africa, where mineral sands fines are thickened before being pumped using positive displacement pumps to a TSF where deposition occurs from a ring-dyke, producing a facility similar to a conventional TSF, although at higher densities.
The piezocone strengths reported by McPhail et al. (2004), the low degrees of saturation at Peak and Elura (Williams et al., 2008), and the increased solids contents (and thus strengths) reported by Cooling (2007) and Li et al. (2011) have already been discussed. They all tend to confirm the same thing; a higher strength deposit. However, a word of caution is necessary here. The absence of a competent perimeter embankment means that if a low-strength deposit (or layer) develops, there is very little to retain the material, unlike most conventional TSFs, where the finer and weaker material is (usually) confined to the centre of the TSF. Despite these concerns, a B grading was assigned.
Prompt creation of firm, convex draining surface at completion
A grading of C is considered appropriate, once again primarily because it is too soon to make a subjective judgement. There are few examples of TT facilities having been closed, so assigning a grading to this topic requires speculation. The evidence certainly points to the likelihood of a firmer, more accessible surface resulting from a TT operation. Shuttleworth et al. (2005) describe the Bulyanhulu operation in Tanzania - a gold mining operation commissioned in 2001. It is somewhat unusual in that true paste material, which is prepared for underground backfilling using filters, is subsequently diluted when intended for surface deposition. The tailings are usually transported at around 78% solids, using positive-displacement pumps, over a distance of 2 km to the TSF. Deposition is rotated between five 12 m high towers, and unlimited access is achieved within a week of deposition. Other examples that support a positive grading include Cooling (2007) and Williams et al. (2008).
Earlier, better surface leaching and drainage
A grading of D has been assigned, not because the stated advantage has been proven to be false, but because there is no convincing evidence that it is true. This criterion envisaged early leaching of toxicants from surface and more rapid establishment of vegetation, coupled with reduced duration of dust generation. Apparently, studies at Osborne Mine showed no difference in the rates of acid generation after switching from a conventional to a TT system. (Anon., pers. comm., 15 December 2011). There is no published evidence of accelerated leaching of contaminants, and the dust issue is not proven either. Indeed, anecdotal reports suggest that dust can be a significant problem with some TT deposits, as large surface areas can dry out between deposition cycles, producing conditions conducive to dust generation. This issue certainly needs to be watched carefully.
Potentially large reductions in water use
This topic possibly has more convincing evidence in its favour than any other, and it was therefor assigned an A. As the cost of water continues to rise in some areas and availability decreases in others, it is among the most important drivers that dictate the choice of one technology over another (cost of course being the other). The discussion is divided in two parts; firstly, cases where the need to reduce water consumption has driven the decision to go with TT, then operations where savings have been quantified.
Luppnow and Moreno (2008) describe the decision to adopt a TT system for the 95 kt/d Esperanza facility in Chile in order to save 80 m m3 of water per year. As mentioned previously, the 147 kt/d TT operation at Quebrada Honda and the Chuquicamata expansion (Rayo et al., 2009) were driven by water concerns. Busani et al. (2006) describe the dire need to conserve water in Botswana, with the choice of TT being driven by the need to reduce water use by as much as 50%. In Iran, a decision to thicken copper tailings using twelve 24 m diameter deep-cone thickeners was driven by the need to maximize water recovery (McNamara et al., 2011). The 96 kt/d of tailings will be discharged by gravity directly to the disposal area, as the thickener is located near the head of a valley (with an engineered embankment at the low point). The Voorspoed coal mine in South Africa chose TT, using two 18 m diameter high-rate thickeners to provide the required water savings (Cooper and Smith, 2011), and Wu et al. (2011) report that the Wushan copper mine in China decided to thicken their 40 kt/d tailings, using two 40 m diameter thickeners, to 70-72% solids in order to reduce water consumption. Wushan operates in extremely cold conditions (average annual temperature of -0.7°C). Wu et al. report a water saving, but do not quantify it.
Quantifications of water savings have been provided by Wallace (2004) as 6% for the Murrin-Murrin operation in Australia (an unusual application, as it involves only moderate thickening, from 36-39% solids, to improve autoclave performance) and by McPhail and Brent as 40% for the Osborne Mine (2007). Without quantifying the reductions, Cooling (2007) and Oxenford and Lord (2006) referring to the Ekati diamond operation in South Africa confirm reductions in water usage.
Reduced potential for liquefaction
This potential benefit remains speculative, and has therefore been assigned a D grading. Although increases in density using TT have been achieved, as discussed earlier, the true test of the liquefaction resistance of TT will be the exposure of such a facility to a major earthquake. Further caution is also warranted. The production of TT requires the addition of synthetic polymeric flocculants. There is no research available on the nature of the structure of the tailings that is produced by these products, particularly the structure that remains when the flocculants inevitably degrade. We need to be certain that we are not building facilities that may be inherently unstable in decades to come.
Potentially reduced heating, lower water demand
Despite some evidence that heating requirements are reduced, it is not entirely convincing and a neutral grading has consequently been suggested (the issue of lower water demand has been dealt with previously). The Jonquière Mine in Canada processes bauxite from up to six different sites around the world, and since 1987 has used the TT technique of dry stacking to deposit residue at 68% solids (Oxenford and Lord, 2006). They report significant heat recovery from the thickener overflow. It is expected that adoption of TT operations in the oil sands industry will similarly enable significant heat recovery.
Reduced reagent requirements
A grading of C is assigned, despite a number of reported cases where tangible benefits accrued through switching to TT. Oxenford and Lord (2006) found significant recovery of sodium hydroxide from the thickener at the Jonquiere operation, as did Li et al. (2011). Outside the alumina industry, this issue does not seem to be a key driver at present, although this is perhaps simply because it has not been quantified as yet. The potential for increased flocculant consumption is the reason this issue was not assigned a B grading.
Other key issues
Although not listed in Table I, it has become clear that one of the key factors to be quantified when evaluating the viability of a TT scheme, be it a greenfield site or a retrofit operation, is the beach angle that will develop. Unlike conventional schemes, where the beach slope angle does not dictate the footprint of the deposit (although it does govern the storage capacity and water management requirements), a TT deposit footprint can be highly dependent on the beach slope, unless a constructed confining embankment is planned. Despite claims that beach slopes of as much as 10% are achievable, experience to date indicates this is not so. It is also difficult to achieve a consistent beach slope. Williams and Seddon (2004) describe how highly erratic thickener behaviour resulted in a beach with slopes of only 0.3-0.4% initially, but after refinements to the operating procedures, a value of 1% at the head, to 0.5% at the toe, was achieved. Williams et al. (2006) describe the Miduk copper TSF, which was commissioned in 2005 to treat 15 kt/d. The decision to choose a highly thickened tailings was based on the predicted beach slope of 4%; however, the actual slope was reported as being about 2.4%, with differences attributed to a lower than expected solids content and more fines in the feed. This is a key issue that could potentially delay the uptake of TT technology. Current approaches to predicting likely beach slopes are empirical and, at best, subjective. It is suggested that utilization of techniques such as computational fluid dynamics or smoothed particle hydrodynamics are likely to be more fruitful.
Another aspect that was discussed in the original version of the 'Paste Guide' (Jewell et al., 2002) but is not listed in Table I was the potential for TT to reduce the generation of acid drainage; the argument being that the non-segregating nature of TT results in tailings with a greater water retention capacity, which does not de-saturate as readily as conventional, segregating tailings. This argument was presented as justification for a proposed paste tailings facility at the Neves-Corvo copper/tin mine in Portugal. Despite convincing results obtained from field trials using small test facilities, discussed by Newman et al. (2004) and Verburg (2010), it appears that the owners considered it too high a risk and opted for a conventional facility using sub-aqueous disposal (Real and Franco, 2006).
As a final note, the ability to 'scale-up' appropriate deposition experience from one site to another, larger operation is not proven for TT operations to date, whereas it is fairly routine for conventional tailings operations.
Conclusion
The gradings in Table I for various potential advantages of a high-density tailings operation indicate that on the whole, the technology provides many benefits and is likely to be superior to a conventional tailings deposition approach in many situations. However, this is not necessarily the case. Firstly, the references that were used in compiling this paper were drawn largely from the annual seminar series that discusses 'Paste and Thickened Tailings', as these seminars provide information and case studies that are current. It is possible that presenters at these seminars (particularly vendors) are more likely to present successful case histories than failures, thus perhaps providing a biased view. Further, there is probably limited published information on projects where a TT operation was rejected in favour of a conventional operation.
Although it was not included in the original table of perceived advantages, another aspect that is sometimes touted in favour of TT technology is reduced closure costs. The rationale for this is not entirely clear, particularly given the larger footprint that can result from a deposition strategy such as CTD. Documented evidence of reduced closure costs is a crucial requirement, particularly as the issue of sustainable mine closure becomes increasingly crucial to ensuring ongoing public acceptance of mining activities.
Finally, although TT technology has certainly proved favourable in many circumstances, and holds the potential to further reduce water wastage in the mining industry, as well as providing more stable and enduring structures than is currently the case, we need to guard against hubris, and not necessarily believe all the promotional material produced in favour of P&TT. There are also new technologies on the horizon, such as in-line thickening and high-volume filtration, either of which could, in time, supplant current TT technology. What is clear is that the recent acceptance of TT as a viable alternative to conventional tailings deposition has increased awareness of this critical aspect of mining (tailings management), and that can only be a good thing.
References
BUSANI, B., COPELAND, A.M., COOKE, R., AND KEEVY, M. 2006. A holistic approach to optimise process water retention and residue disposal for Orapa mines. Proceedings of the Ninth International Seminar on Paste and Thickened Tailings (Paste06), Limerick, Ireland, 3-7 April 2006. Jewell, R.J., Lawson, S. and Newman, P. (eds). Australian Centre for Geomechanics, Perth, . pp. 147-156. [ Links ]
COOKE, R. 2011. Paterson & Cooke, South Africa. Personal communication. [ Links ]
COOPER, R.A. and Smith, M.E. 2011. Case study - operation of three paste disposal facilities. Proceedings of the 14th International Seminar on Paste and Thickened Tailings, (Paste2011), Perth, Australia, 5-7 April 2011. Jewell, R.J. and Fourie, A.B. (eds.). Australian Centrefor Geomechanics, Perth. pp. 261-271. [ Links ]
COOLING, D. 2002. Alcoa World Alumina, Australia. Jewell, R.J., Fourie, A.B., and Lord, E.R. (eds.). Australian Centrefor Geomechanics, Perth. pp. 146-149. [ Links ]
COOLING, D.J. 2007. Improving the sustainability of residue management practices - Alcoa World Alumina Australia. Proceedings of the Tenth International Seminar on Paste and Thickened Tailings (Paste07), Perth, Australia, 13-15 March 2007. Fourie, A.B. and Jewell, R.J. (eds.). Australian Centre for Geomechanics, Perth. pp. 3-16. [ Links ]
JEWELL, R.J., Fourie, A.B., and Lord, E.R. (eds.). 2002. Paste and Thickened Tailings - A Guide. Australian Centrefor Geomechanics, Perth. p. 171. [ Links ]
Jewell, R.J. 2004. Thickened tailings in Australia - drivers. Proceedings of the International Seminar on Paste and Thickened Tailings (Paste 2004), Cape Town, South Africa, 31 March - 2 April 2004. Australian Centre for Geomechanics, Perth. p. 15. [ Links ]
Jewell, R.J. and Fourie, A.B. (eds.). 2006. Paste and Thickened Tailings - A Guide. 2nd edn. Australian Centre for Geomechanics, Perth. 242 pp. [ Links ]
KAM, S. 2011. Thickened tailings disposal at Musselwhite Mine. Proceedings of the 14th International Seminar on Paste and Thickened Tailings (Paste2011), Perth, Australia, 5-7 April 2011. Jewell, R.J. and Fourie, A.B. (eds.). Australian Centrefor Geomechanics, Perth. pp. 225-236. [ Links ]
LI, H., Pedrosa, A., and Canfell, A. 2011. Case study - bauxite residue management at Rio Tinto Alcan Gove, Northern Territory. Proceedings of the 14th international Seminar on Paste and Thickened Tailings (Paste2011), Perth, Australia, 5-7 April 2011. Jewell R.J., and Fourie, A.B. (eds.). Australian Centre for Geomechanics, Perth. pp. 203-213. [ Links ]
LUPPNOW, D. and Moreno, J. 2008. Esperanza project - drivers for using thickened tailings disposal. Proceedings of the 11th international Seminar on Paste and Thickened Tailings (Paste08), Kasane, Botswana, 5-9 May 2008. Fourie, A.B., Jewell, R.J., Slatter, P. and Paterson, A. (eds.). Australian Centre for Geomechanics, Perth. pp. 189-198. [ Links ]
LYELL, K.A., Copeland, A.M., and Blight, G.E. 2008. Alternatives to paste disposal with lower water consumption. Proceedings of the 11th international Seminar on Paste and Thickened Tailings (Paste08), Kasane, Botswana, 5-9 May 2008. Fourie, A.B., Jewell, R.J., Slatter, P., and Paterson, A. (eds.). Australian Centre for Geomechanics, Perth. pp. 171-178. [ Links ]
MACNAMARA, L., KHOSHNIAZ, N., AND HASHEMI, S. 2011. The Sarcheshmeh thickened tailings disposal project. Proceedings of the 14th international Seminar on Paste and Thickened Tailings (Paste2011), Perth, Australia, 5-7 April 2011. Jewell, R.J. and Fourie, A.B. (eds.). Australian Centre for Geomechanics, Perth. pp. 237-244. [ Links ]
MCPHAIL, G. AND BRENT, C. 2007. Osborne high density discharge - an update from 2004. Proceedings of the Tenth international Seminar on Paste and Thickened Tailings (Paste07), Perth, Australia, 13-15 March 2007. Fourie, A.B. and Jewell, R.J. (eds.). Australian Centrefor Geomechanics, Perth. pp. 339-350. [ Links ]
MCPHAIL, G., NOBLE, A., PAPAGEORGIOU, G., AND WILKINSON, D. 2004. Development and implementation of thickened tailings discharge at Osborne Mine, Queensland, Australia. Proceedings of the international Seminar on Paste and Thickened Tailings (Paste 2004), Cape Town, South Africa, 31 March - 2 April 2004. Australian Centre for Geomechanics, Perth. p. 33. [ Links ]
NEWMAN, P., VERBURG, R., and Fordham, M. 2004. Field cell testing of sub-aerial paste disposal of pyritic tailings. Proceedings of the international Seminar on Paste and Thickened Tailings (Paste 2004), Cape Town, South Africa, 31 March - 2 April 2004. Australian Centre for Geomechanics, Perth. p. 10. [ Links ]
OXENFORD, J. AND LORD, E.R. 2006. Canadian experience in the application of paste and thickened tailings for surface disposal. Proceedings of the Ninth international Seminar on Paste and Thickened Tailings (Paste06). Limerick, Ireland, 3-7 April 2006. Jewell, R.J., Lawson, S., and Newman, P. (eds.). Australian Centrefor Geomechanics, Perth. pp. 93-106. [ Links ]
PATERSON, A. (2011). Paterson & Cooke, South Africa. Personal communication. [ Links ]
RAYO, J., FUENTES, R., AND ORELLANA, R. 2009. Large tailings disposal - conventional versus paste. Proceedings of the 12th international Seminar on Paste and Thickened Tailings (Paste09), Vina Del Mar, Chile, 21-24 April 2009. Jewell, R.J., Fourie, A.B., Barrera, S., and Wiertz, J. (eds.). Gecamin Limited, Santiago. Australian Centre for Geomechanics, Perth. pp. 271-280. [ Links ]
REAL, F. AND FRANCO, A. 2006. Tailings disposal at Neves-Corvo mine, Portugal. Proceedings of Mine Water and the Environment, Lisbon, Portugal. pp. 209-221. [ Links ]
SERPA, B. AND WALQUI, H.Q. 2008. Tailings disposal at Quebrada Honda Toquepala. Proceedings of the 11th international Seminar on Paste and Thickened Tailings (Paste08), Kasane, Botswana, 5-9 May 2008. Fourie, A.B., Jewell, R.J., Slatter, P., and Paterson, A. (eds.). Australian Centre for Geomechanics, Perth. pp. 337-352. [ Links ]
SHUTTLEWORTH, J.A., THOMSON, B.J., AND WATES, J.A. 2005. Surface paste disposal at Bulyanhulu - practical lessons learned. Proceedings of the Eighth international Seminar on Paste and Thickened Tailings (Paste05), Santiago, Chile, 20-22 April 2005. Jewell, R.J. and Barrera, S. (eds.). Australian Centre for Geomechanics, Perth. pp. 207-218. [ Links ]
TACEY, W. AND RUSE, B. 2006. Making tailings disposal sustainable; a key business issue. Paste and Thickened Tailings - A Guide. 2nd edn. Jewell, R.J. and Fourie, A.B. (eds.). Australian Centre for Geomechanics, Perth. Ch. 2. [ Links ]
VAN DER WALT, H., RUSCONI, J.M., AND GOOSEN, P. 2009. Appraisal of conventional and paste options for the disposal of tailings over the remaining life of the Venetia diamond mine. Proceedings of the 12th international Seminar on Paste and Thickened Tailings (Paste09), Vina Del Mar, Chile, 21-24 April 2009. Jewell, R.J., Fourie, A.B., Barrera, S., and Wiertz, J. (eds.). Gecamin Limited, Santiago. Australian Centre for Geomechanics, Perth. pp. 355-364. [ Links ]
VERBURG, R. 2010. Potential environmental benefits of surface paste disposal. Proceedings of the 13th international Seminar on Paste and Thickened Tailings (Paste2010), Toronto, Canada, 3-6 May 2010. Jewell, R.J. and Fourie, A.B. (eds.). Australian Centre for Geomechanics, Perth. pp. 231-240. [ Links ]
WALLACE, J. 2004. increasing leach capacity through paste thickening. Proceedings of the international Seminar on Paste and Thickened Tailings (Paste 2004), Cape Town, South Africa, 31 March - 2 April 2004. Australian Centre for Geomechanics, Perth. p. 10. [ Links ]
WILLIAMS, M.P.A. AND SEDDON, K. 2004. Delivering the benefits (2), Case history of Century zinc and Sunrise Dam gold mine. Proceedings of the international Seminar on Paste and Thickened Tailings (Paste 2004), Cape Town, South Africa, 31 March-2 April 2004. Australian Centre for Geomechanics, Perth. p. 12. [ Links ]
WILLIAMS, M.P.A., MURPHY, S.D., MCNAMARA, L., AND KHOSHNIAZ, N. 2006. The Miduk copper project: down-valley discharge of paste thickened tailings, design and early operating experience. Proceedings of the Ninth international Seminar on Paste and Thickened Tailings (Paste06), Limerick, ireland, 3-7 April 2006. Jewell, R.J., Lawson, S. and Newman, P. (eds.). Australian Centre for Geomechanics, Perth. pp. 117-130. [ Links ]
WILLIAMS, M.P.A., SEDDON, K.D., AND FITTON, T.G. 2008. Surface disposal of paste and thickened tailings - a brief history and current confronting issues. Proceedings of the 11th international Seminar on Paste and Thickened Tailings (Paste08), Kasane, Botswana, 5-9 May 2008. Fourie, A.B., Jewell, R.J., Slatter, P., and Paterson, A. (eds.). Australian Centre for Geomechanics, Perth. pp. 143-164. [ Links ]
WU, A-X., JIAO, H.Z., WANG, H-J., YANG, S.K., LI, L., YAN, Q-W., AND LIU, H-J. 2011. Status and development trends of paste disposal technology with ultra-fines unclassified tailings in China. Proceedings of the 14th international Seminar on Paste and Thickened Tailings (Paste2011), Perth, Australia, 5-7 April 2011. Jewell, R.J. and Fourie, A.B. (eds.). Australian Centre for Geomechanics, Perth. pp. 477-490. [ Links ]


{kind=link}