










Serviços Personalizados
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
Indicadores

Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkJournal of the Southern African Institute of Mining and Metallurgy
versão On-line ISSN 2411-9717
versão impressa ISSN 2225-6253
J. S. Afr. Inst. Min. Metall. vol.112 no.10 Johannesburg Dez. 2012
PAPERS
Defining a representative overall equipment effectiveness (OEE) measurement for underground bord and pillar coal mining
C. Norden; J. Ismail
Sasol, Johannesburg, South Africa
SYNOPSIS
The purpose of this article is to show how a representative overall equipment effectiveness (OEE) measurement can be calculated for an underground coal mining bord and pillar batch process. The calculation method, the typical losses (which include planned and unplanned availability losses, coal quality losses, and process rate losses) and the underlying logic are presented and discussed. It is argued that the current traditional underground bord and pillar mining process can currently provide a maximum theoretical OEE of only 49 per cent, while a realistic benchmark target should be in the order of 37 per cent, which relates to an average of 2400 t per shift or 1.2 Mt/a. In addition, it is argued that the current bord and pillar process is the current bottleneck to further improvement past the 2400 t per shift benchmark, and that fundamental process changes will be required to eliminate this bottleneck.
Keywords: plant performance, physical asset management, productivity, overall equipment effectiveness.
Introduction
Many of the existing physical asset management models, including that of Nakajima (1988), agree that one of the most important metrics to measure and understand is the overall equipment effectiveness (OEE) measure. This measure is universally recognized as a fundamental method of measuring plant performance (Hansen, 2002), and is used as a standalone tool for measurement by merging performance indicators for availability, efficiency, and quality. OEE was initially introduced as part of TPM (total productive maintenance) in the late 1980s and early 1990s (Hansen, 2002).
Traditionally there has been little reference in the literature to the measurement of OEE for bord and pillar coal mining, even though many manufacturing and production businesses use OEE as a primary performance metric to measure plant performance. By defining some robust OEE guidelines for different types of manufacturing and production businesses (which ought to include underground coal mining), OEE can be used to compare the overall effectiveness of the equipment used in diverse types of plant, making it useful for benchmarking and opportunity identification and quantification.
Defining the OEE measurement
OEE is defined as the percentage of plant output that is used to produce good product, and the actual measure can be approximated as the actual good-quality product produced from the maximum good product that could possibly be produced.
OEE = Availability x Rate x Quality
This concept is illustrated in Figure 1, where the green block represents the actual amount of good-quality product produced and the blue block represents the maximum good product that can be produced. OEE can thus be approximated as the percentage of the actual good-quality product produced over the maximum good-quality product that can be produced.
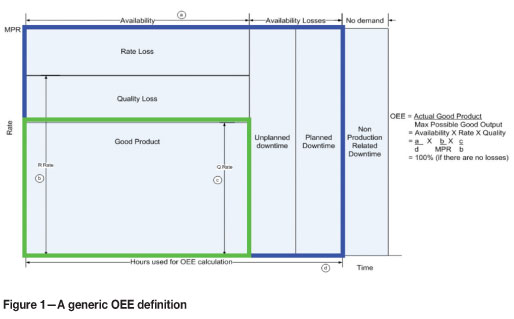
Figure 1 also shows clearly how the OEE measure combines the productively utilized availability, the effectiveness with which the production rate has been achieved, and the quality rate into one metric. In this regard the OEE measurement effectively combines the three most common sources of productivity loss into one measurement and places them into three primary categories, which are then distilled into the three primary production metrics that clearly gauge the effectiveness of a production site, highlighting at the same time the areas of improvement. In addition, the resultant measurement of effectiveness can be correlated directly with actual output. This means that this measure can show a manager his/her plant's effectiveness and subsequent losses as a percentage that reconciles to 100 per cent.
The benchmark for manufacturing-type processes is recognized to be at 85 per cent, consisting of more than 90 per cent availability combined with more than a 95 per cent efficiency rate and a quality rate of more than 99 per cent (Wauters and Mathoth, 2007). However, comparative benchmarks for underground batch-type processes are not readily available, and it is recognized that the benchmark targets, as well as calculation methods, can vary quite dramatically among industries.
Defining the characteristics of an underground bord and pillar mining process
If the characteristics of a typical batch manufacturing process (Hill, 2000) are applied to the underground bord and pillar coal mining process, it becomes clear that the bord and pillar process can be categorized as a typical batch process. As part of the bord and pillar batch process, the product flow originates at a primary production machine, called a continuous miner or CM. This machine cuts tunnels into the coal seam in a set pattern and sequence, then discharges its product into one of the batch haulers, which conveys the product from coal face to a discharge point. The coal is then loaded onto a conveyor system which transports the coal to the pithead. Figure 2 shows a process view of a typical double pass batch haulage bord and pillar section1.
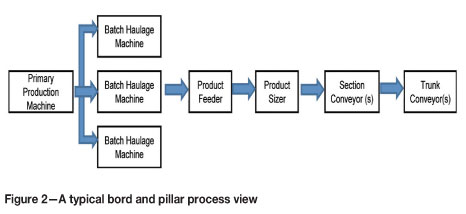
This highlights the interrelated dependencies of the different pieces of equipment, where the primary production machine cannot be fully utilized if the batch haulage system (which is dependent on the cutting sequence, the pillar sizes and shapes, the road conditions, and the ventilation restrictions and flows) is not optimized.
Bord and pillar operational process requirements and restrictions
Due to the significant risks that accompany underground coal mining, the production process incurs some severe process-related constraints in support of safe and healthy operations. These constraints can be summarized as being:
Restrictions on how far a machine can cut into the coal seam without positively ventilating the cut or heading, and restrictions that require one to never cut against the positive airflow. These restriction relate to the dilution of explosive methane gas concentrations and health requirements associated with respirable dust
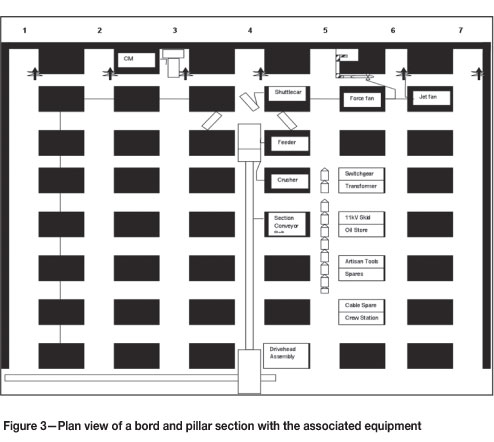
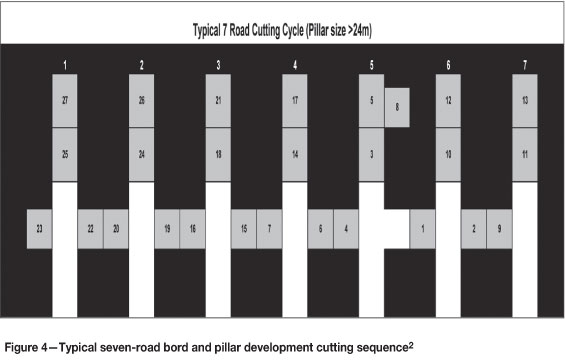
All this leads to a production process requiring a lot of non-productive time due to enforced process setup and relocation times for equipment. Figure 3 shows a typical seven-road underground bord and pillar development and the associated equipment in plan, while Figure 4 shows a typical cutting sequence consisting of 28 separate double cuts or passes, which highlights the inherent process losses due to setup and repositioning.
Defining the possible value of using OEE for bord and pillar measurement
Despite the number of constraints imposed due to practical, safety, and legal requirements, it is possible to simulate the optimal process deployment. This can be done by building a model that uses the equipment nameplate throughputs that can then be matched with variable pillar diameters, ventilation coursing routes, and seam heights and cuttabilities. Such dynamic modelling helps to quantify what is possible in terms of an optimal bord and pillar process, which in the case of this paper has been determined to be 49 per cent3. This implies that the inherent process restrictions and current equipment limitations impose, at best, a process loss of 51 per cent in terms of the OEE measurement.
However, these constraints and key measurements are not new for the bord and pillar operations, and measurements and benchmarks for many of the different key measurements do exist, such as shuttlecar change-out times and CM shear downtimes.
By using the OEE principles, it is believed that value can be added by combining these disparate measurements into a single consolidated measurement that relates the different measurements to throughput. This helps the operations teams to understand the relative impact that inefficiencies have throughout the process.
Defining the underground bord and pillar process OEE measure
In an attempt to use OEE as a measurement to enable mining operations to optimize existing operations while also highlighting key process-based opportunities for future development, the OEE measurement needs to be translated into a format that enables operations to interpret its meaning. Subsequently, to make the OEE concept useful and user friendly within the underground bord and pillar batch process, the actual measurement must be aligned to the generic OEE measurement definition, while also being aligned to the actual production process measurements. How this can be achieved for the three primary metrics for the underground bord and pillar process, is defined separately.
Defining the availability rate
The availability rate is defined as the actual cutting time as a fraction of the maximum possible face time in alignment with the theoretical OEE definition. In Figure 1, this relates to the actual time used to cut coal (a) as measured in minutes, as a fraction of the total shift time (d), which is defined as the chosen duration of the actual production shift. As indicated in Figure 1, all downtimes (e.g. planned maintenance, meetings, inspections) that are incurred outside of the chosen total shift time (d) are disregarded.
The typical included availability losses for the underground mining process, as shown in Figure 1, can be grouped into the planned downtime losses and unplanned downtime losses. The planned or predicted downtime losses can again be split into inherent process losses and allowed downtime losses.
The inherent process losses, such as relocation or tramming time, travelling time, and equipment setup time, result from the chosen bord and pillar batch mining process (which is driven primarily by the depth of the coal reserve and the coal seam characteristics) and the geographic distribution of the chosen work areas. The allowed downtime losses result from safety inspections, team talks, and planned and unplanned engineering stoppages with targets derived from best-in-class benchmarks.
The unplanned downtime relates to all losses above the benchmarked process and allowed downtime losses, and relates to downtimes that should realistically not be incurred.
Defining the efficiency rate
The theoretical OEE measurement requires the efficiency rate to be equal to the actual production rate as a percentage of the nameplate capacity of the equipment. However, due to the requirement to add various pieces of equipment into a cohesive process, it is problematic to clearly define a true nameplate capability for an underground bord and pillar batch process. Numerous variables, such as the hardness of the coal, and the floor and/or roof conditions, impact on the combined process throughput capacity, of which many are very difficult to measure in underground production processes.
It is therefore proposed that the efficiency rate is defined as the actual cutting rate as a fraction of the maximum proven cutting rate. The cutting rate is measured in tons per minute (t/min) and relates to the complete cutting cycle of a CM. This relates to driving the cutting head into the coal (sumping in), shearing down, and pulling back to trim the floor.
However, the maximum proven rate can be used only if there is a large representative sample to choose from. Then the maximum proven rate is defined as the best applicable rate sustained by a representative equipment suite for at least one week in the previous three years. This definition was chosen to allow for the impact of different coal qualities on the cutting rate, meaning this benchmark is in fact achievable. The current value that is used is 13 t/min for the continuous miner and shuttlecar combinations engaged in traditional double-pass underground bord and pillar mining.
Defining the quality rate
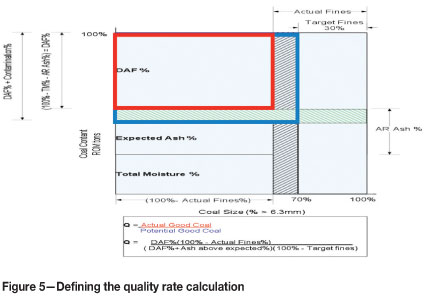
The quality rate has been defined as the actual amount of good-quality coal measured as a fraction of the potential good-quality coal. It is important to note that the quality requirements can vary for different coal products, and that the coal particle size distribution might not be a key quality requirement in some cases where only carbon content or calorific value is sufficient to define the quality. This paper proposes a method to handle a coal quality requirement that addresses quality measures related to both sizing and carbon content.
The proposal includes the recommendation that the inherent ash content of the coal is not regarded as an inefficiency in the quality rate calculation, but that this be accepted as being a given. While it can be conceded that the inherent ash content is one of the key variables when considering whether there is a market and whether the exploitation of the reserve is commercially viable, it is argued that in terms of OEE, there is no advantage in adding it into the equation, as it will identify a false opportunity for improvement. Fines are similarly treated, where the agreed fines ratio is deemed to be the minimum quality benchmark.
In the presented example4, good-quality coal was defined as coal comprising not more than 30 per cent fines (expressed as a volume percentage of coal sized at less than 6.3 mm) and the planned or expected ash percentage. The quality losses were subsequently defined as any fines higher than the targeted 30 per cent fine fraction and any contamination higher than the planned or expected ash percentage. This concept is illustrated in Figure 5, where the red block presents the actual good-quality coal (defined as the dry ash-free (DAF) portion of the coal) as a fraction of the potential good-quality coal, which is represented as the blue block.
Defining the OEE target
The discussion in the previous section reveals that the chosen underground batch haulage mining process has a significant impact on the availability losses associated with such underground mining processes. Subsequently, it would be prudent to recognize this and allow for this in the setting of a realistic OEE target for mining operations. This is of interest because it is important to ensure that any target that is set drives the right type of behaviour at the various levels of decision-making. This, in turn, requires a clear understanding of which of the key drivers can be influenced at what level of decision-making.
Quantifying the associated process losses
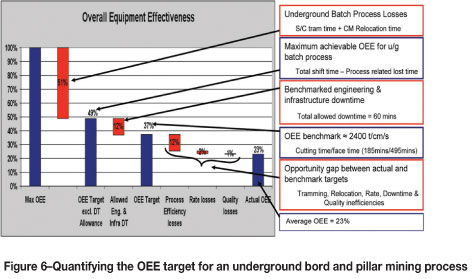
Figure 6 shows the quantified losses when the OEE measurement is used to measure a current typical underground bord and pillar process performance. This figure also shows that at best the minimum availability losses associated with the chosen underground bord and pillar batch haulage mining process amount to 51 per cent. This means that without changing the current underground bord and pillar mining process, the maximum OEE achievable for underground mining operations is 49 per cent. This clearly highlights that the current key constraint for bord and pillar process is the process itself.
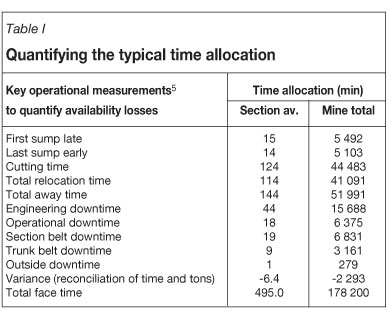
An example of the typical availability data used in terms of the time measured for the different parts of the process (shown in Figure 6 and further expanded in Figure 7) is presented in Table I. This shows the average time allocated per activity in minutes for a typical nine-section double-pass bord and pillar operation for a week's worth of two shifts per day. The data represents the measured time data as reconciliated (hence the variance) with actual tonnage measurements. The rate and quality measurements, which are not shown in the table, are calculated as per the descriptions contained in the efficiency and quality rates.
This does not imply that all design effort should be spent in trying to find better underground mining processes; it simply highlights that the operational teams do not have opportunities to go beyond the 49 per cent threshold unless fundamental process or equipment changes are made.
This is in itself a useful finding, as it clearly defines what area of improvement needs to be pursued by which teams. For example, a small R&D team can be working to fundamentally change the mining batch process by trying to incorporate principles such as continuous feed6 and linear
Quantifying losses from the allowed downtime
The second group of planned downtime relates to downtime that is allowed to happen. This includes times associated with statutory requirements such as pre-use inspections on equipment and testing critical safety devices and conditions.
The biggest part of the associated loss is due to the downtime that is allowed to accrue due to unplanned or planned engineering or infrastructure downtime. Even though this implies that certain inefficiencies are allowed, these targets are derived from best-in-class benchmarks that are obtained from an industry benchmarking database. Based on our experience and based on benchmarking studies8 that have been done, a fair amount of allowable downtime in this area should be in the order of 60 minutes, which relates to a 12 per cent loss.
Proposing a representative bord and pillar OEE target
By allowing the 12 per cent losses a benchmarked target of 37 per cent can be achieved. This equates to 2400 t per shift if the targeted 185 minutes (the remaining cutting time from a 495-minute shift) are cut at the targeted cutting rate of 13 t/min. Assuming an average of 495 production shifts per year, this translates to approximately 1.2 Mt per section per annum. This is 20 per cent more than the 1 Mt threshold for a 'millionaire' section, which is considered as a typical South African production benchmark for excellent performance in underground coal mining.
Figure 6 also shows that all the other losses can then be set up as targets for the operations personnel, where the process inefficiency losses (which include all process inefficiencies such as additional downtime, longer-than-allowed setup and repositioning time, and longer-than-allowed shuttlecar changeout time), the rate losses, and the quality losses need to be minimized.
How to improve the bord and pillar OEE score
As the OEE measurement gives a consolidated view of all of the significant areas that can influence the production of good product, the key value from this measurement comes from being able to understand and quantify where losses lie. Teams are then able to go about improving performance in a targeted manner. The relative losses and subsequent relative gains can be grouped according to availability, efficiency, and quality.
Since the OEE percentage is obtained by multiplying three percentages, the smallest value between availability, efficiency, and quality constitutes the area of most significant constraint, which implies that addressing the loss factors for this term will lead to the most significant improvement in the OEE value.
Typical loss factors for availability include:
Typical rate losses are influenced primarily by the actual cutting cycle, namely the time taken to sump, shear, trim the floor, and raise the cutting boom of the continuous miner. Subsequently, the typical rate losses all have to do with the relative speed with which the cutting cycle is executed, where the aim is to try to stick to the time targets for each discrete step in the cutting cycle. In this regard, it is useful to note that continuous miner operator's skill is a key prerequisite for minimizing rate losses, with the machine's operational capability settings (typically the different hydraulic pressures and electrical cut-out limits) being the second key driver of rate.
Furthermore it is important that a distinction be made in terms of internal and external losses. External losses are those losses that the production team will have no control over, for example, the fact that 30 per cent of the in situ coal that is mined actually consists of inherent ash. This is typically an external quality loss, hence our argument for excluding it from the calculation definition. However, if the ash content of the mined coal exceeds the 30 per cent 'target' or expected ash (as determined from the geological borehole samples and geological model), the difference can be seen as an internal quality loss. This may typically happen due to contamination by cutting into the sandstone (or other non-coal sediment) floor or roof.
Making the OEE measurement real
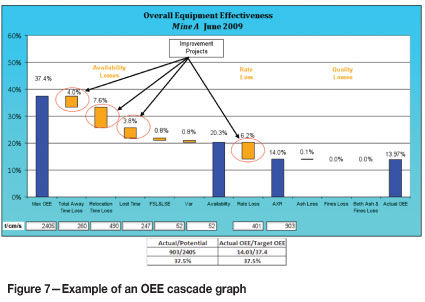
Where OEE has been correctly defined, it can be fully reconciled to the actual production tonnage. This can then be used to indicate the most significant areas for improvement in both the operational and the research teams within an organization.
Figure 7 is an example of an OEE cascade graph that shows how, having defined all the losses, operational focus areas for improvement can easily be identified. Cascade graphs such as these enable the operational teams to quickly and efficiently identify where they are operating the existing process in a sub-optimal manner. This allows the operational teams to then focus their productivity improvement actions on the largest opportunity areas first.
Summary
Many production and manufacturing businesses around the world have adopted the OEE measure as a primary plant performance metric since its introduction in the late 1980s. There is, however, an opportunity to extend its application specifically to the underground bord and pillar coal mining batch process.
This paper has shown how the application of the fundamentals of OEE to the underground bord and pillar coal mining batch process leads to the definition of a representative OEE measure. The availability rate is defined as the actual cutting time expressed as a fraction of the maximum possible face time. The efficiency rate is defined as the actual cutting rate expressed as a fraction of the maximum proven cutting rate. The quality rate has been defined as the actual amount of good-quality coal expressed as a fraction of the potential good-quality coal. Quality encompasses two main coal quality dimensions, namely coal particle size and coal content, both combined into a single quality term.
The loss categories for availability include total away time above target, total relocation time above target, downtime over and above what is allowed, late starts and early finishes during production shifts. Efficiency or the rate loss is presented as a single category. Quality loss categories have been defined in terms of fine coal (volume percentage of coal less than 6.3 mm) and the actual versus expected DAF Representative targets for a 495-minute shift include 185 minutes of cutting time and 13 t/min cutting rate, translating to approximately 2400 t per shift, and 1.2Mt/a9. The OEE target of 37 per cent is obtained by accounting for the inherent process losses, which can be defined as shuttle car tram time, CM relocation time (51 per cent) and the allowed downtime for benchmarked engineering and infrastructure downtime (12 per cent).
Based on the 51 per cent inherent process-related losses, it is argued that the current key constraint to the underground bord and pillar coal mining process is the process itself, and while there is a lot of value still to be extracted from optimizing the current process, it is argued that a fundamental process redesign is required to capture some of the current process losses.
Conclusion
By translating OEE fundamentals to the underground bord and pillar coal mining production environment, a useful all-inclusive performance measure has been developed to firstly define good performance capability, and secondly, provide a means by which to measure any productivity improvements in an effective, consistent, and sustainable manner.
The insight gained through this exercise highlights the vast opportunity for R&D efforts to further reduce the underground batch process losses that are inherent due to current process design and equipment limitations, while also providing a method of making the current sub-optimal usage of the current process visible to operational teams.
Lastly, the representative targets provided are expected to contribute towards the further understanding of productivity in the underground bord and pillar coal mining context.
References
Hansen, RC. 2002. Overall Equipment Effectiveness: A powerful Production/Maintenance Tool for Increased Profits. Industrial Press, New York. [ Links ]
Ishikawa, K. 1991. Guide to Quality Control. White Plains, New York: Quality Resources, Asian Productivity Organisation. [ Links ]
Nakajima S. 1988. Introduction to TPM: Total Productive Maintenance. Productivity Press, Cambridge, Massachusetts [ Links ]
Wauters, F. and Mathoth, J. 2007. Overall Equipment Effectiveness. ABB Consulting Inc., Cary, North Carolina. [ Links ]
Hill, T. 2000. Operations Management. McGraw Hill, New York. [ Links ] ♦
Paper received Apr. 2011; revised paper received Mar. 2012.
© The Southern African Institute of Mining and Metallurgy, 2012. ISSN2225-6253.
~~1 In underground coal mining some single-pass equipment configurations and continuous haulage configurations do exist, and though the method discussed can be configured to address those processes, the article is focussing on the double-pass batch process, which is the far more common current equipment configuration
~~2 A typical cutting sequence (unpublished) as used in industry
~~3 The 49 per cent is the result of proprietary dynamic modelling models that have been constructed to account for the optimal batch process efficiency that can be incurred for a certain coal seam
~~4 The presented ash and fines values and the related quality losses were quantified in terms of tons using actual data (or mine run-of-mine (ROM) tons) mining7 into the process, while the operational teams should be aiming to close the gap between current performance and the maximum achievable performance within the current process constraints.
~~5 These measurements are as per the proprietary measurements developed by Mining Consultancy Services (Pty) Ltd.
~~6 Continuous feeds processes makes use of continuous haulage equipment directly behind a single-pass CM, thereby eliminating the batching part of the process
~~7 Linear mining processes strive to eliminate setup time by adjusting pillar and ventilation configurations, thereby enabling less setup and repositioning losses
~~8 As per the benchmark data supplied by Mining Consultancy Services (MCS), based on a comparative benchmark of 108 underground coal mining sections in South Africa
~~9 Assuming 495 production shifts in the year percentage. All losses are also represented in terms of tons.

